
Abstract
This paper presents non-destructive detection of defects in metal-polymer laminates using digital shearography. A shearography setup built from of the shelf components was used together with self-written data evaluation software. Testing was performed on a polymer strap glued to a metal one of the same size, with purposely made breaks in the glue layer. Connection defects, their location, size and shape could be detected using three different defect sizes; the smallest defect was 6 mm wide. Testing required 10 s of heating; the data evaluation needed less than a minute. The temperature of the samples was raised by about 2 ℃ on the metal side and 0.5 ℃ on the polymer side. Relaxation of the samples was also observed. The small rise of temperature and the fast return to a state of equilibrium allows for multiple testing of samples without causing damage.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Over the last decade composite materials became not only common, but almost ubiquitous. They are widely used in cars, aero-space, wind turbines and many more applications. The use of specific composite materials depends on their properties, including reliability. In the case of laminates, the reliability of the material depends on the connection quality between its components, often polymers and metals [1, 2]. There are many testing methods to examine the strength of that connection; unfortunately, in many cases it is unavoidable to destroy the object investigated. That makes it impossible to further test or reuse it.
With the development of many industries comes not only the need to develop new and better performing materials, but also the need for new methods to test them. It is very desirable to use Non-Destructive Testing (NDT) when looking for hidden (from sight) defects such as delamination, disbonding, fiber breakage and more. While investigating different testing methods it is common to use composites made with cuts in the woven fibers or polymers glued to metal plates with local gaps in the glue layer. The use of ultrasonic measurements, thermography, vibrometry and shearography is well established [3,4,5,6]. Shearography proves to be a fast method, it also allows to change loading techniques to whichever is most appropriate for a given material. The use of shearography for materials testing is well established, also for different composites. We used it to investigate the possibility to detect defects of bonding in layered materials, especially metal-polymer laminates [7,8,9,10,11]. The load used is usually pressure (up to 0.5 atm) or mechanical deformation (tens of µm) and the defect sizes investigated range from 15 mm to 40 mm in width or diameter [12,13,14,15]. We investigated the possibility of detecting smaller defects in bonding of metal-polymer laminates, using small and fast thermal loading.
2 Experimental
The goal of our research was to detect unknown and invisible defects of the glue layer connecting polymer and metal using shearography and thermal loading. We aimed to detect defects smaller than 15 mm, but at the same time we wanted our shearography setup to be as versatile as possible when it comes to defect or object size or structure. The modular character of the setup allows just that.
2.1 Digital Shearography Setup
Shearography is a non-destructive measuring method that provides information about the gradient of the surface deformation. This deformation is the effect of applying a load to the object under investigation. This load can be mechanical, thermal or pressure or vibration. In digital shearography an image of the surface of the object in unloaded as well as loaded state is registered by a solid-state sensor such as a CCD or CMOS sensor array. Each time the speckle pattern is imaged through a shearing device such as a Michelson interferometer, so the camera records an interferogram. The two shearograms are subtracted and a fringe pattern is obtained. The quantity measured is actually the first derivative of deformation that corresponds to an underlying defect [16,17,18].
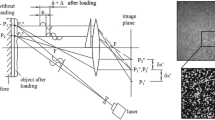
Our shearography system is a self-built modular setup. It consists of opto-mechanical elements and a CMOS camera (1280 × 1024 pixels) from ThorLabs [19], a He-Ne laser (λ 632.8 nm) and a computer (see Fig. 1) with our own software. The He-Ne laser guarantees stable illumination. A cylindrical lens and a diffusing lens mounted on cage system construction rods allow us to illuminate samples of different sizes by changing the distances between the lenses and the mirror reflecting light into them. The imaging lens is also mounted on rods, so the object distance can be changed to alter the magnification. Also, the distances between the beamsplitter, the mirrors, the imaging lens and the camera can be changed in a similar way. It is therefore possible to easily adjust the setup for observation of samples from millimeters wide to tens of centimeters wide. While the design of the shearography system is consistent with known and established setups, building it from simple opto-mechanical elements allows us to adjust the system in an easy and fast way to adapt to the object under study. Building our own setup this way is also a cheaper solution and allows us to use our own software making the way the results are obtained more transparent.
To record images an in-house modification of the C++ program uEye provided by Imaging Development Systems GmbH was used. It allows for automatic registration of a series of images with a user defined time step between them. A program to subtract images, filter and present the results was written in “R” [20], an open-source programming language with very well developed statistical and visualization facilities. It allows to use the matrix containing the information about the pixel intensity provided by the camera software in a fast and efficient way. The R-packages “plot3D” and “EBImage” were used for the visualization of results. The size of the object in the visualization is given in pixels. The ratio between mm’s on the object and pixels on the camera can easily be determined using a grid of known dimensions as object. The pixel intensity corresponds directly to the light intensity in the interferograms.

