
Abstract
It has been suggested that South Africa (SA) prioritizes copper recycling in order to ensure that there is an adequate supply as the country’s economy becomes more energy-efficient and less dependent on fossil fuels. Based on this school of thought, this chapter discussed, among other things, the resource recovery and recycling from waste copper dust (WCD). One thing that was noticed is that SA WCD has a different chemical composition (CC) than WCD from other regions of the world. Due to the extremely low concentrations of hazardous compounds like As, Pb, and other substances, the CC of the WCD from SA complies with EU requirements for disposal in landfills. Although returning this WCD to the furnace might not be an economically viable alternative because of its fine size (5–50 μm), which harms the furnace’s refractory bricks, doing so will also result in loss of Cu value. Thus, six (6) unique proposals for resource recovery and recycling from WCD were listed in this chapter to transform this WCD into usable materials. These proposals have been published in their entirety in a number of literary works. The adoption of the ideas in these proposals is anticipated to help reduce adverse environmental consequences while also closing the copper loop (zero-waste production).
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
1 Introduction
The complex process [1] of extracting copper from mineral resources [2] is shown in Fig. 2.1.

Flowchart of the copper mining process. (Source: Google image)
These mineral deposits create mineralization zones that are commercially advantageous to the miner. As a result, several mining techniques are employed to explore and make use of them for their copper values [3]. Unit operations are performed before, during, and after the mining process [4], and they normally take place on a facility and are done directly to speed up the mining process [5]. These activities before, during, and after mining frequently produce desired items as well as undesirable by-products [6], such as waste copper dusts (WCD).
WCD produced by copper mining operations is currently inevitable [7], and if not appropriately controlled, they constitute a risk to human health and the environment [7,8,9,10,11].
When metal ore is chemically heated, dangerous gases are created, and WCD are frequently composed of copper and other metal values close to these gases [12, 13]. These composites are usually categorized as dangerous under South Africa (SA) legislation due to their poisonous ingredients (Fig. 2.2).

Characterization, content, and SA legislation on WCD [14]
Adhering to this legislation often presents a challenge, because most copper mining businesses work on a linear economic model, which is rather straightforward because it is based on extracting mineral resources and converting them into a product that eventually becomes waste (i.e., “taking, manufacturing, and wasting”) [15,16,17]. This economic model is distinct from the circularity model, which contains ideas like “resource recovery and recycling; a system that minimizes the use of resource inputs that result in waste, pollution, and carbon emissions [17, 18].”
Given the aforementioned, Evert Swanepoel, the executive chairperson of the Copper Development Association of Africa (CDAA), stated in a report from Mandarin Finance and Economics [19] that “Due to the declining and limited domestic copper production (Fig. 2.3), SA is expected to prioritize the recycling of copper resources to ensure there remains sufficient stock as the economy becomes more energy efficient and less dependent on fossil fuels” [20, 21]. Two-thirds of all copper ever produced is still in use today, the CDAA chairman continued. Nevertheless, he noted that only Palabora Mining Company was still in operation to provide domestic demand in SA, where copper was becoming increasingly rare [22]. According to the CDAA chairman, the mine was on the verge of closing down [23], while explorer and developer Orion Minerals is constructing a new copper mine in the town of Prieska in the Northern Cape [24]. Ultimately, this project will not be finished until 2023.

South Africa’s copper mine production in metric tons from 2011 to 2018. (Image courtesy of Google)
Furthermore, exporting a lot of copper scrap to foreign recyclers limits the amount of domestic copper available, giving local recyclers less supplies of copper scrap to work with. This leaves the nation with the options of “using recycled copper or importing copper raw material?”
Therefore, it is noteworthy at this moment to conduct research into resource recovery and recycling from waste metal dust (WCD) [25,26,27,28,29]. In fact, as a result of these efforts, the circularity model is given a powerful voice in the copper mining industry. This approach closes the copper loop while also helping to lessen adverse environmental consequences.
This chapter will explore the generation, description, and recirculation of WCD, as well as resource recovery and recycling from WCD, in light of this line of thinking. Following that, a list of suggested research fields for turning the South African WCD into a useful resource follows.
