
Abstract
The analysis of indicators of the distillation units for the separation of mixtures that operate at close values of the residual pressure of the top is considered. To reduce the cost of conducting vacuum pumps, it was proposed to replace individual vacuum pumps with a liquid ring vacuum pump. Using the Unisim software, the calculated models of the column and the vacuum overhead system were synthesized, as well as a feasibility study of the proposed solutions.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Vacuum overhead systems
- Liquid ring vacuum pumps
- Steam jet pumps
- Separation of mixtures of ethanolamine
- Universal modeling programs
1 Introduction
Currently, when designing complex technological objects, the methods of cyber-physical modeling are actively applied, which allows you to virtually simulate a real technological object, reduce the design time and improve the quality of the proposed design solutions [1]. However, when modeling such objects, the question of the adequacy of the developed mathematical model and its “connection” with the real object must be carefully worked out, otherwise, the results will be unreliable.
In addition, during the stages of studying the properties of the object and the optimal conditions for its operation, it is necessary to determine the range of variation of the input process variables, which must coincide with the conditions in which the modeling object will be operated.
This chapter discusses the problem of reconstructing a vacuum system in distillation columns of the process for the production of ethanol-ammonia hydroxyethylation ammonia using water as a catalyst. Due to the low thermal stability of the components to be separated, as well as to the rather stringent requirements for the products obtained, the rectification process is carried out under vacuum, while the residual pressure reaches 5 mmHg. It is advisable to carry out the solution to this problem using computer facilities and specialized software systems designed for modeling complex chemical-technological systems.
2 Structural Analysis of the Considered Production Facility
To create an adequate cyber-physical model, it is necessary to conduct a structural analysis of the studied object [2]. At the production facility in question, the separation of the amine mixture into the target products is carried out in three distillation columns- K-40, K-56, and K-92, equipped with four-stage Steam Jet pumps, the working medium of which is medium-pressure water vapor. The structural diagram of the production facility in question is presented in Fig. 1.

Structural diagrams of the existing a and proposed b blocks. Streams: 1—the bottom product of column 29; 2—MEA stream; 3—DEA brand B; 4—MEA + water; 5—DEA brand A; 6—TEA; 7—TEA brand A; 8—the remainder; 9—gas flow to the VS from the columns; 10—total flow to the VS
In the pipe space of the SJP intermediate capacitors, “cooled” circulating water is supplied, and condensate and non-condensed gases are discharged from the annular space. Thus, during the operation of SJP, the following energy resources are consumed—water vapor and recycled water. Since the working fluid and the pumped medium containing ethanol-amines are displaced in the ejector, the condensate leaving the SJP can be considered as chemically contaminated.
Based on all of the above, it can be concluded that concerning the production facility under consideration, the SJP is obsolete and non-environmentally friendly, so replacing it with a modern energy-efficient and environmentally friendly VOS is an urgent task. When assessing the feasibility study of the proposed solution to improve the existing VOS, it is necessary to take into account the costs of the enterprise for the production of steam and circulating water, as well as for utilization of the CCC. Prices for these resources are presented in Table 1 [3].
Based on the experience of carrying out such works [4,5,6], the most optimal solution for the reconstruction of existing VOSs is to replace SJPs with a single VOS, based on the Liquid Ring Vacuum Pump, for all the columns. The proposed block diagram is shown in Fig. 1b.
To determine the layout of the proposed VOS, it is necessary to calculate the flow rate and composition of the mixture supplied to the suction of the vacuum pump, that is, determine the load on the VOS. This load will be determined by the condensation conditions in the annular space of the “tail capacitors”, which depend on the operating conditions of the installation. The parameters that determine the effectiveness of the condensation of the medium are the temperature and pressure in the annulus, which are not directly measured and not controlled at the facility. Therefore, these tuning parameters of the mathematical model are selected according to the results of the installation survey [6,7,8,9].
