
Abstract
Advances in aerospace component manufacturing design are being achieved through the additive manufacturing (AM) technology. Variations in cyclic loads (i.e. variable amplitude fatigue) is a common phenomenon experienced by aerospace components during in-service use, hence the need for AM components to withstand fatigue failure under these conditions. This study has performed progressive strain amplitude fatigue tests at increasing strain ranges with the intent to capture the fatigue failure life, hardening/softening response, and fracture response of as-built direct metal laser sintered (DMLS) Stainless Steel GP1. Preliminary results indicate fatigue failure in specimens prior to reaching strain ranges where plasticity effects become more pronounced. Also, evident is variation in cyclic softening/hardening response to stabilization at elastic versus plastic strain ranges. Scanning electron microscopy was used to identify the precursors for fatigue crack initiation and propagation under progressive amplitude fatigue loading.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others
Keywords
Introduction
Additive manufacturing (AM) has shown to be advantageous for the aerospace industry because it allows for rapid prototyping and design flexibility, facilitating the manufacturing of complex geometries [1]. To date, studies have primarily investigated the axial, torsional, and rotating bending fatigue performance of AM stainless steel alloys [2,3,4,5,6]. It was determined that one of the major factors affecting fatigue life are defects directly related to the manufacturing process, such as voids and surface roughness [1,2,3, 7,8,9,10,11,12], resulting in fatigue life for AM specimens to be significantly less than for their wrought counterparts [2, 9,10,11,12,13]. These defects have been shown to be reduced by post-processing, positively impacting fatigue life [1, 2, 10,11,12].
During in-service operation, aerospace components are also subjected to variable amplitude (VA) fatigue loading conditions, necessitating the design of AM components to withstand these loading conditions [7, 14,15,16]. Unlike constant amplitude fatigue, where all load cycles are identical, in VA fatigue, load amplitudes and/or mean stresses may change at regular intervals, impacting both fatigue crack growth and cyclic plasticity [17, 18]. Tensile mean stress overloads in VA have been shown to contribute to fracture [17]. Variable amplitude fatigue performance has been reported for additively manufactured Ti-6Al-4V and stainless steel 15-5PH [7, 14]. An investigation into the variable amplitude fatigue performance of laser sintered versus electron beam melted (EBM) as-built Ti-6Al-4V has revealed that the rough surface contributed to a lower fatigue strength for this material [7]. It was further shown that the cumulative damage approach produced similar findings between the predicted and experimental VA life of this alloy [7]. A comparison between the predicted fatigue cycles under the cumulative damage approach versus experimental testing has been reported for laser-based powder bed fusion produced 15-5 PH stainless steel parts, under both zero and tensile mean stresses [14]. Multiple crack initiation sites were reported for VA under tensile mean stress as opposed to zero mean stress, for which a distinct crack initiation site was observed [14].
The proposed study is unique in that it provides preliminary findings into the progressive amplitude fatigue performance of additively manufactured stainless steel (SS) GP1, which has a chemical composition similar to stainless steel 17-4PH [19], but varies in mechanical performance as reported in other studies [20,21,22]. Progressive strain amplitude fatigue tests are performed at increasing strain ranges for as-built direct metal laser sintered (DMLS) SS GP1, in order determine its fatigue failure life, hardening/softening response, and identify the role of AM induced defects on the resulting fatigue fracture response.
Experimental Design
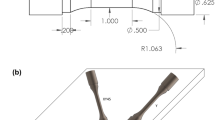
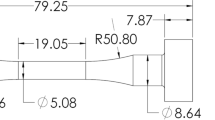
To assess the progressive amplitude fatigue performance of as-built additively manufactured stainless steel (SS) GP1, specimens of horizontal build orientation (X, Y, and XY45) were manufactured using the EOS M280 direct metal laser sintering (DMLS) system in a nitrogen environment with a layer thickness of 20 μm. EOS-optimized processing parameters were used to manufacture the specimen design shown in Fig. 1, which were not subject to heat-treatment. The as-built specimens boxed support structure were removed with conventional hand tools, and the gripping sections of the specimens were machined from the manufactured diameter of 0.625 in to 0.5 in prior to progressive amplitude fatigue testing. Further details regarding specimen preparation prior to fatigue testing can be found in [6].

