
Abstract
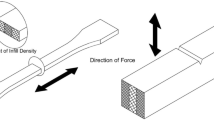
Various infill patterns are introduced in 3D printing to generate low-density objects that lead to reduced cost and fabrication time through mass reduction. However, as a trade-off, the strength of the 3D printed component is uncertain. Many works have been carried out to investigate the overall strength of the infill pattern but most of them do not address the specific study of the stress concentration region and cyclic loading durability. This paper focuses on investigating an effect of stress concentration region and cyclic loading durability of Hilbert curve pattern in a 3D printer sample that has been designed by following the ASTM D638 Type III standard. The density percentage of the infill pattern was varied from 20 to 60%. The analysis has been carried out by using the computational method. The results show that the stress concentration region is increased proportionally with infill density percentage probably due to the increasing of sharp edges amount in the Hilbert curve pattern. On the other hand, the results have shown that cyclic loading durability is inverse proportionally where the sample with 20% of infill density can withstand until 5000 times cycles under continuous cyclic loading and has been reduced consistently when the infill increases to 60% which the sample able to withstand up to 600 times cycles before the break.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
13.1 Introduction
The 3D printing technology, which has been developed in the 1980s, is a manufacturing technology to produce three-dimensional products layer by layer [1, 2]. Since 3D printing is affordable, and easier to use compared to other quick prototyping technologies, the demand is increased to create complex geometries. The beauty of 3D printing technology is the capability to reduce the amount of material used during printing the components. In consequence, not only the cost for production could be reduced, but also speeding up the overall manufacturing processes [3, 4]. One of the approaches is to introduce an infill pattern inside the printed 3D structure rather than a solid fill. There are several types of infill patterns available such as rectilinear, concentric, honeycomb, octagram spiral, Archimedean chords, and Hilbert curve. Each of these infill patterns has their own characteristics. Marc et al. [5] stated that rectilinear at 50% infill density is the fastest type of infill pattern to achieve full coverage printing. However, finishing the quality of the 3D printed surface was not uniform as some side was thicker than another side. According to Miguel et al. [6], the honeycomb infill pattern could provide a good tensile strength compared to other patterns with a slights percentage of difference.
Furthermore, Grzegorz et al. [7] and Liseli et al. [8] stated that the honeycomb infill pattern offered the highest tensile strength compared to other patterns. On the contrary, Khan et al. [9, 10] mentioned that the rectilinear infill pattern could provide a higher tensile strength compared to honeycomb and concentric infill patterns. Despite such confusion, even though there are more than six infill patterns available, the most popular patterns that were being studied in 3D printing were only rectilinear [11] and honeycomb [12] infill patterns. Consequently, there is very little information on rarely used infill patterns such as the Hilbert curve. In addition, to the authors’ knowledge, there is no specific study that investigates the stress concentration and cyclic loading effect to the various percentage of infill density of the Hilbert curve in 3D structure.
13.2 Methodology
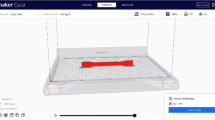
The first stage of this study started with a design geometry of the dogbone specimen which is the standard design for tensile testing by following the ASTM D638 standard. PLA material properties have been defined as shown in [13]. The dogbone shape has been designed by using the Solidworks software as shown in Fig. 13.1. Afterward, the dogbone shape specimen model was then exported in Standard Triangulation Language (STL) file format, which then was further processed by a slicing software to implement various density infill patterns as shown in Fig. 13.2.

Model of ASTM D638 specimen (unit: mm)

Different infill density at 0 orientations
To study the influence of infill patterns on the tensile properties of 3D printed parts, the specimens were designed based on ASTM D638 Type III standards, as shown in Fig. 13.1. The value of gage length L0, a width of narrow section W, and thickness T were 50, 19, and 9.6 mm, respectively. The resulted volume is 34,943.69 mm3. The 3D model was then exported in Standard Triangulation Language (STL) file format, which then was further processed by a slicing software to implement various low-density infill patterns. After that, the G-code files for each 3D model with specific infill patterns were generated by the slicing software. The G-code files, which translated the 3D design into position coordinates, were then used in a FFF 3D printer to fabricate the specimens’ layer by layer. The various densities of the Hilbert curve pattern were introduced as shown in Fig. 13.2. Reference [13] shows the mechanical properties of ASTM D638 by using PLA material.
This software using after the specimen was set all parameters in slic3r software. The function of Gcode to XYZ software is to generate the coordinate from Gcode which has been exported using the slic3r software. After that, the coordinate file will be opened using the SolidWorks software to design the solid parts. Data will be collected using the SolidWorks simulation to determine the stress concentration and fatigue occurs at the specimen with different loads (Fig. 13.3).

Hilbert curve pattern
13.3 Results and Discussion
Static simulation was carried out to determine the maximum von Mises stress before concentration data will be calculated. Based on the static simulation, the value of force is averagely 300 N due to the average limit load that can be applied before the specimen breaks. 300 N then is applied to each specimen with various infill density percentage with point loading setting. Figure 13.4 shows the maximum von Mises stress under 300 N load and relation with stress concentration factor, K by using the following equation.

