
Abstract
A new technique of biocompatible coatings spraying on the surface of implants was developed. This technique is based on a special preparation of powders before plasma spraying, namely, the use of immobilization techniques and thermomechanical processing (TMP) of powders. We investigated coatings based on Al2O3 and Hydroxyapatite (HAp) obtained with different parameters of TMP. Compression tests and thermal cycling tests have shown that Al2O3 powders subjected to TMP at 1200–1250 ºC have the highest resistance to mechanical and thermal influences. It was also shown that coatings obtained from HAp powders subjected to TMP at 800 ºC have a more uniform morphology. At the same time, coatings based on powders obtained with TMP at 1000 °C are more crystalline. The roughness and average size of the open pore channel on these coatings is greater than on coatings obtained with other TMP temperatures. XRD and IR-spectroscopy showed the formation of a new phase of β-tricalcium phosphate, β-Ca3(PO4)2, in HAp powders obtained using TMP at 1000 °C. The results achieved in this work will help to obtain biocompatible coatings based on Al2O3 and HAp, which will increase the osseointegration properties of implants.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
1 Introduction
Modern dentistry and traumatology widely uses biocompatible materials based on Al2O3 and calcium phosphate ceramics to replace bone tissue with defects of various etiology. The main limitation of these implants is low mechanical stability. One of the solutions to the problem is plasma spraying of Al2O3 powder and calcium phosphate materials used for the formation of ceramic coatings on the surface of implants. The coatings should have specific mechanical, physicochemical and biochemical properties to interact with the environment of the host organism. It is well known that size of the pores in the porous scaffold is associated with the size of the constituent particles [1].
We have developed and applied a new technology of plasma spraying of ceramic coatings on intraosseous titan implants with porous titan sublayer formed by particles 250 µm. To achieve high homogeneity of the porous structure of the coatings and sufficient pore size for the effective growth of blood vessels and bone tissue into an implant, we use biocompatible powder with the particle size of 40–100 µm [2]. HAp powder has binding properties complicating its sifting, which makes usage of smaller particles inefficient due to significant material losses.
This work is aimed at the development of functional characteristics of biocompatible plasma-sprayed coatings, in particular, improvement of their mechanical properties by homogenization of the porous structure and stabilization of the crystalline structure.
2 Experimental Details
We have developed a method of assessment of processing quality for Al2O3 powder. The main criterion of the quality is compressive strength of test tablets formed from the powder. Tablets of 8 mm size are formed from Al2O3 powders and their mixtures with plasticizers (2% of the tablet mass) in press forms under 0.32 GPa pressure. Tablets are sintered in hydrogen furnaces of continuous pushing-type with temperature controlled by optical pyrometer LOP-72 at 1750 ºC for 10 min. Finally they are tested by compression on tensile machine. We used the “BV-22” as a plasticizer.
During the experiments, aluminum oxide coarse powders with 40–60 μm particles of spherical form and electrovacuum Al2O3 powders with 1–3 μm particles were mixed in ¼ proportion in ceramic evaporation chamber for 15–20 min. Loosely packed mixtures of Al2O3 powders were annealed at 1100–1500 ºC in hydrogen for 3 h, and then grinded in a ceramic mortar for 20 min. Thermal cycling was carried out by sintering mixtures of Al2O3 powders in hydrogen atmosphere at 1750 ºC for 10 min. Testing was carried out in glass vacuum diodes (in vacuum of 3 × 10–7 mmHg or higher) in cycles (UN = 9 V for 3 min on 7 min off) at 1470 ºC.
Obtained powder was plasma-sprayed onto samples of BT1-00 titan with sublayer of titan powder (particle size is 250 μm). Metallographic and fractographic analysis of the coating, performed with microscopes “MBS-10”, “MIM 8 M” and profilometer “model 170,623”. X-ray and phase analysis of powders was carried using diffractometer “DRON-3”. Morphology of the plasma-sprayed coatings and structure of the layers was carried out using scanning electron microscope (SEM) MIRA II LMU TESCAN (Czech Republic) at accelerating voltage in range of 20–30 kV. Samples were covered by gold coating (10–20 nm) by magnetron deposition. The microstructure and open pore size of the coatings were demonstrated using an atomic force microscope (AFM) Nanoeducator (NT-MDT, Russia).
