
Abstract
Statistical Quality Control tools require data about the process quality, which is obtained through measurement systems. These measurement systems have error components involved in their measurements, and even when they are studied and corrected, uncertainty remains on the final measurement value, generating doubt on how well this result represents the quantity measured. Imprecise measurement can seriously affect quality-oriented companies because of the risks involved in making wrong decisions based on process control tools. Consequently, the measurement uncertainty effect on these tools needs to be carefully investigated. The present study aims to provide an overview of the measurement uncertainty consideration in control charts, process capability indices, and conformance testing and to emphasize its importance in these statistical quality assurance strategies. It was found that large values of measurement uncertainty tend to distance the actual process capability values from the observed ones. In control charts analysis, new critical limits must be calculated to consider measurement uncertainties. Moreover, setting suitably the test uncertainty ratio reduces the out-of-control risks related to measurement uncertainty. Since few studies explore this context, some suggestions to motivate future studies are also provided.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
It is well known that Statistical Process Control (SPC) is an essential collection of problem-solving tools to achieve process stability through variability reduction. Implementing these tools requires data about the process quality which is obtained through measurement systems [1, 2].
Many statistical processes monitoring researches assumes these measurement systems are precise and accurate. However, the existence of errors for either the measurement system and/or operators is inevitable. A difference between the real quantities and the measured ones will always exist, even with highly advanced measuring systems [3].
The International Vocabulary of Metrology (VIM) [4] defines measurement error as the measured quantity value minus a reference quantity value and the measurement uncertainty as a non-negative parameter characterizing the dispersion of the quantity values being attributed to a measurand, based on the information used.
Although these terms are not always applied correctly, their distinction is important. Even when all error components are studied and their corrections are applied, uncertainty remains on the final measurement value, generating doubt on how well this result represents the quantity measured [5].
A wide range of factors contributes to uncertainty in measurements. Some major contributors are [6]:
-
Metrological system characteristics, which can present errors due to electronic components drift, wear, aging, and other unanticipated problems;
-
Inspection method, which may not be correctly defined to the actual measurement task;
-
Imported uncertainties, since any measurement system has its uncertainty and this affects the subsequent measurement;
-
Operator’s skills, because certain measurements rely on both the operator’s skill and their judgment;
-
Sampling concerns, that must represent the process being assessed; and
-
Environmental conditions, since the measuring instrument can be significantly influenced by either the component being measured or from any variations in temperature, humidity, air pressure, and vibrational effects as well as many more unexpected conditions.
Several papers show the influence of measurement errors on statistical quality control tools [7,8,9,10,11,12]. However, the consideration of measurement errors requires the use of the concept of true value, which cannot always be obtained in an operational sense. Hence, since the publication of the Guide to the Expression of Uncertainty in Measurement (GUM), there has been a rising recognition that the evaluation of measurement uncertainty is as critical as the measurement error evaluation itself [12].
Imprecise measurement can seriously decrease quality-oriented company profits because it affects the process variability, leading to possible additional management costs. Consequently, the effect of measurement uncertainty on process control techniques needs to be carefully investigated [3, 13].
As stated above, studies concerned with measurement errors on process monitoring and control tools have been performed in recent years. However, scarce studies have been conducted about the impact of measurement uncertainties in this context based on GUM definition.
The present study aims to provide an overview of the measurement uncertainty consideration in control charts, process capability, and conformance testing and to emphasize its importance in these statistical quality assurance strategies. Moreover, some directions to motivate future studies are provided.
2 Influence of Measurement Uncertainty on Process Capability Indices
Process capability analysis is one of the key tools that can improve product quality. This analysis comprises two essential parts: the process output variability measurement; and the comparison between measured variability and a pre-specified value. Thus, the process capability analysis aims to determine whether the natural variability in process output is within an acceptable range [3].
To simplify this analysis, indices are used as a statistical measure of process capability. The process capability index (PCI) is a value that reflects the real-time process quality. Because of its dimensionless, it allows comparisons between hundreds of processes. PCI most used in industrial applications is the Cp and Cpk indices [13,14,15].
Cp is an unlimited symmetric index and can be expressed as presented in Eq. 1, where USL and LSL represent the upper and lower specification limits, respectively, and σ represents the process standard deviation.
In practical applications, the process standard deviation is almost always unknown and should be replaced by its estimative, such as the sample standard deviation [1, 16].
The fragility of this method is that it does not recognize the process mean location. To prevent this problem, the Cpk index was developed. It considers the process mean variability relative to the specified values. Its result is the smallest value between the two calculated ratios, as showed in Eq. 2 [17].
Measurements are an enormous part of process capability calculations. In this way, an imprecise measurement system can lead to severe decision-making errors.