Effect of load onto different infill density
where \(K\) is stress concentration factor, \(\sigma_{\max }\) is the maximum von Mises stress, \(\sigma_{{{\text{nom}}}}\) is the nominal stress, and \(A\) is an area of specimen shape surface.
As shown in Fig. 13.4, the maximum von Mises stress proportionally increases with the percentage of the infill density along with stress concentration factor, K. The result shows that the specimen with 20% infill density experiences the maximum von Mises stress at 21.7 MPa which contributes to 1.77 stress concentration. It was shown that the increment of percentage infill density accumulates more stresses as the maximum von Mises stress and linearly increases up to 38.5 MPa and 3.14 for stress concentration factor for a specimen with 50% density. However, the maximum von Mises stress and stress concentration factors are almost consistent when the infill density increases by up to 60%. Based on this trend it indicates that a higher percentage of infill density leads to accumulating more stress as well as stress concentration factor. This is probably due to the fact that the total number of sharp edges in a Hilbert curve pattern increases proportionally with the amount of infill density. It was a mechanic phenomenon where the stress concentration is increased as the flow of stress is disrupted due to irregularities in geometry which in this case is the sharp edges of the Hilbert curve pattern.
Cyclic loading of 50 N and increases up to 320 N is applied continuously onto the designed specimen to investigate the limit of loading the specimen can be embraced as shown in Fig. 13.5. Figure 13.6 shows the result of fatigue result of applied cyclic loading. The results show that all specimens experience a similar S-N pattern as the loading increases. The specimen with 20% infill density is able to sustain 5184 cycles compared with specimen 60% infill which only can sustain 634 cycles. Less infill density seems able to sustain longer cycle probably due to plastic region properties as the brittle effect decreased. On the contrary, the specimen with the highest infill density which is 60% can sustain the highest stress compared to others as shown zoom graph. This is because of higher infill density can increase the overall tensile strength due to percentage density inside the specimen.

Fully reverse cyclic loading on specimen

S-N curve of stress and numbers of cyclic loading
13.4 Conclusion
An effect of stress concentration region and cyclic loading durability of Hilbert curve pattern in 3D printer sample that has been designed by following the ASTM D638 Type III standard and has been carried out by using the computational method. The density percentage of the infill pattern was varied from 20 to 60%. The results show that the stress concentration region is increased proportionally with infill density percentage probably due to the increasing of sharp edges amount in Hilbert curve pattern. On the other hand, the results have shown that cyclic loading durability is inverse proportionally where the sample with 20% of infill density can withstand until 5184 times cycles under continuous cyclic loading and has been reduced consistently when the infill increases to 60% at which the sample is able to withstand up to 634 times cycles before the break.
References
Xin W, Man J, Zuowan Z et al (2017) 3D printing of polymer matrix composites: a review and prospective. Compos B Eng 110:442–458
Thamizh TTM, Ishan K, Shubham A et al (2020) 3D printer operation using a design model. Int J Adv Sci Technol 29(6s):127–134
Vojislav P, Juan VHG, Olga JF et al (2010) Additive layered manufacturing: Sectors of industrial application shown through case studies. Int J Prod Res 49(4):1061–1079
Gulla SP, Krishnan VK, Kolli KK (2020) Exploration analysis of 3D printer. Int J Adv Sci Technol 29(7):1249–1254
Marc DV, John T, Russell T (2015) Effect of infill patterns on print quality of dispenser-printed electronic ink. Electron Lett 15:1186–1187
Miguel FV, Wilson C, Santiago F (2016) Effect of infill parameters on tensile mechanical behavior in desktop 3D printing. 3D Print Addit Manuf 3(3):183–192
Grzegorz Ć, Cezary G, Krzysztof K et al (2017) The influence of printing parameters on selected mechanical properties of FDM/FFF 3D-printed parts. In: IOP conference series materials science engineering, vol 227, no 012033, pp 1–10
Liseli B, Guha M, Hazel M (2015) Study of infill print design on production cost-time of 3D printed ABS parts. IJRapidM 5(3/4):308
Shaheryar AK, Bilal AS, Muhammad F et al (2017) Evaluation of the effect of infill pattern on mechanical strength of additively manufactured specimen. Mater Sci Forum 887:128–132
Shah F K, Hafizawati Z, Yee L C et al (2018) Effect of infill on tensile and flexural strength of 3D printed PLA parts. In: IOP conference series materials science engineering, vol 429, no 012101, pp 1–6
Tianyun Y, Juan Y, Zichen D et al (2020) Tensile failure strength and separation angle of fdm 3D printing pla material: experimental and theoretical analyses. Compos B Eng 188(107894):1–13
Miguel FV, Wilson C, Santiago F et al (2016) Effect of infill parameters on tensile mechanical behavior in desktop 3D printing. 3D Print Addit Manuf 3(3):183–192
Technical Data Sheet: https://www.sd3d.com/wp-content/uploads/2017/06/MaterialTDS-PLA_01.pdf
Acknowledgements
This paper was supported by financial aid under Short Term Research Grant (STRG: str19024) and facilities provided by Universiti Kuala Lumpur (UniKL) and UiTM Penang branch are acknowledged and very much appreciated.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2022 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Sheikh Abdul Nasir, S.M.F., Abd Wahid, K.A., Farhan Saniman, M.N., Wan Muhammad, W.M., Bin Ramlee, M.F. (2022). The Effect of Hilbert Curve Pattern Intensity in ASTM D638 Type III on Stress Concentration and Cyclic Application. In: Ismail, A., Dahalan, W.M., Öchsner, A. (eds) Advanced Materials and Engineering Technologies. Advanced Structured Materials, vol 162. Springer, Cham. https://doi.org/10.1007/978-3-030-92964-0_13
Download citation
DOI: https://doi.org/10.1007/978-3-030-92964-0_13
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-92963-3
Online ISBN: 978-3-030-92964-0
eBook Packages: EngineeringEngineering (R0)