
Abstract
The sandwich panels are widely used in many industrial applications due to their high mechanical properties. Their core design is most important parameter in enhancing their mechanical strength. Flexibility in the design of the core structure leads to the achievement of high strength and light structures. In this paper, the results of the optimized geometry in the previous work are used to investigate the capability of the core geometry design with different materials. Therefore, using the different materials, the peak enhancement of strength-to-weight ratio in sandwich panels besides core behavior during pressure testing are investigated. To this end, a new lattice core is brought forth as the first level; then, three types of materials including AL3105, glass, and innegra fiber/epoxy composites are used to fabricate the cores, in order to compare the compressive strength and the peak. The Nano-clay cloisite 20A is also utilized in construction of sandwich panels. The result indicates that the AL3105 lattice core has the highest strength-to-weight ratio, while the innegra fiber composite core has the highest toughness. Applying curve studies and the SEM Fig. 13, it is concluded that the addition of Nano-clay to composites leads to an increase in both of the strain and the core strength. Comparing the results of experimental and finite element modeling (FEM) data (in ABAQUS software) represented that there is a suitable compliance between them. Our results with the positional variation in core design can pave way in designing advanced engineered sandwich structures in aerospace, shipping, automotive industries. Therefore, these structures will have wide applications in the field of light structure, heat and fluid transfer, sound and vibration control.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Due to the appropriate efficiency and high level of mechanical strength, super-lightweight sandwich panel structures have currently gained much more attention by scholars. [1,2,3,4]
Recently, various combinations of lightweight and high strength surfaces and core plates have developed sandwich panel structures [5,6,7]. Honeycomb-made cell cores [8, 9] and lattice core reinforcement composites [1] are some of these structures. Sandwich panels made of the Fiber-Reinforced Plastic (FRP) composites with truss lattice core structures are considered for using in aerospace, marine, and automotive industries [10]. Moreover, these structures with solid plates and low-density cores are widely used against compressive and bending loads [11]. Therefore, the attached cores and plates are usually made of polymeric materials. Recently, composite cores are built with innovative and simple methods [12]. It’s been reported that the fiberglass, compared to other materials, can improve the sandwich panels mechanical properties [13]. The mechanical properties of fiberglass/polypropylene composite are examined by the authors. They inferred that the thermal properties can be improved by the combination of fiberglass and polypropylene composites. It’s been well documented that adding carbon nano-tubes to carbon fiber/epoxy increases the strength gratefully [14, 15].
The resin matrix protects the fiber and also supports the reinforcement. Two types of polymer matrices are used in composites. The first one improves the mechanical properties and the second enhances the penetration of wetting and adhesion [16]. Due to the low viscosity, good wetting ability, and excellent mechanical properties, the epoxy resin is one of the most important composite materials [17, 18]. In polymer nano-technologies, improving both the mechanical and thermal properties has been the main goal of researchers [19, 20]. Also, modification of resin uptake in the skin/core interphase region leads to an increase in strength mechanical [21].
Some reports have shown that adding SiO2 to the composite leads to an improvement in tensile properties [22]. Hybrid nano-materials, which is called Hybrid Nano-Composites, are employed by researchers to achieve more desirable mechanical properties [23]. Faced to single-axis compressive loads, each and every component of truss cores in sandwich panels resists bending and deformation [24]. It’s been reported that the honeycomb core sandwich panel also has significant strength under compression and bending loads, but the core plates begin to buckle for the thickness decreases, so the sandwich panels’ strength reduces significantly [25]. To exchange the heat [26, 27] and impact the energy absorption, both of truss and lattice core sandwich panels are also applied [28]. One of the most important advantages of lattice core sandwich panels is concerned with their high mechanical strength [29,30,31], which is affected by the cores, and the core’s strength itself depends on its design and ingredients. [32]
