
Abstract
Hydroxyapatite (HAp) and tricalcium phosphate (TCP) bioactive ceramic materials have been used as coatings on implants engaged in the fields of orthopedics due to their supreme properties, which develop effective healing of the repair site. In this study, hydroxyapatite-tricalcium phosphate functional gradient coating (FGC) coatings applied on Ti-6Al-4 V are investigated. The layer consists of plasma-sprayed HAp, HAp+ 50%wt HAp-50%wt TCP, and HAp+ 50%wt HAp-50%wt TCP+TCP coatings. The coated samples were specified by Fourier transform infrared spectroscopy (FTIR) and field emission scanning electron microscopy (FESEM) analysis. The electrochemical way of the behavior of the coated samples was estimated by inductively coupled plasma (ICP) spectroscopy and electrochemical tests followed by immersing the pieces in a simulated body fluid (SBF). The FGC coating was reached by thickness-controlled plasma spray on Ti-6Al-4 V. Potentiodynamic polarization measurements show Ecorr and Icorr values of the Ti-6Al-4 V are −0.58 V and 7.21 µA/cm2, and for the FGC-coated sample, Ecorr is −0.49 V and Icorr is 0.129 µA/cm2, respectively. The FGC coat has been shown to have a role in obstructing the corrosion to a greater extent when in contact with SBF solution. Microstructural discussions of the coated specimen after corrosion tests indicated that the tricalcium phosphate of the top layer degraded in SBF solution and created porosities, which are possible sites for bone tissue growth. Outcomes of ICP analysis show that the applied coating structures barricade the release of toxic elements in the substrate.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In recent years, functionally graded materials (FGMs) have played a vital role in various engineering trends and applications due to their distinctive features through graded characteristics. FGM involves mixing two different materials, which has multiple properties and volume ratio, in the form of layer by layer [1]. Millions of different types of prostheses (the hip, for example) are produced annually in the world, with various methods and biomaterials of manufacturing in production. The primary group of biomaterials includes (i) bioinert as titanium and its alloys, (ii) bioactive as hydroxyapatite (HAp), and (iii) bioglasses. The bioactive materials dissolve in the human body, which accelerates the processes of prosthesis implantation in a bone [2]. The production of hip and knee prostheses, dental implants, and the repairing of bones are significant fields of activity [3]. Initial studies dedicated to the application of functionally graded coating (FGC) in biomedical applications were made by the group of Khor [4,5,6].
Among several calcium phosphates, β-tricalcium phosphate [β-TCP, Ca3(PO4)2] and Hydroxyapatite [HAp, Ca10(PO4)6(OH)2] are the most generally employed due to their osteogenic property and their capability to form powerful bonds with host bone tissues [7, 8]. The dissolution rate and biocompatibility of the coating layer in the human body are also significant main elements that must be considered. If the coating material is dissolved too fast, before the equilibrium of the implants or the growth of bones, the coating is simply worth less. The dissolution rate of HAp is very slow in vivo and may take years to be resorbed [9]. β-tricalcium phosphate is chemically abiding and has a justly fast bio-resorption rate [10]. These reasons justify the development of BCP coatings to achieve the anticipated dissolution rate [11]. Many coating techniques, such as plasma spraying [12], dip coating [13], sputter coating [14], biomimetic coating [15], and electro-deposition [16], have been employed to coat ceramics on metal implants. HAp and TCP are two necessary biomedical materials that have been investigated in some studies as FGC materials. HAp/TCP FGC can be made the best promising material for human tissue implantation, orthopedic, and dental applications due to its excellent biocompatibility and bioactivity. Because of their biomedical, mechanical, and biocompatibility properties, some studies to produce a HAp/TCP FGC have been reported [17, 18].
The present work focuses on the fabrication of FGC from HA/TCP using the air plasma spray method in detail. These materials were created with a gradient coating that includes three layers: HAp, 50%HAp-50%TCP, and TCP. Besides, different tests were done to investigate the properties of the applied coating.
