
Abstract
Drilling is considered as one of the most challenging problems in aerospace structures where stringent tolerances are required for fasteners such as rivets and bolts to join the mating parts for final assembly. Fiber-reinforced polymers are widely used in aeronautical applications due to their superior properties. One of the major challenges in machining such polymers is the poor drilled-hole quality which reduces the strength of the composite and leads to part rejection at the assembly stage. In addition, rapid tool wear due to the abrasive nature of composites requires frequent tool change which results in high tooling and machining costs. This review intended to give in-depth details on the progress of drilling of fiber-reinforced polymers with special attention given to carbon fiber–reinforced polymers. The objective is to give a comprehensive understanding of the role of drilling parameters and composite properties on the drilling-induced damage in machined holes. Additionally, the review examines the drilling process parameters and its optimization techniques, and the effects of dust particles on human health during the machining process. This review will provide scientific and industrial communities with advantages and disadvantages through better drilled-hole quality inspection.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
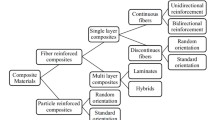
Fiber-reinforced polymers (FRPs) are the most commonly used composite materials in aerospace structures. Their unique properties such as high performance, lightweight, higher stiffness, and better corrosion resistance make them an attractive choice for aeronautical applications [1]. In FRPs, the reinforcement fibers are usually hard, stiff, and strongly dispersed in the phases of the composite embedded within the matrix [2]. The reinforcement is also the main load-bearing element because the load may be transferred to other near fibers through the matrix, in case of any single fiber breakage [3]. Accordingly, the matrix acts as a binder by surrounding the reinforcement. The matrix does not bear much of the load but it protects the structure from surface damage and harsh environments like high temperature and humidity [3]. The matrix also provides ductility and prevents crack propagation from one fiber to another [4]. Therefore, fibers resist tension, the matrix opposes shear, and together, both act to resist compression, reflecting the overall properties of the composites [3].
FRPs includes carbon fiber–reinforced polymers (CFRP), glass fiber–reinforced polymers (GFRP), and aramid fibers [5]. CFRPs are used in high technology applications. GFRP with the common types of E-glass (electrical) and S-glass (high strength) also exhibits superior properties; however S-glass is used in aerospace applications [6]. Aramid fibers (trade name Kevlar) are commercially available as Kevlar 49 and Kevlar 29. Kevlar 49 is principally used in aerospace, marine, and automotive applications, whereas Kevlar 29 functions for ballistic protection [3].
The hybrid composite structure is the metal composite laminate that includes Fiber metal laminate (FML) commercially available as glass-reinforced aluminum laminate and carbon-reinforced aluminum laminate. FML is composed of thin sheets of high strength alloys of metals bonded together to the plies of FRP adhesive. These are widely acknowledged due to their resistance to fatigue and damage tolerance which are the key characteristics considered in aircraft structural applications [7].
In the aerospace industry, CFRP is often used in the aircraft wing boxes, horizontal and vertical stabilizers, and wing panels [8]. GFRP is used in the fairings, storage room doors, landing gear doors, and passenger compartments [8]. FMLs are used in upper fuselage skin panel structures [9]. The most common examples of these are Boeing and Airbus airliners [8]. Dreamliner, Boeing 767 and 787, and Airbus A350, A380, etc. increasingly used composite laminates over 50% of the whole vehicle weight. The airframe of the Airbus A380 constitutes 25% of composites, including 22% of CRFP or GRFP and 3% of FML [10]. Figure 1 shows the material breakdown of the Airbus structures [10].

components made of FRPs used in Airbus [10]
In aircraft structural parts, a large number of holes are required for producing riveted and bolted joints in the assembly stage [11]. The range of the number of holes required by a commercial aircraft is up to 1.5–3 million, while a jet fighter requires as many as 300,000 holes [12,13,14]. Challenges in the drilling process of FRPs arise from their heterogeneous, anisotropic, highly abrasive, and hard nature of fibers, which causes drilling-induced damage issues such as delamination [15]. Delamination affects the dimensional accuracy of machined holes and their surface finish, which ultimately leads to 60% of all part rejection at the assembly stage [16]. In addition, the abrasive nature of the fibers requires frequent tool change which results in high machining costs. Therefore, selections of suitable machining parameters and proper tool geometry are essential for producing acceptable hole quality in FRPs [11]. Other commonly drilling-induced hole damages in FRPs include fuzzing, chipping, fiber/matrix de-bonding, spalling, fiber pull-out, fiber breaking, resin loss, uncut fibers, etc. [16]. Figure 2 illustrates some of the drilling-induced damage in FRPs [17].