Aware of this, [18] compared expanded measurement uncertainty, calculated based on GUM, to tolerances calculated from process capability ratio to get reliable critical limits and confidence bounds. The measurement uncertainty was included to compensate for errors due to experimental setup errors, time-varying parameters, tool wear, measuring method, and measuring instrument.
Equation 1 was used considering that process capability and standard deviations are known. So, they calculated the tolerance at the manufacturing level and compared it to the uncertainty-to-tolerance (U/T) ratio. The effectiveness of the proposed method was verified in a case study for sheared billets measurements, proving to be successful in actual process performance evaluation in a quantifiable manner. This study presented some limitations since deviations from measured variable normality assumption and process stable condition have a significant effect on the error associated with using the Cp index.
To obtain a more accurate assessment of the process capability, [2] modified the Cp and Cpk indices to the “observed” process capability indices, Eqs. 3 and 4, respectively.
The “observed” process capability indices are based on the ratio of the measurement uncertainty to the tolerance and the process capability got from the standard deviation of the production process. Where zα/2 is the value of the standard normal distribution, \(\hat{C}_{p\left( k \right),real}\) is the capability index of the manufacturing process, \(\gamma\) is a constant value and \(K\) represents the ratio of the amount the center has moved off-target divided by the amount from the center to the nearest specification limit.
They found that the greater the measurement uncertainty, the greater the distance between the “observed” capability and the “real” capability, showing the need to consider the measurement uncertainty effect on the process capability analysis, in particular in those processes of smaller natural variability.
Another analysis of the impact of measurement uncertainty on the Cp and Cpk indices was made by [19] for both optical and tactile measuring systems used in the quality control of microinjection molded products. With this purpose, they replaced the estimate of the standard deviation in Eqs. 1 and 2 with the square root of the quadratic sum of the process sample standard deviation and the estimate of the measurement uncertainty for the measurand in question. Cp and Cpk were calculated as a function of the expanded measuring uncertainty (U) in five different situations: U = 0 (perfect/ideal measurement), U = 10% of the process tolerance, U = 20% of the process tolerance, U = U of the optical measuring system and U = U of the tactile measuring system.
They point out that in the quality control of micro-manufacturing processes it must be ensured that the measurement uncertainty is sufficiently small to verify the specified tolerances and to not introduce a too large spread and bias in the quality control. Depending on the considered measurand, measuring instruments with uncertainty-to-tolerance ratios up to 20% could be used and allow an effective process capability assessment, on the other hand, it was found that the process was not capable of producing some dimensions required within the specifications, showing the relevance of considering the measurement uncertainty in the process capability indices.
3 Influence of Measurement Uncertainty on Control Charts
A control chart is another well-established statistical tool that allows to control and monitor the variability in many industrial processes. This technique use occurs in two distinct phases. Control charts that are used to determine the process stability and to estimate parameters are referred to as Phase I charts, while those used to monitor and detect shifts in the process parameters are defined as Phase II charts [20, 21].
In establishing a control chart, the following three basic elements should be calculated: Central Line (CL), Upper Control Limit (UCL), and Lower Control Limit (LCL). The first represent the target-value. The last two represent the boundaries that if trespassed will cause an out-of-control event. Both are frequently set by the mean and standard deviation estimation of the random variable that represents the quality characteristic of interest [22, 23].
Since these estimators are calculated with values obtained by using measuring systems, each one of these limits is intrinsically associated with sources of measurement uncertainty, which, if not properly considered, can lead to errors in the control chart’s interpretation.
In control charts analysis, two errors can occur: the type I error occurs when the process is in-control and the control chart signals the presence of an assignable cause, and the type II error occurs if the process is out-of-control and the control chart cannot detect this status [24].
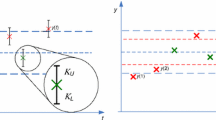
Concerning this issue, [5] studied the measuring uncertainties effect on the creation of control charts and their impact on the sensitivity, rate of false alarms, and type I and II errors. Considering the law of propagation of uncertainty and the control chart properties, they formulate an equation that determines the probability of each sample in a control chart representing a special cause, using critical control limits, which corresponds to extremity values of the control limits uncertainty region.
Another study on the influence of measurement uncertainties on control charts was done by [25]. Although for better control chart analysis it is desired the measurement uncertainty is the smallest possible, the authors stated that an appropriate tradeoff needs to be found between the costs associated with the management of this condition and the costs caused by wrong decisions.
Despite in most cases control charts are developed to control production processes, [26] proposed modifications in a control chart considering an analytical system as a process where the products are the analytical results. They present a novel approach for fixing the control limits, named the u-approach mean control chart, combining the uncertainty got from the method validation information.