2 Experimental
2.1 Raw Materials
Hydroxyapatite (Merck, No. 2196) and tricalcium phosphate (Merck No. 1-02143-1000) powders were used as the raw materials. Ti-6Al-4V medical grade was used as the substrate with the chemical compound listed in Table 1. Medical grade Ti6Al4V alloy supplied by Metal Pars Co, Tehran, Iran. Measurement of chemical composition using the emission spectroscopy method was performed using an Oxford device according to the ASTM E1251-17 standard.
2.2 Granulation of Powders
Hydroxyapatite and tricalcium phosphate powders could not be fed directly into the atmospheric plasma spray system due to their lower inertia force and insufficient fluidity. To overcome this problem, the hydroxyapatite and tricalcium phosphate powders had to be granulated into micron-sized granules using the spray drying method. A specific amount of hydrosoluble polyvinyl alcohol (PVA) (Junsel Chemical Co. Ltd., Japan) as the binder was first added to distilled water and stirred for 20 min at 40 °C until PVA was utterly soluble. Then, powders were added gradually; the suspension was mixed again for an additional 15 min, and the slurry was dispersed. After spray drying, granulate sizes in the range of 100–200 μm were selected for plasma spraying by passing them through a sieve (70 and 140 US mesh).
2.3 Air Plasma Coating Process
Ti-6Al-4V alloy of medical grade was cut into smaller parts by wire cut. Pieces were 5mm in height and 10mm in diameter. The prepared samples were cleaned by the ultrasonic process in an acetone environment. Then, the samples were blasted using grit silicon carbide abrasive particles and then cleaned by the ultrasonic process in an acetone environment. In the next step, the samples were preheated to a temperature of about 200 °C before coating, and then, the coating process began. In this research, a plasma spraying device was used in the air atmosphere with a Met Co 3MB gun to create the coatings. Argon gas (Ar) was used as the primary plasma gas and powder carrier gas, and hydrogen (H2) was used as the secondary gas. Table 2 also shows the parameters used for covering the samples. Three containers, including HAp, 50% HAp-50% TCP, and TCP, were prepared for different layers of coating. The first layer was 100% HAp and applied to the Ti-6Al-4V substrate. The second 50% HAp-50% TCP layer was applied to the first layer, and the third layer, 100% TCP, which was applied to the second layer, was exposed to the atmosphere. All three layers were used by air plasma spray (APS). Figure 1 shows the schematic of these three coatings.

Schematic of the three types of coating used in this research along with the thickness of each layer: a HAp coating, b (HAp+ 50%wt HAp-50%wt TCP) coating, c (HAp+ 50%wt HAp-50%wt TCP+TCP) coating
2.4 Characterization
A Field Emission Scanning Electron Microscope (FESEM: MIRA TESCAN) was carried out to study the morphology of the coated samples and determine the thickness of each layer of the applied coating. Energy-dispersive X-ray spectroscopy (EDS) was carried out to investigate the composition of the pieces. The chemical bonding of the coated pieces was determined by Fourier transform infrared (FTIR) spectroscopy (Spectrum RXI PerkinElmer).
2.5 Electrochemical Analysis
To measure the corrosion resistance of the coating, cyclic potentiodynamic (CP) and open circuit potential (EOCP) tests were carried out using a three-electrode system (EG&G potentiostat A263). The experiments were performed in a simulated body fluid (SBF) solution with a pH of 7.45 at 37 °C. The composition of SBF has been reported elsewhere [19]. The specimens were soaked in SBF at 37 °C for 1 h before running the electrochemical tests in order to stabilize the open circuit potential. A platinum electrode and a saturated calomel electrode (SCE) were used as reference and auxiliary electrodes, respectively. CP tests were carried out at a potential range of +1.0 to −1.0 V with a scan rate of 1 mV/s.
