
Abstract
Carbon fibre reinforced polymer (CFRP) composite is becoming popular in supply and demand trend among the industry players especially in aerospace industry. This material can be applied into various applications in the industries due to the features such as strength-to-weight ratio and rigidity, which is suitable for the aircraft with the highest weight ratio or low weight for high-performance automobile racing. This chapter covers comprehensively regarding CFRP and their machinability. The first section explains three major types of composite materials and its features including a brief highlight about the development of composite materials. Next section covers the fundamental of machining characteristics and the tool development, which is focusing on the machining of fibre reinforced polymer composites. Furthermore, this section focuses on drilling aspects because it is the most challenging machining process compared with sawing, planning, turning, milling and other conventional machining process. The third section highlights the development of drilled hole measurement techniques, which focusing on the prominent development of the delamination factor (Fd) ratio. The final part summarizes the outlook of exploiting this composite material in term of machining parameters. This chapter reviews the experimental progress in drilling of CFRP composites, which is intended to help readers to obtain the latest views in order to develop the appropriate machining parameters.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

1 Introduction
Composite materials, or just composites, as they are often referred to, consist of two or more distinct constituents or phases made from engineered or naturally-occurring materials, where each material has significantly different physical or chemical properties, which remain separate and distinct within the finished/combined structure. According to Lau et al. (1995), Shanmugam et al. (2002), Hernandez et al. (2011) and Santhanakrishnan et al. (1988), composite materials will eventually become the most wanted type in industry and are already gaining wide acceptance in, for example, construction, furniture, packing, flooring, panelling and automotive. In addition, composites are applied in many high-tech industries, such as aerospace and defence (Shanmugam et al. 2002). Matthews and Rawlings (1999) predict that the demand for synthetic composites, i.e. fine fibres embedded in polymers, will continue to increase steadily as it has been with metal and ceramic-based composites. Moreover, as Brouwer (2019) states, during the last decade there has been a renewed interest in natural fibres as a substitute for glass, motivated by potential advantages in weight saving, reduced raw material price and ‘thermal recycling‘, which refers to the ecological advantages of using resources that are renewable. Brouwer also points out that natural fibres used in composites, such as wood, cotton, silk, wool, jute, hemp and sisal, need to be cost-competitive with glass fibres.
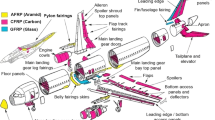
According to Caggiano (2018), Garrick (2007) and Mangalgiri (1999), fibre-reinforced plastics including carbon fibre reinforced plastic/polymer (CFRP) are the most prominent and sought-after materials for aircraft manufacturing today. The latest generation of large passenger/commercial aircrafts contains a large proportion of composite materials; for example the Airbus A350 and Boeing B787 have a composite contents of over 30% and 50%, respectively Reza (2010). Figure 2.1 shows the components that are made of composites with regards to the Airbus A380.

Schematic illustration of the structure of 22% composite made Airbus A380 aeroplane (Reza 2010)
2 Composites Technology
The characteristics of composite materials are anisotropy, non-homogeneity and the fact that their reinforcing fibres are very abrasive; this make these materials more difficult to machine than metals (Abrate and Walton 1992). In modern manufacturing industries, common composite materials have different types of reinforcements and matrix compositions; in general they are divided into three major types: fibre reinforced polymers (FRP), metal matrix composites (MMC) and ceramic matrix composites (CMC). FRPs usually provide a higher specific strength and stiffness, and are lightweight compared to traditional steels. These characteristics make FRPs the favoured material for high performance applications, such as in Formula-1 cars and combat aircraft components, despite the fact that they are expensive to manufacture (Komanduri 1997). The strength of FRPs is relatively low when they reach their maximum-use temperature, because this type of material is prone to chemical decomposition or degradation at even moderate temperatures. For example, carbon fibres can endure temperatures of up to 3000 °C until degradation of the structure is initiated (Pecat et al. 2012). MMCs are suitable for higher operating temperature applications compared to FRPs. Continuous fibres in MMC provide the highest stiffness and strength, whereas other types such discontinuous and particulate fibres have better dimensional stability compared to unreinforced alloys, which Fig. 2.2 shows specific strength versus specific stiffness for various MMC materials and each composite indicates the number for the reinforcement volume fraction. The main performance of using CMC is to improve fracture toughness during applications. For heavy cuts, or to avoid fracture during cutting, CMCs exhibit an increased toughness compared to ceramic cutting tools. CMCs are superior to metals due to higher specific modulus and mechanical properties at elevated temperatures. In many types of composites, FRPs count among the most high-performance materials in the field of light-weight design (Pecat et al. 2012). Aircraft and aerospace design in particular has benefitted from carbon-fibre-reinforced polymers (CFRPs), which today are the most popular composite in the aerospace industry (Caggiano et al. 2018, Brouwer 2019, Dandekar and Shin 2012, Garrick 2007, Askeland and Phulé 2006, Komanduri 1997, Santhanakrishnan et al. 1988).

Specific strength versus specific stiffness for various MMC materials (adapted from Teti 2002)
Composites are categorized into two main groups, depending on the way the fibres are arranged within the matrix. Figure 2.3 shows the schematic illustration of reinforcing plastics; the first group is called fibre-reinforced composites, whereas the second group is called particle-reinforced composites. Each group of composites has a different reinforcement mechanism and strengths, depending on the application. FRPs consist of fibres (in discontinuous or dispersed phase) in a plastic matrix (the continuous phase) (Kalpakjian and Schmid 1999). In components manufactured from long - or even continuous - fibre reinforced composites, such as unidirectional or cross-ply laminates, anisotropy may be desirable as it can be arranged so that the maximum service stress lies in the direction that has the highest strength (Matthew and Rawlings 1999). However, unidirectional orientations provide poor properties if the load is perpendicular to the fibres (Askeland and Phulé 2006). Most fibre-reinforced composites provide improved strength, fatigue resistance, Young’s modulus, and strength-to-weight ratio, by incorporating strong and stiff but brittle fibres into a softer, more ductile matrix (Askeland and Phulé 2006). Boron, carbon, polymers (aramids) and ceramics provide exceptional reinforcement in advanced composites, based on matrices of polymers, metals, ceramics and even intermetallic compounds (Askeland and Phulé 2006, Matthew and Rawlings 1999). Epoxies comprise 80% of the matrix materials used in reinforced plastics, but polyesters are also used as they are less expensive (Kalpakjian and Schmid 1999). Moreover, as Askeland and Phulé (2006) pointed out, several directions of the matrix can be arranged in long continuous fibres; for example, orthogonal arrangements with 0°/90° plies which have good strength in two perpendicular directions. More complicated arrangements such as 0°/±45°/90° plies provide reinforcement in multiple directions. Figure 2.4 shows the different fibre orientation and fibre arrangement types. The most common types of FRPs are Aramid-Fibre Reinforced Plastics (ARFP), Glass-Fibre Reinforced Plastics (GFRP), Carbon-Fibre Reinforced Plastics (CFRP).In addition, another type of FRP composite called Kevlar-Fibre Reinforced Plastics (KFRP) initially introduced by du Pont in 1972 under the trade name Kevlar® and this type of composite is also categorised under Aramid fibres (Komanduri 1997). These three composites are very similar in their fabrication process, but each composite has a different machining behaviour due to its difference in physical and mechanical properties (Santhanakrishnan et al. 1988).