To increase the sandwich panel’s mechanical strength, a Snap-Fitting method is utilized [1, 2]. It is deduced by the authors that the use of carbon fiber composites and lattice structures at the same time is effective in improving the sandwich panels’ mechanical properties. The snap-fitting method is applied to enhance the mechanical strength in the case of low density. In constructions and automotive industries, the application of these types of structures can be very beneficial. These structures can be used in chassis parts of the automobile as well as the roof and pillars of the building.
In the previous study, a new core investigation is conducted on aluminum with an isotropic behavior [5]. Due to the anisotropic behavior of some materials such as innegra and fiber glass composites, the behavior of new cores made by the given materials has been challenged under pressure in this study. Thus, the behavior of using a non-metallic anisotropic composite, as compared to an under pressure isotropic aluminum, has been the purpose of this research supposing the application of a new core with the same geometry.
Therefore, achieving a high strength-to-weight ratio, whereas presenting a new core design, besides employing a suitable snap-fitting method instead of adhesives in attaching lattice parts are of the research objectives at the moment. Moreover, performance comparison of different core materials (Nano-clay, Innegra, Glass and Al 3105) is another objective of the research. Besides, the sandwich panels’ behaviors in elastic and plastic areas are studied. Moreover, the influence of Nano-clay cloisite 20A on the strength of glass fiber and innegra composite is investigated. Eventually, the experimental results’ precision is measured by ABAQUS software’s simulation.
Materials and Methods
Three groups of sandwich panel cores, which had a separate subgroup one another, are developed in this study with entirely similar core designs, whereas dissimilar materials.
The first group is involved in a composite sandwich panel with the glass/epoxy core and face sheet, consisting of epoxy, Nano-clay, and glass fibers. The lattice sandwich panels are manufactured from 0/900 laminate sheets.
The second group is involved in a composite sandwich panel with the innegra/epoxy core and face sheet, consisting of epoxy, Nano-clay, and innegra fibers with 0/900 laminate sheets.
The third group is involved in a sandwich panel with the aluminum core and face sheet, which they will be fully expressed in the following, respectively.
A couple of Nano-clays with different weight percentages (1.5 and 3%) are primarily added to the epoxy in order to make composite laminate sheets. The addition of Nano-clays, with weight percentages of above 3%, leads to an undesirable effect called “Agglomeration”, which creates a less strength and weak interfacial bonding between the resin and the fiber area [33]. The problem of uniform distribution of clay particles in the polymer is of the most serious challenges in producing these types of composites. On the other hand, clay particles tend to Agglomerate and this factor prevents the dispersion and distribution of particles. That’s why the nano/epoxy solution is inserted into an Ultrasonic Homogenizer Mixer, since the nano-clay particle would be uniformly distributed throughout the epoxy by ultrasonic waves.
To eliminate the porosity, all laminates (two first aforesaid groups) of composite sandwich panels (glass and innegra) are made via Vacuum Assisted Resin Transfer Molding (VARTM) (Fig. 1). The laminate produced by the VARTM method is free of any voids and delamination defects are minimized in this method. The composite sheets are placed at the room temperature for 12 h, and then, subjected to 600 C for 15 h. In the third group, both of the cores and the face sheets of the sandwich panels are made of Al3105.