Scheme of our shearography setup with a Michelson interferometer.
2.2 Sample Preparation
The samples used for the experiment were made from injection molding grade polyamide 6 Tarnamid T-27 and non-alloy quality steel DC04 glued together with epoxy Araldite 2011 as described in the paper by Nowak-Grzebyta et al. [21]. The size of the samples was 150 mm × 10 mm × 5 mm (length × width × height). Edge to edge defects of three different widths (resp. 18 mm, 12 mm and 6 mm) were created in the epoxy layer approximately in the middle of the samples (see Fig. 2). After a closer inspection under a microscope and through the polyamide layer, illuminated from the side of the sample, we noticed that the defect in the glue layer was not rectangular: near the edges of the samples the polymer part and the metal one were not fully glued together.

Side view of a sample with a defect in the epoxy glue layer.
2.3 Sample Mounting and Loading
The mounting setup was placed on a pneumatic vibration-isolated optical table. The sample was mounted with clamps at each end. The polymer side was facing the interferometer (see Fig. 3). The whole shearography setup was mounted on the same table. The surface of the sample was coated with scanning spray from AESUB to obtain the roughness needed for the speckle pattern to appear. The spray does not affect the material beneath it and can be easily washed off. The area of the sample under observation was 71 mm × 10 mm (length x width), the mounting wasn’t visible (see Fig. 4). For our experiment thermal loading was used. The sample was heated on the metal side using a 150 W infrared lamp through a mask allowing for even heating of the sample and preventing heating the rest of the setup. Heating lasted 10 s, raising the temperature of the steel surface by 1.5–2 ℃ and the polyamide surface by 0.5 ℃ (measured with a Termio 31 temperature recorder connected to a thermocouple). Image registration was done during both heating and cooling.

Top view (left) and front view (right) of the sample mounting.

Visible area of the sample.
3 Results and Discussion
3.1 Defect Detection
Using an image in the unloaded state and one captured after 10 s of heating all defects were detected as shown on the figures below (see Fig. 5, 6 and 7). In such a short period of heating the larger defect can be seen as an edge to edge defect; the smaller ones show deformation only closer to the edges, but are still detected. Also, the deformation (correlated with the pixel intensity and using the color scale in the visualization of the result) is larger for the wider defects and gets smaller and smaller with the reduction of the defect width. The not fully connected edges are also visible, proving that the optical resolution of our shearograph is at least 1 mm. The detected defects are consistent with defects detected using vibrometry [21] and the defect sizes are smaller than known from literature for composites testing using digital shearography [12,13,14,15].

Sample with an 18 mm defect: a photo with the defect indicated (upper) and the shearogram (lower); both images show the same area; 1mm is 18 pixels.

Sample with a 12 mm defect: a photo with the defect indicated (upper) and the shearogram (lower); both images show the same area; 1 mm is 18 pixels.

