
Abstract
As additive manufacturing advances towards use in structural applications which can also include fatigue-critical parts, the process–structure–property relationships must be fully characterized. Currently, most additive manufactured components go through extensive postprocessing including heat treatment to improve their microstructure and resulting fatigue performance. In this study, the effect of stress relief and solution annealing on the tensile and fatigue performance in force- and strain-controlled conditions was investigated. The results reveal that, while the strain–life fatigue behavior was not significantly affected by heat treatment, stress-relieved specimens showed remarkable enhanced stress–life fatigue resistance. Microstructural analysis suggested that the as-fabricated microstructure was beneficial to enhance the crack initiation resistance by shielding process-induced defects from excessive deformation. However, after solution annealing, the crack initiation mechanism shifted from nucleating at twin and high-angle grain boundaries to defects such as lack of fusion and gas-entrapped pores, negatively affecting the fatigue resistance.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Additive manufacturing of parts for end use in fatigue-critical applications is currently limited by the presence of processed-induced defects which act as early-life crack initiation sites.1,2,3,–4 These defects are particularly detrimental in the high-cycle fatigue (HCF) regime, where the majority of the fatigue life is spent nucleating a fatigue crack. To date, much related research has focused on better understanding of the role of processed-induced defects in the fatigue resistance of many alloy systems commonly used in additive manufacturing.5,6,7,–8 To overcome the detrimental effects of these defects in additively manufactured (AM) materials, researchers have used heat treatments optimized towards such materials to improve their as-fabricated microstructure or hot isostatic pressing (HIP) to reduce the defect size, with varying degrees of success.9,10,11,–12
For AM austenitic stainless steels, several studies have reported fatigue properties similar to those observed for wrought counterparts, while others have reported lower fatigue performance. Riemer et al.13 showed that laser beam powder bed fused (LB-PBF) 316L stainless steel (316LSS) could exhibit fatigue limits comparable to traditionally processed counterparts without the need for postprocess heat treatments. Leuders et al.14 showed that HIPing 316LSS reduced its ultimate tensile stress (UTS) and low-cycle fatigue (LCF) strength but only produced limited improvements in the HCF regime. Shrestha et al.15 reported lower fatigue strength as compared with the wrought counterpart, which was linked to the presence of large lack of fusion (LoF)-type defects, as also reported by Liverani et al.16
These contrasting results suggest a competition between microstructure and processed-induced defects that can be particularly evident after postprocess heat treatments. Previous work on wrought austenitic stainless steels revealed that, after annealing, twin boundaries (Σ3-TBs) and high-angle grain boundaries (HAGBs) are susceptible to crack initiation in the intermediate to HCF regime.17,18,19,20,–21 Pegues et al.22 showed that LB-PBF 304L stainless steel (304LSS) in the stress-relieved condition exhibited improved fatigue resistance compared with its wrought counterpart in both the LCF and HCF regimes. This improved fatigue performance was related to the microstructure evolution and reduced Σ3-TB and HAGB densities with respect to traditional wrought materials. Due to their susceptibility to grain boundary sensitization at elevated working temperatures, austenitic stainless steels are typically supplied in cold-worked and solution-annealed condition. For LB-PBF processes, however, austenitic stainless steels can be fabricated in the desired shape without the need for cold working and subsequent solution annealing.
The aim of the work presented herein is to improve understanding of the process–structure–property (PSP) relationships of an LB-PBF 304LSS alloy, targeting the effect of postprocess heat treatment on the fatigue resistance. These cause–effect relationships between the microstructure and mechanical performance are critical to understand how additive manufacturing can be leveraged to fabricate parts with improved mechanical performance and reliability for use in load-bearing, safety–critical applications.