VARTM method setup
The properties of composite material and AL3105 are presented in Table 1.
The epoxy resin, glass fibers, aluminum sheets, and nano-clay sheets are respectively provided from Hexon, Mytex, Arak, and Nano- Research-Material companies to make the samples.
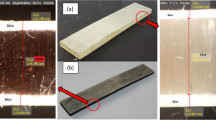
To determine the laminates’ tensile properties which experimented according to the standard (ASTM D3039) [34], the 10-layer fiber glass and Al3105 are randomly chosen. The dimensions and thickness of specimen are respectively as 250 × 25 mm and in the range of 2.5 mm. The testing samples are depicted in Fig. 2.

Tensile test setup: (a) tensile test for aluminum 3105 sample, (b) tensile test for fiber glass sample
Fabrication of Sandwich Panels
The model of sandwich panel’s core is firstly designed by the Solid-Works software and the critical parameters of the lattice core are provided in Fig. 3.

Geometry of the lattice pattern with relevant core design variable
The parameters are as below:
Strutted angle of ω = 450, cores height of H = 30 mm, seat width of b = 16.14 mm, and strut thickness t = 2.5 mm (according to Table 2).
The impact rate of design variables on both the core’s critical zones and the variables’ independence from each other is one of the reasons of choosing design variables (H, b and t). In other words, none of the variables should be affected by increasing or decreasing other variables.
Then, the designed cores of both composite and aluminum sheets are cut by a water jet machine (Fig. 4) and then the lattice members are assembled by the snap-fitting method. Finally, the sandwich panel’s upper and lower plates are bonded to the core (Fig. 5). The sandwich panels are placed at the room temperature for 12 h, and then exposed to 400 C for 3 h.

Patterns water jet cut from the laminate sheets

Manufacturing route for making symmetric lattice core sandwich panel. (a) Slot-fitting of the patterns to produce a lattice. (b) Symmetric Lattice core sandwich panel
Measurements of the Lattice Core’s Mechanical Response
According to the ASTM C365 standard, all compressive tests are performed by the SANTAM machine at a feed rate of 0.5 mm/min. The compressive test setup is depicted in Fig. 6.

Compression test setup of fiber glass sandwich panel
All samples had a size of 90*90*30 mm and the sandwich panels’ cores consisted of 18 cells with the widths of 30 mm.
Numerical Analysis
Based on ABAQUS/Explicit (version 6.14), the Finite Element Analysis is performed in this study. To more elucidation, the aluminum and fiberglass samples are randomly selected and exposed to a tensile test simulation at first. Then, the pressure test simulations of aluminum and fiberglass sandwich panels are accomplished, which it will be fully described in the following.
To conduct a quasi-static axial loading analysis, the Static General Method is applied. Using a tridimensional mesh element, the tensile specimen is modeled. The dimensions of these simulations are as the same as the experiments performed in the present study in order to compare the result. To improve the convergence of complex models, an explicit method is utilized in this paper.
At the material designation phase, the glass lamina properties are defined by orthotropic properties as reported in Table 3. Furthermore, Aluminum is assumed to have an elastic–plastic behavior as well as an isotropic hardening.
To give an explanation, in simulating the composites according to the technical data sheets, the entire material’s simulations, design of experiments, and manufacturing processes have been previously implemented by most of researchers and their experimental testing results are usually exploited in designating materials.
All nodal points in the model are coupled with the reference points. The fixed boundary conditions and displacements are applied to the lower end and the upper node, respectively.
Within the elastic region, a mesh study on tensile samples is conducted.
Revealed by FEM simulations using various meshes, a total number of 1750 and 1200 elements, respectively for fiber glass and aluminum simulating tensile, generally converge to similar numerical results. The diagram of force vs. displacement is afforded at the end (Fig. 7). There is a very high accordance between the experimental test results and the tensile simulation of Al and fiber glass composite (Fig. 7).

Force diagram versus displacement Comparison of experimental tensile test results with simulations: a) AL 3105, b) composite fiber glass
Then, the aluminum and fiberglass sandwich panels are modeled.
To manage a quasi-static axial loading analysis, the Static General Method is utilized.
In order to ameliorate the convergence of complex models, an explicit method is applied.
The entire samples are made of aluminum alloy 3105 and fiber glass (Table 1, 3), and each material’s properties are registered, as obvious in Table 1, 3.
By merging the truss components, paying no heed to the connections between slots, and assembling the lattice cores together, the convergence and arithmetical efficiency are enhanced. Using a tie constraint in the discretization method, the face sheets are attached to the cores "surface to surface". The midpoint of the upper face sheet was used as a reference point to calculate load displacement and eliminate constraint reaction.
The bottom face sheet is kept constant and the cores and face sheets are constructed by means of 8-node tridimensional reduced-integration elements (C3D8R). A sandwich panel with characteristics of H = 30 mm, t = 2.5, and b = 16.14 mm is exposed to a mesh study within the elastic region. As observed in Fig. 8, the mesh convergences of 1 mm and 0.6 mm are respectively obtained for Aluminum lattice core and fiber glass lattice core. The material's behaviors of both the composite and aluminum are brought up for the tensile test.