Progressive strain amplitude fatigue testing was performed to assess the increase in strain range (elasticity, equivalent amounts of elasticity and plasticity, and plasticity) on crack initiation/propagation in as-built AM test specimens [6]. Strain-control progressive amplitude fatigue tests (Rε = −1) were performed using the MTS LandMark 793 servohydraulic system at room temperature with a strain rate of 10−3 (mm/mm/s) and sampling rate of 25 Hz [6]. In an effort to identify the cyclic stress–strain response of DMLS SS GP1, testing was performed at strain ranges of Δε = 0.6%, Δε = 0.8%, Δε = 1.0%, Δε = 1.2%, and Δε = 1.4%, as shown in Fig. 1. Testing was performed for a set number of cycles (~100) at each strain range, which was identified from preliminary testing to approximately achieve stabilization of hysteresis loops at each strain range. In addition to determining the total fatigue failure life, hardening/softening response at each strain range, hysteresis deformation response, and fracture mechanics under progressive amplitude fatigue conditions were explored. The Hitachi SU 3500 scanning electron microscope (SEM) was used to characterize the fracture surfaces (i.e. crack initiation and propagation) of DMLS SS GP1 samples due to progressive amplitude fatigue loading conditions, including defects at the microstructural level contributing to observed fracture response. The sample was mounted onto a 51 mm specimen stub, using double-sided conductive adhesive tape [23], and imaged using secondary electron (SE) mode at varying magnifications. The resulting fracture surfaces and associated key features observed are presented and discussed in the results and discussion section.
Results and Discussion
Progressive amplitude fatigue cycling of DMLS stainless steel GP1 specimens resulted in the following stress–life plot shown in Fig. 2. Given that the specimens were manufactured in the horizontal build orientation (X, Y or XY45), the progressive amplitude fatigue response at each strain range is similar. Hence, suggesting that manufacturing at build orientations in the horizontal plane plays a limited role in impacting progressive amplitude fatigue performance. Also, evident from Fig. 2 is the presence of hardening and softening within each strain range. At a highly elastic strain range of Δε = 0.6%, softening is evident to stabilization. However, at strain ranges where plasticity is more pronounced or equivalent amounts of elasticity and plasticity are present (i.e. Δε = 1.0% and Δε = 1.2%), cyclic hardening is observed to stabilization. The rate of cyclic hardening appears to increase with strain range. This may suggest that at strain ranges where plasticity effects become more pronounced, the hardening behavior may be attributed to a strain-induced austenite to martensite phase transformation, as suggested in other studies on additively manufactured stainless steel 17-4PH [2, 6]. Future work through x-ray diffraction techniques will be used to capture phase transformations to confirm this finding.

Stress–life of as-built DMLS SS GP1, of varying build orientation, under progressive amplitude fatigue testing from Δε = 0.6% to Δε = 1.4%. (Color figure online)
An assessment of fatigue life under progressive amplitude fatigue loading is also captured in Fig. 2. Here, it is evident that all specimens regardless of build orientation in the xy plane fractured at a strain range of Δε = 1.4%. On average, specimens fractured after approximately 416 cycles, after cycling for 100 cycles at strain ranges of Δε = 0.6%, Δε = 0.8%, Δε = 1.0%, and Δε = 1.2%. The increase in strain range, in which plasticity effects became more pronounced, is suggested to accelerate fatigue crack growth resulting in specimen failure upon reaching a strain range of Δε = 1.4%. It is suggested that defects at the microstructural level, such as the as-built surface roughness, contributed to fatigue crack initiation and accelerated crack propagation. This is further explored through SEM micrographic imaging. Nevertheless, it would appear that progressive amplitude fatigue testing is detrimental to the life of as-built DMLS SS GP1 manufactured in the horizontal build plane [6]; however, as these results are based upon a small sample size, future work will be done to confirm these findings.
An analysis of the fracture surface of DMLS SS GP1 through scanning electron microscopy (SEM) is presented in Fig. 3. The overall fracture surface reveals multiple crack initiation sites near the surface and evidence of striation patterns indicating fatigue crack propagation. Internal defects, such as regions of powder particles and lack of fusion, can also be observed from the SEM micrograph images. This has been shown in recent studies on additively manufactured Ti-6Al-4V and SS 15-5PH subject to variable amplitude fatigue loading as well [7, 14]. Overall, fatigue cracks under progressive amplitude fatigue loading have been found to initiate at un-melted powder particles near the as-built rough surface.