Experimental Procedures
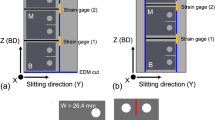
Square rod specimens were fabricated using an EOS M290 with the parameters outlined in Table I. Two separate builds were fabricated, containing either horizontal or vertical specimen blanks. Due to the high (height-to-width) aspect ratio of the specimen blanks, the process parameters for the vertical specimens were adjusted to include a lower scan speed and were fabricated using a carbon fiber rake to prevent build failure. The specimen blanks were machined down to cylindrical uniform gage fatigue (UGF) specimens following ASTM E606.23 Additionally, four horizontal specimens were machined down to nonstandard square gage fatigue (SGF) specimens as described elsewhere 24 in order to track fatigue crack initiation (FCI), including nucleation and microstructurally short crack growth. Figure 1 depicts the orientation of the specimen blanks and fatigue test specimen types taken from the blanks. In this image, the z-axis is parallel to the build direction while the x-axis is parallel to the rake direction and the y-axis is parallel to the gas flow direction.

Orientation of machining blanks and specimen types to be machined, with V/H indicating the vertical or horizontal direction and SR/SA indicating stress relief/solution anneal
The UGF specimen geometry was used for quasistatic tensile tests, strain-controlled fatigue tests, and force-controlled fatigue tests. Under force-controlled fatigue testing, the E606 23 geometry deviates from the suggested E466 25 shoulder radius for force-controlled fatigue testing, but the extreme ductility of 304LSS results in less sensitivity to this dimension, as pointed out in E466.25
The UGF specimens were separated into three groups: horizontal stress relieved (H-SR), vertical stress relieved (V-SR), and vertical solution annealed (V-SA). The H-SR and V-SR samples were stress relieved at 400°C for 1 h and furnace cooled, while the V-SA specimens were solution annealed at 1040°C for 1 h followed by water quenching. All heat treatments were performed after machining to the final dimensions followed by removal of the outer surface by hand grinding and polishing in the longitudinal direction of the specimens. The final polishing step resulted in near-mirror surface finishes with mean surface roughness (Ra) less than 1 μm.
The horizontally built SGF specimens were either stress relieved (H-SR) or solution annealed (H-SA) following the procedures outlined for the UGF specimens. These specimens were also hand ground and polished in the longitudinal direction followed by electropolishing using the Struers A2 procedure/recipe. This extra polishing step was performed to create a pristine surface to obtain electron backscatter diffraction (EBSD) maps and monitor the effects of the microstructure on the fatigue crack initiation.
All mechanical testing was performed on an MTS servohydraulic load frame with 100-kN capacity. Strain-controlled quasistatic tensile tests were performed at strain rate of 0.001/s up to 4.5% strain, after which the extensometer was removed and the test was continued under displacement control until failure at a displacement rate of 0.0125 mm/s. Before testing, extensometer knife edges were inscribed on the specimens to measure the elongation after breakage for each specimen. The strain after removal of the extensometer was estimated from the incremental changes in displacement according to the linear variable displacement transducer (LVDT). The strain estimated using the LVDT was applied to determine the shape of the resulting stress–strain curve after removal of the extensometer at 4.5% up to the elongation after breakage measured from the inscribed gage marks.
Fatigue tests were conducted under either force- or strain-controlled conditions. Frequencies were adjusted to give similar average cyclic force/strain rates for all stress/strain levels. Strain-controlled tests were conducted until an approximate 40% drop in peak force beginning after 1000 fatigue cycles. The specimens were then mechanically separated after the extensometer had been removed. Force-controlled fatigue tests were conducted with the extensometer attached until the estimated half-life of the specimen. After removal of the extensometer, the tests were continued to final rupture.
Microstructure
The as-built microstructure of the LB-PBF material consisted of columnar-type grains extending along the build direction, as depicted in the microstructure cube in Fig. 2 (not to scale). The number fractions of grain boundaries in the plane perpendicular (xy-plane) and parallel (xz-plane) to the build direction are shown as histograms in Fig. 2, revealing a similar morphology in the two planes. The grain boundary characterization charts show a high density of low-angle grain boundaries (LAGBs) and low density of high-angle grain boundaries (HAGBs). Interestingly, the Σ3-TB density was very low for LB-PBF 304LSS, in stark contrast to what is typically observed for the wrought material.20

Representative microstructure for stress-relieved condition, showing grain boundary misorientation densities in the (a) xy-plane and (b) xz-plane, and (c) columnar grains in z-direction
The effect of heat treatment on the average grain size in the planes both perpendicular (⊥) and parallel (//) to the build direction is illustrated in Table II, revealing slight increases in grain size for the SA condition, as expected after solution annealing at a soak temperature of 1040°C, which is well below the recrystallization temperature and at the low end of the grain growth regime. Interestingly, despite the columnar grain structure, those in the plane parallel to the build direction were not measured to be significantly larger than those in the plane perpendicular to the build direction. This is most likely due the high density of LAGBs, such that the average grain size for the parallel faces approaches a value similar to that for the perpendicular faces.
