
Abstract
In this study, multi-stage hot deep drawing of an SS304 sheet of 0.5 mm thick at elevated temperatures (600, 700 and 900 °C) has been investigated numerically. Initially, uniaxial tensile properties and the plastic strain ratio of the SS304 sheet was evaluated at different temperatures. These experimental values were then used in a finite element (FE) simulation to simulate the multi-stage hot deep drawing process. The results obtained from the simulation, such as blank holding force, peak deep drawing force, and distribution of strain, were discussed. A strain non-uniformity index (SNI) was used to predict failure of the deep drawn cup during deformation at elevated temperatures. In addition, the effect of blank holding force and temperature on wrinkling, earing, and thinning of the deep drawn cup were analyzed. Finally, the required deep drawn cup can be manufactured based on the outcomes of the numerical simulation of deformation of the SS304 sheet.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
Introduction
Nowadays, the products with higher drawing depth are found to be more in use. Hence there has been extensive research going in finding out the material with higher formability. Austenitic stainless steel SS304 is significantly used in aerospace, electronics, and automobile industries. Hence there are many researches are going on to improve the drawability of SS304 to make deep drawn part. One such technique for improving the formability is hot forming.
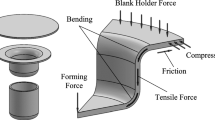
Deep drawing is a complex forming process in which there is tension (cup wall), bending (die and punch corners), and compression (flange of cup). Both high tensile strength and better ductility in compression are required for the deep drawing material [1]. Although the deep drawing process of high strength/low formability metals has an extensive industrial application area, deep drawing at room temperature has serious difficulties because of the large amount of deformations and high flow stresses of the material [2]. The higher temperature allows for the decrease in the flow stress of the material and also the residual stresses are removed, which makes it possible for an increase in the formability and hence deformation is easier.
Kaya et al. [3] have simulated and also conducted experiments on the non-isothermal warm deep drawing of SS304 between room temperature and 125 °C in which the thinning at the bottom of the cup along the transverse and rolling direction is found to be between 20 and 30%. Jayahari et al. [4] have conducted experiments on SS304 temperature of 300 °C temperature and found an increase in limiting drawing ratio (LDR) of 2.46 but also found that LDR decreases after 350 °C temperature due to dynamic strain regime. Ethiraj et al. [5] have conducted experiments and simulations at different temperatures from 30 to 300 °C with an increment of 100 °C and found that the maximum reduction in thickness increases with the increase in temperature. Also, hoop strain is more at the top portion of the drawn cup wall and the reason for that is due to bending, straightening, and tension. Shingawa et al. [6] simulated plastic deformation and temperature distribution in deep drawing of stainless steel sheets with deformation-induced martensitic transformation using the rigid-plastic finite element method and the finite element method for heat conduction. Jayahari et al. [7] observed in the study that in order to achieve better formability the temperature and punch speed should be selected so that the martensite formation and grain refinement are minimum. Takuda et al. [8] showed that the LDR increased from 2 at room temperature to 2.8 at 150 °C temperature. The forming limit and fracture initiation site are predicted by combinations of rigid-plastic and heat conduction finite element method. Bong et.al has showed through experiment and simulation that the LDR can be increased by using temperature gradient between the punch and the die/holder. The total and uniform elongation is decreased as the temperature is increasing in case of SS304 [9]. Seri et al. [10] conducted the numerical simulations and showed that SS304 has poor drawability at room temperature which is due to strain induced martensite transformation taking place in flange and along the radius of the die.
SS 304 has the highest percentage of elongation about 70%. SS304 is in austenitic form at room temperature and is also metastable and hence it turns into martensite during cold forming. Also, it will be impossible for the manufacturer to do annealing after every stage of redrawing and hence hot forming is used to reduce the strain induced martensitic transformation. In the present research, the formability of SS304 was studied at 600, 700, and 900 °C temperature. Simulation is also carried out for three stages of drawing.
Material Testing and Finite Element Simulation
SS 304 was tested at 600, 700, and 900 °C temperature in Gleeble at a strain rate of 0.001 s−1. The specimen for the tensile test are as shown in Fig. 1 for 600,700 and 900 °C temperature in various directions, i.e., 0°, 45°, and 90°.