Schematic illustration of methods of reinforcing plastics (matrix) with (a) particles; (b) short or long fibres or flakes; and (c) continuous fibres. The laminate structures in (d) can be manufactured from the layers of continuous fibres or sandwich structures using a foam or honeycomb core (Kalpakjian and Schmid 2016)

(i) Effect of fibre orientation on the tensile strength of E-glass fibre-reinforced epoxy composites; (ii) Several directions within the matrix for long, continuous fibres) (Askeland and Phulé 2006)
3 Mechanical Machining of FRP
Good surface finish and integrity, long tool life, and low force and power requirements are important elements of good machinability (Kalpakjian and Schmid 1999). Drilling produces holes for mechanical joints such as rivets, bolts and screws, which it is one of the most frequent operations in manufacturing. Only an appropriate tool geometry using the correct process conditions, and ideal machining performance, will produce a level of damage that is acceptable (Reza 2010). In the case of components made from carbon fibre-reinforced polymers, it is often necessary to machine the components - for example to make holes or trim the edge - but the cutting of CFRPs is often associated with delamination of the composites and short tool life (Koplev et al. 1983). The machinability of composites depends on the fibre type, fibre volume content, fibre orientation, and the manufacturing process. It is difficult to analogize the surface formation and tool wear mechanisms seen in the machining of composites from the data obtained in the cutting of homogenous material such as steel (Pecat et al. 2012, Santhanakrishnan et al. 1988, Komanduri 1997). Furthermore, as Pecat et al. (2012) postulated, due to non-homogenous and anisotropic material properties, machining of CFRP presents specific difficulties like fibre pull-out, delamination and decomposition of matrix material, which leads to a degradation of surface quality and material properties.
3.1 Cutting Mechanisms
When a cutting tool advances into a metal workpiece, the metal in front of the tool is severely stressed; the cutting tool produces internal shearing action in the metal. The metal below the cutting edge yields and flows plastically in the form of chip. Compression of the metal under the tool takes place. When the ultimate stress of the metal is exceeded, separation of metal takes place, the plastic flow takes place in a localized area known as the shear plane, and the chip moves upward on the face of the tool.
There are two basic types of metal cutting by a single-point cutting tool: orthogonal and oblique cutting. Orthogonal cutting performed with the single cutting edge of the tool at right-angles to the direction of movement, and the surface cut parallel to the original. It is important to note how the forces are exerted from different directions; it is significant that the motion occurs relative to independent variables like workpiece material, condition and temperature, and cutting parameters such as tool speed and feed rate. Figure 2.5 shows how the forces exerted by the cutting tool; the tool exerts a force, R on the chip with a normal component, Fn and a friction component, Ff that opposes the flow of the chip up the tool face. For equilibrium to be reached, the chip must be subjected to a substantially equal and opposite reaction, R’ from the workpiece at the shear plane, with a normal component, Fn and a shearing force, Fs along the shear plane. For convenience, the force, R applied to the tool, is resolved into a component Fc in the direction of tool movement, and a normal component, FL. T1 shows undeformed chip and T2 shows deformedchip.

Forces exerted by cutting tool – orthogonal cutting (Schrader and Elshennawy 2000)
Figure 2.6 shows the difference between orthogonal and oblique cutting. In oblique cutting , the cutting edge is at an inclination angle i, as shown in Fig. 2.6(b). The chip in Fig. 2.6 (a) flows up the rake face of the tool at angle αc (chip flow angle), which is measured in the plane of the tool face. Angle αn is the normal rake angle, which is the basic geometric property of the tool. This is the angle between the normal 0z to the workpiece surface and the line 0a on the tool face. Figure 2.6(c) shows typical chips being produced by different inclination. Oblique cutting has three components as shown in Fig. 2.6(d). The first one is Fc which is a primary cutting force acting in the direction of the cutting velocity vector; it is the largest force geometry and accounts for 99% of the power required by the process. Next is Ff, which is a feed force acting in the direction of the tool used; it is usually about 50% of Fc, but it accounts for only a small percentage of the power required, because feed rates are usually small compared to cutting speeds. Finally, Fr is the radial or thrust force acting perpendicular to the machined surface; typically Ff contributes very little to the power requirements, because velocity in the radial direction is negligible. The main benefit of oblique cutting is that it is a means of controlling chip flow.

(a) Schematic illustration of oblique cutting ; (b) Inclination angle showing at the top view; (c) Types of chips being produced by different inclination; and (d) Oblique machining has three measurable components of forces (Kalpakjian and Schmid 1999)
There are three most common types of chips (Askeland and Phulé 2006, Schrader and Elshennawy 2000, Kalpakjian and Schmid 1999). The first type are called continuous chips ; the conditions that favour their production are small chip thickness, high cutting speed, sharp cutting edge, large rake angle in cutting tool and fine feed, smooth tool face and efficient lubricating system. Such chips are produced while machining ductile materials like mild steel, copper and aluminium. Due to the plastic deformation of ductile material, long and continuous chips are produced; this is desirable because it produces good surface finish, low power consumption and longer tool life. These chips are difficult to handle and dispose of, furthermore they coil in a helix, and curl around the workpiece and tool. The tool face is in contact for a longer period, resulting in more frictional heat; however this problem could be rectified by the use of chip breakers, clamped onto the rake face of the cutting tool. During machining, long and continuous chips will affect machining. The chips should be broken into small pieces for easy removal, safety and to prevent damage to the machine tool and workpiece. The function of chip breakers is to reduce the radius of curvature of chips and thus break them. The upper side of continuous chips is notched, while the lower side which slides over the face tool is smooth and shiny. The chips have the same thickness throughout. The second type of chips are called discontinuous ; these chips are produced when cutting more brittle materials like bronze, hard brass and gray cast iron. Since the chips break up into small segments, the friction between chip and tool reduces, resulting in a better surface finish. The smaller chip segments are more convenient to handle and dispose of. Discontinuous chips are also produced in ductile materials under conditions such as large chip thickness, low cutting speed, or small rake angle of tool. Brittle materials lack the ductility necessary for appreciable plastic chip deformation. The amount of deformation which the chip undergoes is limited by repeated fracturing. If these chips are produced from brittle materials, then the surface finish is fair, power consumption is low and tool life is reasonable; however, with ductile materials the surface finish is poor and tool wear is excessive.
Chips with built-up edges are the final type. The edges are simply small built-up areas sticking to the nose of the cutting tool, which occur with continuous chips (Schrader and Elshennawy 2000). When machining ductile materials, due to conditions of high local temperature and extreme pressure of the cutting zone, and also high friction in the tool chip interface, the possibility exists for the workpiece material to weld to the cutting edge of the tool, thus forming built-up edges. This weld metal is extremely hard and brittle, and the welding may affect the cutting action of the tool. Successive layers are added to the built-up edge; when it becomes large and unstable, it is broken and part of it is carried up the face of the tool along with chip, while the remainder is left in the surface being machined, contributing to the roughness of the surface. The size of the built-up edge varies during the machining operation - it increases, then decrease and again increases. This built-up edge protects the cutting edge of the tool, thus changing the geometry of the cutting tool. Low cutting speeds lead to the formation of a built-up edge, however, with the higher cutting speeds associated with sintered carbide tools, the built-up edge is negligible or does not exist. Conditions favouring the formation of built-up edges are low cutting speed, low rake angle, high feed and large depth of cut. This formation can be avoided by the use of coolants and taking light cuts at high speeds, which in turn leads to the formation of a crater on the surface of the tool.
This chapter focuses on drilling aspects because it is the most challenging machining process compared with sawing, planning, turning, milling and other conventional machining process. The remaining sub-sections cover the experimental progress of drilling FRP composites. Drilling composite materials is more complex compared to drilling metal. When drilling metals, the forces which occur are fairly uniform over time, because the uncut chip thickness is constant (Sheikh-Ahmad 2009). The chip formation process in a drilling operation itself is considered as a complex mechanism, which occurs with multiple cutting edges of varied rake angles, tool wear, cutting speed and feed rate. There are two forces - thrust force (along the direction of the feed) and torque - which are generated from the tool during drilling operation. Previous experiments have shown that the thrust force increases steadily until a constant value when steady drilling through the thickness of laminate is reached (Sheikh-Ahmad 2009, Abrate and Walton 1992), this value is then followed by a sharp drop signal as the tool exits the opposite side and this scenario can be illustrated in Fig. 2.7. Furthermore, the sharp drop occurs when the tool acts like a punch separating the thin uncut layer fron the remainder of the laminate. This action introduced delaminations near the exit hole side, which is associated with an almost instantaneous drop in normal force from its steady state value down tremendously. The main point of interest for most researchers is looking at the steady portion of the drilling process, which is called the lamination frequency , as highlighted in Fig. 2.7. It is the main dynamic component of the thrust force, and is the most significant oscillation of normal forces. The lamination frequency is defined as the ratio of the number of plies per millimetre to the time taken by the drill to penetrate one millimetre of material (Abrate and Walton 1992). It is generally quite small compared to the frequency corresponding to tool rotation and the magnitude of the dynamic signal. Moreover, tool rotation and the magnitude of the dynamic signal show a good correlation with the waviness of the surface of the hole. Thus, the normal force signal is a very important piece of information concerning possible damage to the workpiece, and to tool wear; these can be monitored to determine when the tool should be replaced. In addition, it concerns about the surface quality of workpiece. Initial development by Hocheng and Dahran (1990) employed Linear Elastic Fracture Mechanics (LEFM) to understand the mechanism of thrust force. They used this method to obtain the critical thrust force model for twist drill bits that are related to push-out delamination. A model that is simplified by them as a single concentrated load through a central point depends on the properties of the composite laminate workpiece (quasi-isotropic), and the uncut-ply thickness under the drill bit. However, there was a contradiction between this model and Zhang’s model (Zhang et al. 2001) and experimental results by Sedlacek and Slany (2010), that thrust force is exerted by the drill bit, which is also contributed to by two major cutting edges (lips) in order to remove the bulk of the chip. Figure 2.8 shows the thrust and rotate action of cutting edges; when the bulge grows to a certain degree, the surface layer splits open, the chisel edge penetrates, then the cutting edges start to remove the chip by orthogonal cutting. The delamination damage initiated in the first phase further develops due to the continuous pushing and rotating of the cutting edge. The chisel edge also affects the drilling thrust force, and is considered as a major contributor (Zhang et al. 2001, Sheikh-Ahmad 2009, Sedlacek and Slany 2010). This is due to a blunt wedge with a large/highly-negative rake angle, which also removes a very thin chip by orthogonal cutting. At the centre of this small region (blunt wedge), an extrusion or smearing action is the mechanism of material removal.