Through a comparative study on “in-control” simulated, bibliographic, and real laboratory data, their approach proved to have better applicability and robustness than the traditional mean control chart for controlling methods exhibiting moderate bias, even fixing the center line at the reference value.
When the influence of measurement uncertainties is considered in the construction of control charts, there is a need to assess whether a measurement or a sample, will be considered as a special cause according to its position to the uncertainty zone. To provide a decision rule also valid in the uncertainty range, [27] present a Fuzzy Decision Making (FDM) technique.
This method allows calculating the maximum measurement uncertainty that the system can be affected by according to the related effects on the decision-making process, therefore with information on the measurement system performances and on the level of measured data confidence. Their model enables decision making about the conformance or non-conformance of quality characteristics with specifications or control limits and can be applied for a wide variety of measurement systems.
4 Influence of Measurement Uncertainty on Conformance Testing
Another procedure used in process control is the conformance testing, by which a quality characteristic is measured against pre-set specifications. The total cost of a conformance test procedure is a combination of direct or indirect expenses due to making incorrect decisions and the sum of the measurement-related costs, thus being a consequence of the accuracy of the measuring system used [28].
As in control charts, in conformance testing the contribution of measurement uncertainty may lead to an out-of-limit wrongly accepted product, called consumer-risk (CR), or a valid product wrongly rejected, called producer-risk (PR). These risks can be characterized by their corresponding probabilities of occurrence [22].
To consider the influence of measurement uncertainty in conformance testing, [22] proposed new approximate expressions to CR and PR under the hypothesis of normally and uniformly distributed uncertainties. They found that out-of-conformance or out-of-control risks related to measurement uncertainty can be reduced by setting suitably the test uncertainty ratio associated with the equipment used.
Macii and Petri [28] also reformulate the CR and PR equations considering the measurement uncertainty value to improve the efficiency of the conformance testing design in quality-oriented organizations. They found that if a measurable quality characteristic is assumed to be normally distributed and centered within a known specification interval, CR and PR can be kept below the target values by suitably setting both the Test Uncertainty Ratio (TUR) and the Gauging-to-tolerance-interval ratio (GTR) of the testing procedure.
5 Conclusions
To assess a process and ensure that it is stable and reliable, it is necessary to know how the measurement system uncertainty affects the effectiveness of the quality control tools used in its evaluation. The literature review shows that large values of measurement uncertainty tend to distance the actual values of process capability from the observed ones.
In control charts analysis, measurement uncertainties have a direct impact on the estimation of Type I and Type II errors, requiring the consideration of critical control limits calculated from the measurement uncertainty from the collected data. As for the conformance testing, it was found that out-of-control risks related to measurement uncertainty can be reduced by setting suitably the test uncertainty ratio associated with the measurement system used.
Although it proved to be relevant, scarce studies have been conducted about the influence of measurement uncertainties in statistical quality control tools. It is suggested for future work to explore the effect of measurement uncertainty in more complex process data like non-normal, autocorrelated, profile, and multivariate data.
Attention should be considered to the measurement uncertainty impact in other types of control charts besides traditional ones like control charts for the mean and the range. Moreover, following technological developments related to measurement systems and data collection processes, additional studies are suggested on the influence of measurement uncertainty on the statistical control of processes inspected by optical and nanoscale measurement systems and processes monitoring involving big data and neural networks.