2 Waste Copper Dust
2.1 Generation
Impurities must be removed in copper metallurgy in order to produce copper that is of a high quality [30, 31], but they must also be removed for environmental reasons [32]. It is reasonable to anticipate an even more dire situation in the future given the continuous rise in impurities in copper ore over time [33]. Impurities must be kept below the limits permitted by national and international regulations for the copper industry [34], and the overall emission of hazardous substances must be reduced.
Oxidation, slagging, and volatilization are used to remove impurities from copper during the smelting, conversion, and refining processes [35, 36]. The Teniente Converter, Inco Flash, Outokumpu Flash, and Mitsubishi processes, among others, have all seen advancements thanks to a mix of intensive reactors that use oxygen or oxygen-enriched air as the blowing gas. The way of removing impurities, however, has remained unchanged and has instead turned into a significant constraint in the contemporary method of copper smelting and conversion [37, 38].
Gaseous emissions generated from copper processing include heavy metals, water vapor, SO2, N2, and O2 in addition to other contaminants [39]. As a result of the gas cleaning procedure, WCD is produced [40]. WCD contains condensate matter and small semi-melted concentrate particles that are carried with the off-gas.
2.2 Description of WCD
2.2.1 Particle Size Distribution of WCD
The WCD is primarily made up of fine-grained particles, according to the WCD production mechanism and the results of characterizing the WCD for its particle size distribution. The following researchers: Okanigbe et al. [25], Ha et al. [41], Bakhtiari et al. [42, 43], Vakylabad et al. [44], Morales et al. [45], Balladares et al. [46], and Xu et al. [47] shared that the majority of the particles, measured quantitatively, are very small and lie within the size range of 5–50 μm below the 53-μm sieve aperture. When Okanigbe, [48], studied the South African WCD’s −53 μm size fraction using the laser diffraction technique, the results showed that the bulk particle sizes in this size fraction were primarily between 24 and 30 μm, with no particles falling within the nano-small range (Table 2.1). This knowledge was helpful, especially for the actual separation of the South African WCD [27].
2.2.2 Chemical Composition of Typical WSD
According to Table 2.2, the composition of this WCD varies depending on the operation. The mineralogy of the concentrates, fluxes, and circulating material (slag, WCD, etc.), as well as their corresponding proportions, determines the composition [46], while the type of reactor used in the smelting and conversion procedures mostly affects the mass of WCD produced [47].
As shown in Table 2.2, WCD typically contains the minor elements copper (Cu), iron (Fe), lead (Pb), arsenic (As), cadmium (Cd), antimony (Sb), zinc (Zn), bismuth (Bi), and selenium (Se), but the exact form of each element depends on the environmental factors and operational parameters of the smelting and converting processes [39]. The ratio of these components in the WCD aids in determining the best waste management approach (i.e., disposal, recirculation, resource recovery, and recycling) to use.
2.2.3 Mineralogy of WCD
Researchers Vakylabad et al. [44, 52], Morales et al. [45], Qiang et al. [49], Vtková et al. [50], Font et al. [51], Alguacil et al. [53], Ettler et al. [54], and Xu et al. [55] examined the phase structures of the WCD. The phases that are frequently found in WCD are represented in Table 2.3 and mostly consist of complex copper oxides and sulfides, although the compositions of these WCD vary greatly (Table 2.3).
2.2.4 Morphology of WCD
SEM images and energy dispersive spectra of a WCD from SA are shown in Fig. 2.4. Few unevenly shaped particles can be seen in the micrographs, whereas most particles are typically spherical in shape [25, 47]. The appearance of the WCD under the electron microscope is typical of semi-molten or molten material solidified by cooling in a gas transport system [25], as agreed upon by various researchers [25, 47], as opposed to particles reacting in the solid state, which have a more angular look [46]. The diameters of the particles, which range from submicron to micron, and their adhesion to one another [25] can also be seen in Fig. 2.4.

Scanning electron micrograph and energy dispersive spectrums of WCD from South Africa
2.3 Recirculation of WCD
The approach of recycling the WCD back into the furnaces, according to Bakhtiari et al. [43], decreases their efficacy and raises the amount of energy needed for smelting; additionally, due to its characteristically fine nature, 5–50 μm [25, 41, 47], it damages the refractory bricks when returned to the furnace and places a circular load on the furnaces.