Kernel average orientation (KAM) maps for a horizontally fabricated stress relieved (H-SR) specimen and a horizontally fabricated solution annealed (H-SA) specimen, both perpendicular to the build direction, are shown in Fig. 3. The KAM map compares the orientation of each kernel in the grain with the kernel at the center of the grain, thus providing an indication of the strain gradients and subgrain structures within the grains.26 The subgrain boundaries can be observed as thin green lines related to sudden, very slight changes in misorientation associated with these types of boundaries. More gradual changes in misorientation are indicative of strain gradients present in the grain requiring geometrically necessary dislocations (GND) to accommodate the lattice strain within the grain. Both subgrain boundaries and GNDs can restrict the movement of statistically stored dislocations (SSDs) and affect the mechanical performance and crack nucleation of a material.

Kernel average misorientation maps for surface perpendicular to build direction of (a) stress-relieved (SR-H) and (b) solution-annealed (SA-H) horizontally fabricated specimens
The charts on the left side of Fig. 3 show the distribution of these misorientations with higher values of KAM, indicating greater variation within the grains, which is also observed in the color maps to the right. The decrease in the KAM values for the H-SA condition indicates that significant growth of subgrain boundaries occurred along with a reduction in the strain gradient and ultimately the GND structure during the applied SA treatment. The reduction in strain gradients and subgrain boundaries can be observed in the KAM maps, where many of the grains show larger areas of blue, indicating much lower variation within those grains. These observations along with the measured grain sizes reported in Table II suggest that the slight change in grain size for the H-SA condition can be attributed to the growth of the LAGBs and subgrain boundaries, which would be expected to have higher velocities compared with HAGBs.27
Deformation Behavior
Quasistatic Tensile
The stress–strain behavior for all the AM conditions compared with the wrought condition is shown in Fig. 4. In the wrought condition, the constitutive stress–strain relationship is characterized by remarkable toughness, as indicated by a moderate yield strength followed by considerable strain hardening, leading to high ultimate tensile strength (UTS) and exceptional uniform elongation strain up to necking. The AM SR sample showed tensile behavior similar to the wrought material, albeit with slightly higher yield stress and elongation to failure and slightly lower strain hardening rate and UTS. Surprisingly, the AM SA sample exhibited much lower yield strength and UTS as well as much higher elongation to failure than the other conditions. The toughness of the AM 304LSS material is expected to reduce its sensitivity to processed-induced defects and is responsible for the improved fatigue performance reported elsewhere.22

Quasistatic tensile behavior for wrought (WR), additive manufactured (AM) stress-relieved (SR), and AM solution-annealed (SA) conditions
Cyclic Deformation Behavior
The strain–life (ε–N) and stress–life (σ–N) fatigue results for the UGF specimens in all the studied conditions are shown in Fig. 5. The strain–life fatigue behavior was very similar for all conditions with the exception of the LCF regime, where the LB-PBF material in both SR and SA conditions exhibited slightly better fatigue performance as compared with the wrought counterpart. In the HCF regime, which is typically dominated by the presence of defects, both of the AM conditions showed fatigue lives in the range observed for the wrought material. However, note that, at εa = 0.2%, the SA-V test failed before 106 cycles (2Nf = 2 × 106 reversals), while the other conditions were suspended after exceeding 106 cycles as runout tests. These results suggest that, despite the presence of porosity in the additively manufactured materials, the microstructure of AM 304LSS plays a significant role in delaying the crack initiation behavior.22

(a) Strain–life and (b) stress–life fatigue data for all conditions
The stress–life behavior, on the other hand, showed improved fatigue resistance for both the AM H-SR and V-SR conditions and lower fatigue resistance for the AM V-SA condition compared with the wrought material. The AM H-SR and V-SR conditions exhibited runout at stress amplitudes up to 375 MPa, while at the same stress amplitude, the AM V-SA condition only reached approximately 2000 cycles. This degradation in the σ–N behavior is interesting considering the small changes in microstructure observed for the H-SA condition, suggesting that a change in failure mechanism may be responsible for this discrepancy in performance.
