
Abstract
In order to upcycle clayey soil, which generally has poor strength properties, it was proposed to transform them into a more useable ‘sand-like’ material using sintering technology in this feasibility study. A muffle furnace was adopted to heat the clayey soil at different sintering schedules. The results showed that the well sintered ‘sand-like’ pallets had a friction angle (about 34–37°) in the same range as a typical medium dense sand. The sintered product’s permeability was found to be in the order of 1 × 10−3 m/s, which is similar to the gravel-sand mixtures category. The maximum dry unit weight and optimum moisture content in compaction behaviour were slightly lower than a typical silty sand-gravel. Mineralogy check and soil fabric check using X-ray diffraction (XRD) and scanning electron microscopy (SEM) showed that the kaolinite (weak mineral) had been transformed into metakaolinite (stronger mineral) in the ‘sand-like’ material. The sintered product was almost irreversible through the acid and saltwater dissolvability test. All the findings confirmed that it is feasible to produce “sand-like” material from excavated clayey soil through sintering technology.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Clayey soil of varying thicknesses can be found beneath about one-third of Singapore’s surface. There are tons of clayey soil excavated from construction activities within Singapore every year. Often, the clayey soil has low strength properties, and it was primarily re-purposed to be used in land reclamation projects as infill material. Ground improvement works, commonly surcharge preloading aided with prefabricated vertical drains, must be staged on the clayey infills to strengthen the ground prior to other infrastructure construction. In practice, a few meters thick of bearing later made from sands must be laid on top of the clayey infills to support the weight of the ground improvement machinery.
Given the availability of abundant excavated clayey soil and the sand shortage problem, a feasibility study of transforming excavated clayey soil into ‘sand-like’ material using sintering technology is formulated. The “sand-like” material is aimed to partially replace the sands needed to form the bearing layer for ground improvement works. This paper discussed the production of the “sand-like” material and the physical properties and mineralogy of the ‘sand-like’ material.
1.1 Sintering
One of the established ways of transforming clay into a solid, coherent product is through a thermal treatment called sintering. Examples of solid, coherent products made from clay are ceramic, brick and light-weight aggregate (LWA). Among the products, LWA and the ‘sand-like’ material produced in this study may look similar, but there are differences. One of the key differences between LWA and ‘sand-like’ material is that the bloating agent and the raw material must be carefully selected and designed for LWA. Not all clayey material can be used for LWA. In addition, LWA is made to be lower in density and bigger in size (≥10 mm), while ‘sand-like’ material has a higher density than LWA and is smaller in size (1–5 mm).
The investigations on obtaining LWA from Singapore clayey soil had been reported in the past. The studies used Singapore’s clayey soil and sludge to produce LWA [1,2,3,4,5]. Table 1 shows the key parameters obtained from the research studies on using Singapore clay as part of the ingredient to produce LWA.
Most of the studies adopted a very high heat treatment, where at least 1000 °C was adopted for the sintering stage. A higher temperature would consume more energy and have a more carbon footprint for the process. In addition, it can be found that a rotary kiln was preferred due to its efficiency in the sintering process as compared to a muffle furnace, where only 1–2 min are required in the rotary kiln [1] and 240 min for the muffle furnace [4, 5]. The studies concluded that LWA could be produced and potentially used in the construction sector with a proper mixture ratio between the clay and sludge. Although the research studies were claimed to be successful, no actual production of LWA using recycled clayey soil has been implemented in Singapore.
A muffle furnace was used for the “sand-like” material production reported in this study due to inaccessibility to a rotary kiln at that moment. It should be noted that a muffle furnace would be sufficient for this feasibility study because energy efficiency and cost-effectiveness will only be the focus in the future phase of the study after the feasibility study is satisfied.
2 Materials and Methods
2.1 Excavated Clayey Soil
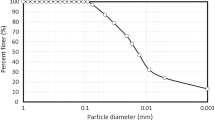
The excavated clayey soil was soft, blue-grey, and contained gravel and sand. It is classified as inorganic clays of high plasticity, fat clays (C.H.), based on Unified Soil Classification System (USCS). Table 2 presents the Atterberg limits and particle size distribution of the raw material.
2.2 Production of ‘Sand-Like’ Material
The clayey soil was rolled into cylindrical pellets with about 3 mm in diameter and a length of between 1 and 5 mm. It was air-dried for a day before sintered in a muffle furnace. Four series of sintering tests, with different sintering schedules, at two target sintering temperatures of 900 °C and 500 °C, were conducted (i.e., SLM1, SLM2, SLM3 and SLM4), as shown in Fig. 1. This resulted in 4 batches of sintered pellets, which is termed ‘sand-like’ material. The sintering temperatures of 900 and 500 °C were chosen as endothermic dehydroxylation would occur and produce metakaolin at a temperature around 500 °C; the dehydroxylation continued until 900 °C [7, 8]. Besides, different dwelling duration under similar sintering temperatures would show the effect of dwelling duration on the quality of the sintered product of ‘sand-like’ material.