3 Results and Discussion
A widely used method to improve powder granulometric composition, that eliminates ultra dispersed and fine dispersed, is based on thermomechanical processing (TMP) with prolonged annealing followed by light milling [3]. During the annealing, the smallest and the most active particles of the processed powder attach to each other and to larger particles. These conglomerates withstand the light milling. Larger, less active conglomerates (60–70 μm) are fractioned into smaller particles during milling. Thus, pre-annealed and milled powder becomes less polydisperse which allows one to form porous scaffolds with more homogeneous structure.
During spraying, small particles (below 40 μm) are strongly heated, however, they have relatively low kinetic energy. The particles deform insignificantly when hitting the substrate, which results in their weaker adhesion. Above this size limit, increased mass allows them to gain sufficient kinetic energy, which results in stronger deformations, leading to increased contact area, and thus increased coating adhesion to the substrate.
Considering the abovementioned mechanisms, the newly developed TMP method for the powders of biocompatible materials, based on the synthesis of combined particles of source powder through spraying of small particles (40 μm) on larger ones, also leads to higher adhesion of the coating to the titanium scaffold with sublayer of titanium powder [4].
During plasma spraying in high praying in a high-temperature jet, heat transfer from smaller particles to larger ones prevents a fraction of smaller particles from full melting. When hitting the substrate, combined particle is fractioned into larger single particle and a couple of smaller ones [5, 6]. One can speculate that smaller particles, having speed compatible to a larger one, will fraction into nanometer-sized particles. Introduction of the ceramic nanoparticles to the structure of biocompatible material improves its functional characteristics by increasing the contact area between implants and bones.
We have tested a method for the stabilization of aluminum oxide properties. It relies on homogenization of distribution of various size particles in the volume of material by prolonged thermal processing of Al2O3 powders and their mixtures, followed up by milling.
The results of the compression tests of the samples, shown in Table 1, prove that their strength increased after TMO. Maximal strength was reached for the samples of Al2O3 powders annealed at 1200–1250 ºC, which indicates the most optimal [7] and homogeneous packing [8] of particles (Table 1).
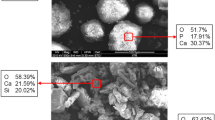
Pre-annealed, grinded mixture of Al2O3 powders becomes more homogeneous in granulometric composition. It is associated with elimination of ultra dispersed fraction (1 μm and less) [9], which is fixed on microgranules, after the powder mixture processing (Fig. 1).

Mixture of Al2O3 powders of different grain size composition after TMP. The image was obtained using optical microscopy
We performed additional mechanical strength and durability tests of Al2O3 powder mixtures by thermocycling. Then we coated the surface of the vacuum diodes with these suspensions and annealed them at 1750 ºC in hydrogen atmosphere. Measurements were carried out in a high vacuum at 1470 ºC. The experimental results are present in Table 2. To do that we prepared a suspension and subjected it to heating (Table 2).
Comparing the results of testing samples for compression and thermal cycling (Tables 1 and 2), one can see that usage of homogeneously structured mixtures of Al2O3 powders, which is achieved by their thermal processing at 1250 ºC, corresponds to maximal durability of coating formed from these mixtures, as well as their increased mechanical strength in cyclic tests. Thus, thermomechanical processing of Al2O3 powders at 1200–1250 ºC leads to the homogenization of the granulometric composition, which improves functional characteristics of the biocompatible material of plasma-sprayed coatings by corresponding homogenization of their porous structure.
The developed method of thermomechanical processing of Al2O3 powders may be applied for the preparation of calcium phosphate ceramic biocompatible powders prior to their plasma spraying. Thermomechanical processing of polydisperse HAp powders prior to plasma spraying, performed for homogenization of the granulometric composition, was carried out at 800–1000 ºC. Powders were annealed in furnace for 3 h. Then they were grinded in a ceramic mortar for 20 min. Temperature was controlled by the thermocouple. Metallographic and fractographic analysis of coatings from powders obtained by this method showed that thermomechanical processing at 800, 900 and 1000 ºC lead to the formation of more homogeneous structure with larger pores (Fig. 2). The size of the pores increases with the increase of annealing temperature in accordance with variation of the surface morphology (Table 3).