The mesh convergence analysis, Force vs Mesh size is: a) Aluminum sandwich panel b) Fiber glass sandwich panel
As a result, the rigid upper plate is assigned a rate of 0.016 m/s only along the height direction of the sandwich panel core, while its other degrees of freedom (bottom rigid plate) are constant (Fig. 9). A comparison between the experimental data and finite elements proved that they are in a good accordance with each other (Fig. 10).

Contour plots for von-Mises stress: a, b) compression test steps in FEM

validation of force-extension curves, (a) sample: AL lattice core sandwich panel (b) sample: Fiber glass lattice core sandwich panel
Result and Discussion
To make the sandwich panels, in this part, three kinds of fiber glasses (6, 8, and 10 layers) are used and subjected to the compressive testing. Also, the nano-clay cloisite 20A, at three different percentages, is used in all constructions of innegra, glass composite core, and sandwich panel plates. Finally, the AL3105 core is made to compare the mechanical behaviors of both the glass and innegra.
Effect of Layering on Fiberglass/Epoxy Composite
The sandwich panels with 6, 8, and 10-layer fiberglass/epoxy composite cores are subjected to the compressive testing. At the beginning, all three samples have the same pre-load, indicating a distortion in the surface of the sandwich panels (Fig. 11). There is also a significant enhancement in the strength peak of by the addition of layers from 6 to 8 as well as 8 to 10.

Experimental force-extension curve for glass fiber/epoxy sandwich panels with different three layers under flatwise compression
Due to the fragility and intrinsic properties of fiber glasses, there is a sharp decrease in the strength of all three samples after the primary peak. Moreover, according to Figs. 3 and 12, the fracture in all samples is initiated from point Q.

Compression test of Fiber glass sandwich panel and the structure collapses from point Q region
Layering also occurs in the samples, but it is not the main cause of the structural collapse (Fig. 12). After the primary peak, the compressed core is exposed to a structural change, which leads to the strength augmentation.
The enhancement of strength-to-weight ratio is the purpose of designing these structures and no smart materials or structures have been used for several cycles. Instead, a different behavior is observed in the core structure according to the behavior of the core materials, which includes the fiberglass too. As the core’s behavior in Fig. 12 shows, the core is fractured from the middle; but, after a sudden pressure drop, the pressure raised up again by renovating the core to a new structure (Fig. 11).
Effect of Nano-Clay on Fiberglass/Epoxy Composite
The 10-layer fiberglass/epoxy composite sandwich panel is chosen for its high strength peak and also a total nano-clay addition of 1.5 to 3% to the composite.
A Scanning Electron Microscope (SEM) – Type 1530 – is used in the present study. The micro-graphs of samples’ fractured surfaces with different weight percentages of nano-clay (0%, 1.5% and 3%, respectively) are shown in Fig. 13.

SEM micrographs of fractured surfaces (a) composite specimen of neat epoxy (b) fractured surface with 1.5 wt% of Clay nanocomposite (c) fractured surface with 3 wt% of Clay nanocomposite
Figure 13 (a) presents the fractured surfaces of the glass composite with nano percentage of 0%. In this sample, the strength is less than usual due to the weak interfacial bonding between the fibers of epoxy and glass (Fig. 13). Nevertheless, the fibers of epoxy and glass have a brittle nature or essence, which causes their quick fracture. As obvious in Fig. 12, the strength peak is improved by the rise of nano percentage, which indicates the proper distribution of nano-clay in the composite. Besides, the orientation of the fiber with 1.5% of nano-clay in all directions is illustrated in Fig. 13 (b), which delays the growth of cracks point to point. The appropriate mixing between the epoxy and nano-clay particles leads to a homogeneous mixing which provides a strong bonding between them. Therefore, it boosts the strength of both epoxy and glass fibers matrix.
Also, the forces applied to the composite are monotonously transmitted to the nano-particles. The amount of particle dispersion and how to distribute them, both have a direct impact on the quality of the polymeric product. By distribution of nano-particles called filling materials, the improvement of several properties such as mechanical strength, density, porosity, and permeability can be expected. The polymeric material (matrix) can keep apart the dispersed particles in a way, and delay or prevent the growth of cracks due to the stressing tasks. In other words, the growth of cracks due to the applied stress is delayed by the proper distribution of particles inside the polymer. [35, 36]
Thus, it’s worth mentioning that the curves’ gradients are decreased with increment of the nano content in the composite (Fig. 14). In other words, by escalating the nano-clay percentage, the fragility and brittleness of the structure scales down and the composite becomes softer, so the pressure on the structure increases and the elements as well as the sandwich panels’ cores become stronger at the critical points (Q in Fig. 3). In addition, a secondary peak, which is due to the fracture at the point or position of Q, is observed after the primary peak (Fig. 14) and leads to a new core structure. So, the secondary peak increased by raising the nano percentage in all three samples.