3 Design Diagrams of the Basic Elements of the Unit
The design scheme of the distillation unit. After the distillation of water and residual ammonia in the K−20 apparatus, the dehydrated stream of ethanolamines is supplied between the second and third sections of the nozzle of the K−40 column and is divided into mono-ethanolamine (distillate) and B grade diethanolamine (bottoms). Non-condensing vapors in the reflux condenser enter the tail condenser, which is cooled by the flow of a refrigerated refrigerant. Those gases that were not condensed in the tail condenser are pumped out by a four-stage steam ejection vacuum pump, which creates a vacuum in the distillation column.
As noted above, the distillation unit was simulated in the Unisim universal modeling program (UMP), in which the design scheme (cyber-physical model) of the columns was synthesized (Fig. 2).

The design scheme of the block separation of mixtures of amines synthesized in UMP Unisim
The main task of computer modeling of this process was to determine the composition and flow rate of gases entering the VOS. To calculate the column in the program database, there are various modules of distillation columns, whose inherent mathematical descriptions differ from each other. Based on the recommendations of the program, the Distillation column module was used to calculate the column. For the convergence of the calculation, the following data must be entered into the module specifications: column pressure, differential pressure, the number of theoretical plates, condenser, and cube operating modes.
The pressure in the column was set based on production data. Since the capabilities of the module allow you to enter the parameters of contact devices, and the database contains the geometric and mass transfer characteristics of various nozzles, the type of nozzle was set in the module, and the efficiency and pressure drop in the column were calculated by the program. Tail capacitors were set by Separator and Cooler modules, in which final temperatures of heat carriers were set. It was this module that formed the flow going to the VOS.
Next, the bottom residue of the K−40 column enters the K−52 column, which is designed to produce grade A diethanolamine, which is removed from the unit by side distillation. Vapors of water, MEA, and DEA from the top of the column are condensed in a reflux condenser and discharged to a collection tank, from which part of the condensate is returned to the type of reflux irrigation. Non-condensing vapor in the reflux condenser enters the “tail” capacitor, which forms the final load on the VOS. The heat required for the rectification process is supplied to a film evaporator heated by steam.
The distillation unit was simulated using the same modules as the K−40 column, except that side sampling, which was set by the sampling plate and mass flow rate, was added to the specification of module 2. Numerical values were set in such a way as to ensure compliance with production values.
The K−92 column is designed to produce grade A triethanolamine with improved performance in appearance from the bottom liquid of the K−56 column. Power is supplied to a distribution plate located between the layers of the nozzle. Heat is supplied through a film evaporator, vapors from the column enter the reflux condenser, condense and drain onto a blank plate. The resulting liquid is partially returned to the column as reflux, and the distillate is removed from the installation.
A comparison of design parameters with production data is presented in Tables 2 and 3.
The calculation data is in concordance with the technological parameters of the column, therefore, we can conclude that the models are adequate and the calculation data is correct as per the studied range.
The design scheme of VOS (Fig. 3). Existing VOSs are four-stage steam-jet vacuum systems that are installed on each column. Each SJP is designed to pump out 10 kg/h of the mixture (9.5 kg/h of air and 0.5 kg/h of amines) with a residual pressure at the inlet of 1 mmHg. However, according to production data, at the moment, the residual pressure in the vacuum columns is 8–12 mmHg, which indicates that the VOS is currently operated in the zone of significant overload. The most probable reason for this is the mismatch of production conditions with the characteristics of VOS [10].

Proposed VOS scheme
Measurement of the residual pressure at the suction in the VOS with a standard pressure gauge showed that it is −1 kg/cm2 (gauge), which indicates a “scale” of the device. Therefore, the assembly of the VOS on the characteristics of the existing SJP can lead to significant errors.
As noted above, the optimal solution to the problem of reconstructing VOS at this production facility is to replace existing SJPs with a single vacuum-generating system based on the Liquid Ring Vacuum Pump. Since the residual pressure at the inlet of the LRVP is limited by the pressure of saturated vapors of the service fluid, it is advisable to install a pre-drawn vacuum pump in front of the LRVP, which would pre-compress the pumped mixture. Mechanical booster pumps are well suited for this purpose [11].