To determine the impact of WCD recirculating in the smelting process on WCD generation and the behavior of certain impurities among the matte and slag phases, Montenegro et al. [39] tested this recirculation strategy at the laboratory scale. The authors claim that copper can be successfully recovered using WCD recirculation. Recirculation into the smelting process can reduce WCD generation if the carry-over of recirculated WCD is successfully reduced. However, the ultimate matte quality determines how much WCD recirculation occurs.
Additionally, the recirculation of WCD into the smelting process will be prevented by exceptionally high As concentrations and higher concentrations of other impurities including Bi, Pb, and Sb [39, 56]. This is because recirculation causes the distributions of these contaminants in matte to dramatically rise. Therefore, the way those contaminants behave may restrict how much WCD recirculation occurs during the process.
2.4 Resource Recovery and Recycling from WCD
2.4.1 The Recovery of Metals from WCD
It is common for one or more extractive metallurgy unit activities to be combined in order to recover metal values from WCD. Following is a discussion of the various extractive metallurgy and mineral processing unit activities for the recovery of these metal values:
2.4.1.1 The Use of Hydrometallurgical Techniques
The work by Li et al. [57] showed how arsenic was removed from the WCD leach solution by co-precipitation with ferric ions. Secondary products from WCD, are abundant in bismuth (Bi) and other significant metals, claim Ha et al. [41]. They provided a cost-effective hydrometallurgical method for extracting Bi from WCD in their paper. When used as leaching reagents, a solution of H2SO4 and NaCl can effectively remove Bi from WCD. Under ideal circumstances, a 92% leaching efficiency was attained. Guo et al. [58] created a hydrometallurgical procedure to selectively recover arsenic from WCD by leaching the WCD with NaOH-Na2S.
2.4.1.2 The Use of Bio-Hydrometallurgy Techniques
The bioleaching of WCD from smelters in Iran’s Sarcheshmeh copper complex was studied by Bakhtiari et al. [43]. Although sulfide minerals, notably pyrite, in copper concentrates undergo oxidation processes that release acid, authors reported that the WCD bio-treatment process consumes acid. A different study by Bakhtiari et al. [42] looked at the bioleaching of copper from the WCD of the Sarcheshmeh copper smelting plant. In the study, the outcomes of a series of continuous tests performed on two-stage airlift bioreactors injected with bacteria that were originally produced from acid mine drainage were described.
2.4.1.3 The Use of Pyrometallurgical–Hydrometallurgical Techniques
The recovery of precious metals and the removal of arsenic from WCD have both been extensively investigated using the pyro-hydrometallurgical method [47].
2.4.1.4 The Use of Physical Separation Techniques
The process parameterization of a centrifugal concentrator for the separation of a WCD was followed by a theoretical contribution including the creation of a system of predictive models in the work by Okanigbe et al. [27]. According to the findings, a maximum grade of approximately 35.02 wt% Cu was attained at 120G for the rotational bowl speed, 3.0 L/min for the water flow rate, 1.48 L/min for the continuous experimental flow rate, and 0.5 L/min for the liquid to solid ratio. Similar to this, under the same testing conditions, a minimum output of 14.58% SiO2 and 10.29% Al2O3 was attained. This clearly shows a trend toward ideal experimental settings designed to maximize Cu output and reduce SiO2 and Al2O3 levels.
Using unit operations of zinc vapor evaporation and condensation as well as super-gravity separation of copper droplets, researchers from Gao et al. [59] suggested a novel method to efficiently extract metallic copper and crown zinc from WCD.
2.4.1.5 Stabilization/Solidification
Most of WCD are considered as hazardous pollutants because they contain lots of heavy metals; consequently, several researchers have focused on the stabilization/solidification of them [45, 60,61,62]. Furthermore, since As2O3 is abundant worldwide, it is not practical from an economic standpoint to entirely recycle As-rich WCD from non-ferrous metallurgies [63]. Should WCD not meet the conditions set forth by the European Union (EU) for landfilling in hazardous waste disposal sites (Table 2.2), it must be solidified or stabilized before it can be accepted at any landfill site.
2.4.1.6 Conversion of WCD into Value-Added Product
With the shortage of mineral resources, direct disposal after stabilization/solidification processes might not be the best methods for treating WCD like the one generated in SA.