The cyclic stress–strain behavior of 304LSS is complex, showing various stages of deformation behavior, as illustrated by the stress amplitude versus cycles plots at the top of Fig. 6. Under the strain-controlled condition, three stages of deformation are generally observed for 304LSS in both wrought and AM state: initial work hardening, cyclic softening, and secondary hardening.20,28 While all the different conditions showed similar trends in these deformation stages, the H-SR condition required greater stress to reach the desired constant strain amplitude than either the wrought or SA condition.

Deformation behavior and associated hysteresis loops for the cycle indicated by an arrow for strain-controlled tests at (a) εa = 0.35% and (b) εa = 0.75%
The hysteresis loops at the end of the cyclic softening stage, presented in the lower portion of Fig. 6, show that, for both HCF and LCF conditions, the AM H-SR exhibited less plastic deformation occurring for each cycle despite its higher stress response. Accordingly, the cyclic yield strength in the AM H-SR condition (σy′ = 424 MPa) was higher than that in the wrought (σy′ = 334 MPa) or AM V-SA (σy′ = 347 MPa) condition. The higher cyclic yield strength and less cyclic plastic deformation observed for AM H-SR are related to the finer subgrains and GND structure, as indicated by the higher KAM values discussed above. Interestingly, the V-SA sample exhibited cyclic yield strength similar to the wrought material despite having much finer grain sizes, suggesting that the subgrains and dislocation structure have a greater influence on the cyclic yield strength than the grain size. Interestingly, regardless of the differences in stress response and plastic deformation, all conditions exhibited similar cycles to failure (i.e., fatigue life).
Crack Initiation
Fractography
The fracture surfaces of the LB-PBF materials also revealed some interesting behavior that differed between the various heat-treated conditions. Interestingly, while some cracks were found to initiate at LoF or gas-entrapped pores, a number of others initiated at the surface without the presence of typical additive manufacturing defects. Figure 7 compares several fracture surfaces from force-controlled fatigue tests for each AM condition. The main observation from these fracture surfaces is the tendency for a dominant crack to initiate at the surface then propagate approximately 60% to 70% through the cross-sectional area before final rupture. The final fracture of the material occurs in the ductile tearing mode, leaving behind a clear crack propagation path and a significant plastic deformation shear lip at the final fracture location.

Fracture surfaces from several force-controlled fatigue tests for (a) AM V-SR condition at σa = 400 MPa, (b) AM H-SR condition at σa = 400 MPa, (c) AM H-SR condition at σa = 375 MPa, and (d) AM V-SA condition at σa = 375 MPa
Another interesting observation that can be made from Fig. 7 is that, for the AM V-SA condition, several secondary cracks can be observed on the fracture surface. Upon closer inspection, these secondary cracks were found to occur mostly at small defects and coalesce with the dominant crack as it propagated through the cross-section. Interestingly, strain-controlled cycling tests resulted in extensive secondary cracking on the fracture surface, while tests under force control produced fewer secondary cracks. While some AM SR specimens showed some secondary cracking on the fracture surface, their prevalence was much lower than what was observed for AM SA specimens.
A higher propensity for crack initiation at processed-induced defects was observed in strain-controlled tests as compared to the force controlled tests. Despite cracks initiating at large defects such as LoF or gas-entrapped pores near the surface, the fatigue life was ultimately not affected to the extent observed for other additively manufactured materials. This observation suggests that other mechanisms such as crack growth or deformation may be influencing the ε–N fatigue behavior, minimizing the effect of the initiation feature type.