Tensile sample for a 600, b 700, and c 900 °C temperature in various directions of 0°, 45°, and 90°
Nowadays, finite element simulation is finding wide applications in the manufacturing processes. Previously the manufacturer used to do trial and error method while designing components. The job was too tedious that it was taking more time to come out on some conclusions and now, due to the development in the finite element code, it has become possible to simulate the process and the required change in dimension can be done at the development stage.
Assumptions are taken for finite element simulation:
-
(1)
The plastic strain ratio value, i.e., R is taken as 1
-
(2)
The material is assumed to obey the Hollomon equation, i.e., \(\sigma =K{\epsilon }^{n}\).
-
(3)
The mechanical interaction between the contacting surfaces is assumed to be frictional contact with a coefficient of friction 0.12.
-
(4)
Deforming material was assumed to be incompressible, i.e., volume constancy was used.
-
(5)
Baushinger effect is neglected, and only isotropic hardening is assumed.
The required blank dimension for the present purpose is 60 mm diameter and 0.5 mm thickness. Finite element software PAMSTAMP was used for the simulation. The material properties of the blank were obtained from the results of the tensile tests at 600 °C, 700 °C, and 900 °C. A coupled temperature displacement four-noded quadrilateral element C3D4T of 0.5 mm size was used with adaptive meshing to refine the mesh up to the third level during forming whenever necessary. FLC (forming limit curve) is calculated by the software automatically using Keeler FLC.
Parameters for Various Stages of Drawing
The schematic setup in Fig. 2 shows the punch, blank, blank holder, and die used in the three stages of drawing. Die, blank holder, and punch are modeled as the rigid body. Blank is only modeled as a deformable body. Geometrical parameters and blank holding force for three stages of drawing are as shown in Table 1.

Schematic view of punch, blank, blank holder, and die

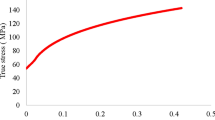
Stress-strain curve for 600 °C,700 °C and 900 °C temperature
Results and Discussion
Tensile Properties of SS304 at Elevated Temperature
Strain hardening exponent (n) is a measure of good formability of the material. A material with a higher value of n can stretch more before necking because of its increased strength due to strain hardening. It can be seen from Table 2 and Fig. 3 that the average yield strength and n value for the material at 600 °C are more as compared with 700 and 900 °C temperature. With the increase in temperature, the yield strength of material decreases, which shows softening takes place. Stress-strain data also reveals that the material has more yield strength in rolling direction, i.e., 0° as compared with other directions (Fig. 3). The present research deals with redrawing of the cup in three stages and hence it will be more beneficial if we select the material with a high value of n. Therefore, results from stress-strain data of SS304 at 600 °C are the input for simulation (Table 2).
Thickness Contour
As it can be seen from Fig. 4 that after every stage of drawing the thickness of the cup goes on decreasing at the punch nose radius. Hence it becomes necessary to see that the thinning in the cup after every stage of redrawing must not go beyond 25 percent. The main reason for thinning is due to the tensile stresses that are generated when the punch corner radius comes in contact with the blank. Thickening takes place at the top of cup due to circumferential compressive stress generated while drawing. The reduction taking place in first stage of drawing is 45%, whereas it is only 20% for the second and third stages of drawing. Proper clearance between die and punch and correct die entry and nose radius can reduce the effect of thickening and thinning. In case of first stage of drawing usually (10–20% of sheet thickness + sheet thickness) is given as clearance, whereas for second and third stage the measured values of thickness at various height from the top of cup are used for giving clearance.

Thickness contour for a first stage, b second stage, and c third stage drawing
Thickness Strain
In order to obtain thickness strain, half section of the cup is cut and measuring major and minor strain from the centre till the end of punch nose region. Using the volume constancy condition (\({\epsilon }_{1}+{\epsilon }_{2}+{\epsilon }_{3}=0)\) thickness strain, i.e., \({\epsilon }_{3}\) can be obtained. As can be seen from Fig. 5 the thickness strain is negative in the bottom of cup for all stages of drawing, which as a result shows the effect of thinning. It is positive for the top of the cup, which shows the effect of thickening as the height of cup is increasing. The value of thickness strain is more for the 3rd stage of drawing as compared to first and second stages.

Thickness strain vs distance from centre of cup
Minor and Major Stress Contours
At the start of the deep drawing process, the biaxial stresses are produced in the plane of the blank. The portion in contact with the punch remains under tensile stress and the portion under blank holder experiences compressive stress. It is due to this reason only blank holding force is applied to limit this stress; otherwise wrinkling takes place. This can be seen from Figs. 6 and 7 as when the height of cup is increasing the effect of minor stress is increasing at the top of cup. Tensile stress is predominant in the cup wall and the punch nose radius region. The stresses that are generated are much below the ultimate tensile stress. Different yielding theories are used to simulate the deep drawing process. Pamstamp v 2018.01 uses Hills 48’ yield criterion. The stress in thickness direction is assumed to be negligible and hence plane stress condition exists.