Granted the WCD from SA has the bare minimum As, Bi, Pb, and Sb contents necessary for landfilling in hazardous waste disposal facilities. The best way to manage this waste is through resource recovery and recycling by conversion into useful commodities for additional value.
Hence, the following research suggestions on transforming WCD from SA into a value-added product are listed below, these ideas have been made public in their whole forms:
-
1.
Thermal and Mechanical Properties (I): Optimum Predictive Thermal Conduction Model Development for Epoxy Filled Copper Oxide Nanoparticles Composite Coatings on Spent Nuclear Fuel Steel Casks.
-
2.
Thermal and Mechanical Properties (I): Spark Plasma Sintered Ti–6Al–4V Alloy Reinforced with Mullite-Rich-tailings for Production of Energy Efficient Brake Rotor.
-
3.
Wave Energy Converter Design: Seawater Integrity and Durability of Epoxy-Resin Filled Corrosive Microorganism Surface Modified Waste Copper Dust.
-
4.
Aircraft Engine Fan Blade Design: Impact Tolerance Prediction of Partially Filled 3D Printed Aluminum, Titanium, and PEEK Filled Waste Copper Dust.
-
5.
Preparation and Characterization of Hydrotalcite-Derived Material from Mullite-Rich-Tailings (I): Transesterification of Used Cooking Oil to Biodiesel.
-
6.
Preparation and Characterization of Hydrotalcite-Derived Material from Mullite-Rich-Tailings (II): CO2 Capture from Coal-Fired Thermal Power Plants.
3 Conclusions
Discussions on the production, description, and recirculation of WCD, as well as resource recovery and recycling from South Africa’s WCD, were given in this chapter and arrived at the following deductions:
-
1.
As a result of the gas cleaning procedure, WCD is produced.
-
2.
The bulk particles in the South African WCD’s −53 μm size fraction were primarily made up of 24–30 μm particle sizes.
-
3.
Because of the chemical makeup and/or mineralogy of some WCD, recirculation has been deemed unacceptable.
-
4.
The WCD from SA contains the minimal minimum amount of As, Bi, Pb, and Sb required for landfilling at facilities for the disposal of hazardous waste.
Therefore, it was suggested that the adoption of creative ideas that aim to transform WCD into functional material rather than recirculation or disposal will help to reduce adverse environmental consequences while also closing the copper loop (Zero-waste production).
References
P.R. Jadhao, S. Mishra, A. Pandey, K.K. Pant, K.D.P. Nigam, Biohydrometallurgy: A sustainable approach for urban mining of metals and metal refining, in Catalysis for Clean Energy and Environmental Sustainability: Biomass Conversion and Green Chemistry, vol. 1, (Springer, Cham, 2021), pp. 865–892
M.L. Free, Metal extraction, in Hydrometallurgy, (Springer, Cham, 2022), pp. 145–196
J.A.D. Cavalcanti, M.S. da Silva, C. Schobbenhaus, H. de Mota Lima, Geo-mining heritages of the Mariana anticline region, southeast of Quadrilátero Ferrífero-MG, Brazil: Qualitative and quantitative assessment of Chico Rei and Passagem mines. Geoheritage 13(4), 1–29 (2021)
Z. Bian, X. Miao, S. Lei, S.E. Chen, W. Wang, S. Struthers, The challenges of reusing mining and mineral-processing wastes. Science 337(6095), 702–703 (2012)
R. Lorenz, J. Senoner, W. Sihn, T. Netland, Using process mining to improve productivity in make-to-stock manufacturing. Int. J. Prod. Res., 59(16), 4869–4880 (2021)
Y. Taha, A. Elghali, R. Hakkou, M. Benzaazoua, Towards zero solid waste in the sedimentary phosphate industry: Challenges and opportunities. Fortschr. Mineral. 11(11), 1250 (2021)
B. Paluchamy, D.P. Mishra, D.C. Panigrahi, Airborne respirable dust in fully mechanised underground metalliferous mines–generation, health impacts and control measures for cleaner production. J. Clean. Prod. 296, 126524 (2021)