Illustration of typical axial force during drilling of composite (Abrate and Walton 1992)

Thrust and rotate action of cutting edge (Sedlacek and Slany 2010)
Figure 2.9 shows the method of understanding the torque mechanism - based on the graph, it has been divided into three variations of torque during drilling (Abrate and Walton 1992). In the first phase, the torque rises slowly due to the smaller cutting forces at the chisel edge, whereas the thrust force rises quickly. The torque then increases rapidly until the cutting edges of the tool are completely engaged; the cutting torque, Tc, corresponds to the end of the engagement phase. Next is a phase where the torque increases linearly until a maximum value is reached (maximum torque, Tm). Finally, this is followed by a slight drop after hole completion (torque after penetration, Tp). According to this mechanism, the large difference between the cutting torque and maximum torque is attributable to high frictional forces between the lands of the drill (land width) and the wall of the hole. As drilling progresses, the tool is in contact with the side of the hole over an increasing area, where the frictional forces at the interface create increasing resistance torque. After completing the penetration, a small decrease in torque occurs due to friction, which is a major contribution to total torque. Furthermore, high temperatures and slightly negative coefficients of thermal expansion compound the problem by squeezing the drill (Di Ilio et al. 1991). The torque is further increased with increased feed rate, whereas an increase in the point angle of the drill leads to decreased torque (Gindy 1988, Lambert 1987). For the case of unidirectional composites, a variation of torque at a frequency corresponding to twice the drill rotation rate, which it reflects the variation of the stiffness of the workpiece with direction (Konig et al. 1985, Konig and GraS 1989). Thrust levels increase as feed rate, cutting speed or point of angle are increased (Gindy 1988, Lambert 1987), thus, maximum thrust force and torque are both increased significantly with the number of holes drilled, due to chipping and wear of cutting surfaces (Radkakrishnan and Wu 1981, Di Ilio et al. 1991, Sadat 1990, Konig et al. 1984, Sakuma et al. 1984). Some researchers have considered variation of peak thrust (at steady lamination frequency) as a function of the number of holes drilled. Thrust force increases due to tool wear have also been reported by researchers, who describe its greater importance when drilling graphite/epoxy than in glass/epoxy, due to the more abrasive nature of graphite fibres. Delaminations also occur due to higher thrust force, however maximum thrust force or torque does not correlate well with surface finish (Radkakrishnan and Wu 1981).

Variations of torque mechanism (Abrate and Walton 1992)
In machining of composites, the tool materials should be capable of withstanding the abrasiveness of fibres and debris resulting from machining. Based on this, the term is distinctively different in metal cutting theory, which the by-product is described as ‘chip’. However, majority of the researchers were used the by-product term as ‘chip’ for machining of composites (Sheikh-Ahmad 2009, Liu et al. 2012, Abrate and Walton 1992). Over the past century, a lot of research attempts have been conducted to investigate the mechanics of chip formation in metal machining. Due to this, metal machining is a well-established science and generally, most of the researchers have a better understanding as well as idea on how metal chips are formed and removed (Sheikh-Ahmad 2009). Furthermore, similar techniques to those used in studying metal machining have been transferred to the study of composites machining but only limited success have been reported (Liu et al. 2012, Sheikh-Ahmad 2009, Komanduri 1997, Abrate and Walton 1992). The chip formation process in metal machining is significantly different than machining of FRP. However, there are some common aspects in which the behaviour in machining both materials is to some extent similar. The wealth of information and expertise in this field has allowed the advancement of metal cutting theory to the level of astounding predictive capabilities, and it can sometimes be applied in the study of composites machining, i.e. the by-product term called as ‘chip’ in the study of chip formation process for machining of composites, but with some caution (Sheikh-Ahmad 2009).
It is also essential to understand temperature distributions in the workpiece and the tool when drilling composites. Heat generated during drilling is distributed differently in each material. For metals, 75% of the thermal energy is eliminated with the chip material, 7% absorbed by the workpiece and 18% by the tool. For carbon/epoxy, approximately 50% of the energy is absorbed by the tool, the remainder is absorbed almost equally by the workpiece and the chips (Konig and GraS 1989). Thus, a larger fraction of the energy dissipated is absorbed by the workpiece and also by the tool - temperatures near the hole as high as 200 °C were reported. Spatial and temporal temperature gradients were strongly affected by the thermal conductivity of the material. For carbon/epoxy, smaller temperature gradients were observed than in glass/epoxy or aramid/epoxy materials under the same conditions. The upper cutting speed is limited by the risk of introducing thermal damage to the workpiece material (Konig et al. 1984, Konig et al. 1985), while the lower limit is governed by the surface quality, which becomes poor as the fibres recede in front of the cutting edge (Konig et al. 1984), therefore to avoid excessive forces which cause delamination, feed rates should be limited (Abrate and Walton 1992).
The damage when drilling composites is essential unavoidable. There are several types of damage, such as matrix cratering and thermal alterations, fibre pull-out and fuzzing, interlaminar cracks and delaminations, and geometrical defects which commonly occur in metal drilling as well. Based on the majority of research findings, delamination has been recognized as the major type of damage encountered in the drilling process, as an undesirable inter-ply failure phenomenon induced by drilling. Moreover, it drastically reduces assembly tolerance and bearing strength, including the potential for long term performance deterioration under fatigue loads (Mishra et al. 2010, Gaitonde et al. 2008, Jain and Yang 1994, Hocheng and Dahran 1990). Mechanisms of delamination can be explained in two ways, as observed by Ho-Cheng and Dharan (1990). The first phenomenon happens when peeling up of the top layer or ‘peel-up’ occurs around the drilled hole’s entry periphery, as shown in Fig. 2.10(a). When the cutting edge of the drill bit makes contact with the composite laminate, a peeling force through the slope of the drill bit flutes results in separation of the plies, forming a delamination zone around the drilled hole’s entry periphery. Another phenomenon occurs at the drill bit – the punching out of the uncut layer near to the exit, known as ‘push-out’. Figure 2.10(b) illustrates the phenomenon of push-out delamination which occurs around the drilled hole’s exit periphery. When the drill bit approaches the hole exit side, the uncut plies beneath the drill bit becomes more susceptible to deformation due to decreased thickness. Eventually, push-out appears at the drilled hole’s exit periphery, if the thrust force applied to uncut plies exceeds the inter-ply bonding strength. The material removal process is primarily performed by the major cutting edge and fibre orientation in drilling; its consideration is essential to understand the cutting behaviour. However, it should be noted that the chisel edge contributes to a much lesser extent to material removal processes (Sheikh-Ahmad 2009, Abrate and Walton 1992).