Major stress contour

Minor stress contour
Forming Limit Diagram (FLD)
It can be observed from Fig. 8 that as the drawing stage increases, the values of major strain and minor strain on the right side of the major strain axis line increases. This shows the effect of biaxial stretching and it can be seen in the bottom region of the cup, including the nose radius. As we go on increasing the height from the bottom of the cup, major strain is predominant up to a certain height. This predominance of major strain can be seen more in first stage of drawing and it goes on decreasing during second and third stages of drawing. As discussed in 3.4 that the effect of compressive stress goes on increasing as we move up and hence the effect of minor strain also goes on increasing. In order to have no wrinkling to take place, the strain path must not go below the pink line. Normally wrinkling takes place in the flange region of the cup as well as at the top. The main cause of wrinkling is due to low blank holding force and a more die entry radius. The blank holding force is equal to one-third of the punch force. Also, it is recommended to take die entry radius to be in between 4 and 10t (where t = thickness) to have no wrinkling effect. All the three stages of drawing are considered as safe as it is much below the yellow line and also only 1% and 1.5% wrinkling takes place during second and third stage of drawing. This wrinkled part can be easily trimmed off.

Forming limit diagram for a first stage, b second stage, c third stage
Strain Non-uniformity Index
Strain non-uniformity index (SNI) represents the degree of magnitude of non-uniformity in the strain distribution and is given by the maximum deviation of the strain from the ideally expected uniform strain distribution [11]. It is the difference between peak thickness strain of the formed part and the average thickness as shown in Fig. 9. The failure strain non-uniformity index (critical SNI) is 0.1496. SNI calculated for first stage of deep drawn cup is 0.1202 which is less than the critical SNI (Fig. 9).

Thickness strain distribution along the maximum thinning section
Conclusions
-
(1)
Forming limit diagram shows no effect of failure and hence the design of punch, die, and blank holder is safe.
-
(2)
h/d ratio of 1.61 has been successfully achieved in three stages of drawing.
-
(3)
As the value of n (strain hardening exponent) is more at 600° C temperature as compared to 700 and 900 °C, it shows better formability.
-
(4)
The reduction in thickness at the punch nose region is much within limits.
-
(5)
It can be seen from tensile stress-strain data as the temperature increases the flow stress and the yield strength decreases.
-
(6)
SNI value for first stage of drawing is less than the critical value.
References
Jiang J, Collado C, Keeley D, Dodd B (1995) Room temperature formability of particle-reinforced metal matrix composites: forging, extrusion and deep drawing. Composites 26(11):785–789
Bolt PJ, Lamboo NAPM, Rozier PJCM (2001) Feasibility of warm drawing of aluminium products. J Mater Process Technol 115(1):118–121
Kaya S (2016) Nonisothermal warm deep drawing of SS304: FE modeling and experiments using servo press. Int J Adv Manuf Technol 83(5–8):1047–1056
Jayahari L, Sasidhar PVR, BaluNaik PP, Gupta B, AK, Singh (2014) Formability studies of ASS 304 and evaluation of friction for Al in deep drawing setup at elevated temperatures using LS-DYNA. J King Saud Univ Eng Sci 26(1):21–31
Ethiraj N, Kumar VS (2012) Finite element method based simulation on warm deep drawing of AISI 304 steel circular cups. Proc Eng 38:1836–1851
Shinagawa K, Mori KI, Osakada K (1991) Finite element simulation of deep drawing of stainless steel sheet with deformation-induced transformation. J Mater Process Technol 27(1–3):301–310
Jayahari L, Naik BB, Singh SK (2014) Effect of process parameters and metallographic studies of ASS-304 stainless steel at various temperatures under warm deep drawing. Proc Mater Sci 6:115–122
Takuda H, Mori K, Masachika T, Yamazaki E, Watanabe Y (2003) Finite element analysis of the formability of an austenitic stainless steel sheet in warm deep drawing. J Mater Process Technol 143:242–248
Bong HJ, Barlat F, Ahn DC, Kim HY, Lee MG (2013) Formability of austenitic and ferritic stainless steels at warm forming temperature. Int J Mech Sci 75:94–109
Serri J, Martiny M, Ferron G (2005) A numerical analysis of the formability of unstable austenitic steels. J Mater Process Technol 164:1241–1247
Desai SG, Date PP (2006) On the quantification of strain distribution in drawn sheet metal products. J Mater Process Technol 177:439–443
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Yadav, V., Nayak, K., Date, P. (2022). Finite Element and Experimental Investigation of Multi-stage Deep Drawing of Stainless Steel 304 Sheets at Elevated Temperature. In: Inal, K., Levesque, J., Worswick, M., Butcher, C. (eds) NUMISHEET 2022. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-031-06212-4_17
Download citation
DOI: https://doi.org/10.1007/978-3-031-06212-4_17
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-06211-7
Online ISBN: 978-3-031-06212-4
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)