2.6 Biomedical Tests
The formation of hydroxyapatite on the outside surfaces of the samples, which were soaked in SBF for 1 and 21 days, was evaluated to assess the bioactivity of the coated samples. By adding HCl, the pH of the electrolyte was continuously fixed and estimated at 7.45 ± 0.01. The surfaces of the coated specimens were investigated by FESEM. The uncoated and coated samples were first soaked in 60 ml of SBF at 37 °C for 1 day. Then, the released ions in SBF were determined by inductively coupled plasma-optical emission spectrometry (ICP-OES) (VISTA-PRO Varian model).
3 Results and Discussion
3.1 Microstructure of the Granulate HAp and TCP
Figure 2a, b indicate the morphology of hydroxyapatite and tricalcium phosphate powders after the spray drying process. As can be observed, the HAp and TCP granulated particles displayed a semi-spherical configuration with various sizes ranging from 100 to 200 μm. It was anticipated that the granulated HAp and TCP particles would possess better flowability because the weight of a single particle was increased.

Morphology of granulated. a Hydroxyapatite powders, b tricalcium phosphate powders after granulation
3.2 Characterization of As-Sprayed Coatings
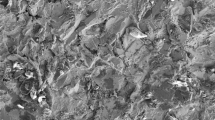
Figure 3 illustrates the top surface of the three types of FGCs. As displayed in Fig. 3, the top surfaces of the coatings are very rough because splats are deposited on the surface with different flattening parameters. Occasional unmelted particles, microcracks, and porosity are also apparent on the surface of coatings. These blemishes are typical characteristics of plasma-sprayed FGCs that play a significant role in the corrosion behavior of FGC systems.

SEM micrograph of top surface of the as-sprayed FGC: a HAp coating, b (HAp+ 50%wt HAp-50%wt TCP) coating, c (HAp+ 50%wt HAp-50%wt TCP+TCP) coating
Figure 4 shows the polished cross-section of the three types of FGC. In Fig. 4a, the HAp coating can be seen, which is created by the HAp top coat deposited on the Ti-6Al-4 V substrate by the APS process. HAp+ 50%wt HAp-50%wt TCP and HAp+ 50%wt HAp-50%wt TCP+TCP FGCs coating are shown in Fig. 4b, c respectively. As it could be observed in both layer composite FGCs, the top coat was 50%wt HAp-50%wt TCP and TCP layer for HAp+ 50%wt HAp-50%wt TCP and HAp+ 50%wt HAp-50%wt TCP+TCP FGCs coating, respectively, and HAp coating was between the top layer and Ti-6Al-4 V substrate. It should be noted that all coatings showed a lamellar structure, which is characteristic of plasma-sprayed coatings [20].

SEM micrograph of polished cross section of the as-sprayed a HAp coating, b (HAp+ 50%wt HAp-50%wt TCP) coating, and c (HAp+ 50%wt HAp-50%wt TCP+TCP) FGC coating
The average thickness of coatings including HAp, HAp+ 50%wt HAp-50%wt, and HAp+ 50%wt HAp-50%wt TCP+TCP FGC coating was about 50, 170, and 210 µm, respectively. Due to the proximate chemical composition of HAp and TCP, it was impossible to separate the coated layers in the SEM micrograph.
3.3 Electrochemical Analysis of Coating
3.3.1 Open Circuit Potential (OCP) Measurements
The open circuit potential-time evaluations performed for Ti-6Al-4 V, HAp coating, and HAp+ 50%wt HAp-50%wt TCP+TCP FGC coating samples soaked in SBF solution for 1 h are shown in Fig. 5. One of the ways to investigate the corrosion behavior of the coated specimens is to study the OCP as a function of time. A steady potential can be seen in the EOCP results of the substrate (− 0.07 V/SCE). Moreover, minor oscillations can be seen in the EOCP plot of the HAp/HAp+TCP/TCP FGC–coated sample. High fluctuations in the EOCP plot of the HAp-coated sample are also detectable at the primary steps of soaking. Moreover, it can be observed that the EOCP of the HAp-coated sample is stabilized at the ultimate measures of the soaking. The more negative EOCP of the HAp/HAp+TCP/TCP FGC–coated sample (−0.19 V/SCE) and HAp covered sample (-0.09 V/SCE) than that of the uncoated substrate can be discovered at the ultimate steps of the soaking. This can be due to the HAp and TCP-active calcium phosphate compounds in SBF.