Drilling induced hole damage in FRPs [17]
These failures all come from the machining of the FRPs which ultimately reduces the strength and fatigue life of the components, hence, reducing their performance in the long-term [18]. Therefore, drilling precise and damage-free holes is important to confirm joint strength and prevent any rejected parts [19]. This is the reason that the research and development of drilling of FRPs is an essential process and requires further in-depth investigations.
Researchers, in general, have sought to extend the literature on different aspects of drilling of FRPs for the improvement of better drilled-hole quality. For instance, Liu et al. [15] have discussed different drilling operations for the improvement of delamination in FRPs. Khashaba [20] has given special attention to machinability parameters, the analytical damaged model and different factors affecting the delamination in drilling of FRPs. M'Saoubi et al. [21] have presented recent advances in cutting of FRPs as well as aerospace alloys. In another study, by Xu et al. [22] the drilling solution to hybrid composites i.e., FRP/Ti has been discussed and multiple aspects of cutting responses were presented in a very comprehensive manner. Panchagnula and Palaniyandi [23] have reported on the drilling of FRPs as well as nano-polymer composite laminates and discussed different machining parameters to reduce delamination. Patel and Buch [24] have attempted to review the various aspects of drilling of FRPs where the main focus was given on GFRP. Vigneshwaran et al. [25] have discussed drilling operations of FRPs including GFRP, CFRP, and natural fiber–reinforced composites. The review provides in-depth detail about the drilling damages in response to the influence of various parameters. In another review by Karataş and Gökkaya [26], the conventional and non-traditional machining of both CFRP and GFRP were discussed.
Although there are several surveys available in the literature, the considerable limitations in the drilling process of FRPs and their ever-growing demand have stimulated both academic and industries towards further research and development. Consequently, there is still a need to explicitly understand the drilling behavior of FRPs for high-quality holes and to minimize defects [26]. Furthermore, the dust produced during the machining of FRPs, especially CFRP, has a significant impact on health and has not been discussed in detail where fewer studies in the literature have paid attention to dust analysis. Therefore, this review focuses on drilling of CFRP in relation to the effects of fiber orientation, hole quality and its assessment, and drilling process parameters and its optimization techniques. Moreover, this review examines the effects of dust particles on human health during the machining process.
2 Role of the orientation of the fibers in CFRPs
In CFRPs, the fibers possess more strength than the matrix. It is estimated that about 70 - 90 % of the primary load-carrying capacity are the fibers because the matrix is only considered as a binding medium. The important factor responsible for damage tolerance is the direction of the fibers because composites are strong enough in the fiber direction [27]. In unidirectional (UD) types, CFRP is said to be anisotropic. UD CFRP has maximum strength and stiffness along the direction of the fibers as compared to the direction perpendicular to the fibers because the fibers run only in one direction [15]. The bi-directional fiber-oriented woven-ply, such as a plain weave fabric, runs in two directions that are normally 90° apart and do not necessarily possess the same strength in both directions [15]. Continuous fiber reinforcement is usually used in the UD or bidirectional (woven) forms to form a thin plate normally of 0.15 mm, called the pre-pregs ply [15]. Proper selection of ply orientation is important in CFRPs in order to get optimum mechanical properties and provide an efficient structural design because strength design requirements depend on the direction of the applied load, the orientation of the plies and correct sequence. Therefore, plies of the UD require alignment at different orientations, normally cross-ply to form a quasi-isotropic composite laminate [28]. Figure 3 shows the schematic illustration of the FRP [15].