a Complete fracture surface, b crack initiation site at un-melted powder particles near surface, c and d presence of un-melted powder particles and regions of lack of fusion. (Color figure online)
To further evaluate the cyclic deformation response of DMLS SS GP1 under progressive amplitude fatigue loading, the first and stabilized cycles at each strain range are presented in Fig. 4. Since findings across build orientation in the xy plane were similar, as discussed earlier, the hysteresis curves presented are only for the (Y) build orientation. As stabilization occurred after cycling at ~ 100 cycles for each strain range, the last cycle prior to increase in strain range has been considered as the stabilized cycle within these plots. Given that all specimens failed under cycling at a strain range of Δε = 1.4%, the hysteresis curves for the first and stabilized cycles are plotted up to a strain range of Δε = 1.2%. An analysis of the hysteresis curves reveals minimum plastic strain range as compared with elastic strain range. A compressive mean stress is also evident from the plots. Evident from both the stress–life plots and analysis of hysteresis curves is cyclic softening at Δε = 0.6% and slight cyclic hardening at Δε = 0.8%, following by considerable cyclic hardening at Δε = 1.0 and 1.2%.

Hysteresis deformation response (first cycle and stabilized cycle) at each strain range, a Δε = 0.6%, b Δε = 0.8%, c Δε = 1.0%, and d Δε = 1.2%. (Color figure online)
Conclusions and Future Work
This study has investigated the role of progressive strain amplitude fatigue on the life, softening/hardening response, and fracture response of DMLS SS GP1. Specimens were subject to cycling at strain ranges of Δε = 0.6% to Δε = 1.4%, under completed reversed (Rε = −1) conditions, from which the following conclusions were drawn:
-
At strain ranges where plasticity is more pronounced or equivalent amounts of elasticity and plasticity are present (i.e. Δε = 1.0% and Δε = 1.2%), cyclic hardening is observed to stabilization. The rate of cyclic hardening appears to increase with strain range. Cyclic softening is observed at a strain range of Δε = 0.6%.
-
When subject to progressive strain amplitude fatigue loading, from Δε = 0.6% to Δε = 1.4%, for 100 cycles at each strain range, DMLS SS GP1 manufactured in the horizontal build plane is found to fracture during cycling at a strain range of Δε = 1.4%.
-
Specimens manufactured in the horizontal build plane (X, Y and XY45 build orientations) yielded similar performance under progressive amplitude fatigue testing.
-
SEM micrographic images reveal multiple fatigue cracks initiating at regions of un-melted powder particles near the as-built rough surface.
Future work will explore the role of build orientation on the progressive amplitude fatigue performance of DMLS SS GP1, providing insight into the variation in cyclic stress–strain curve with build orientation.
References
Frazier WE (2014) Metal additive manufacturing: a review. J Mater Eng Perform 23:1917–1928. https://doi.org/10.1007/s11665-014-0958-z
Yahollahi A, Shansaei N, Thompson S, Elwany A, Bian L (2017) Effects of building orientation and heat treatment on fatigue behavior of selective laser melted 17-4 PH stainless steel. Int J Fatigue 94:218–235. https://doi.org/10.1016/j.ijfatigue.2016.03.014
Yu C, Zhang P, Zhang Z, Liu W (2020) Microstructure and fatigue behavior of laser-powder bed fusion austenitic stainless steel. J Mater Sci Technol 46:191–200. https://doi.org/10.1016/j.jmst.2019.08.047
Ochi Y, Matsumura T, Masaki K, Yoshida S (2002) High-cycle rotating bending fatigue property in very long-life regime of high-strength steels. Fatigue Fract Eng Mater Struct 25:823–830. https://doi.org/10.1046/j.1460-2695.2002.00575.x
Siddiqui SF, Irmak F, Fasoro AA, Gordon AP (2020) Torsional fatigue failure of additively manufactured stainless steel of reduced specimen size. JOM 72:440–447. https://doi.org/10.1007/s11837-019-03842-9