Experimental force-extension curve for glass fiber/epoxy sandwich panels with Nano Clay different Percent
Effect of Nano-Clay into Fiber Innegra/Epoxy Composite
The cores of sandwich panels with 10-layer innegra laminates are fabricated by nano-clays of 1.5% and 3%, and all of them are also subjected to the compressive testing. According to the diagram (Fig. 15), the behaviors of all three samples in the elastic area are the same as before the primary peak.

Experimental force-extension curve for innegra fiber/epoxy sandwich panels
According to Fig. 16, High toughness of the innegra fiber is observed and no fracture witnessed within the elastic and plastic areas.

Flatwise compression test setup for the innegra fiber/epoxy sandwich panels and the structure collapses
Moreover, visually inspecting the samples under test (Fig. 17), neither delamination phenomenon, nor buckling is observed in the samples before the primary peak. But, by increasing the nano-clay’s percentage, the primary peak of strength is enhanced.

The structure collapses of the innegra fiber/epoxy sandwich panels
The structure of sandwich panel’s core does not entirely collapse immediately after the primary peak of mechanical strength. Therefore, evaluating the samples under the pressure (Fig. 17), no fracture is observed in the structure of lattice core’s members, but the cores are totally faced to the compressive stress.
That’s why the sandwich panels have flattened behaviors after the primary peak. Also, contrary to the glass fiber composite, innegra fiber composites do not have the secondary peak due to the inherent toughness (Fig. 15). Therefore, it is recommended that innegra cores to be utilized in very light aerial structures such as drones.
AL3105 Lattice Core Sandwich Panel
The sandwich panel’s core is tested by using Al3105 (Fig. 18) and has a significant pinnacle of mechanical strength (Fig. 19). These findings shows that the sandwich panel is experienced the fracture from point Q, which leads to a sharp decrease in the strength of the structure after the primary peak (Fig. 20).

Flatwise compression test setup of AL3105 symmetric Lattice core sandwich panel

Experimental force-extension curve for AL 3105 symmetric lattice core sandwich panel under flatwise compression

Fracture modes from point Q region for AL 3105 symmetric lattice core sandwich panel
Cores’ Strength-to-Weight Ratio
In this study, the strength-to-weight ratio of sandwich panels is investigated. According to Fig. 21, the diminution of strength-to-weight ratio is observed from left to right. Therefore, the Al3105 lattice core sandwich panel had the highest strength-to-weight ratio (Table 4). Besides, both the fiber glasses contain 3% of clay and the 8-layer one has the same strength-to-weight ratio.

Comparison of strength-to-weight ratio of fiber glass, fiber innegra and Al sandwich panels
To better investigate the results of this study, the lattice core sandwich panel’s strength is compared with other sandwich panels [33]. To do so, the honeycomb sandwich panel is produced at first with similar dimensions, and then subjected to the compressive testing (Fig. 22).

Flatwise compression test setup of honeycomb sandwich panel
Clearly proved by Fig. 23, the strength of aluminum lattice core sandwich panel is significantly higher than that of honeycomb core sandwich panel.