FRP: a UD-ply laminate, b woven-ply laminate, and c multi-orientated laminate with quasi-isotropic [15]
In a quasi-isotropic laminate structure, the laminate has an equal number of plies and should be stacked at 0°, − 45°, 45°, and 90° sequence. The plies in a direction of 0° are designed to react to axial loads, ± 45° to resist the shear loads, and 90° to react to side loads. This is the most-used stacking sequence in actual production that simplify the analysis and design of most fastened joints. In addition, this choice of quasi-isotropic pattern is close to having optimum properties because the orientations of plies in this direction are considered as isotropic materials. Furthermore, the quasi-isotropic arrangement is used in the aerospace structure to endure better loads, and in this way, it is also expected that material and hence the weight can be reduced, which is essential in the aviation and aerospace industry [29]. Table 1 shows the quasi-isotropic laminate structure most recently investigated by various researchers.
The fiber orientation in FRPs is also highly dependent on chip formation [39]. At a fiber orientation of 0°, delamination-type and fiber buckling-type chips are formed with the only difference of the cutting tool position. The chips produced in both the types are discontinuous where the buckling-type chips are smaller as compared to the delamination type because the generation of cutting force in the delamination type is larger and fluctuates more than that of the buckling type [40]. The fiber cutting-type continuous chips and discontinuous chips are produced when the orientation of the fibers is greater than 0° and less than 90°. The chips become discontinuous with a decrease in size when the fiber orientation reached up to 90° due to the inter-laminar shear stress at the fiber/matrix interface. Furthermore, shearing with discontinuous chip is formed at 90° < θ < 180°[40].
Furthermore, fiber orientation also affects the surface of the holes [4]. Wang et al. [41] have investigated that fiber orientation of 0 to 90° of machined epoxy-reinforced UD carbon fiber gives lower surface roughness and increases as the orientation of fiber reached up to 150°. The same conclusion has been reported by Ghafarizadeh et al. [42]. Gao et al. [43] have concluded that surface roughness becomes worse as fiber orientation increased from 45 to 135° because of surface irregularities. Palanikumar [44] has also reported that an increase in the fiber orientation from 15 to 120° makes the surface roughness poorer. Furthermore, H. Gao et al. [45] have concluded that exit drilled holes of UD epoxy composites have been found to be more prone to damage with fiber orientation. The level of hole quality improves if the fiber orientation decreases in the range of 0 to 90°, while defects at the drilled hole are more severe when the orientation of the fibers increases in the range of 90 to 180°.
3 Drilling process on CFRPs
The machinability of FRPs is considered more challenging because they need different machining parameters than those required for conventional metal cutting [46]. The difficulty in the machining of FRPs arises due to the two phases of the composite with considerably different properties [47]. Furthermore, cutting tools have to face a harsh environment due to high thermal resistance and related wear [48]. This requires more reliable cutting tools to resist varying mechanical and thermal loads [22]. There are several non-traditional machining operations but drilling, especially the conventional drilling, with twist drill bits got extensive attention in composites [49]. Therefore, drilling precise and damage-free holes is important to confirm the joint strength and avoid any rejected parts due to poor hole quality [19]. Figure 4 shows factors affecting the performance of drilling of composites and the summary of recent studies on drilling of CFRP is given in Table 1.

The main factors which determine the drilling performance of composites [50]
Many researchers have investigated the drilling performance of CFRPs. For instance, Wang et al. [30] have used uncoated tungsten carbide, diamond-coated, and AlTiN-coated drills for drilling of CFRP. The cutting speed and the feed rate were 6000 rpm and 0.0762 mm/rev, respectively, and these conditions were fixed for all drills. A water-soluble cutting fluid was used with a flow rate of 16 mL/min. It was concluded that diamond coating performs well as compared to other drills in reducing the edge rounding wear. Turki et al. [31] have studied that at low feed rate, matrix cracking for the stitched composite was almost absent. In addition, the low thrust force was found to be more effective in reducing the damage risk. Ramirez et al. [32] have used cemented carbide tools to drill CFRP and it was revealed that the main abrasive wear was the wear mechanism which then contributes to increasing the temperature gradually and subsequently, affects the final surface topography of the holes. Wei et al. [33] have developed a mathematical model based on classical plate bending theory and linear elastic fracture mechanics to conduct the analysis of the drill bits on the delamination of CFRP. It was concluded that large feed speed contributed more in the occurrence of delamination. In addition, the coated drills achieved better drilled-hole quality due to its small thrust force. Abhishek et al. [34] have drilled CRFP using the high-performance solid carbide drill with TiAlN coating. It was concluded that minimum torque, thrust force and delamination factor were obtained at the highest cutting drill speed, lowest feed rate, and minimum diameter. Gaugel et al. [35] have worked on drilling quasi-isotropic unidirectional CFRP based on pre-peg with a stacking sequence of 0/45/90/− 45. An uncoated WC-6 wt% cobalt matrix and 6-μm-thick diamond-coated drill bits were used to analyze tool wear and delamination in CFRP. Edge rounding abrasive tool wear was found more in uncoated tools as compared to the diamond-coated tool. Fernández-Pérez et al. [36] have used the countersink carbide drill with the diamond coating to drill CFRP. It was noted that high cutting speed and feed simultaneously showed low tool wear and less delamination. Qiu et al. [37] have used uncoated twist drill and the stepped drill made of ultra-fine grain carbide to drill CFRP. The stepped drills with the pilot diameter of 3 mm perform better drilling performance. It was investigated that the drilled-hole damaged area was increased as the spindle speed increased. However, the lower thrust force showed lower defects in the holes. Xu et al. [38] have concluded that drilling-induced delamination in CFRP depends on drill geometries and cutting parameters. Dagger drill was not recommended for damage-free delamination. For detecting and characterizing delamination damage, ultrasonic C-scan was found to be a feasible technique.
3.1 Hole quality and drilling induced damage in CFRPs
In the aerospace industry, strict requirement is imposed to produce high-quality machined parts with minimum defects. Therefore, the quality of holes depends on types of material, drilling conditions, and desired tolerances in an industry. The details of different defects during drilling is given in Fig. 5 [51] and the relevant factors that affect these damages are discussed in the following sections.