Sample with a 6 mm defect: a photo with the defect indicated (upper) and the shearogram (lower) both images show the same area; 1 mm is 18 pixels.
3.2 Relaxation
Relaxation was also investigated, using three times longer heating time. The sample was heated for 30 s, then an image was registered every 2 s during 30 s cooling. Subtracting subsequent images (first and second, second and third and so on) made it possible to investigate the change of deformation in steps of two seconds; i.e. observing the relaxation of the sample (see Fig. 8 and 9). During the first ten seconds the changes are rapid, although slowing down. After 15 s the level of the unloaded setup is reached (the deformation observed without applying a load during measurement). The relaxation is fast, suggesting that not much load is put to the sample. The sample quickly returns to its normal state even after long heating. To detect defects only 10 s of heating is needed, so the samples are even less affected.

Change of maximum pixel intensity during cooling.

Change of deformation of the polymer side during the third (a), seventh (b), eleventh (c) and twenty-first (d) second of cooling (the white colors represent areas where the pixel intensity is smaller than 0.10).
4 Conclusions
Even small defects change the way the laminate behaves under vibration [21], which can lead to possible construction failures. It is therefore important to detect such defects, also in components during production. Using a simple, inexpensive modular shearography setup it is possible to detect defects, their location, shape and size in metal-polymer laminates. It is also possible to observe the relaxation process of the material, which can important to predict long-term damage. The results are comparable with vibrometry, which is a much more complicated setup and is not suitable for relaxation observation. Considering the temperature rise and the relaxation time we can conclude that digital shearography is a useful non-destructive method to test for small defects in laminate structures. Using a measuring system constructed from of the shelf opto-mechanical parts, adaptation to different sample sizes is easy. It is also a fast testing method. It is therefore useful not only for laboratory measurements, but also as an in-line measuring system during production.
References
Venables, J.D.: Adhesion and durability of metal/polymer bonds. In: Mittal, K.L. (ed.) Adhesive Joints. Springer, Boston (1984). https://doi.org/10.1007/978-1-4613-2749-3_27
Grujicic, M., Sellappan, V., Omar, M.A., Seyr, N., Obieglo, A., Erdmann, M., et al.: An overview of the polymer-to-metal direct-adhesion hybrid technologies for load-bearing automotive components. J. Mater. Process. Technol. 197(1–3), 363–373 (2008). https://doi.org/10.1016/j.jmatprotec.2007.06.058
Duchene, P., Chaki, S., Ayadi, A., Krawczak, P.: A review of non-destructive techniques used for mechanical damage assessment in polymer composites. J. Mater. Sci. 53(11), 7915–7938 (2018). https://doi.org/10.1007/s10853-018-2045-6
Krasnoveikin, V.A., Konovalenko, I.S.: Development of the noncontact approach to testing the dynamic characteristics of carbon fiber reinforced polymer composites. In: 12th International Conference on Mechanics, Resource and Diagnostics of Materials and Structures (2018). https://doi.org/10.1063/1.5084486
Adebahr, W., Solodov, I., Rahammer, M., Gulnizkij, N., Kreutzbruck, M.: Local defect resonance for sensitive non-destructive testing. In: AIP Conference Proceedings, vol. 1706, p. 050005 (2016). https://doi.org/10.1063/1.4940504
Dehui, W., Fan, Y., Teng, W., Wenxiong, C.: A novel electromagnetic nondestructive testing method for carbon fiber reinforced polymer laminates based on power loss. Compos. Struct. 276 (2021). https://doi.org/10.1016/j.compstruct.2021.114421