Comparison of Mechanical strength of Lattice core sandwich panel with honeycomb sandwich panel
Both sandwich panels suffer a sharp drop in strength after their strength climax.
In Fig. 23, The area before point (A) is defined as the structure’s elastic range, and no deflection in the structure has been occurred in this area, except for decrement of the core height (H), but after point (A), there is a fracture at point (Q) (Fig. 3&20) and the structure is disintegrated at once. Actually, concentration of the stress at the point (Q) is more than the other points and the first fracture takes place in this area.
It is evidenced that the compressive strength of the aluminum lattice core is exceeded from CFRP honeycombs for the core densities of around 130 kg*m−3 (Fig. 24) [36].

Ashby material strength versus density chart of hybrid materials [35]
Before destroying the cells, the honeycomb sandwich panel could withstand about 1500 KgF. But the strength of lattice core sandwich panel encountered a sharp drop let alone the collapse of core design.
During the pressure test in the honeycomb sandwich panel, having a relatively constant and ceaseless strength after the initial peak is one of the most important features of energy absorbers; so, they are employed against impact loads. On the other hand, having a high compressive strength and also a light weight in the core of sandwich panels of the current study is assumed as a negative parameter in the energy absorbers domain; so, the core design of the present study is not practical in the field of energy absorbers and it’s only used in aerospace and marine industries as a strong and light construction. While with the injection of polyurethane foam, this defect is reduced and the field of its application becomes much wider.
The strength results in this work are higher than the values of sandwich panels in recent studies. The strengths of sandwich panels with pyramidal truss cores under the compression of 4 MPa are lower than that of the current work [37]. The composite pyramidal lattice truss core sandwich structures made by hot-pressing process technology have an asymmetric design due to the limitations of mold making, so the core members collapse very quickly during the loading time [38].
While, in the present study, the designer is able to design any type of complex core structure considering the loading objectives. In 2016, Hong Hu and his colleagues made a sandwich panel with an orthogonal corrugated truss core. their strength under pressure is much lower than the current work due to the relatively long seating surface, wide and asymmetric truss elements with respect to the surface [39].
Therefore, the sandwich panel in the present study has been distinguished from other samples due to these two characteristics of low weight and high strength that it’s emergent of the unique core design.
Conclusion
In this work, a new geometry of sandwich panel’s core initially presented and its behaviors with different materials scrutinized under compressive loadings. Based on the findings, it is concluded that the aluminum and glass composites and the innegra composite with 3% of nano, respectively, have the highest strengths amongst the other cores (AL of 100%, Glass of 61%, Innegra of 30%). As well, the highest toughness is designated to innegra, aluminum, and glass, respectively (Table 4).
The results indicates that the compressed core structure changes to a new structure after a primary peak in the fiberglass, leading to a progress in structural strength.
Therefore, it can be concluded that the behavior of core design is dependent to various materials and vice versa. In other words, the core design with specific materials has a unique behavior that cannot be generalized to other cores’ materials or geometries.
Analyzing the SEM photos, it can also be concluded that the strength of the structure increases by adding nano-clay cloisite 20A to both the innegra and glass composites. It can be noted that the best way to laminate the product is the VARTM method.