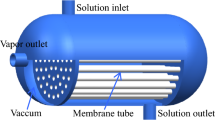
The pumped-off mixture enters the suction in a mechanical booster pump N-1, is compressed and fed into a shell-and-tube vacuum condenser K−1, into which tube “cold” water is supplied. A part of the water vapor condenses, and the rest of the vapor is sucked into the Liquid Ring Vacuum Pump, where the distillate of the vacuum column is used as a service fluid, which is recycled through a T-1 heat exchanger, into which the “chilled” water is also supplied to the pipe space.
For the right choice of Liquid Ring Vacuum pump, the problem arises of recalculating the passport characteristics of the machine to new operating conditions [10, 11]. Various methods, for example, in [11,12,13,14,15,16,17, 19], describe the recalculation of passport characteristics when pumping out dry air or air saturated with water vapor at a temperature of 20 °C, while water is used as a service fluid. Since the composition of the pumped gas contains a large amount of water and amine vapors, and as a service fluid, it is most appropriate to use a distillate of a vacuum column.
In the Unisim software package, there is no LRVP model; therefore, in [18], a cyber-physical study of the processes occurring in the LRVP was carried out, the results of which were integrated into the calculation process scheme.
4 Calculated Study of the Main Units
Since the suction pressure in the VOS was not precisely determined, and the required pressure at the top of the vacuum columns should be no more than 5 mmHg, the required pressure was fixed at the top of the column, and the condensation pressure, based on production data, was taken to be 3 mmHg. An analysis of the characteristics of steam ejection pumps according to the GIPRONEFTEASH catalog [17] shows that the amount of mixture supplied to the suction in each SJP is 11.5 kg/h of the mixture at a pressure of 3 mmHg. Therefore, the flow rate of leakage gases introduced into the column in a separate stream was determined based on the conditions for achieving a flow rate of non-condensable gases equal to 11.5 kg/h. The results of a numerical study are presented in Fig. 4 a–c.

Dependence of the yield of non-condensed gases on the flowing air for K40 a, K-56 b and K-92 c at various temperatures: 1—at a temperature of 10 °C; 2—at 13 °C; 3—at 16 °C; 4—at 19 °C; 5—at 22 °C; 6—at 25 °C
Thus, 0.6 kg/h of atmospheric air enters the K-40 column, 8.7 kg/h of K-56, and 0.8 kg/h to the K-92 column. Since the K-40 and K-92 columns are close in terms of their hardware and technology design, the flow of leaking gases turned out to be almost the same. Column K-56 has an additional lateral selection, therefore, the amount of leaking air is greater.
5 Defining the Arrangement of Reconstructed VOS
Thus, the total load on the VOS will be 9600 m3/hour of the mixture, which will mainly consist of air and water vapor. Despite the fact that it is supposed to use a vacuum column distillate as a service liquid for the liquid ring vacuum pump, the pump will not develop a residual suction pressure below 30 mmHg, therefore, the booster pump must be selected so that the compression ratio of the mixture is at least 10–12.
As the compression ratio increases, the volumetric capacity of the pump decreases. Since these data are a trade secret of manufacturers, for a preliminary assessment, you can take a margin of productivity of about 20–30% and assign a compression ratio of 12 and use these values to determine the required standard sizes of equipment.
The pairing conditions between the upstream booster pump and the LRVP will be determined by the temperature and condensation pressure of the annulus of the K-1 vacuum condenser. Therefore, to determine the size of the capacitor and the condensation conditions of the mixture, a numerical experiment was conducted in which the condensation temperature was changed. The results are shown in Fig. 5.

The output of non-condensed gases from the K-1 condenser and the characteristics of the LRVP depending on pressure: curves 1, 2, 3—the output of non-condensed gases at temperatures of 20, 24 and 28 °C, respectively; 1’, 2’ and 3’are the characteristics of the LRVP LPH 56320 at tsl = 18, 21, and 25 °C, respectively
From the graph, it follows that the minimum load on the VOS will be 300 m3/hour. To pump out such a quantity of medium, LRVP 65320 is suitable, the characteristics of which must be recounted under new conditions. On the computational model, LRVP was modeled per the provisions of [16]. The temperature of the evacuated gas was fixed in the model, and for each specific point of the capacitor characteristic (curves 1–3), the performance of the liquid ring vacuum pump was determined (curves 1’ – 3’). The points where these curves coincide are the mating points.