Delamination mechanisms : (a) entrance or peel-up delamination (b) exit or push-out delamination (Hocheng and Dahran 1990)
In the case of unidirectional laminates or composites studied by previous researchers, the hole varies considerably around the circumference (Konig et al. 1985, Sheikh-Ahmad 2009, Abrate and Walton 1992). There are two most prominent effects of cutting directions; the first is with the cutting direction in parallel to fibre orientation 0°, where individual fibres are pulled out. Furthermore, it is also significant to understand that, when the angle of fibre orientation is increased, compression and bending occurs in the 20° – 45° range, where fibres are pulled out of the cut surface and diverted into the cut direction -this is considered as the worst surface quality range by previous researchers.
Another prominent cutting direction is perpendicular to fibre orientation, where fibres are subjected to shearing and bending. In this cutting direction, the surface quality is significantly better. Unlike milling, the chip thickness in drilling is independent of angular position, and the centre of rotation of the cutting tool is always fixed relative to the workpiece (Sheikh-Ahmad 2009). The strength of fibres is usually higher in tension, because the cutting forces are greater when the cutting direction is parallel to the fibre (Hickey 1987). Most of the researchers agree that angle-ply or quasi-isotropic laying-up sequences are easier to machine than unidirectional types.
The machining of FRP composites involves a combination of plastic deformation, shearing and bending rupture (Santhankrishnan et al. 1988). Santhankrishnan et al. (1988) conducted an experiment on machining of FRP composite surfaces by applying three mechanisms: abrasion, ploughing and cutting. The three different FRP composites under investigation - KFRP, CFRP and GFRP - exhibited different machined surfaces. In KFRP , the bending rupture was absent and plastic deformation and fibre elongation predominated, due to the flexibility of the Kevlar fibres. The Kevlar fibres were less brittle than the glass fibres in GFRP, which are less flexible, while for CFRP, the carbon fibres were the most brittle and the strain at failure the lowest. The authors also highlighted the fact that the carbon fibres experienced crushing and fractured sharply.
The research conducted by Koplev et al. (1983) explains the cutting mechanisms of FRP. The authors believe that the angle between fibre orientation and cutting velocity strongly contributes towards the chip formation. They describe the machined surfaces as a function of machining orientation, which depends on the fibre axis. In their experiments, they suggest two basic cutting mechanisms: cutting in a perpendicular direction (shearing), and cutting in a parallel direction (buckling). They examined the chips which plastic deformation mainly did not affect, but where a series of fractures occurred during the cutting process.
3.2 Typical Tools for Cutting FRP and Its Development to Support Machining of FRP
Drills made of High Speed Steel (HSS) fail to perform well with glass and carbon fibres due to the workpiece material’s highly abrasive nature (Abrate and Walton 1992). Tungsten carbide possesses an adequate life particularly when submicron carbide is used. This submicron carbide has a resistance to rupture which is 50% higher than standard C2 grade (Mackey 1980). The tool materials recommended for use include cemented carbides (coated and uncoated), ceramics, cubic boron nitride (cBN), and diamond (single crystal or polycrystalline) since most fibers utilized in composites are hard and abrasive (Komanduri 1997). The primary tool used in the drilling of composites are twist drill bits made of HSS or carbides (Liu et al. 2012). Today, drilling tools used for cutting FRP come in many different geometries, and are made of different tool materials. Figure 2.11 shows the typical drill bits for machining of FRP composites. In some cases like graphite/epoxy or glass/epoxy, a tool geometry shape which has positive rake angles is able to generate the least amount of heat during cutting (Abrate and Walton 1992, Sheikh-Ahmad 2009). However, more positive rake angle may cause more fragile the cutting edges becomes. The second element of good tool geometry in order to improve the penetration rate is a small chisel edge.