Applying a suitable snap-fitting method instead of using adhesives for attaching lattice parts and also the core’s new design are of the main reasons for achieving this level of strength. As compared with the other samples, it is concluded that the strength of the aluminum lattice core sandwich panel is significantly higher than that of the honeycomb core sandwich panel. Moreover, the experimental data is in a good agreement with the simulation result.
In the next research, by injecting polyurethane foam into the lattice core and by adding various nanomaterials their unique features can be used to improve mechanical properties. The construction of core structures does not need to prepare a mold. So, the cost of designing the template is saved. Thus, the designer achieves the optimal design in the fastest possible time with the lowest cost.
Data Availability
The data that supports the result of this study are available based on the request from the corresponding author. The experimental data are not publicly available due to restrictions and the privacy of research participants.
Code Availability
Not applicable.
References
Norouzi H, Rostamiyan Y (2015) Experimental and numerical study of flatwise compression behavior of carbon fiber composite sandwich panels with new lattice cores. Constr Build Mater 100:22–30
Rostamiyan Y, Norouzi H (2016) Flatwise Compression Strength and Energy Absorption of Polyurethane Foam-Filled Lattice Core Sandwich Panels. Strength Mater 48:801–810
Dey C, Nimje S (2016) Experimental and Numerical Study on Response of Sandwich Plate Subjected to Blast Load. Exp Tech 40:401–411
Kantarci M, Maras MM, Ayaz Y (2023) Experimental Performance of RC Beams Strengthened with Aluminum Honeycomb Sandwich Composites and CFRP U-Jackets. Exp Tech 47:767–786
Norouzi H, Mahmoodi M (2022) Experimental and Optimization Study of Compression Behavior of Sandwich Panels with New Symmetric Lattice Cores. Proc Inst Mech Eng Part L 236:548–566
Abdi B, Azwan S, Abdullah MR, Ayob A, Yahya Y (2016) Comparison of foam core sandwich panel and through-thickness polymer pin–reinforced foam core sandwich panel subject to indentation and flatwise compression loadings. Polym Compos 37:612–619
Abedzade Atar H, Zarrebini M, Hasani H, Rezaeepazhand J (2020) The effect of core geometry on flexural stiffness and transverse shear rigidity of weight-wise identical corrugated core sandwich panels reinforced with 3D flat spacer knitted fabric. Polym Compos 41(9):3638–3648
Shams A, Hegger J, Horstmann M (2014) An analytical model for sandwich panels made of textile-reinforced concrete. Constr Build Mater 64:451–459
Pehlivan L, Baykasoğlu C (2019) An experimental study on the compressive response of CFRP honeycombs with various cell configurations. Compos B Eng 162:653–661
Feng L-J, Wu L-Z, Yu G-C (2016) An Hourglass truss lattice structure and its mechanical performances. Mater Des 99:581–591
Gibson LJ, Ashby MF (1997) Cellular Solids: Structure and Properties, 2nd edn. Cambridge University Press, Cambridge
Sun Y, Gao L (2013) Mechanical behavior of all-composite pyramidal truss cores sandwich panels. Mech Mater 65:56–65
Liu J, Qiao W, Liu J, Xie D, Zhou Z, Ma L et al (2015) The compressive responses of glass fiber composite pyramidal truss cores sandwich panel at different temperatures. Compos A Appl Sci Manuf 73:93–100
Chang F-Y, Wang R-H, Yang H, Lin Y-H, Chen T-M, Huang S-J (2010) Flexible strain sensors fabricated with carbon nano-tube and carbon nano-fiber composite thin films. Thin Solid Films 518:7343–7347
Cao D (2023) Strengthening the interphase of thermoplastic sandwich composites by interleaving carbon nanotube yarns. Materials Today Communications 36:106655
Rostamiyan DY, Hamed Mashhadzadeh A, Salmankhani A (2013) Optimization of mechanical properties of epoxy-based hybrid nanocomposite: effect of using nano silica and high-impact polystyrene by mixture design approach. Mater Des 55:1068–1077
Eronat N, Dds P, Türkün M (2009) Effects of Glass Fiber Layering on the Flexural Strength of Microfill and Hybrid Composites. J Esthet Restor Dent 21:171–178
Gassan J, Mildner I, Bledzki AK (1999) Influence of fiber structure modification on the mechanical properties of flax fiber-epoxy composites. Mech Compos Mater 35:435
Bartenev GM, Zelenev YV (1967) Relaxation phenomena in solid bodies. Polym Sci USSR 9(1):280–285