Sintering temperature schedule
2.3 Characterisation of Sintered Product ‘Sand-Like’ Material
Visual inspection was done after the sintered pellets cooled down. Selected samples of sintered pellet were then cut open, and the sintered percentage was evaluated based on the area inside the pellet where changes in colour was observed. The pellets with the highest sintered percentage were then sent for physical properties tests (i.e., density, friction angle, permeability, density-moisture relationship in compaction tests). In addition, mineralogy and soil fabric tests also conducted to examine the character of the ‘sand-like’ material–its mineralogy and its fabric. Lastly, the sintered pellets were soaked in acid and saltwater in two separated columns to check the dissolvability of the pellets.
3 Results and Discussions
3.1 Sintered Percentage
A few random sintered pellets or ‘sand-like’ materials from each batch were broken down to check the sintered area inside the core. The “sintered percentage” was roughly estimated based on the colour changes: orange coloured represents sintered area while blue-grey colour (original colour of raw material) represents the non-sintered parts. Figure 2 shows the photograph of ‘sand-like’ material before and after cutting open. The calculated sintered percentage of SLM1, SLM2, SLM3 and SLM4 is close to 100, 70, 45 and 16%, respectively. This result shows that ‘sand-like’ material undergone 900 °C sintering achieved a higher sintered percentage than those produced under 500 °C sintering. The result also shows that a longer dwelling duration at sintering temperature gave a better-sintered quality. Among the batches tested, only SLM1 was fully sintered.

Photograph of ‘sand-like’ material: a Intact pellet before cutting open, b fully sintered pellet after cutting open, and c not fully sintered pellet after cutting open
3.2 Physical Properties of “Sand-Like” Material
The fully sintered SLM1 ‘sand-like’ material was subjected to various physical properties tests. Table 3 states the physical properties of SLM1 sintered pellets.
The most loosely packed dry density of SLM1 sintered pellets is found to be in the range of 1139–1187 kg/m3, which falls within the category of light-weight fine aggregate (<5 mm size and <1200 kg/m3) [9]. Although there was no intention of creating a lightweight feature of the ‘sand-like’ material, the excavated clayey soil may possibly bloat during the sintering process and become “light-weight”. A series of consolidated drained triaxial tests were conducted to obtain the friction angle of SLM1 sintered pellets. The friction angle was computed as 34–37°, which falls within the range of medium dense sands [10]. This high value of friction angle of the ‘sand-like’ material is favourable if this material will replace the usage of sand in the land reclamation project in the future. The permeability of SLM1 sintered pellets was also determined through the constant head permeability test. It was found that the mean permeability of SLM1 sintered pellets was found to be 1.14 × 10–3 m/s. This permeability value indicated that this material is highly permeable and can be categorised as gravel-sand mixtures [10], meaning that its drainage properties is as good as gravel-sand mixtures and can experience immediate settlement when dumped in landfills. It is thus truly “sand-like”.
In addition, a series of modified proctor tests were conducted to determine the density-moisture relationship, which indicates the compaction behaviour of SLM1 ‘sand-like’ material. Figure 3 shows the relation between moisture content and dry unit weight of SLM1. From the figure, the optimum moisture content is found to be 29%, while the maximum dry unit weight is 14.3 kN/m3. By comparing these values with the typical soil type, it can be categorised under diatomaceous or micaceous silts, which is slightly lower than the silty sands and gravels category (maximum dry unit weight = 14.7–19.6 kN/m3 and optimum moisture content = 10–20%) [11]. This result shows that SLM1 sintered product ‘sand-like’ material is able to be compacted, although it may be slightly lighter than the typical silty sands and gravels based on the maximum dry unit weight.

Density-moisture curve of SLM1 sintered product ‘sand-like’ material
3.3 Mineralogy and Soil Fabric
The mineralogy of SLM1 ‘sand-like’ material was examined using X-ray diffraction (XRD). The XRD plot of SLM1 sintered pellet was compared with the raw material’s XRD plot (excavated clayey soil), as shown in Fig. 4. The primary minerals in the clayey soil are kaolinite, quartz and illite. In theory, kaolinite would transform into metakaolin at a temperature above 500 °C, where metakaolin is a stronger mineral than kaolinite. Therefore, reducing kaolinite minerals in SLM1 sintered pellets proved that some kaolinite may change to metakaolin.

XRD of raw material and SLM1 sintered product ‘sand-like’ material
In order to investigate the existence of metakaolin, a scanning electron microscope (SEM) was used because metakaolin is amorphous. The soil fabric of kaolinite and metakaolin is in layered structures, but the layer structure of metakaolin is more open than kaolinite [12]. Figure 5 illustrates the SEM image of the SLM1 ‘sand-like’ material. Although the SEM image may not clearly show metakaolin’s distinct microstructure, the red square in the SEM image indicates the suspected metakaolin formed in SLM1 sintered product.