Open circuit potential variations versus soaking time for uncoated substrate, HAp coating, and HAp+ 50%wt HAp-50%wt TCP+TCP FGC coating samples in SBF at 37 °C
In this plot, the tremendous amount of EOCP can be related to the presence of the TCP phase. Abrupt declines in EOCP of the HAp/HAp+TCP/TCP FGC–coated sample can be associated with the dissolution of the TCP phase and the penetration of the electrolyte through the coating in this sample. The solubility of calcium phosphates in water decreases with the increase in the degree of neutralization of the phosphoric acid [21]. Tricalcium phosphate is one of the best-soluble calcium phosphate compounds in aqueous solutions, but hydroxyapatite is the least soluble in aqueous solutions.
3.3.2 Potentiodynamic Polarization Measurements
The Ti-6Al-4 V substrate and HAp/HAp+TCP/TCP FGC coated on the Ti-6Al-4 V substrate were soaked in SBF solution for 1 day and investigated by potentiodynamic polarization studies. The corresponding polarization parameters, such as the corrosion current density (Icorr) and the corrosion potential (Ecorr) values of the substrate and HAp/HAp+TCP/TCP FGC–coated samples, are shown in Fig. 6 and Table 3. The Icorr and Ecorr values of the substrate sample are 7.21 µA/cm2 and −0.58 V, respectively, whereas for the HAp/HAp+TCP/TCP FGC–coated piece, Icorr is 0.129 µA/cm2 and Ecorr is −0.49 V. It is intelligible that the FGC-coated sample displays a higher transfer toward the positive region by comparing these values and is thus more corrosion resistant than the uncoated Ti-6Al-4 V.

Potentiodynamic polarization curves for a uncoated substrate and b HAp+ 50%wt HAp-50%wt TCP+TCP FGC coating specimens in SBF at 37 °C
Whole specimens presented a passive demeanor in their anodic polarization. The sedentary behavior of the illustrations can be linked to the establishment of oxide products of the substrate in the coating/substrate junction. The coating porosities provide ways for the electrolyte to penetrate the coating/substrate junction [22]. TCP is an active component that, with pleasure, solvates into the electrolyte. Therefore, the electrolyte achieves the HAp layer. According to Table 3, the more significant corrosion current density is related to the uncoated sample. In addition, the HAp/HAp+TCP/TCP FGC–coated specimens presented the lowest corrosion current density.
It should be noted that the intermediate HAp coating improves the corrosion resistance of the undercoat. The better corrosion resistance of the coated specimens than the uncoated ones arise from the existence of a relatively dense HAp intermediate layer. In the following, the liquidation of the TCP in the top layer of the coated specimens results in porosities. Thus, the TCP top layers cannot increase the corrosion resistance of Ti-6Al-4 V due to their porous disposition. The potential span of the passive layers of the coated specimens is greater than that of the uncoated substrate. This indicates that the stability of the passive layer in the coated specimens is greater than that of the uncoated substrate [23, 24].
3.4 In Vitro Bioactivity Test
Outcomes of ions let out from the substrate and the HAp/HAp+TCP/TCP FGC coated to SBF after 1 day are reported in Table 4. According to these outcomes, it can be seen that the introduced coatings barricade the release of toxic elements from the substrate. Considering the absence of titanium and aluminum elements in the coated sample after 21 days in SBF solution, it can be considered the result of the increase in corrosion resistance, confirming the results of electrochemical analysis. The increased release of Ca and P confirms the dissolution of the TCP phase of FGC coated in SBF. This shows biocompatibility enhancement in the substrate by the coating process.