Secondary Cracks
To better understand the crack initiation behavior of the AM UGF specimens in the SR and SA conditions, the gage sections of several tested specimens were removed and sectioned longitudinally to collect EBSD maps of cracked or uncracked defects. Such comparison between conditions that promote crack initiation at defects versus microstructural features is essential to understand the effects of heat treatment. Figure 8 shows a representation of secondary cracks observed for the AM V-SA condition, where the loading direction is horizontal in the image. Both cracks show deformation-induced martensitic transformation (DIMT) occurring around them, as indicated by the green α′-body-centered cubic (BCC) phase. It is unclear whether DIMT is a prerequisite for crack initiation or rather develops due to the presence of the crack and the corresponding plastic zone at the crack tip. The KAM map for each crack is also shown at the bottom of Fig. 8, revealing relatively low KAM values in the austenite γ-face-centered cubic (FCC) structure. It is interesting to note that, in the DIMT (α′-BCC) zones, the KAM values are observably higher, which would be expected due to the increase in volume during the diffusionless FCC → BCC transformation.

Representative EBSD maps showing inverse pole figure (IPF, top), phase (middle), and KAM map (top) at secondary cracks initiating from defects for AM V-SA specimens tested at (a) εa = 0.75% and (b) εa = 0.2%; loading direction is horizontal in the figure
Similar analysis was performed on defects present in the AM H-SR condition and is shown in Fig. 9. In these cases, however, secondary cracks did not develop from these defects, despite their similar size and sharp features. For the AM H-SR specimens under strain control at εa = 1.0% (Fig. 9a), DIMT was present throughout the microstructure as well as at the defect itself. This contrasts with the AM H-SR condition under force-controlled loading at σa = 400 MPa (Fig. 9b), where little to no DIMT was present. Comparing these KAM results with those for the AM V-SA specimens in Fig. 8, there appears to be a substantial number of subgrains and strain gradients throughout the microstructure and surrounding the defects in the AM H-SR specimens. The presence of these subgrain boundaries and the associated GNDs from the strain gradients would be expected to limit the motion of SSDs. It can thus be concluded that this microstructure morphology is beneficial to limit long range dislocation motion and enhance crack initiation resistance at processed-induced defects.

Representative EBSD maps showing IPF (top), phase (middle), and KAM map (top) at defects in AM H-SR specimens tested at (a) εa = 1.0% and (b) σa = 330 MPa; loading direction is horizontal in the figure
Ex Situ Crack Initiation
Force-controlled fatigue tests were conducted on both AM H-SR and H-SA SGF specimens at a stress amplitude of σa = 330 MPa, which produced runouts 106 cycles for the AM H-SR and V-SA UGF samples (no H-SA UGF samples were tested). While one of the AM V-SA specimens reached 106 cycles at σa = 330 MPa, the other two samples failed at this stress level before reaching 105 cycles. This type of scatter is typical for materials in which defects play a significant role in crack initiation and suggests that crack initiation at defects may be the leading cause of the lower fatigue resistance of the AM V-SA specimens.
Figure 10 compares typical cracks that initiated in both AM H-SR and H-SA specimens along with the corresponding phase and KAM maps, with the loading direction horizontal in the image. The H-SR specimen exhibited cracks initiating from HAGBs and Σ3-TBs, such as that seen in Fig. 10a. The KAM map showed a lower average value compared with that observed by post mortem defect analysis for the SR condition discussed in Fig. 9, most likely due to the fewer grains analyzed in Fig. 10. This Σ3-TB crack was first observed at 100,000 cycles with a length of approximately 60 μm, and after an additional 200,000 cycles, the crack was still in the range of 60 μm, as seen in Fig. 10a. Despite the large number of additional cycles applied, the crack did not propagate outside of the initiating grain and apparently remained pinned by the adjacent grain boundaries. Similar observations of crack initiation at Σ3-TBs/HAGBs with little to no crack propagation after additional fatigue cycles were made for other fatigue cracks in the H-SR SGF specimens.