Cao D (2023) Enhanced buckling strength of the thin-walled continuous carbon fiber–reinforced thermoplastic composite through dual coaxial nozzles material extrusion process. Int J Adv Manuf Technol 128:1305–1315
Cao D, Bouzolin D, Lu H, Griffith DT (2023) Bending and shear improvements in 3D-printed core sandwich composites through modification of resin uptake in the skin/core interphase region. Compos B Eng 264:110912
Zheng Y, Zheng Y, Ning R (2003) Effects of nanoparticles SiO 2 on the performance of nanocomposites. Mater Lett - Mater Lett 57:2940–2944
Uddin MF, Sun CT (2010) Improved dispersion and mechanical properties of hybrid nanocomposites. Compos Sci Technol 70:223–230
Xiong J, Ma L, Pan S, Wu L, Papadopoulos J, Vaziri A (2012) Shear and bending performance of carbon fiber composite sandwich panels with pyramidal truss cores. Acta Mater 60:1455–1466
Xie S, Jing K, Zhou H, Liu X (2019) Mechanical properties of Nomex honeycomb sandwich panels under dynamic impact. Compos Struct 235:111814
Kemerli U, Kahveci K (2020) Conjugate forced convective heat transfer in a sandwich panel with a Kagome truss core: The effects of strut length and diameter. Appl Therm Eng 167:114794
Xi L, Xu L, Gao J, Zhao Z, Li Y (2021) Study on flow and heat transfer performance of X-type truss array cooling channel. Case Stud Thermal Eng 26:101034
Zhang G, Wang B, Ma L, Wu L, Pan S, Yang J (2014) Energy absorption and low velocity impact response of polyurethane foam filled pyramidal lattice core sandwich panels. Compos Struct 108:304–310
Zok FW, Waltner SA, Zhang W, Rathbun HJ, McMeeking RM, Evans AG (2004) A Protocol for Characterizing the Structural Performance of Metallic Sandwich Panels: Application to Pyramidal Truss Cores. Int J Solids Struct 41:6249–6271
Queheillalt DT, Wadley HNG (2009) Titanium alloy lattice truss structures. Mater Des 30:1966–1975
Liu J, Zhu X, Li T, Zhou Z, Wu L, Ma L (2014) Experimental study on the low velocity impact responses of all-composite pyramidal truss core sandwich panel after high temperature exposure. Compos Struct 116:670–681
Deshpande VS, Fleck NA (2001) Collapse of truss core sandwich beams in 3-point bending. Int J Solids Struct 38:6275–6305
George T, Deshpande VS, Wadley HNG (2013) Mechanical response of carbon fiber composite sandwich panels with pyramidal truss cores. Compos A Appl Sci Manuf 47:31–40
ASTM Committee D-30 on Composite Materials (2014) Standard test method for tensile properties of polymer matrix composite materials. ASTM international
Muhammed KA, Kannan CR, Stalin B, Ravichandran M (2020) Experimental investigation on AW 106 Epoxy/E-Glass fiber/nano clay composite for wind turbine blade. Materials Today: Proceedings 21:202–205
Finnegan K, Kooistra G, Wadley H, Deshpande VS (2007) The compressive response of carbon fiber composite pyramidal truss sandwich cores. Int J Mater Res 98:1264–1272
Zhang G, Wang B, Ma L, Xiong J, Wu L (2013) Response of sandwich structures with pyramidal truss cores under the compression and impact loading. Compos Struct 100:451–463
Wang B, Wu L, Ma L, Sun Y, Du S (2010) Mechanical behavior of the sandwich structures with carbon fiber-reinforced pyramidal lattice truss core. Mater Des 1980–2015(31):2659–2663
Hu Y, Li W, An X, Fan H (2016) Fabrication and mechanical behaviors of corrugated lattice truss composite sandwich panels. Compos Sci Technol 125:114–122
Funding
Not applicable.
Author information
Authors and Affiliations
Contributions
Hossein Norouzi: Investigation/ Resources/ Data Curation/ Writing / Masoud Mahmoodi: Conceptualization/ Methodology/ Validation/ Writing—Original Draft.
Corresponding author
Ethics declarations
Conflicts of Interest/Competing Interests
The authors clarify that they have no conflict of interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Norouzi, H., Mahmoodi, M. Experimental and Numerical Assessment of Flatwise Compression Behaviors of Sandwich Panels: Comparison Between Aluminum, Innegra Fiber and Glass/Epoxy New Symmetric Lattice Cores. Exp Tech 48, 721–734 (2024). https://doi.org/10.1007/s40799-023-00694-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40799-023-00694-6