The bioactivity of the FGC coating on Ti-6Al-4 V specimens and apatite layer formation was studied. This was investigated by soaking the specimens in simulated body fluid (SBF) solution for the following distances: 21 days and 1 day, as shown in Fig. 7 a, b, respectively. Nucleation of the apatite layer is detected on the surface of the coated specimens. After 1 day, the establishment of a slightly new apatite layer is seen, as shown in Fig. 7b. After soaking for 21 days, the substrate surface is completely coated with the grater and smaller apatite particles with more agglomeration, as detected in Fig. 7a. A uniform formation of calcium phosphate phase is seen on the specimens’ surfaces in such a way that the morphology of the coating surface is not visible. This mentions the growth of the apatite layer on the surface of the mineralized bioceramic materials. Also, it has been suggested those various parameters, such as chemical composition, quantity and size of porosities, and surface morphology, could affect the morphology and content of the calcium phosphate phase on the surface [25, 26].

SEM images of the formation calcium phosphate on the surface of HAp/HAp+TCP/TCP FGC–coated specimens a after 21 days and b after 1 day of soaking in SBF
3.5 FT-IR Pattern Analysis
Figure 8 displays the FTIR pattern of HAp/HAp+TCP/TCP FGC coated before and after soaking for 21 days in SBF. The FGC covered before and after soaking in the SBF pattern displays characteristic peaks for phosphate (PO43−) exhibiting four different vibration modes, namely v1, v2, v3, and v4. The mountains detected at 960–963 cm−1 and 470 cm−1 show the v1 and v2 vibration modes of phosphate, respectively.

FTIR pattern of HAp/HAp+TCP/TCP FGC coated a before and b after soaking for 21 days in SBF
The absorption peaks introduced at 1033–1096 cm−1 and 561–603 cm−1 correspond to the v3 and v4 modes of phosphate ions, respectively. The wide peak at, 3436 cm−1 indicates the stretching mode of the hydrogen-bonded H2O molecules. The CO32− peaks were detected in the 1415–1457 cm−1 in the specimen after 21 days of soaking. The peaks in the area of 3573 cm−1 and 631 cm−1 in the sample after 21 days of soaking could be ascribed to the presence of stretching and bending vibrational modes of the OH group in HAp. The presence of the OH and CO32− group peaks in the spectrum confirmed the formation of Hydroxyapatite carbonate after soaking for 21 days in SBF.
4 Conclusion
The HAp/HAp+TCP/TCP FGC–coated Ti-6Al-4 V was successfully obtained by the air plasma spray coating technique, with thickness control. The morphology of covered specimens was made adherent and monotonous to the surface of the Ti-6Al-4 V. The electrochemical outcomes confirmed that the FGC coating enhanced the corrosion resistance of the Ti-6Al-4 V substrates in the SBF solution. The higher corrosion protection of the covered specimens than that of the uncoated substrate is due to a relatively dense calcium phosphate layer. Dissolution of TCP in the top layer (in SBF) of the coated specimens results in porosities. These porosities are potentially appropriate areas for bone growth. The chemical analyses showed that the FGC coated on the Ti-6Al-4 V surface decreased the rate of dissolution of metal ions. Furthermore, the positive effect of FGC covering Ti-6Al-4 V declared the apatite completely covered after it was soaked in the SBF solution for 21 days.
Data Availability
The data that support the findings of this study are available on request from the corresponding author.