SEM image of SLM1 sintered product ‘sand-like’ material
3.4 Acid and Saltwater Dissolvability
Since ‘sand-like’ material is likely to be used in the land reclamation works, it will be exposed to seawater and carbonic acid, carbonic acid formed when carbon dioxide in the air reacts with water. Hence, it is crucial to ensure that ‘sand-like’ material does not dissolve in seawater and acidic conditions. A quick check was carried out on the dissolvability of SLM1 sintered pellets in saltwater and acidic conditions. The pellets were soaked in seawater and pH 4 acid, in two separate columns for 28 days. The dry weight of the intact pellets before and after soaking was measured, and the difference was calculated. The difference in dry weight of the pellets soaked in seawater is 0.6% of the original weight, while that of pellets immersed in acid is 1.0% of the original weight. It was found that the pellets have almost negligible differences in dry weight after soaking in the seawater and acidic conditions. Hence, it can be concluded that sintered clay does not dissolve in seawater and acid after soaking for 28 days.
4 Conclusions
The study investigates the feasibility of transforming excavated clayey soil in Singapore into ‘sand-like’ material to upcycle the clayey soil. One of the possible usages of ‘sand-like’ material is to replace the surface sand layer required during ground improvement works in the land reclamation project.
Four batches of 1–5 mm clayey soil pellets were subjected to different sintering programmes, and it was found that the sintered percentage is highest when the target sintering temperature is 900 °C and maintained for an hour. The sintered product is found to have high friction angle and high permeability, values comparable to typical sand-gravel mixtures. This material can also be compacted with a maximum dry density of 13.4 kN/m3 at an optimal moisture content of 29%. Furthermore, SEM and XRD studies confirmed the formation of reduction of kaolinite, and transformation of kaolinite into metakaolin in this sintering process, where metakaolin is a stronger mineral. Lastly, the pellets were almost un-dissolvable under seawater and acidic conditions for 28 days.
The findings derived from this phase I of the study suggest that well-designed sintering programme would produce a sintered product, which is “sand-like”, from excavated clayey soil. The subsequent phases of the study would include the energy efficiency, cost-effectiveness and environmental impact of employing sintering technology in the mass production of ‘sand-like’ material, which are crucial.
References
Laursen K, White TJ, Cresswell DJF, Wainwright PJ, Barton JR (2006) Recycling of an industrial sludge and marine clay as light-weight aggregates. J Environ Manage 80(3):208–213
Show KY, Lee DJ, Tay JH, Hong SY, Chien CY (2005) Light-weight aggregates from industrial sludge–marine clay mixes. J Environ Eng 131(7):1106–1113
Tay JH, Yip WK, Show KY (1990) Clay-blended sludge as light-weight aggregate concrete material. J Environ Eng 117(6):834–844
Tay JH, Show KY, Hong SY (2002) Concrete aggregates made from sludge-marine clay mixes. J Mater Civ Eng 14(5):392–398
Tay JH, Show KY, Lee DJ, Hong SY (2004) Reuse of wastewater sludge with marine clay as a new resource of construction aggregates. Water Sci Technol 50(9):189–196
Tay JH, Show KY (1992) Reuse of wastewater sludge in manufacturing nonconventional construction materials–an innovative approach to ultimate sludge disposal. Water Sci Technol 26(5–6):1165–1174
Srikrishna K, Thomas G, Martinez R, Corral MP, Moya JS (1990) Kaolinite-mullite reaction series: a TEM study. J Mater Sci 25:607–612
Wang H, Li C, Peng Z, Zhang S (2011) Characterisation and thermal behavior of kaolin. J Therm Anal Calorim 105:157–160
Zhang H (2011) Concrete. In: Building materials in civil engineering. Woodhead Publishing Series in Civil and Structural Engineering, pp 81–423
Look BG (2007) Handbook of geotechnical investigation and design tables
Carter M, Bentley SP (2016) Density. In: Soil properties and their correlations. pp 49–67
Haddaji Y, Majdoubi H, Mansouri S, Tamraoui Y, Boulif R, Oumam M, Hannache H (2020) Effect of Sodium Hexafluorosilicate addition on the properties of metakaolin based geopolymers cured at ambient temperature. Silicon 13(5):1441–1451
Acknowledgements
This research is supported by the National Research Foundation, Singapore, and Ministry of National Development, Singapore, under its Cities of Tomorrow R&D Programme (CoT Award No.: COT-V3-2019-2). Any opinions, findings and conclusions or recommendations expressed in this material are those of the author(s) and do not reflect the views of National Research Foundation, Singapore and Ministry of National Development, Singapore.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Koh, JW. et al. (2023). Feasibility Study of Transforming Excavated Clayey Soil into ‘Sand-Like’ Material. In: Atalar, C., Çinicioğlu, F. (eds) 5th International Conference on New Developments in Soil Mechanics and Geotechnical Engineering. ZM 2022. Lecture Notes in Civil Engineering, vol 305. Springer, Cham. https://doi.org/10.1007/978-3-031-20172-1_44
Download citation
DOI: https://doi.org/10.1007/978-3-031-20172-1_44
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-20171-4
Online ISBN: 978-3-031-20172-1
eBook Packages: EngineeringEngineering (R0)