M. Mpanza, E. Adam, R. Moolla, Dust deposition impacts at a liquidated gold mine village: Gauteng Province in South Africa. Int. J. Environ. Res. Public Health 17(14), 4929 (2020)
T.L. Noble, A. Parbhakar-Fox, R.F. Berry, B. Lottermoser, Mineral dust emissions at metalliferous mine sites, in Environmental Indicators in Metal Mining, (Springer, Cham, 2017), pp. 281–306
D.H. Brouwer, D. Rees, Can the South African milestones for reducing exposure to respirable crystalline silica and silicosis be achieved and reliably monitored? Front. Public Health 8, 107 (2020)
G. Nelson, Living in the Shadow of a Dust Cloud: Occupational Respiratory Diseases in the South African Mining Industry, 1975 to 2009 (Doctoral Dissertation, 2014)
H. Li, J. Peng, H. Long, S. Li, L. Zhang, Cleaner process: Efficacy of chlorine in the recycling of gold from gold-containing tailings. J. Clean. Prod. 287, 125066 (2021)
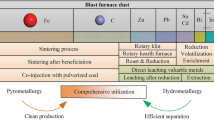
X. Xiao, S. Zhang, F. Sher, J. Chen, Y. Xin, Z. You, L. Wen, M. Hu, G. Qiu, A review on recycling and reutilization of blast furnace dust as a secondary resource. J. Sustain. Metall., 7(2), 340–357 (2021)
E. Matinde, G.S. Simate, S. Ndlovu, Mining and metallurgical wastes: A review of recycling and re-use practices. J. South. Afr. Inst. Min. Metall. 118(8), 825–844 (2018)
A. Halog, S. Anieke, A review of circular economy studies in developed countries and its potential adoption in developing countries. Circ. Econ. Sustain., 1(1), 209–230 (2021)
S. Jawadand, K. Randive, A sustainable approach to transforming mining waste into value-added products, in Innovations in Sustainable Mining, (Springer, Cham, 2021), pp. 1–20
A. Upadhyay, T. Laing, V. Kumar, M. Dora, Exploring barriers and drivers to the implementation of circular economy practices in the mining industry. Resour. Policy 72, 102037 (2021)
F. Pavloudakis, C. Roumpos, P.M. Spanidis, Optimization of surface mining operation based on a circular economy model, in Circular Economy and Sustainability, (Elsevier, Amsterdam, 2022), pp. 395–418
Mandarin Finance and Economics, African Copper Development Association calls on South Africa to increase the scale of waste copper recycling. (2020). https://news.metal.com/newscontent/101199398/african-copper-development-association-calls-on-south-africa-to-increase-the-scale-of-waste-copper-recycling
V.R. Nalule, Transitioning to a low carbon economy: Is Africa ready to bid farewell to fossil fuels? in The Palgrave Handbook of Managing Fossil Fuels and Energy Transitions, (Palgrave Macmillan, Cham, 2020), pp. 261–286
G. Mutezo, J. Mulopo, A review of Africa’s transition from fossil fuels to renewable energy using circular economy principles. Renew. Sust. Energ. Rev. 137, 110609 (2021)
B. Barlow, E. Fosso-Kankeu, K. Nyembwe, F. Waanders, E.N. Malenga, Prediction of Dissolution of Copper from a Chalcopyrite Carbonatite Ore of South Africa (EARET, 2018)
H. Paetzold, P. Lourens, R. Brazier, Reopening and closure of a block cave, in MassMin 2020: Proceedings of the Eighth International Conference & Exhibition on Mass Mining, (University of Chile, 2020 December), pp. 103–114
L. Hockaday, Solar thermal applications in minerals processing in South Africa, in Proceedings of the 6th South African Solar Energy Converence, (2019)
D.O. Okanigbe, A.P.I. Popoola, A.A. Adeleke, Characterization of copper smelter dust for copper recovery. Procedia Manuf. 7, 121–126 (2017)
D.O. Okanigbe, A.P.I. Popoola, A.A. Adeleke, Hydrometallurgical processing of copper smelter dust for copper recovery as nano-particles: A review. Energ. Technol. 2017, 205–226 (2017)