References
M. Sathish, N. Radhika, B. Saleh, Compos. B. Eng. 225, 109278 (2021)
H. Li, Thermal sprayed bioceramic coatings: nanostructured hydroxyapatite (HA) and HA-based composites, Biological and Biomedical Coatings Handbook; Zhang S., Ed. (CRC Press, Boca Raton, FL, USA, 2011)
B.D. Ratner, A.S. Hoffman, F.J. Schoen, J.E. Lemons, Biomaterials Science, an Introduction to Materials in Medicine (Academic Press San Diego, CA, USA, 2013)
Y. Wang, K.A. Khor, P. Cheang, J. Therm. Spray Technol. 7, 50 (1998)
K.A. Khor, Y. Wang, P. Cheang, Surf. Eng. 14, 159 (1998)
M. Wang, X.Y. Yang, K.A. Khor, Y. Wang, J. Mater. Sci.: Mater. Med. 10, 269 (1999)
F. Barrere, C.A. Van Blitterswijk, K. de Groot, Int. J. Nanomedicine. 1(3), 317 (2006)
Y. Khan, M.J. Yaszemski, A.G. Mikos, C.T. Laurencin, J. Bone Jt. Surg. 90, 36 (2008)
K. Yamaguchi, T. Hirano, G. Yoshida, K. Iwasaki, Biomaterials 16, 983 (1995)
Y. Li, W. Weng, K.C. Tam, Acta Biomater. 3, 251 (2007)
D. Guo, K. Xu, Y. Han, J. Biomed. Mater. Res. A 88A, 43 (2009)
D. Liu, K. Savino, M.Z. Yates, Surf. Coat. Technol. 205, 3975 (2011)
B. Mavis, A.C. Tas, J. Am. Ceram. Soc. 83, 989 (2000)
T. Wan, H. Aoki, J. Hikawa, J.H. Lee, Biomed. Mater. Eng. 17, 291 (2007)
W. Zhou-Cheng, N. Yong-Jin, H. Jin-Cong, Fabrication and characterization of HAp/Al2O3 composite coating on titanium substrate, 2nd International Conference on Bioinformatics and Biomedical Engineering, (IEEE Publisher Shanghai, China, 2008)
D. Gopi, E. Shinyjoy, M. Sekar, M. Surendiran, L. Kavitha, T.S. Sampath Kumar, Corros. Sci. 73, 321 (2013)
M. Gasik, A. Keski-Honkola, Y. Bilotsky, M. Friman, J. Mech. Behav. Biomed. Mater. 30, 266 (2014)
R. Roop Kumar, M. Wang, P. Ducheyne, Key Eng. Mater. 192–195, 231 (2000)
T. Kokubo, H. Takadama, Biomaterials 27, 2907 (2006)
A. Afrasiabi, M. Saremi, A. Kobayashi, Mater. Sci. Eng. A 478, 264 (2008)
H.M. Rootare, V.R. Deitz, F.G. Carpenter, J. Colloid Sci. 17, 179 (1962)
A. Jam, S.M.R. Derakhshandeh, H. Rajaei, A.H. Pakseresht, Ceram. Int. 43, 14146 (2017)
A. Robin, G. Silva, J.L. Rosa, Mater. Res. 16, 1254 (2013)
H. Xu, L. Wang, D. Sun, H. Yu, Appl. Surf. Sci. 351, 367 (2015)
X. Rao, J. Li, X. Feng, C. Chu, J. Mech. Behav. Biomed. Mater. 77, 225 (2018)
M.H. Wong, H.C. Man, Mater. Lett. 229, 229 (2018)
Acknowledgements
The authors of the manuscript are grateful to the experts of the Central Laboratory of Materials and Energy Research Center.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Saji, F., Mobasherpour, I., Nikzad, L. et al. Microstructural Analysis and Electrochemical Behavior of Functional Gradient Coating Hydroxyapatite/Tricalcium Phosphate on Ti-6Al-4 V by Plasma Spraying Method. Braz J Phys 53, 151 (2023). https://doi.org/10.1007/s13538-023-01364-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13538-023-01364-z