Representative EBSD maps showing IPF (top), phase (middle), and KAM map (top) for fatigue cracks for (a) H-SR sample tested at σa = 330 MPa and (b) H-SA sample tested at σa = 330 MPa; loading direction is horizontal in the figure
In contrast to the AM H-SR SGF specimens, the AM H-SA SGF specimens showed numerous cracks initiating from defects, such as the example seen in Fig. 10b, in agreement with the observations made for V-SA secondary cracks in Fig. 8. Similar to the V-SA UGF specimens discussed above, the H-SA SGF specimens showed fewer subgrain boundaries and less variation throughout the grains, as evident from the KAM maps in Fig. 10. Additionally, at 82,000 cycles, the crack had propagated most of the way through four additional grains rather than being pinned within the initiating grain as observed for the H-SR condition. While the crack in this H-SA SGF specimen remained relatively short at 82,000 cycles (21.3 μm) compared with the crack in the H-SR SGF specimen observed at 300,000 cycles, a plastic zone developed ahead of the crack tip, as is evident from the diagonal shear deformation lines and DIMT surrounding much of the crack.
Conclusion
The increased prevalence of crack initiation at pores and the lower KAM values for the SA specimens suggest that the reduction of the fine subgrain structure and strain gradients essentially increased the susceptibility to crack initiation at pores. During annealing, these low-angle grain boundaries grew much more rapidly than the HAGBs, such that, on the larger scale, the grain size did not change significantly. However, the results presented herein suggest that the underlying subgrain structure has a greater influence on the fatigue strength of AM 304LSS and is sensitive to high temperature solution annealing. While wrought 304LSS has been shown to be highly sensitive to crack initiation at HAGB/Σ3-TB microstructural features, the resulting microstructure of LB-PBF 304LSS showed fewer such features, as is evident from the very low density of grain boundaries with angles greater than 45° in Fig. 2.
This shift in crack initiation from microstructure to process-induced defects was found to detrimentally affect the stress–life fatigue behavior but surprisingly had little to no effect on the strain–life fatigue behavior. This observation suggests that, under strain-controlled conditions, there are competing mechanisms which minimize the effect of crack initiation at defects and result in similar fatigue performance for all conditions. One such explanation for the similar fatigue lives despite the different crack initiation mechanisms might be the crack growth behavior, which could also be influenced by the slight differences in microstructure. The crack growth effects may not be as apparent in the force-controlled tests due to the destabilizing nature of the crack as it grows in size and the associated cyclic deformation, which becomes unbounded. Under strain-controlled conditions, however, the deformation is strictly limited during each cycle, thus the crack remains stable throughout the fatigue life with lower sensitivity to crack initiation. While these observations are supported by the fatigue and cyclic deformation results, more rigorous studies are needed to explicitly explain the differences observed between the force- and strain-controlled fatigue behavior.
The goal of this study is to determine the effects of postprocess solution annealing on the mechanical properties of LB-PBF 304LSS. Understanding these process–structure–property relationships is critical to the use of additively manufactured parts in fatigue-critical applications. The following conclusions can be drawn from these results:
- 1.
Remarkably, LB-PBF 304LSS in the stress-relieved condition showed improved fatigue resistance compared with the wrought material in both the horizontally and vertically fabricated directions.
- 2.
Solution annealing had a detrimental effect on the σ–N fatigue resistance of LB-PBF 304LSS, leading to lower fatigue resistance compared with both the stress-relieved condition and wrought counterpart.
- 3.
The ε–N fatigue behavior of LB-PBF 304LSS was comparable to that of the wrought counterpart in all the tested conditions, despite the presence of defects and different cyclic deformation behavior. This suggest that competing mechanisms contribute to the fatigue resistance, such that the effect of crack initiation type is minimized.
- 4.
A shift in the crack initiation mechanism from microstructure to defects is responsible for the degraded σ–N fatigue performance of the solution-annealed LB-PBF 304LSS. Microstructure analysis revealed that a reduction in subgrains and strain gradients within the grain structure decreased the cyclic yield strength and increased the deformation that occurred near the process-induced defects while increasing the risk for crack initiation.
References
A. Fatemi, R. Molaei, J. Simsiriwong, N. Sanaei, J. Pegues, B. Torries, N. Phan, and N. Shamsaei, Fatigue Fract. Eng. Mater. Struct. 42, 991 (2019).