Kadlec, M., Ruzek, R.: A comparison of laser shearography and c-scan for assessing a glass/Epoxy laminate impact damage. Appl. Compos. Mater. 19, 1–15 (2011). https://doi.org/10.1007/s10443-011-9211-1
Kim, G., Hong, S., Jhang, K.Y., et al.: NDE of low-velocity impact damages in composite laminates using ESPI, digital shearography and ultrasound C-scan techniques. Int. J. Precis. Eng. Manuf. 13, 869–876 (2012). https://doi.org/10.1007/s12541-012-0113-4
Théroux, L.D., Dumoulin, J., Maldague, X.: Active thermal shearography and infrared thermography applied to NDT of reinforced concrete structure by glued CFRP. In: EWSHM - 7th European Workshop on Structural Health Monitoring, IFFSTTAR Nantes, France (2014)
Angelis, G., Dati, E., Bernabei, M., Leccese, F.: Development on aerospace composite structures investigation using thermography and shearography in comparison to traditional NDT methods. In: 2nd IEEE International Workshop on Metrology for Aerospace, MetroAeroSpace 2015 – Proceedings, pp. 49–55 (2015). https://doi.org/10.1109/MetroAeroSpace.2015.7180625
Sun, J., Wang, Y., Gao, X., et al.: Dynamic measurement of first-order spatial derivatives of deformations by digital shearography. Instrum. Exp. Tech. 60, 575–583 (2017). https://doi.org/10.1134/S0020441217040145
Zhao, Q., Dan, X., Sun, F., Wang, Y., Wu, S., Yang, L.: Digital shearography for NDT: phase measurement technique and recent developments. Appl. Sci. 8(12), 2662 (2018). https://doi.org/10.3390/app8122662
Taillade, F., Quiertant, M., Benzarti, K., Aubagnac, C.: Non-destructive evaluation (NDE) of composites: using shearography to detect bond defects. In: Karbhari, V.M. (eds), Woodhead Publishing Series in Composites Science and Engineering, Non-Destructive Evaluation (NDE) of Polymer Matrix Composites 542–557e, Woodhead Publishing (2013). https://doi.org/10.1533/9780857093554.4.542
Georges, M., Srajbr, C., Menner, P., Koch, J., Dillenz, A.: Thermography and shearography inspection of composite hybrid sandwich structure made of CFRP and GFRP core and titanium skins. Proceedings. 2(8), 484 (2018). https://doi.org/10.3390/ICEM18-05384
De Angelis, G., Meo, M., Almond, D.P., Pickering, S.G., Angioni, S.L.: A new technique to detect defect size and depth in composite structures using digital shearography and unconstrained optimization. NDT E Int. 45, 91–96 (2012). https://doi.org/10.1016/j.ndteint.2011.07.007
Yang, L., Li, J.: Shearography. In: Ida, N., Meyendorf, N. (eds.) Handbook of Advanced Nondestructive Evaluation, pp. 383–419. Springer, Cham (2019). https://doi.org/10.1007/978-3-319-26553-7_3
Francis, D., Tatam, R.P., Groves, R.M.: Shearography technology and applications: a review. Meas. Sci. Technol. (2010). https://doi.org/10.1088/0957-0233/21/10/102001
Steinchen, W., Yang, L.: Digital Shearography: Theory and Application of Digital Speckle Pattern Shearing Interferometry. SPIE, Bellingham (2003)
ThorLabs Homepage. https://www.thorlabs.com/. Accessed 14 Oct 2021
The R Project for Statistical Computing. https://www.r-project.org/about.html. Accessed 10 Oct 2021
Nowak-Grzebyta, J., Meijer, F., Bula, K., Stachowska, E.: Non-destructive testing of metal-polymer laminates with a digital holographic vibrometer. J. Nondestr. Eval. 39(3), 1–8 (2020). https://doi.org/10.1007/s10921-020-00694-1
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Konieczna, Z., Meijer, F., Stachowska, E. (2022). Non-destructive Testing of Metal-Polymer Laminates by Digital Shearography. In: Diering, M., Wieczorowski, M., Harugade, M., Pereira, A. (eds) Advances in Manufacturing III. MANUFACTURING 2022. Lecture Notes in Mechanical Engineering. Springer, Cham. https://doi.org/10.1007/978-3-031-03925-6_6
Download citation
DOI: https://doi.org/10.1007/978-3-031-03925-6_6
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-03924-9
Online ISBN: 978-3-031-03925-6
eBook Packages: EngineeringEngineering (R0)