Step drill bit has the tip ground down to a different diameter, which the transition between this ground diameter and the original diameter is either straight, to form a counterbore, or angled, to form a countersink. It has the advantage that both diameters have same flute characteristics, which it keeps the bit from clogging when drilling soft material, i.e. aluminium. This drill bit usually is a custom-made for different application, which the tooling cost is quite expensive. A brad point drill bit is a tool designed to bore accurately and neatly through fibrous materials like wood and some composites. The sharp brad penetrates into the surface of the material and fixes the bit in place to ensure it bores a hole exactly to keep the drill bit in line. The brad point drill bit has a few advantages such as it can drill neat holes quickly, accurately, versatile and can be used on plastic and thin sheet metal or harder materials depending on the material from which the tool is made. However, this drill bit can be very difficult or even impossible to sharpen, as it can be easy to accidentally penetrate the wrong part of the tool and must be kept central to keep the bit from spinning irregularly when it contacts the workpiece. Saw drill bit can also acquire better machining quality that it is utilized the peripheral distribution of thrust for drilling composites. The tool-work contact for core drill bit is located in a circular area at bottom of drilling core and it removes the material to create cylindrical holes in a circular cross-section. All these special drill bits showed different level of the drilling thrust force varying with the feed rate and a distributed thrust towards the drill periphery rather than concentrated at hole center (twist drill) is advantageous. However, the main issues for these drill bits are expensive tooling cost and difficult to regrind the tool.
For machining of CFRP, it is recommended to use diamond tooling in order to reduce tool wear (Komanduri 1997). Moreover, polycrystalline diamond (PCD) tool has been found to drill a much larger number of holes (Abrate and Walton 1992) and it also has long been the preferred method of drilling (Garrick 2007) PCD is formed in a large High Temperature-High Pressure (HT-HP) press, which it is either a diamond wafer on a backing carbide or forming a ‘vein’ of diamond within a carbide wafer or rod. The process of producing the diamond tool is quite complicated as it requires two elements (Kalpakjian and Schmid 1999, Schrader and Elshennawy 2000, Garrick 2007, Abrate and Walton 1992). The first element involves EDM or electrical discharge machining where wafers are polished to a mirror finish then cut by EDM into smaller, workable segments that are then brazed onto the sawblade, reamer, drill, or other tool. Often these wafers are EDM machined and/or ground, which it may required additional time to expose the vein of diamond along the tools, i.e. at the cutting edge, and these tools are mostly used for the machining of non-metallic and nonferrous materials. The second element is the grinding operation may apply by combining with EDM, which the combination allows a higher material removal rate and it is more cost effective in terms of providing a finer final surface after the EDM process. Thus, the process itself accomplished by combining the two elements, which it requires more time, stringent process to achieve fine shaping as well as surface geometry, the bonding in the PCD workpiece must be ample enough to provide the conductivity necessary for the combination of EDM and grinding operation to work, and lastly, the tooling cost is expensive.
It is essential to understand the thrust force and torque mechanisms applied in a drill bit. Cutting edges (lips) and chisel edges are the two most profound influences towards the surface quality. The main interest of this research is to identify the best combination of speed and feed in order to produce the best hole quality in thick CFRP composites, which have a highly abrasive nature and poor thermal conductivity. Moreover, the main purpose of conducting the experiments by using cutting tool parameters as inputs is to find the best tool geometry design, whereas this research aims to optimize the cutting operation parameters, by manipulating the thrust force and torque through drilling strategies and the capability of the machining centre. It is greatly beneficial to achieve the desired quality of drilled holes for thick composites, and to extend tool life.
3.3 Damage to FRP by Mechanical Machining
Machining of CFRP composites has been extensively studied experimentally. The influence of various input variables (feed rate, cutting speed, drill bit geometry and type of drill bit material) on the hole or surface quality (delamination and other damages) and drilling forces (thrust force and torque) are covered in this sub-section. Shyha et al. (2009) focused on drilling 1.5 mm diameter holes in 3 mm thick quasi-isotropic, unbacked CFRP laminate. This research was to establish the influence of machining parameters on tool life and workpiece damage, together with identifying the most preferred levels for process control factors. Conventional carbide drills with a diameter of 1.5 mm, and stepped carbide drills with a pilot diameter of 1 mm followed by a 1.5 sizing diameter were used. Tests were conducted in dry machining conditions. The authors’ conclusions agreed with what Franke (2011) observed, so much so that the main factors for tool life and thrust force are drill type and feed rate, whereas cutting speed and feed rate have the most significant effect on torque. Stepped drill geometry, high feed rates and the use of uncoated tools increases tool life, while the step drill sequence reduces the thrust force, which the authors attribute to the higher feed rates and the drill’s 140° point angle. Internal cracks, porosity (due to the absence of matrix material between layers), fibre/matrix cracking and resin loss were observed, but the change in helix angle between 24° and 30° did not appear to have any noticeable effect. Davim and Reis (2003) and Sardinas et al. (2006) observed that drilling woven-ply CFRP and unidirectional-ply CFRP (both were 3 mm thick) respectively, delamination expanded significantly in corresponding to high cutting speed settings. However, Gaitonde et al. (2008) inversely discovered that drilling thin woven-ply CFRP composites caused delamination increased due to the effect of feed rate. Drilling of CFRP composites experiment by Ramulu et al. (2001) had similar results like Shyha et al. (2009) and Franke (2011) where by increasing the feed rate caused the thrust force and feed rate increased. In comparison with high cutting speed settings, Ramulu et al. (2001) also experienced the same scenario like Davim and Reis (2003) and Sardinas et al. (2006) that by increasing the cutting speed, the tool wear increased, i.e. resulting in a short tool life and larger damage rings occurred. Based on these studies, only the work of Shyha et al. (2009) has a different drill bit geometry compared to others, which they used twist drill bits. The influence of feed rate and cutting speed settings on drilling forces is similar to what had occurred to the other research attempts except the reduction values on drilling forces and delamination were significantly better when using step drill bit. Thus, the most significant factor on hole quality based on these research attempts is feed rate, which it affects the drilling forces. Based on the cutting parameters used by the authors recently, the range for the cutting speed is between 11 and 200 m/min, while for feed rate is between 0.01 and 0.3 mm/rev.
Iliescu et al. (2010) studied the drilling of CFRP in order to extend tool life and improve hole quality. These tests involved both uncoated and coated carbide tool of 6 mm diameter, drilling through material 25 mm thick. Based on their observations, the authors pointed out the beneficial effect of a diamond drill bit as well a coated diamond drill bit on tool life, as the tool life of the tools was about 10 to 12 times the tool life of the uncoated carbide drill, for cutting speeds 3 times higher (170 m/min instead of 56 m/min). They also recommended a drill bit with two point angles, which has the region of 125° and the second with a 90° point angle. In addition to that,an helix angle in the range of 35–40° like a corkscrew is also recommended by them. By comparing with the work of Shyha et al. (2009), the drill bit used by Iliescu et al. (2010) almost like a step drill operation but each of drill bit geometry serves a different purpose. Furthermore, a point angle of 125° is to ensure a proper balance of the drill bit and allowing if compatible with a very progressive output, which minimizes the thrust load near 90° point angle (Iliescu et al. 2010), whereas the drill bit geometry used by Shyha et al. (2009) that 140° point angle able to reduce the thrust force and the reduction was believed due to the lower chisel edge/workpiece material interaction when employed the step drill bit. Feed rate, cutting speed and tool wear are the most significant factors affecting the thrust force as stated in the work of Iliescu et al. (2010) and similar to other research attempts as highlighted in the first paragraph. They used 25 mm thick CFRP in this research attempt. Unfortunately, hole quality was not quantified, as the focus was clearly on tool wear. Research conducted by Santhanakrishnan et al. (1988) studied the machined surfaces of CFRP. In machining of CFRP, sintered carbide tools exhibit flank wear and secondary sides, combined with a predominant crater wear. Severe wear in the nose region and cobalt matrix pull out lead to the flow of the carbide skeleton due to the higher cutting temperature. In this experiment, two types of tool were used involving sintered carbides (P20, TiC coated, K20) and HSS. They found that K20 carbides performed better in machining of FRP composites compared to other types of sintered carbides and HSS. Based on the literature in the first as well as this paragraph, so far two types of tool material, i.e. diamond and carbide drill bits, are the most promising drill bits for drilling CFRP composites due to its machining results. Apart from the effect of tool wear, choosing the most suitable coating material, especially for drilling, is crucial due to the nature of removing material in a confined space, which this leads to a wide potential for damage. However, information regarding tool defects can be valuable for optimizing speed and feed. The recommended by the authors (Caggiano et al. 2018, Shyha et al. 2009, Franke 2011, Davim and Reis 2003, Sardiñas et al. 2006, Gaitonde et al. 2008, Ramulu et al. 2001, Iliescu et al. 2010, Santhankrishnan et al. 1988) that the range for point angle is between 80° and 140°, while for helix angle is between 23° and 43°.
One of the early orthogonal machining experiments in CFRP composites was conducted by Koplev et al. (1983), where the authors observed the chip formation, surface quality and cutting forces for two fibre orientations: perpendicular 90° and parallel 0° fibre orientations, relative to the cutting direction. They found that the surface was destroyed and cracks were formed that penetrated into the composite during machining at 90° fibre orientation, up to a depth of 0.3 mm. However, during machining of CFRP at 0° fibre orientation, the surface was smoother and the cracks in the composite reached a depth of only one or two fibre diameters. Another experiment was conducted in order to determine the horizontal cutting force, and it was found that horizontal force when the cutting direction was parallel to the fibres was dependent on the cutting depth and rake angle. The vertical force, in contrast, was dependent on the relief angle and the amount of wear the tool exhibited. Another experimental study, conducted by Pecat et al. (2012), investigated the circumferential up-cut milling process of unidirectional CFRP. In their paper, three relationships were discussed, and Fig. 2.12 shows the results achieved. The first result was the influence of the fibre orientation on the surface quality and process forces. They pointed out that the fibre orientations under −45° and 90° showed serious damage in the form of cracks and segmentations. Based on their observation, they identified that the cutting mechanism was different for each fibre orientation. This is different compared to the findings by Koplev et al. (1983) that they reported only fibre orientation at 90° was experienced serious damages. Another relationship that they discovered was that between the influence of cutting speed on surface quality/damage, and process forces. They found out that high cutting speeds results in fibre bending in the cutting direction close to the machined surface. It was believed that this was caused by the thermo-mechanical load during the cutting process, therefore the level of damage rises when both cutting speed and workpiece temperature increase. The third relationship was the influence of the workpiece temperature on the surface and process forces. In this relationship, cracks were frequently formed when these were induced at low workpiece temperatures of −40 °C and 20 °C, but that they can be avoided at higher temperatures. In order to reach the specified workpiece temperatures, an in-process cooling and respectively heating was used. The cooling was done with a carbon dioxide nozzle while the heating was performed by a hot air stream. For a temperature of 120 °C, a severe alteration in the sub-surface region was found, which indicates thermal damage. They suggested that milling the CFRP at 80 °C led to the best results, i.e. the optimum condition can prevent crack formation leading to low cutting forces and to avoid thermal damage at the same time. These experiments indicated a good understanding of the relations between the cutting speed, fibre orientation and workpiece temperature. Identifying where and how the defect occurs may lead to its consideration as a potential development for improving the machined surfaces. Understanding how the mechanisms work is crucial for tuning process parameters towards causing the least amount of damage to the workpiece material.