Image and profile of the surface of a plasma-sprayed coating made of HAp on titanium with a sublayer of titanium powder after TMP at 1000 °C (a); 800 °C (b); and without TMP (c)
With the increase of the TMO annealing temperature, increase of the particle size, characteristic of TMO, leads to the more developed surface morphology of the coating and increase of the open pore channel size (Table 4). The size of open pore channels and the value of the surface roughness of the sprayed coatings can be estimated from Fig. 3.

AFM of the surface of a plasma-sprayed HAp coating from a powder obtained using TMP at 800 °C
We also performed studies of the influence of TMO annealing temperature on the structure of GA powders, their structure, crystallinity, phase composition, binding properties by X-ray diffractometric and electron microscopic analysis (Figs. 4, 6). The crystallinity was determined from the ratio of the XRD reflections area to the total area of the reflections and the background in the 2θ angle range from 39° to 44°.

XRD spectra of HAp powders obtained without TMP (a) and with TMP at 800 °C (b); 900 °C (c); 1000 °C (d)
TMP of HAp powders at temperature in the range of 800–900 ºC does not change phase composition of powders but changes its crystallinity and lowers inner stress (Table 5). In initial state, HAp is amorphous and its structure is unstable. During annealing between 800 and 1000 ºC, it crystalizes and reliefs stress. Annealing at 1000 ºC results in the formation of new phase of β-Ca3(PO4)2 (β-tricalcium phosphate) [10], which is reflected by the new line in the XRD of HAp (Fig. 4). Moreover, a change in the character of absorption lines in the IR-spectra indicates the appearance of β-tricalcium phosphate (Fig. 5) [11].

IR-spectra of HAp powders without TMP (black line) and with TMP at 1000 °C (red line)

SEM image of the plasma-sprayed HAp coating without TMP (a) and after TMP with annealing at 800 °C (b–d)
Substantial increase of the particle size of biocompatible HAp-based material at TMP annealing temperature of 1000 ºC, leads to the decrease of the spraying quality due to the formation of large open pore channels (Table 4) and consequently substantial uncoated areas of the sublayer. Thus, recommended temperatures for TMO powder annealing are 800–900 ºC. Homogenization of the HAp coating structure after TMP at 800 ºC is also confirmed by electron microscopy (Fig. 6 a, b) [12].
Figure 4 shows marks on the large particles, caused by the detachment of immobilized by TMP smaller particles in the moment of the collision with substrate. As a result, the structure of HAp coating contains not only 180 nm nanoparticles, whose size is defined by the fracture of the HAp particles on deposition, but also specific smaller 40–60 nm nanoparticles (Fig. 6, d). Fracture of HAp particles, prior subjected to TMP, is likely facilitated by their more crystallinity [13, 14].
4 Conclusion
A new method for the processing of biocompatible aluminum oxide powders and HAp powders has been developed. It is based on their prolonged annealing followed by milling, which eliminates fine fraction of polydisperse powders, increases average particle size, and, as a result, an average size of the pore as well as homogeneity of porous structure. It has been demonstrated that the new method for homogenization of the structure increases strength and durability of coatings from biocompatible material aluminum oxide. It has been shown that TMO of HAp powder leads to the homogenization of the porous structure and formation of the stable crystalline structure of plasma-sprayed coating, which in turn improves its functional characteristics. To improve the functionality of biocompatible coatings based on Al2O3 and HAp, it is advisable to use the TMP process of powders to perform the process of immobilization of microparticles of Al2O3 and HAp on granules of these materials. This contributes to the nanostructuring of coatings during plasma spraying, as well as the improvement of the structural characteristics of the porous structure and the morphology of the implant surface. It is shown that the optimal temperature of TMP for immobilization of small particles of Al2O3 on Al2O3 macrogranules is 1200–1250 °C. Annealing of HAp powders during TMP in the temperature range from 800 to 1000 °C leads to the enlargement of particles without a significant change in the ratio of amorphous and crystalline phases. At a TMP temperature of 1000 °C and higher, the HAp crystallinity increases (by more than 50%) and β-Ca3 (PO4)2 forms. Application of the results obtained will significantly increase the osseointegration properties of implants with coatings based on HAp and Al2O3.