Thus, at the accepted condensation temperature in K−1, t = 20 °C and tsl = 18 °C, the characteristics mate at P = 30 mmHg. This means that the pump N-1 must provide compression of the mixture to P = 30 mmHg, and the compression ratio will be 10. However, to achieve these conditions, it is necessary to bring the “refrigerated” refrigerant to the VOS, which increases the capital and operating costs for the process of evacuating the system.
6 Feasibility Study
To achieve optimal technical and economic indicators, the standard size of the equipment was determined at point 2’’. Standard sizes of selected equipment are presented in Table 4.
Total in total for columns K-40, K-56, and K-90: formed: 0.6 m/h of chemically polluted effluents; 516 kg/h (0.35 Gcal hr) of medium pressure steam is consumed; circulating water −30 m3/hr.
The economic effect is planned to be obtained by eliminating the use of water vapor, reducing the consumption of recycled water, and eliminating the formation of chemically polluted effluents. The total energy consumption will be 38 kWh of electricity and 3 m3/hr of recycled water. The formation of CCC is absent.
With the accepted operating time of the installation of 8000 h, the costs for the existing VOS will be: steam −2 ,953 ,200 rubles/year; recycled water −357,600 rubles/year; electricity is absent; purification of chemically polluted effluents −55,248 rubles/year. The total cost of the VOS will be 3,366,048 rubles/year.
For the proposed VOS, the costs will be steam—none; recycled water—17,880 rubles/year; electricity—938 ,144 rubles/year; purification of chemically polluted effluents—none. The total cost of the VOS will be 956,024 rubles/year.
Thus, the economic effect of the introduction will be −2,410,024 rubles/year. Estimated capital expenditures will amount to 10 500 000 rubles. Then the payback period of the project will be 4.35 years.
7 Conclusion
The proposed reconstruction of the VOS unit for the separation of ethanolamines makes it possible to achieve significant savings using inexpensive energy resources, and the use of computer simulation tools can significantly increase the accuracy of calculations and select such standard sizes of equipment at which an acceptable payback period of the project is achieved. This research was funded by the Ministry of Science and Higher Education of the Russian Federation grant number 075-00315-20-01 «Energy saving processes of liquid mixtures separation for the recovery of industrial solvents»
Abbreviations
- CCC:
-
Chemically contaminating condensate
- MEA:
-
Monoethanolamine
- DEA:
-
Diethanolamine
- TEA:
-
Triethanolamine
- LRVP:
-
Liquid ring vacuum pump
- SEP:
-
Steam ejector pump
- VOS:
-
Vacuum overhead system
- UMP:
-
Universal modeling program
- P:
-
Pressure mm Hg
- T:
-
Temperature ℃
- V:
-
System volume, m3
- B, C:
-
Coefficients depending on the pressure inside the evacuated system
- W:
-
The amount of sucked air, kg/h
- *:
-
Calculated values
- N:
-
Initial
- K:
-
Is finite normal standardized
- sl:
-
Service liquid
References
Monostori, L.: Cyber-physical systems. In: Chatti, S., Tolio, T. (eds.) The International Academy for Production, CIRP Encyclopedia of Production Engineering. Springer, Berlin, Heidelberg (2018)
Vlasov, S.S., Shumikhin, A.G.: Models and algorithms for fuzzy control system of atmospheric block in atmospheric-and-vacuum distillation unit: design and analysis. Autom. Remote Control 73, 923–935 (2012). (https://doi.org/10.1134/S0005117912050189)