Micrographs showing (a) specimens with different fibre orientations, (b) specimens machined with different cutting speeds and workpiece temperature, and (c) specimens machined with different cutting speeds and workpiece temperatures (Pecat et al. 2012)
With respect to surface quality, both Pecat et al. (2012) and Koplev et al. (1983) observed similar levels of serious workpiece damage for cutting directions set at 90° to the fibre orientation. However, these research attempts are more concerned with the development of chip formation and the effects of tool shape design. Current research is primarily seeking information on the combined effects of speed and feed, but it is still considered as valuable information regarding the cutting forces mechanisms; understanding these may lead to the development of a good combination of speed and feed in order to reduce the compressive and radial forces during drilling operations. Apart from establishing relationships between surface damage and cutting parameters, the paper also provides an interesting way of minimizing the influence of vibrations during machining, by providing an adequate clamping of the specimens. These were embedded into aluminium shells, which were clamped on a multidirectional force measurement platform. This part emphasizes the importance of fixturing when conducting any machining trials, in order to avoid any workpiece movement during machining.
The study on delamination during the machining of CFRP conducted by Hintze et al. (2011) systematically investigated the occurrence of delamination of the top layers, with a focus on contour milling (“routing”). Two mechanisms are introduced to describe delamination: occurrence and propagation, as shown in Fig. 2.13. The authors found that the occurrence of delamination and fibre overhangs during the machining of CFRP generally depends on the condition of the tool wear and the fibre cutting angle on the top laminate layers. Neither delamination nor fibre overhangs were observed for angles of between 0° < X < 90°, whereas for fibre cutting angles in the range of 90° ≤ X < 180°, delamination and fibre overhangs did occur. Delamination can propagate from the critical cutting angle range to the component edge, provided that the fibres are initially cut at a cutting angle of 90° ≤ X < 180,° and at the component edge with a cutting angle of 0° < X < 90°. The authors also conducted a drilling experiment, and found that a significant radial force component acts in addition to the axial feed force and cutting force, and corresponds to the passive force. Passive forces act on both major cutting edges. This paper provides a good explanation of delamination. A systematic scheme for describing the occurrence of delamination in milling is a good reference for understanding the nature of delamination and how it propagates. A critical angle range of 90° ≤ X < 180° indicates serious damage, and similar results were obtained by other researchers (Pecat et al. 2012, Koplev et al. 1983). However, the experiment was carried out with a single value for each parameter, cutting speed and feed. Whether the use of different cutting parameters will make their findings obsolete is not known. It is reasonable to assume that the situation will be different, and the occurrence and propagation probably start at different points. The effect of each fibre orientation angle might also be changed.

Systematic scheme for describing the occurrence of delamination in milling (Hintze et al. 2011)
The work of Sobri et al. (2018) emphasized the application of different drilling strategies on 25.4 mm thick CFRP in mechanical drilling experiments in order to determine whether the tools can actually drill through an entire stack in a single-step or whether the hole chip evacuation poses a serious problem, which it can ultimately fracture the tool. Experimental results showed that all strategies were able to penetrate the entire sample completely and only single-step drilling was capable of drilling 25.4 mm thick CFRP with minimum damages. It is practical for this strategy to manipulate the machining parameters in order to reduce hole damages in future work. Moreover, the first and final layer of the CFRP were covered by an additional surface or coating layer (i.e. peel-ply layer), which it works as a surface protection as discovered by Sobri et al. (2018). This could be due to a higher fibre density/concentration in the woven-ply structure compared to unidirectional configurations and led to increased interaction between abrasive fibres and the drill bit during drilling, which it results a significant delamination. This paper presented the results that are useful to define the relationships between machining parameters related to mechanical drilling and hole quality for future considerations and it is revealed that the 2-flute uncoated tungsten carbide (WC) drill bit produced the best holes so far.
4 Quality Assessment of Drilled Holes
It has been reported that, in the aircraft industry, up to 60% of parts containing composite materials are discarded during the final assembly process due to drilling-induced delamination damages (Caggiano et al. 2018, Wong et al. 1982, Stone and Krishnamurthy 1996). Other types of damage were also found in previous research, and efforts towards understanding drilling behaviour, particularly in drilling of CFRP, are still on-going. The quality of drilled holes is the important factor, and is complicated in nature due to the complexities of the material constituents, and the fact that examination of drilling effects is highly challenging during the evaluation process. Various techniques for evaluating drilled holes are currently available for researchers by using wide range of technology. The most favourable method in assessing drilled holes is non-destructive examination , which is commonly used by researchers; this method applies visual inspection through digital images extracted from optical microscope, stereomicroscope, ultrasonic C-scan, X-Ray computerized tomography (CT) and others. The following sub-sections explain all of the types of evaluation techniques which are applied commonly for quality assessment and evaluation purposes in drilling process.
4.1 Delamination Factor (Fd) and Relationships Between Forces and Delamination
The earliest metric for characterising delamination after a drilling process is the one-dimensional delamination factor, often abbreviated as Fd, which was introduced by Chen (Chen 1997). This method is based upon measurement of the maximum diameter of the damaged zone or delamination around a hole, with the centre point of the damage diameter located at the centre of the hole. It is one of the most commonly-used methods by researchers to quantify the amount of damage to a hole produced in fibre reinforced composite materials, by applying Eqs. (2.1),
where Dmax is the maximum diameter of the observed delamination zone and Dnom or Do is the nominal diameter of the drilled hole. Figure 2.14 shows the measures used in calculating the delamination factor (Fd). This quantification method is mostly applied in measuring of holes drilled by mechanical operations. Moreover, this method can potentially be applied to laser-drilled holes; the ratio outcome may be significantly different due to thermal damage characteristics, as compared with mechanical drilling which is commonly affected by cutting operation parameters or cutting tool design.

Assessment of hole quality (adapted from Faraz et al. 2009)
The previous researchers believed that the relationship between delamination and thrust force has a significant correlation when drilling CFRP composites (Kim and Lee 2005, Hocheng and Tsao 2006) and it is also believed that delamination can be identified by monitoring the force (Shyha et al. 2010). Feed rate, spindle speed, drill diameter, drill point angle and material configuration which the researchers pointed out that these process parameters affect the onset of delamination and the extent of delamination damage. Furthermore, the most influential parameter to control delamination is feed rate, and it is believed that this parameter has a direct influence on thrust force (Sheikh-Ahmad 2009). Apart from the thrust force, torque is also affected by the cutting speed, feed rate, and drill geometry. As explained in Sect. 2.3.1 (Cutting mechanisms of mechanical drilling), monitoring drilling thrust force and torque is essential for investigators or researchers to understand the evolution of the thrust force and torque, in order to see a detrimental effect on hole quality, in terms of workpiece delamination or damage. At the moment, this is the most common approach applied by researchers (Liu et al. 2012, Sheikh-Ahmad 2009). Moreover, researchers usually observe the trend or pattern of force signals which can use as an indicator of how the damage propagates, and which part of the revolution is most affected on the workpiece. Figure 2.15 shows a typical force diagram for a single hole, drilled using a stepped drill in this example. It can be seen that each section of the diagram shows a significant revolution generated by cutting action, and which part of the tool makes a major contribution to the damage. The main interest in observing the trend or pattern is on the maximum magnitude of the thrust force, which indicates the initiation of delamination (Sheikh-Ahmad 2009, Shyha et al. 2010, Caggiano et al. 2018). In spite of this, how certain a correlation between the course of thrust force and the amount of damage could not be found from any references (Caggiano et al. 2018, Liu et al. 2012, Sheikh-Ahmad 2009, Schrader and Elshennawy 2000, Shyha et al. 2010, Shyha et al. 2009, Chen 1997, Konig et al. 1985). However, the only possible way at the moment is to find the relationship between the amount of thrust force and the delamination factor, i.e. Fd ratio (Chen 1997) or Fda (Davim et al. 2007). Konig et al. (1985) and Chen (1997) revealed the relationship between the amount of thrust force and the width of damaged zone on the tool exit side at any cutting conditions by using conventional twist drill bit and suggested that as long as the thrust force is below a certain critical value, which depends upon the material composition, no damage occurs. If it is above the limit, the damage takes place and grows very rapidly.