References
A.V. Lyasnikova, O.A. Markelova, O.A. Dudareva, V.N. Lyasnikov, A.P. Barabash, S.P. Shpinyak, Powder Metall. Met. Ceram. 55(5), 328 (2016)
I. P. Mel’nikova, A. V. Lyasnikova, V. N. Lyasnikov. Russ. Phys. J. 56(10), 1190 (2014).
V.A. Koshuro, G.G. Nechaev, Tech. Phys. 59(10), 1570 (2014)
F. Sharifianjazi, A.H. Pakseresht, M.S. Asl, A. Esmaeilkhanian, H.W. Jang, M. Shokouhimehr, J. Compos. Compd. 2(2), 26 (2020)
D. Arcos, M. Vallet-Regí, J. Mater. Chem. B 8(9), 1781 (2020)
S. Ferraris, S. Yamaguchi, N. Barbani, M. Cazzola, C. Cristallini, M. Miola, S. Spriano, Acta Biomater. 102, 468 (2020)
F.S. Alvar, M. Heydari, A. Kazemzadeh, M.R. Vaezi, L. Nikzad, Ceram. Int. 46(4), 4215 (2020)
A. Asimakopoulou, I. Gkekas, G. Kastrinaki, A. Prigione, V.T. Zaspalis, S. Petrakis, J. Functional biomaterials 11(3), 65 (2020)
R. Ahmadi, A. Afshar. Surface and Coatings Technology, 405, 126594 (2021)
A. L. Nikolaev, B. I. Mitrin, E. V. Sadyrin, V. B. Zelentsov, A. R. Aguiar, S. M. Aizikovich. in Modeling, Synthesis and Fracture of Advanced Materials for Industrial and Medical Applications, (Springer, Cham, 2020), p. 137
D. A. Zhilin, N. V. Lyanguzov, V. I. Pushkariov, et al., in Advanced Material–Studies and Applications, ed. by I. A. Parinov, S. H. Chang, S. Theerakulpisut (Nova Science Publishers, New York, 2015), p. 57
V.N. Lyasnikov, A.V. Lyasnikova, A.V. Pivovarov, I.N. Antonov, V.A. Papshev, Biomed. Eng. 45(4), 119 (2011)
V. I. Pushkariov, A. L. Nikolaev, E. M. Kaidashev. Synthesis and characterization of ZnO nanorods obtained by catalyst-free thermal technique. J. Phys.: Conf. Ser. IOP Publishing. 541(1), 012031 (2014)
A. L. Nikolaev, E. M. Kaidashev, A. S. Kamencev. in Advanced Materials-Proceedings of the International Conference on “Physics and Mechanics of New Materials and Their Applications”, PHENMA 2018, Springer Proceedings in Physics, vol. 224, ed. by Ivan A. Parinov, Shun-Hsyung Chang, Yun-Hae Kim (Springer Nature, Cham, Switzerland,2019) p. 103
Acknowledgements
This research was performed into framework of financing RFBR grant number 20-07-00637_A.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Melnikova, I.P., Nikolaev, A.L., Lyasnikova, A.V. (2021). Improving the Osseointegration Properties of Biocompatible Plasma-Sprayed Coatings Based on Hydroxyapatite and Al2O3. In: Parinov, I.A., Chang, SH., Kim, YH., Noda, NA. (eds) Physics and Mechanics of New Materials and Their Applications. PHENMA 2021. Springer Proceedings in Materials, vol 10. Springer, Cham. https://doi.org/10.1007/978-3-030-76481-4_9
Download citation
DOI: https://doi.org/10.1007/978-3-030-76481-4_9
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-76480-7
Online ISBN: 978-3-030-76481-4
eBook Packages: Physics and AstronomyPhysics and Astronomy (R0)