D. Okanigbe, P. Olawale, A. Popoola, A. Abraham, A. Michael, K. Andrei, Centrifugal separation experimentation and optimum predictive model development for copper recovery from waste copper smelter dust. Cogent Eng. 5(1), 1551175 (2018)
D.O. Okanigbe, A.P.I. Popoola, A.A. Adeleke, I.O. Otunniyi, O.M. Popoola, Investigating the impact of pretreating a waste copper smelter dust for likely higher recovery of copper. Procedia Manuf. 35, 430–435 (2019)
D.O. Okanigbe, M.K. Ayomoh, O.M. Popoola, P.A. Popoola, V.S. Aigbodion, Oxidative roasting experimentation and optimum predictive model development for copper and iron recovery from a copper smelter dust. Results Eng. 7, 100125 (2020)
W.G. Davenport, M. King, M.E. Schlesinger, A.K. Biswas, Extractive Metallurgy of Copper (Elsevier, Amsterdam, 2002)
G.A. Flores, C. Risopatron, J. Pease, Processing of complex materials in the copper industry: Challenges and opportunities ahead. JOM 72(10), 3447–3461 (2020)
M.E. Schlesinger, K.C. Sole, W.G. Davenport, G.R. Alvear, Extractive Metallurgy of Copper (Elsevier, Amsterdam, 2021)
B. Lucheva, P. Iliev, D. Kolev, Hydro-pyrometallurgical treatment of copper converter flue dust. J. Chem. Technol. Metall. 52(2), 320–325 (2017)
S.A. Awe, J.E. Sundkvist, N.J. Bolin, Å. Sandström, Process flowsheet development for recovering antimony from Sb-bearing copper concentrates. Miner. Eng. 49, 45–53 (2013)
A. Yazawa, Thermodynamic considerations of copper smelting. Can. Metall. Q. 13(3), 443–453 (1974)
A. Yazawa, T. Azakami, Thermodynamics of removing impurities during copper smelting. Can. Metall. Q. 8(3), 257–261 (1969)
F. Habashi, Copper metallurgy at the crossroads. J. Min. Metall. B: Metall. 43(1), 1–19 (2007)
T. Utigard, G. Sanchez, J. Manriquez, A. Luraschi, C. Diaz, D. Cordero, E. Almendras, Reduction kinetics of liquid iron oxide-containing slags by carbon monoxide. Metall. Mater. Trans. B 28(5), 821–826 (1997)
V. Montenegro, H. Sano, T. Fujisawa, Recirculation of Chilean copper smelting dust with high arsenic content to the smelting process. Mater. Trans. 49(9), 2112–2118 (2008)
H. Zhou, G. Liu, L. Zhang, C. Zhou, Formation mechanism of arsenic-containing dust in the flue gas cleaning process of flash copper pyrometallurgy: A quantitative identification of arsenic speciation. Chem. Eng. J. 423, 130193 (2021)
T.K. Ha, B.H. Kwon, K.S. Park, D. Mohapatra, Selective leaching and recovery of bismuth as Bi2O3 from copper smelter converter dust. Sep. Purif. Technol. 142, 116–122 (2015)
F. Bakhtiari, H. Atashi, M. Zivdar, S.S. Bagheri, Continuous copper recovery from a smelter’s dust in stirred tank reactors. Int. J. Miner. Process. 86(1–4), 50–57 (2008)
F. Bakhtiari, M. Zivdar, H. Atashi, S.S. Bagheri, Bioleaching of copper from smelter dust in a series of airlift bioreactors. Hydrometallurgy 90(1), 40–45 (2008)
A.B. Vakylabad, M. Schaffie, M. Ranjbar, Z. Manafi, E. Darezereshki, Bio-processing of copper from combined smelter dust and flotation concentrate: A comparative study on the stirred tank and airlift reactors. J. Hazard. Mater. 241, 197–206 (2012)
A. Morales, M. Cruells, A. Roca, R. Bergo, Characterization of flue dusts from a copper smelter furnace, copper recovery and arsenic stabilization, in The John E. Dutrizac International Symposium on Copper Hydrometallurgy, Cu 2007, ed. by P.A. Riveros, D.G. Dixon, D.B. Dreisinger, M.J. Collins, vol. 4, (2007), pp. 177–189
E. Balladares, U. Kelm, S. Helle, R. Parra, E. Araneda, Chemical-mineralogical characterization of copper smelting flue dust. Dyna 81(186), 11–18 (2014)