Example of typical force diagram for a single hole drilled by using a stepped drill (Shyha et al. 2010)
4.2 Adjusted Delamination Factor (Fda)
In cases where the damage is caused by a few fibres or fibre-bundles peeled up or pushed down result in a significant width, it will be difficult to assess the extent of the real, delamination characteristics across the entire hole periphery. Davim et al. 2007 suggest a two-dimensional delamination factor called the adjusted delamination factor, typically abbreviated as Fda; Fig. 2.16 illustrates a method to measure the Fda. An extension of this approach is to not only look at the diameter but at the amount of material left behind by the drilling process. One way of assessing this damage in a quantitative manner is by determining the area of workpiece material blocking off the hole entrance and exit, and by relating it to the size of the damage contribution, which represents the common establishment of delamination factor, Fd as shown in Eqs. (2.2).

Measuring elements in the adjusted delamination factor (Fda) (Shyha et al. 2010)
where Amax is the cumulative peripheral damage area (the area marked by large yellow circle in Fig. 2.16), and Ao is the nominal area of the hole drilled (marked by small yellow circle in Fig. 2.16). In Fig. 2.16, both measurement elements are shown in the same region for better understanding and comparison, i.e. Amax/ Dmax including Ao/Do which are measured in the same region for both methods, Fda and Fd.
Davim et al. (2007) furthered the explanation of the parameters, α and β, which these are the weights in Eqs. (2.2). Amax and Ao are derived in Eqs. (2.3, 2.4):
Substituting Eqs. (2.1, 2.3) and (2.4) into Eqs. (2.2), the simplified Eqs. is as follows:
Based on the Eqs. above, parameter α is actually the accompaniment of parameter β, which is ‘α = 1 - β’. Furthermore, parameter β is the ratio of the damage area (Ad) to the area interrelated to Dmax (Amax), and subtracts the nominal area of the hole (Ao). Therefore, the Eqs. mentioned above can be equivalent to Eqs. (2.6, 2.7).
The criterion based on Eqs. (2.1) may generally have an inherent incoherence, because the extent of the delamination caused by just a few fibres peeled up or pushed down to a distinct and significant width does not truly depict the real delamination zone of the drilled hole periphery (Davim et al. 2007, Faraz et al. 2009, Shyha et al. 2010). Eqs. (2.2), in contrast, describes a two-dimensional delamination factor and might therefore be more appropriate for describing the damage caused to a hole or workpiece (Davim et al. 2007). In certain cases, Eqs. (2.2) provides a better discrimination of hole damage as compared to Eqs. (2.1). It may experience identical results, despite the big difference in damage during the analysis, and thus the adjusted delamination factor (Fda) gives more robust/characteristic measure for hole defects. A typical example of this scenario can be seen in Fig. 2.17, based on the experiments conducted by Shyha et al. (2010).

An example of the application of conventional Fd and adjusted Fda : (a) final hole exit in Test 1; (b) final hole exit in Test 10; (c) first hole exit in Test 5; and (d) first hole entry in Test 10 (Adapted from (Shyha et al. 2010))
4.3 Assessment of Hole Geometry Accuracy
Circularity of hole and hole taper are some defects associated with mechanical drilling as well as laser drilling, due to the inherent nature of drilling difficult-to-cut materials such as high-strength metals, ceramics and composites. Excessive tool wear can affect the accuracy of drilled hole, thus, tool life assessment can be measured and correlated with measurement of the hole diameter. Shyha et al. (2010) found the drilled hole diameter to be undersized in all conditions tested, by between 36 to 73 μm at the maximum level of tool life performance. Moreover, they observed that all holes had a small taper, with slightly larger entry holes. It can be seen that a diametrical difference occurred between hole entry and exit which was 17 μm over a 2 mm height; however, further analysis was only considered at a 1.5 mm distance from hole entry or exit - the middle point reading. All tests were based on drilling of 3 mm-thick symmetric CFRP laminate specimens (unidirectional and woven arrangements), with various prepreg resin types provided by manufacturers. The machining used uncoated WC twin lipped stepped drills with a pilot diameter of 1 mm, incorporating a 1.5 mm sizing diameter section; the helix and point angles were 24° and 118° respectively. Figure 2.18 shows hole diameter measurement results in different prepreg resin type and prepreg form as well. They measured all holes by using 3-axis coordinate measuring machine, CMM equipped with a Renishaw head including a 1 mm ruby ball stylus. Three axial positions were measured as shown in Fig. 2.19, and twenty seven points taken for each axial position, repeated twice and averaged. The following sub-section explains the evaluation of hole geometry accuracy for a laser drilling operation.

Hole diameter measurement outcomes (Shyha et al. 2010)