Hole quality inspection criteria [51]
3.1.1 Drilling-induced delamination
In FRPs, the damage induced due to drilling commonly occurs through a series of several defects [52]. Among all, the damage caused due to delamination is a very serious problem because it affects assembly tolerance which leads to a substantial number of part dismissals, especially in the aircraft industry [53]. Experimental investigations have shown that delamination normally occurs around the drilled hole corresponding to the entrance and the exit of the holes [54]. Peel-up delamination zone is the region where the composite layers become spiral up soon the drill approaches the surface of composites and starts cutting. As drill advances towards the end of the workpiece. The thickness of the workpiece decreases and uncut plies below the drill lose their resistance against deformation caused by the drill feed force. Finally, the region of the push-down delamination develops when the dill tool enters the exit point [55]. This is the reason that push-down delamination is most frequently observed in composites than peel-up delamination because the strength of the inter-ply bonding reduces when there is higher thrust force exerted by the drill [56]. Figure 6 shows the classification of delamination during drilling of FRP [57].

Classification of delamination during FRP drilling [57]
There are several methods for the assessment of delamination level around the drilled holes. The most common characteristic of delamination parameter in drilling of FRPs is the delamination factor [58]. Table 2 shows a summary of the different evaluation criteria for drilling-induced delamination in composites.
Chen [59] has defined the delamination factor as the ratio of the maximum diameter of the circle encompassing the delamination zone of the circle to the hole nominal diameter as indicated in Eq. 1. This is the one dimensional (1D) delamination factor and does not take into account the actual damage, but gives only the delamination up to the maximum extent in the radial direction. Therefore, this parameter may not be considered as a full representation of the drilled-hole quality. For instance, two holes characterized by the same delamination factor parameter may be qualitatively different and depicts different delamination patterns. For example, in GFRP which shows a regular pattern of delamination this conventional delamination gives acceptable results. However, in case of CFRP, the delamination patterns are irregular due to fine cracks [65] and the conventional delamination might be inappropriate because of the lack of indication of delamination area during calculation [67]. Later, Silva has [60] presented a similar parameter which is minimum delamination factor for the calculation of the drilled hole delamination given in Eq. 2. However, this method also does not contribute to the damaged area for the assessment of delamination [67]. El-Sonbaty et al. [61] have assessed the delamination factor using the method given in Eq. 3 to evaluate the damaged around the hole by measuring the size of delamination. The delamination damage is characterized with different maximum damaged radius and the one with higher damaged radius value shows the greater delamination. Other alternative delamination characteristic parameters proposed in the literature include the two-dimensional (2D) delamination factor which evaluates the delamination based on area. This indicator extracts the cumulative peripheral damaged area and the nominal drilled-hole area in percentage given in Eq. 4, proposed by Faraz et al. [62]. This method distinguishes the severity of the delamination defects with different areas, however, this method does not include the effect of crack length on delamination defect, as only the delaminated area is used for calculating the ratio. Mehta et al. [63] have suggested another method similar to the 2D delamination factor i.e. the damage ratio which is the ratio of the drilled-hole peripheral damaged area to the nominal drilled-hole area given in Eq. 5. This method is presented as a factor instead of a percentage which is the only difference from the 2D delamination factor. However, this method lacks to differentiate the defects of the drilled holes with the same area in which the deformation in one hole is uniform at its neighbourhood, while the other has deeper and longer cracks. In addition, Mohan et al. [64] have also proposed a delamination factor which is the ratio of the delaminated area to the nominal area given in Eq. 6. This method also considers only the damaged area and is not appropriate for the contribution of the maximum crack length which is the same drawback as in the case of 2D delamination factor and damage ratio. Furthermore, Davim et al. [65] have introduced the adjusted delamination factor which signifies the comprehensive consideration of both 1D and 2D delamination factor. The first part of Eq. 7 contributes to the crack size, while second part accounts for the contribution of the damaged area. Moreover, Tsao et al. [66] have proposed the equivalent delamination factor, which is the ratio of equivalent delamination diameter to the hole diameter, calculated according to in Eq. 8. Recently, Xu et al. [38] have proposed a three-dimensional delamination factor given in Eq. 9 which can identify the inter-laminar failure inside the composite based on a 2D delamination factor. Figure 7 shows the hole damage distribution in FRP.