B. Xu, Y. Ma, W. Gao, J. Yang, Y. Yang, Q. Li, T. Jiang, A review of the comprehensive recovery of valuable elements from copper smelting open-circuit dust and arsenic treatment. JOM 72(11), 3860–3875 (2020)
D.O. Okanigbe, Production of Copper and Copper Oxide Nano-Particles from Leach Solution of Low Grade Copper Smelter Dust (2019)
L. Qiang, I.S. Pinto, Z. Youcai, Sequential stepwise recovery of selected metals from flue dusts of secondary copper smelting. J. Clean. Prod. 84, 663–670 (2014)
M. Vítková, V. Ettler, J. Hyks, T. Astrup, B. Kříbek, Leaching of metals from copper smelter flue dust (Mufulira, Zambian Copperbelt). Appl. Geochem. 26, S263–S266 (2011)
O. Font, N.A.T.A.L.I.A. Moreno, G. Aixa, X.A.V.I.E.R. Querol, R.O.D.R.I.G.O. Navia, Copper smelting flue dust: A potential source of germanium. Rev. Soc. Esp. Mineral. 15, 87–88 (2011)
A.B. Vakylabad, A comparison of bioleaching ability of mesophilic and moderately thermophilic culture on copper bioleaching from flotation concentrate and smelter dust. Int. J. Miner. Process. 101(1–4), 94–99 (2011)
F.J. Alguacil, I. Garcia-Diaz, F. Lopez, O. Rodriguez, Recycling of copper flue dust via leaching-solvent extraction processing. Desalin. Water Treat. 56(5), 1202–1207 (2015)
V. Ettler, M. Vítková, M. Mihaljevič, O. Šebek, M. Klementová, F. Veselovský, P. Vybíral, B. Kříbek, Dust from Zambian smelters: Mineralogy and contaminant bioaccessibility. Environ. Geochem. Health 36(5), 919–933 (2014)
Z.F. Xu, L.I. Qiang, H.P. Nie, Pressure leaching technique of smelter dust with high-copper and high-arsenic. Trans. Nonferrous Metals Soc. China 20, s176–s181 (2010)
V. Montenegro, H. Sano, T. Fujisawa, Recirculation of high arsenic content copper smelting dust to smelting and converting processes. Miner. Eng. 49, 184–189 (2013)
T. Li, Y. Wang, W.J. Li, J.M. Chen, T. Wang, W.X. Wang, Concentrations and solubility of trace elements in fine particles at a mountain site, southern China: Regional sources and cloud processing. Atmos. Chem. Phys. 15(15), 8987–9002 (2015)
X. Guo, J. Shi, Y. Yi, Q. Tian, D. Li, Separation and recovery of arsenic from arsenic-bearing dust. J. Environ. Chem. Eng. 3(3), 2236–2242 (2015)
J. Gao, Z. Huang, Z. Wang, Z. Guo, Recovery of crown zinc and metallic copper from copper smelter dust by evaporation, condensation and super-gravity separation. Sep. Purif. Technol. 231, 115925 (2020)
A. Shahnazi, S. Firoozi, D.H. Fatmehsari, Selective leaching of arsenic from copper converter flue dust by Na2S and its stabilization with Fe2 (SO4) 3. Trans. Nonferrous Metals Soc. China 30(6), 1674–1686 (2020)
A. Morales, M. Cruells, A. Roca, R. Bergó, Treatment of copper flash smelter flue dusts for copper and zinc extraction and arsenic stabilization. Hydrometallurgy 105(1–2), 148–154 (2010)
L.G. Twidwell, A.K. Mehta, Disposal of arsenic bearing copper smelter flue dust. Nucl. Chem. Waste Manag. 5(4), 297–303 (1985)
V. Dutre, C. Vandecasteele, Immobilization mechanism of arsenic in waste solidified using cement and lime. Environ. Sci. Technol. 32(18), 2782–2787 (1998)
Acknowledgments
The author wishes to express his gratitude to Tshwane University of Technology in Pretoria, South Africa, for allowing use of facilities.
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Okanigbe, D.O. (2023). Resource Recovery and Recycling from Waste Metal Dust (II): Waste Copper Dust. In: Ogochukwu Okanigbe, D., Popoola, A.P. (eds) Resource Recovery and Recycling from Waste Metal Dust. Springer, Cham. https://doi.org/10.1007/978-3-031-22492-8_2
Download citation
DOI: https://doi.org/10.1007/978-3-031-22492-8_2
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-22491-1
Online ISBN: 978-3-031-22492-8
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)