M. Seifi, M. Gorelik, J. Waller, N. Hrabe, N. Shamsaei, S. Daniewicz, and J.J. Lewandowski, JOM 69, 439 (2017).
A.B. Spierings, T.L. Starr, and K. Wegener, Rapid Prototyp. J. 19, 88 (2013).
A. Yadollahi and N. Shamsaei, Int. J. Fatigue 98, 14 (2017).
S. Beretta and S. Romano, Int. J. Fatigue 94, 178 (2017).
S. Romano, A. Brückner-Foit, A. Brandão, J. Gumpinger, T. Ghidini, and S. Beretta, Eng. Fract. Mech. 187, 165 (2018).
S. Siddique, M. Imran, M. Rauer, M. Kaloudis, E. Wycisk, C. Emmelmann, and F. Walther, Mater. Des. 83, 661 (2015).
E. Wycisk, A. Solbach, S. Siddique, D. Herzog, F. Walther, and C. Emmelmann, Phys. Procedia 56, 371 (2014).
N.T. Aboulkhair, I. Maskery, C. Tuck, I. Ashcroft, and N.M. Everitt, Mater. Des. 104, 174 (2016).
P. Li, D. Warner, J. Pegues, M. Roach, N. Shamsaei, and N. Phan, Int. J. Fatigue 120, 342 (2019).
M. Muhammad, J. W. Pegues, N. Shamsaei, and M. Haghshenas, Int. J. Adv. Manuf. Technol., 1 (2019).
S. Shao, M.J. Mahtabi, N. Shamsaei, and S.M. Thompson, Comput. Mater. Sci. 131, 209 (2017).
A. Riemer, S. Leuders, M. Thöne, H. Richard, T. Tröster, and T. Niendorf, Eng. Fract. Mech. 120, 15 (2014).
S. Leuders, T. Lieneke, S. Lammers, T. Tröster, and T. Niendorf, J. Mater. Res. 29, 1911 (2014).
R. Shrestha, J. Simsiriwong, N. Shamsaei, S.M. Thompson, and L. Bian, Solid Freeform Fabr. Symp. Proc. 26, 605 (2016).
E. Liverani, S. Toschi, L. Ceschini, and A. Fortunato, J. Mater. Process. Technol. 249, 255 (2017).
A. Heinz and P. Neumann, Acta Metall. Mater., 38, 1933 (1990), No.10.
U. Krupp, I. Roth, H.J. Christ, M. Kübbeler, and C.P. Fritzen, Adv. Eng. Mater. 12, 255 (2010).
P. Neumann and A. Tonnessen, Cyclic deformation and crack initiation. Fatigue 87 1, 3 (1987).
J.W. Pegues, M.D. Roach, and N. Shamsaei, J. Mater. Sci. Eng. A 707, 657 (2017).
M. Roach and S. Wright, J. Mater. Sci. Eng. A 607, 611 (2014).
J. W. Pegues, M. D. Roach, and N. Shamsaei, Mater. Res. Lett., 8, 8 (2020), No. 1.
ASTM E606/E606M-12, ASTM International, West Conshohocken, PA (2012)
M. Roach, S. Wright, J. Lemons, and L. Zardiackas, J. Mater. Sci. Eng. A 586, 382 (2013).
ASTM E466-15, ASTM International, West Conshohocken, PA (2015) www.astm.org.
F. Humphreys, Acta Mater. 45, 157 (1997).
C. Man, Z. Duan, Z. Cui, C. Dong, D. Kong, T. Liu, S. Chen, and X. Wang, Mater. Lett. 15, 4231 (2019).
J. Pegues, S. Shao, N. Shamsaei, J. Schneider, and R. Moser, Fatigue Fract. Eng. Mater. Struct. 40, 2080 (2017).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Pegues, J.W., Roach, M.D. & Shamsaei, N. Effects of Postprocess Thermal Treatments on Static and Cyclic Deformation Behavior of Additively Manufactured Austenitic Stainless Steel. JOM 72, 1355–1365 (2020). https://doi.org/10.1007/s11837-019-03983-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-019-03983-x