Locations of hole diameter axial positions for 3 mm thick CFRP laminates (Adapted from (Shyha et al. 2010))
5 Summary
The physical properties of the fibre and matrix, fibre volume fraction, and fibre orientation primarily determine the properties of FRP materials. Owing to these properties, machining of FRP composites is a challenging task, which leads to some forms of material damage in any machining process. Drilling of composites, particularly CFRP, remains one of the most challenging machining operations, and among the key issues to be considered are thermal management, tool wear, delamination and other significant damage (Sheikh-Ahmad 2009); in drilling of CFRP composites, the optimum performance depends on the proper consideration of these factors (Caggiano et al. 2018, Sobri et al. 2018, Sheikh-Ahmad 2009, Kalpakjian and Schmid 1999). Mechanical drilling requires the selection of optimum cutting operation parameters - i.e. cutting speed (spindle speed) and feed rate - in order to avoid any excessive forces affecting the surface integrity of CFRP composites.
Although researchers or investigators have suggested some approaches to reducing the damage in mechanical drilling, such as the use of support plates, special drill bits and pre-drilled pilot holes, the optimization of cutting operation parameters (i.e. spindle speed and feed rate) is still considered as the best approach to enhance the hole quality without needing special equipment or tools which can be an expensive for future manufacturers. Some authors believe that optimizing cutting operation parameters leads to better quality, since the use of low feed rate and high spindle speed favour the minimum material damage and extend tool life. Many researchers have highlighted the optimum performance of spindle speed and feed rate in their experimental attempts, and they encourage others to refer to these results for future machining; however, these references may or may not be suitable for drilling a thick sample, e.g. a 25.4 mm CFRP workpiece. Previous drilling experiments were attempted by researchers to drill material thickness ranging from 1 to 25 mm (mechanical: 1 to 25 mm); manipulating the machining parameters may produce different results due to the different thicknesses.
References
Abrate S, Walton DA (1992) Machining of composite materials, Part II: Non-traditional methods. Compos Manuf 3(2):85–94
Askeland DR, Phulé PP (2006) The science and engineering of materials (International Student Edition). Thomson Publishing
Brouwer WDR (2019) Natural Fibre Composites in Structural Components: Alternative Applications for Sisal? http://www.fao.org/DOCREP/004/Y1873E/y1873e0a.htm (Accessed on 16th April 2019)
Caggiano A, Nele L, Teti R (2018). Drilling of Fiber-Reinforced Composite Materials for Aeronautical Assembly Processes, Characterizations of Some Composite Materials, Hosam El-Din M. Saleh and Martin Koller, IntechOpen, DOI: https://doi.org/10.5772/intechopen.80466. Available from: https://www.intechopen.com/books/characterizations-of-some-composite-materials/drilling-of-fiber-reinforced-composite-materials-for-aeronautical-assembly-processes
Chen WC (1997) Some experimental investigation in the drilling of carbon fiber reinforced plastic (CFRP) composite laminates. Int J Mach Tools Manuf 37:1097–1108
Dandekar CR, Shin YC (2012) Modelling of machining of composite materials: a review. Int J Mach Tool Manu. https://doi.org/10.1016/j.ijmachtools.2012.01.006
Davim JP, Reis P (2003) Drilling carbon fibre reinforced plastics manufactured by autoclave – experimental and statistical study. Materials & Design 24(2003):315–324
Davim JP, Rubio JC, Abrao AM (2007) A novel approach based on digital image analysis to evaluate the delamination factor after drilling composite laminates. Compos Sci Technol 67:1939–1945
Di Ilio AM, Tagliaferri V, Veniali, F (1991) Tool life and hole quality in drilling aramid and fibrous composites, in Composite Material Technoloav 1991. Proc of 14th Annual Energv Sources Technology Conf. ahd Exhibition, Houston, TX, Jan 2{123,1991, ASME Publ. PD-Vol 37, pp 203–207
Faraz A, Biermann D, Weinert K (2009) Cutting edge rounding: an innovative tool wear criterion in drilling CFRP composite laminates. Int J Mach Tool Manu 49:1185–1196
Franke V (2011) Drilling of long fiber reinforced thermoplastics-influence of the cutting edge on the machining results. CIRP Ann Manuf Technol 60:65–68
Garrick R (2007) Drilling Advanced Aircraft Structures with PCD (Poly-Crystalline Diamond) Drills, SAE Technical Paper 2007-01-3893, https://doi.org/10.4271/2007-013893
Gaitonde vVN, Karnik SR, Campos RJ, Esteves CA, Abrao AM, Davim JP (2008) Analysis of parametric influence on delamination in high-speed drilling of carbon fiber reinforced plastic composites. J Mater Process Tech 203:431–438
Gindy NNZ (1988) Selection of drilling conditions for glass fibre reinforced plastics. Int J Research 25(8):1317–1327
Hernandez-Castaneda JC, Sezer HK, Li L (2011) The effect of moisture content in fibre laser cutting of pine wood. Opt Lasers Eng 49:1139–1152
Hickey J (1987) Drilling graphite composites. Modern Machine Shop 59:84–90
Hintze W, Hartmann D, Schutte C (2011) Occurence and propagation of delamination during the machining of carbon fibre reinforced plastics (CFRPs)-an experimental study. Compos Sci Tecnol 71:1719–1726
Hocheng H, Dahran CKH (1990) Delamination during drilling in composite laminates. J Eng of Indusry 112:236–239
Hocheng H, Tsao CC (2006) Effect of special drill bits on drilling-induced delamination of composite materials. J Mach Tools Manu 46:1403–1416
Iliescu D, Gehin D, Gutierrez ME, Girot F (2010) Modelling and tool wear in drilling CFRP. Int J Mach Tool Manu 50:204–213
Jain S, Yang DCH (1994) Delamination-free drilling of composite laminates. ASME J Eng Indust 116:475–481
Kalpakjian S, Schmid SR (1999) Manufacturing engineering and technology (international edition). Pearson Publishing, Fourth Edition
Kalpakjian S, Schmid SR (2016) Chapter 9 Composite materials: structure, general properties and applications https://www3.nd.edu/~manufact/MET_pdf_files/MET_Ch9.pdf (Accessed on 26th November 2016)
Kim GW, Lee KY (2005) Critical thrust at propagation of delamination zone due to drilling of FRP/metallic strips. Compos Struct 69:137–141
Komanduri R (1997) Machining fiber-reinforced composites. Mech Eng. (ISSN 0025–6501) 115(4):58–64
Konig W, Grass P, Heintze A, Okcy F, Schmitz-Justin C (1984) Developments in drilling & contouring composites containing Kevlar. Prod Eng 63(8):56–61
Konig W, Wulf Ch, Grass P, Willerscheid H (1985) Machining of fiber reinforced plastics. Ann CIRP 34(2):537–548
Konig W, GraS P (1989) Quality definition and assessment in drilling of fibre reinforced thermosets. Annals of the CIRP 38(1):119–124
Koplev A, Lystrup A, Vorm T (1983) The cutting process, chips, and cutting forces in machining CFRP. Composites 14(4):371–376
Lambert BK (1987) Cutting and drilling of composite materials. Carbide and Tool J 19(5):31–34
Lau WS, Yue TM, Lee TC, Lee WB (1995) Un-conventional machining of composite materials. J Mater Process Technol 48:199–205
Liu DF, Tang YJ, Gong WL (2012) A review of mechanical drilling for composite materials. Compos Struct 94:1265–1279
Mackey BA (1980) How to drill precision holes in reinforced plastics in a hurry. Plast Eng:22–24
Mangalgiri PD (1999) Composite materials for aerospace applications. Bull Mater Sci 22(3):657–664
Matthews FL, Rawlings RD (1999) Composite materials: engineering and science, vol 2000. CRC Press, Boca Raton, pp 1351–1366
Mishra R, Malik J, Singh I, Davim JP (2010) Neural network approach for estimate the residual tensile strength after drilling in uni-directional glass fiber reinforced plastic laminates. Mater Des 31:2790–2795
Pecat O, Rentsch R, Brinksmeier E (2012) Influence of milling process parameters on the surface integrity of CFRP. Procedia CIRP 2012(1):466–470
Radkakrishnan T, Wu SM (1981) On-line hole quality evaluation for drilling composite materials using dynamic data. Z Eng for Industry 103:119–125
Ramulu M, Branson T, Kim D (2001) A study on the drilling of composite and titanium stacks. Compos Struct 54:67–77
Reza N (2010) Laser cutting of carbon fibre-reinforced polymer composite materials. PhD thesis, the University of Manchester
Sadat AB (1990) Machining of composites. Encyclopedia of Composites 3(1990):95–102
Sakuma K, Yokoo Y, Seto M (1984) Study on drilling of reinforced plastics (GFRP and CFRP). Bulletin of JSME 27(228):1237–1244
Sardiñas RQ, Reis P, Davim JP (2006) Multi-objective optimization of cutting parameters for drilling laminate composite materials by using genetic algorithms. Compos Sci Technol 66(15). 1 December 2006:3083–3088
Shanmugam DK, Chen FL, Siores E, Brandt M (2002) Comparative study of jetting machining technologies over laser machining technology for cutting composite materials. Compos Struct 57(1–4):289–296
Santhanakrishnan G, Krishnamurthy R, Malhotra SK (1988) Machinability characteristics of fibre reinforced plastics composites. J Mech Work Technol 17:195–204
Schrader GF, Elshennawy AK (2000) Manufacturing processes & materials, Society of Manufacturing Engineers (SME), 4th Edition
Sedlacek J, Slany M (2010) Analysis of delamination in drilling of composite materials. MM Sci J
Sheikh-Ahmad JY (2009) Machining of polymer composites. Springer, New York
Shyha IS, Aspinwall DK, Loo SL, Bradley S (2009) Drill geometry and operating effects when cutting small diameter holes in CFRP. Int J Mach Tool Manu 49:1008–1014
Shyha IS, Soo SL, Aspinwall DK, Bradley S (2010) Effect of laminate configuration and feed rate on cutting performance when drilling holes in carbon fibre reinforced plastic composites. J Mater Process Technol 210(8):1023–1034
Sobri SA, Heinemann R, Whitehead D, Shuaib N (2018) Drilling strategy for thick carbon Fiber reinforced polymer composites (CFRP): a preliminary assessment. J Eng Tech Sci 50(1):21–39. https://doi.org/10.5614/j.eng.technol.sci.2018.50.1.2
Stone R, Krishnamurthy KA (1996) Neural network thrust force controller to minimize delamination during drilling of graphite-epoxy laminates. Int J Mach Tools Manuf 36:985–1003
Teti R (2002) Machining of composite materials. CIRP Ann-Manuf Techn 51(2):611–634
Wong TL, Wu SM, Croy GM (1982) An analysis of delamination in drilling composite materials. In: Proc 14th SAMPE tech Conf, pp 471–483
Zhang H, Chen W, Chen D, Zhang L (2001) Assessment of the exit defects in carbon fibre-reinforced plastic plates caused by drilling. Key Eng Mater 196:43–52. ISSN 1013-9826
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Sobri, S.A., Heinemann, R., Whitehead, D. (2020). Carbon Fibre Reinforced Polymer (CFRP) Composites: Machining Aspects and Opportunities for Manufacturing Industries. In: Siddiquee, S., Gan Jet Hong, M., Mizanur Rahman, M. (eds) Composite Materials: Applications in Engineering, Biomedicine and Food Science. Springer, Cham. https://doi.org/10.1007/978-3-030-45489-0_2
Download citation
DOI: https://doi.org/10.1007/978-3-030-45489-0_2
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-45488-3
Online ISBN: 978-3-030-45489-0
eBook Packages: Biomedical and Life SciencesBiomedical and Life Sciences (R0)