Siddiqui SF (2018) Characterization of anisotropic mechanical performance of as-built additively manufactured metals, Ph.D. Dissertation, University of Central Florida
Kahlin M, Ansell H, Moverare J (2017) Fatigue behavior of additive manufactured Ti6Al4V, with as-built surfaces, exposed to variable amplitude loading. Int J Fatigue 103:353–362. https://doi.org/10.1016/j.ijfatigue.2017.06.023
Yadollahi A, Shamsaei N (2017) Additive manufacturing of fatigue resistant materials: challenges and opportunities. Int J Fatigue 98:14–31. https://doi.org/10.1016/j.ijfatigue.2017.01.001
Yadollahi A, Shamsaei N, Thompson SM, Elwany A, Bian L, Mahmoudi M (2015) Fatigue behavior of selective laser melted 17–4 PH Stainless Steel
Bajaj P, Hariharan A, Kini A, Kürnsteiner P, Raabe D, Jagle EA (2019) Steels in additive manufacturing: a review of their microstructure and properties. Mater Sci Eng 772. https://doi.org/10.1016/j.msea.2019.138633
Yusuf SM, Cutler S, Gao N (2019) Review: the impact of metal additive manufacturing on the aerospace industry. Metals 9. https://doi.org/10.3390/met9121286
Carneiro L, Jalalahmadi B, Ashtekar A, Jiang Y (2019) Cyclic deformation and fatigue behavior of additively manufactured 17–4 PH stainless steel. Int J Fatigue 123:22–30. https://doi.org/10.1016/j.ijfatigue.2019.02.006
Rack HJ, Kalish D (1974) The strength, fracture toughness, and low cycle fatigue behavior of 17-4 PH stainless steel. Metall Mater Trans 5:1595–1605. https://doi.org/10.1007/BF02646331
Sarkar S, Kumar CS, Nath AK (2018) Investigation on the mode of failures and fatigue life of laser-based powder bed fusion produced stainless steel parts under variable amplitude loading conditions. Add Manuf. https://doi.org/10.1016/j.addma.2018.10.044
Schijve Jaap (2009) Fatigue under variable-amplitude loading. Fatigue of structures and materials. Springer, Dordrecht, pp 296–297
Kardomateas GA, Geubelle PH (2010) Fatigue and fracture mechanics in aerospace structures. Encycl Aerosp Eng 3. https://doi.org/10.1002/9780470686652.eae142
Marquis GB (2011) Fatigue assessment methods for variable amplitude loading of welded structures. In: Fracture and fatigue of welded joints and structures. pp 208–238. https://doi.org/10.1533/9780857092502.2.208
Pommier S (2003) Cyclic plasticity and variable amplitude fatigue. Int J Fatigue 25:983–997. https://doi.org/10.1016/S0142-1123(03)00137-3
EOS GmbH-Electro Optical Systems. Material Data Sheet: EOS Stainless Steel GP1 for EOSINT M 270. 1–5
Siddiqui SF, Fasoro AA, Cole C, Gordon AP (2019) Mechanical characterization and modeling of direct metal laser sintered stainless steel GP1, J Eng Mater Technol 141(3)
Facchini L, Vicente N, Lonardelli I, Magalini E, Robotti P, Molinari A (2010) Metastable austenite in 17-4 precipitation-hardening stainless steel produced by selective laser melting. Adv Eng Mater 12(3):184–188
Luecke WE, Slotwinski JA (2014) Mechanical properties of austenitic stainless steel made by additive manufacturing. J Res Natl Inst Stand Technol 119:398–418
Hitachi High-Technologies Corporations (2014) Model SU3500 Scanning Electron Microscope: Easy operation guide, Japan
Acknowledgements
The authors would like to thank Dr. Abiodun A. Fasoro for additively manufacturing the Stainless Steel GP1 specimens used in this study. DMLS manufacturing of specimens was carried out using the EOS M280 system in the Manufacturing Engineering Department at Central State University.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2021 The Minerals, Metals & Materials Society
About this paper

Cite this paper
Siddiqui, S.F., Rivera, K., Ruiz-Candelario, I., Gordon, A.P. (2021). Progressive Amplitude Fatigue Performance of Additively Manufactured Stainless Steel Superalloy. In: TMS 2021 150th Annual Meeting & Exhibition Supplemental Proceedings. The Minerals, Metals & Materials Series. Springer, Cham. https://doi.org/10.1007/978-3-030-65261-6_10
Download citation
DOI: https://doi.org/10.1007/978-3-030-65261-6_10
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-65260-9
Online ISBN: 978-3-030-65261-6
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)