Osipov, E.V., Telyakov, E.S., Sadykov, K.S.: Optimal design process of a steam jet vacuum system for a hydrocracking unit. Chem. Petrol Eng. 52, 339–343 (2016)
Martin G.R., Lines J.R., Golden, S.W: Understand vacuum-system fundamentals. Hydrocarbon Processing, October 1994, pp. 1–7
Mangnal, K.: In: Mangnal, K. (ed.) Liquid Ring Vacuum Pumps Chemical Engineer. vol. 265. pp. 346–352 (1972)
Bannwarth, H.: In: Liquid Ring Vacuum Pumps, Compressors and Systems. pp. 487. Gundelfingen, Verlag (2005)
Nazarov, A.A., Ponikarov, S.I.: Gas-dynamic and heat-exchange processes in a facility for the vacuum dehydrogenation of hydrocarbons. Theor. Found. Chem. Eng. 53, 515–528 (2019). https://doi.org/10.1134/S0040579519040250
Moskalev, L.N., Ponikarov, S.I.: Use of a vortex-type contact condenser in absorption of methanol and formaldehyde from a contact gas. J. Eng. Phys. Thermophy 89, 1179–1185 (2016). https://doi.org/10.1007/s10891-016-1481-x7. 10; Telyakov E.S., Osipov E.V., Bugembe, D.: Reconstruct a vacuum column injector system using computer modeling–Part 1. In: Hydrocarbon Processing. vol. 97. №10. pp. 83–88 (2018)
Telyakov, E.S., Osipov, E.V., Bugembe, D.: Reconstruct a vacuum column injector system using computer modeling–Part 2. Hydrocarbon Processing. 97(11), 61–64 (2018)
Steam Jet Vacuum Pumps. Giproneftemash. M, pp. 129 (1965)
Liquid Ring Vacuum Pumps and Compressors: Technical Details and Fields of Application, Sterling Fluid Systems Group, Netherlands (2017)
Pfleiderer, C., Die Kresel, P.: VDI.-Verlag, pp. 327. Springer, Berlin (1955)
Grabow, G.: Determination of the internal shape of a ring of fluid in the liquid ring vacuum pumps and compressors. In: Grabov, G. (eds.). vol. 1. pp. 32–40. Pumpen und Verdichtez (1962)
Kamei, W.: Experiments on the fluid friction of a rotating disc with blades. In: Kamei, W. (ed.) Bulletin of JSME, vol. 5, № 17, pp. 49–57 (1962)
Kearton, W.J.: The influence of the number of impeller blades on the pressure generated in a centrifugal compressor and on its general performance. In: Kearton, W.J. (ed.) Proceedings of the Institute of Mechanical Engineers. vol. 124. pp. 481–568 (1933)
Linsi, U.: Experiments on radial compressors of turbocharges. Brown Boveri Rev. 52(3), 161–170 (1965)
Prager, R.: Operational conditions and application field of liquid machines. In: Proceedings 3rd conference fluid mechanics and fluid mach. pp. 469–475. Budapesht (1969)
Osipov, É.V., Telyakov, É.S., Latyipov, R.M., et al.: Influence of heat and mass exchange in a liquid ring vacuum pump on its working characteristics. J. Eng. Phys. Thermophy 92, 1055–1063 (2019). https://doi.org/10.1007/s10891-019-02020-7
Aviso, K.B., Dominic, F.: (ed.): Chemical engineering process simulation. Process Integr. Optim. Sustain 2, 301 (2018). https://doi.org/10.1007/s41660-018-0056-z
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this chapter

Cite this chapter
Osipov, E., Telyakov, E., Bugembe, D. (2021). Modeling of Vacuum Overhead System for Amine Mixtures Separation Unit. In: Kravets, A.G., Bolshakov, A.A., Shcherbakov, M. (eds) Cyber-Physical Systems: Design and Application for Industry 4.0. Studies in Systems, Decision and Control, vol 342. Springer, Cham. https://doi.org/10.1007/978-3-030-66081-9_12
Download citation
DOI: https://doi.org/10.1007/978-3-030-66081-9_12
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-66080-2
Online ISBN: 978-3-030-66081-9
eBook Packages: EngineeringEngineering (R0)