
Abstract
Forward-reverse extrusion is a common method in the manufacture of transmission components that require high strength and rigidity. This is a method that helps the metal to deform in two directions: forward and reverse directions compared to the punch movement. However, there are many factors affecting product quality that need to be investigated such as pressing speed, friction, temperature, pressing amount, etc. Therefore, in this paper, the forward-reverse extrusion process of H-shaped products is investigated to clearly evaluate the influence of some essential factors including pressing speed, pressing depth and friction. Numerical simulation method with advantages of convenience, time reduction and high reliability was applied in this study. Research results are meaningful in deforming prediction and the design of extrusion dies later.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
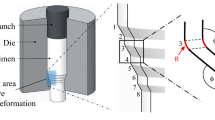
Extrusion is a method of manufacturing a product by pressing an object with enough force so that the material can flow through the hole into the shape of the die. In this process, the metal is plastically deformed in the cavity of the extrusion die, but there is only one preferred direction of deformation to form the part. Material types can be metal, plastic, rubber in block or powder form. Extrusion is used to produce solid or hollow cylindrical parts, rods, and tubes which have been widely used in industry and civil production. In addition, this technology is also applied to prepare workpieces for the processes of forging, stamping, or forming other complex products.
Because of its good forming ability and high practical application, this technology has been studied extensively, with various topics including friction [1], temperature during extruding [2], shape and structure of die [3]. Specifically, Lechner et al. [4] indicates that in addition to withstanding severe process loads, die must be designed with the aim of producing good profiles (free from defects, with high mechanical properties, within required tolerances) and ensuring the required level of productivity. In the study, four tool materials (hot work tool steel 1.2367 and CS1, Ni-based alloy 718, Co-Cr Stellite 1 alloy) were compared to conclude that Ni-based alloys are suitable consolidation for specific applications. New method of rotating backward extrusion (RBE) has been proposed by Qiang Wang [5]. The research shows that with this extrusion method, the force required to manufacture the product is 20% less than the conventional backward force.
In general, the above studies focus on optimizing the die structure as well as technological parameters. However, there have not been many studies on the reversible extrusion process for metals. Therefore, in this paper, a study on determining the relationships between forming force and parameters including coefficient of friction, pressing depth, and pressing speed for lead materials is presented. The results show the impact of each parameter on product quality in the reversible extruding process. A comparison of simulation and experiment is made to indicate the similarity of research results.
2 Research Objects and Objectives
The object studied is a cylindrical part with holes at both ends as shown in Fig. 1. Due to the limitation of hot forming test conditions, the material selected for use in this study is lead.

Research product
According to the working principle and extrusion theory studied above, the mold and the workpiece are assembled as shown in Fig. 2.

3D model of the die
The workpiece material used is lead. Lead is a bright blue metal with a face-centered cubic lattice pattern. Lead belongs to the group of heavy non-ferrous metals, atomic mass of 207.19; density of 11.34 g/cm3. The melting point is low (327.4 °C) while the boiling point is high (1740 °C).
Pressing force is one of the main technological parameters in metal forming technology. This parameter determines the shape and accuracy of the product. Therefore, the objective of this study is to determine the relationship between parameters such as coefficient of friction, pressing speed, roll angle in the mold, pressing stroke and pressing force.
3 Results and Discussion
The software used in investigating impacts of various factors on the forming force that greatly affects the quality of the product is the specialized software Deform.
3.1 Effect of Coefficient of Friction on Forming Force
To investigate the influence of friction on forming force, the given input parameters include pressing speed of 8 mm/s, workpiece temperature of 20 °C and pressing depth of 20 mm. The coefficient of friction is changed respectively of (0.05; 0.08; 0.1; 0.12; 0.15; 0.2; 0.3).
The results of the study on the influence of the coefficient of friction in the H-cup extrusion process are shown in Fig. 3.

Diagram of dependence of forming force on coefficient of friction
The metal deforms according to the principle of minimal resistance. According to this principle, when the resistance caused by friction increases, it will hinder the deformation of the workpiece. From the graph, when the friction increases (from 0.05 to 0.3), the forming force also raises significantly. This is consistent with the theory plastic forming.
3.2 Effect of Pressing Speed on Forming Force
Based on the equipment that can be tested later, the pressing speed is changed respectively of (4; 7; 10; 13; 16; 19) mm/s. The input parameters of the survey include workpiece temperature of 20 °C, pressing depth of 20 mm, and coefficient of friction of 0.08.
Pressing speed is also an important factor affecting the calculation and selection of the machine. Large pressing speed will result in a large strain rate. The results of the study on the effect of pressing speed in the H-cup extrusion process are presented in Fig. 4.