References
Montgomery, D.: Introduction to Statistical Quality Control. Arizona State University, John Wiley & Sons (2013)
Villeta, M., María Rubio, E., Angel Sebastián, M., Sanz, A.: New criterion for evaluating the aptitude of measurement systems in process capability determination. Springer. 50, 689–697 (2010)
Maleki, M.R., Amiri, A., Castagliola, P.: Measurement errors in statistical process monitoring: A literature review. Comput. Ind. Eng. 103, 316–329 (2017)
BIPM: JCGM 200:2012 International vocabulary of metrology—Basic and general concepts and associated terms (VIM). (2012)
Hack, P.S., ten Caten, C.S.: Effect of Measurement Uncertainty in Control Charts. In: XVIII International Conference on Industrial Engineering and Operations Management., Guimarães, Portugal (2012)
Smith, G.T.: Machine tool metrology: An industrial handbook. Springer (2016)
Mittag, H.-J.: Measurement Error Effects on the Performance of Process Capability Indices. In: Frontiers in Statistical Quality Control 5. pp. 195–206. Springer-Verlag London Ltd (1997)
Bordignon, S., Scagliarini, M.: Statistical analysis of process capability indices with measurement errors. Qual. Reliab. Eng. Int. 18, 321–332 (2002)
Kanazuka, T.: The Effect of Measurement Error on the Power of X̄-R Charts. J. Qual. Technol. 18, 91–95 (1986)
Shore, H.: Determining measurement error requirements to satisfy statistical process control performance requirements. IIE Trans. (Institute Ind. Eng. 36, 881–890 (2004)
Scagliarini, M.: Multivariate process capability using principal component analysis in the presence of measurement errors. AStA Advances in Statistical Analysis. 95, 113–128 (2011)
Hsu, B.M., Shu, M.H., Pearn, W.L.: Measuring process capability based on Cpmk with gauge measurement errors. Qual. Reliab. Eng. Int. 23, 597–614 (2007)
Anis, M.Z.: Basic process capability indices: An expository review. Int. Stat. Rev. (2008)
Abbasi Ganji, Z., Sadeghpour Gildeh, B.: Assessing process performance with incapability index based on fuzzy critical value. Iran. J. Fuzzy Syst. 13, 21–34 (2016)
Bargelis, A., Kuosmanen, P., Stasiskis, A.: Intelligent Interfacing Module of Process Capability among Product and Process Development Systems in Virtual Environment. Stroj. Vestnik/Journal Mech. Eng. (2009)
Abdolshah, M.: Fuzzy Process Capability Indices: A Review. World Applied Sciences Journal, v. 16, n. 12, p. 1734–1740, (2012)
Chatterjee, M., Chakraborty, A.K.: Univariate Process Capability Indices for unilateral specification region - A review and some modifications. International Journal of Reliability, Quality and Safety Engineering, v. 19, n. 04 (2012)
Mahshid, R., Mansourvar, Z., Hansen, H.N.: Tolerance analysis in manufacturing using process capability ratio with measurement uncertainty. Precision Engineering, v. 52, p. 201–210, (2018)
Tosello, G., Hansen, H.N., Gasparin, S.: Integrating Measuring Uncertainty of Tactile and Optical Coordinate Measuring Machines in the Process Capability Assessment of Micro Injection Moulding. In: Proceeding of 10th International Euspen Conference. p. 168–171. (2010)
Mason, R.L., Champ, C.W., Tracy, N.D., Wierda, S.J., Young, J.C.: Assessment of Multivariate Process Control Techniques. Journal of quality technology, v. 29, n. 2, p. 140–143 (1997)
Kazemzadeh, R.B., Noorossana, R., Amiri, A.: Phase I Monitoring of Polynomial Profiles. Commun. Stat. Methods. 37, 1671–1686 (2008)
Carbone, P., Macii, D., Petri, D.: Measurement uncertainty and metrological confirmation in quality-oriented organizations. Meas. J. Int. Meas. Confed. 34, 263–271 (2003)
Ipek, H., Ankara, H., Ozdag, H.: The application of statistical process control. Miner. Eng. 12, 827–835 (1999)
Amiri, A., Moslemi, A., Doroudyan, M.H.: Robust economic and economic-statistical design of EWMA control chart. Springer. 78, 511–523 (2015).
Macii, D., Carbone, P.: Management of measurement uncertainty for effective statistical process control. IEEE Transactions on Instrumentation and Measurement, v. 52, n. 5, p. 1611–1617, (2003).
Bonet-Domingo, E., Escuder-Gilabert, L., Medina-Hernández, M.J., Sagrado, S.: Uncertainty-based internal quality control. Harmonization considerations. Anal. Chem. 78, 8113–8120 (2006).
De Capua, C., De Falco, S., Morello, R., Pasquino, N.: Validation of a fuzzy decision making technique on environmental quality indexes measurement. In: Proceedings of the 10th International Measurement Confederation TC7 Symposium on Advances of Measurement Science, Saint Petersburg, Russia. p. 522–525 (2004).
Macii, D.; Petri, D.: Guidelines to manage measurement uncertainty in conformance testing procedures. IEEE Transactions on Instrumentation and Measurement, v. 58, n. 1, p. 33–40, (2008).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Couto, G.E., Oprime, P.C. (2020). The Importance of Measurement Uncertainty Analysis on Statistical Quality Control. In: Thomé, A.M.T., Barbastefano, R.G., Scavarda, L.F., dos Reis, J.C.G., Amorim, M.P.C. (eds) Industrial Engineering and Operations Management. IJCIEOM 2020. Springer Proceedings in Mathematics & Statistics, vol 337. Springer, Cham. https://doi.org/10.1007/978-3-030-56920-4_17
Download citation
DOI: https://doi.org/10.1007/978-3-030-56920-4_17
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-56919-8
Online ISBN: 978-3-030-56920-4
eBook Packages: Mathematics and StatisticsMathematics and Statistics (R0)