Effect of pressing speed on forming force
The obtained simulation results agree with the initial assumptions. Figure 4 shows that the force changed significantly, from 16.3 to 17.9 tons when changing the pressing speed from 4 to 19 mm/s.
3.3 Effect of Pressing Depth on Forming Force
Pressing depth indicates the deformation ability of the material, from which the pressing stroke can be designed, and the forming force can be calculated. The given input parameters include workpiece temperature of 20 °C, pressing speed of 8 mm/s, coefficient of friction of 0.08. The surveyed pressing depth is (15; 18; 21; 24; 27; 30) mm/s respectively.
The results of studying the effect of pressing depth in the H-cup extrusion process are shown in Fig. 5.

Effect of pressing depth on forming force
Figure 5 shows that the larger the stroke is, the greater the force is. Especially, when the amount of pressing depth reaches a large value, the pressure suddenly increases (up to 80.5 tons at a depth of 30 mm). This shows that it is not possible to press the workpiece with too much depth because it will affect the die structure as well as the machine's ability to generate loads.
After investigating some factors affecting the forming force, the values of the optimal set of parameters are set as follows: pressing speed is 8 mm/s, pressing depth is 20 mm, the coefficient of friction is 0.08.
The simulation results with the optimal set of input parameters are shown in Fig. 6.

Force diagram in the process of extrusion a cup H
Experimenting with the optimal set of parameters found by numerical simulation, the results show a high similarity with the simulation results as shown in Fig. 7.

The experimental results
Experimental results show that the reverse extrusion is easier to shape than the forward-flow extrusion. On one hand, the reason is that the mold does not have a gas outlet below, so it is more difficult for the workpiece to flow in the forward direction. On the other hand, there is a gap between the punch and the die in the opposite direction, so the workpiece is easier to shape up.
4 Conclusions
This paper presents the study on the reversible pressing process of H cup with the lead material. The study achieves the following main results:
-
Evaluate the influence of parameters including coefficient of friction, pressing speed, pressing depth on the extrusion pressing process by simulation method. Build a graph of the relationship of each surveyed parameter to the forming force.
-
Find the optimal set of technological parameters to facilitate the experimental process.
-
Experimental results have a high similarity with simulation results.
The research results are meaningful in evaluating the extrusion process and in designing the mold, to achieve the optimal product. However, to accurately evaluate and stabilize the forming process, further studies on other geometrical and technological parameters need conducting.
References
Kačmarčik I, Movrin D, Ivanišević A (2011) One contribution to the friction investigation in bulk metal forming. J Technol Plasticity 36(1):35–48. https://doi.org/10.2478/v10211-011-0001-4
Dewang Y, Sharma V (2021) Effect of process parameters on thermo-mechanical behavior of extrusion of aluminum alloy. Iranian J Mater Sci Eng 18(1). https://doi.org/10.22068/ijmse.18.1.3
Choi B-J, Moon IY, Oh Y-S, Kang S-H, Kim S-J, Jung J, Kim J-H, Kim D-K, Lee HW (2021) Die design for extrusion process of titanium seamless tube using finite element analysis. Metals 11:1338. https://doi.org/10.3390/met11091338
Lechner S, Nitschke R, Muller S (2021) Numerical analysis of plastic die deformation during high temperature copper extrusion. In: ESAFORM 2021: proceedings of the 24th international conference on material forming MS03. https://doi.org/10.25518/ESAFORM21.4785
Wang Q, Zhang Z, Yu J, Xue Y (2017) A novel backward extrusion process through rotating die and open punch. Procedia Eng 207:383–388. https://doi.org/10.1016/j.proeng.2017.10.792
Acknowledgements
This research was funded by Hanoi University of Science and Technology (HUST) under project number T2022-PC-019.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Thi, T.N., Nguyen, MQ., Minh, N.T.H. (2023). A Parametric Study on Product Quality During Forward-Reverse Extrusion Process. In: Long, B.T., et al. Proceedings of the 3rd Annual International Conference on Material, Machines and Methods for Sustainable Development (MMMS2022). MMMS 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-31824-5_11
Download citation
DOI: https://doi.org/10.1007/978-3-031-31824-5_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-31823-8
Online ISBN: 978-3-031-31824-5
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)