Drilling induced hole damage of CFRP: a uniform damage, b cracks, c uniform damage with cracks, and d uniform damage with fine cracks [67]
In addition to the above criteria for the evaluation of delamination, other inspection includes there visual or non-destructive techniques. Visual inspection is the simplest way of detecting the composite defects to see the delamination, cutting tool marks, and some other surface defects. But, it is likely that in some cases, the defects are inside and cannot be seen properly visually. In this case, non-destructive techniques are important to inspect the damage around the drilled hole. Scott et al. [68] have summarized the most common non-destructive techniques which include ultrasonic testing, holography, and thermography. Other non-destructive methods include optical microscopy, computerized tomography and CT-Scan [69], laser imaging [70], microwave near-field non-destructive testing, thermal imaging [71], digital photography [65], radiography [72,73,74] and sonic IR imaging [75]. The comparison of the most common method to inspect the damage in the FRPs is given in Table 3.
3.1.2 Surface roughness, hole size, and circularity
One of the major characteristics in the drilling process is the surface roughness which is used to measure the surface texture or finishes by examining the irregular surface of the workpiece. Drilled holes with high surface roughness in any workpiece result in excessive wear, fatigue and lower the material ability to resist corrosion [76]. Surface roughness is also greatly influenced by machining parameters, tool parameters and the vibration produced by the cutting tool [16]. Surface roughness can be assessed by profiling methods and area methods. The profiling methods are accurate but produce point by point surface height information, where the area methods are faster but produce average area properties. The most widely used method of measuring surface roughness is through the use of a mechanical stylus tracing for linear roughness measurements. Figure 8 shows the further classification of the two methods for the measurement of surface roughness techniques. For more details, readers are referred to Vorburger et al. [77].

Surface texture measurement techniques [77]
In addition to surface roughness, the deviation of the drilled-hole size from the nominal diameter such as circularity also contributes to the performance of the machined parts [1]. It is considered as the fundamental forms for engineering components for the quality assessment of drilled holes [51]. The circularity error range for CFRP is 80–250 μm [78], for GFRP the range by [79] is 4–41 μm and 42.5–312 [6] where for CFRP/Al2024 the range is 6-25 [80]. Least Squares Circle, Minimum Zone Circle, Minimum Circumscribed Circle, Maximum Inscribed Circle are some of the methods used to find the circularity error [81]. Kurt et al. [76] have concluded that the drill-hole diameter deviates from its original size and may increase in size due to high cutting speed. This is because there are more drilling vibration and chatter at a high cutting speed which affects the accuracy of the hole. Furthermore, drills dynamic behavior also contributes to a larger diameter at the hole exit due to the fact that when drill touches the workpiece, the vibration may has its maximum value.
4 Drilling process parameters
High-quality drilling of composites depends on the proper selection of process parameters given in Fig. 9. Process parameters include machining parameters and tool parameters. Machining parameters include the feed rate and the cutting speed while tool parameters include the tool types, tool geometry, tool materials and coatings [82]. Machining parameters are interrelated to the tool parameters and both have a direct impact on the online and offline parameters. Online parameters include the thrust force and torque, while offline parameters are the delamination, surface roughness, hole size and circularity error, and tool wear. Therefore, the selection of proper process parameters is necessary for drilling operation because optimum process parameters help in the best performance of drilling operation and reducing the occurrence of delamination and acceptable surface finish [23].

Process parameters for drilling of FRPs
4.1 Role of machining parameters on cutting forces and hole quality
Machining parameters highly depend on cutting forces and the hole quality [23]. The relation among machining parameters and the drilling-induced delamination is given in Table 4 which shows that the feed rate has a great impact on delamination. However, the influence of cutting speed on drilling CFRP are somehow debatable [55].
In terms of the cutting speed, literature is somehow controversial. It is investigated that peel-up delamination increases, decreases, or, in some comments, shows an unclear trend if the cutting speed increases and the same is the case with the exit hole delamination. Davim and Reis [83, 85] have concluded that higher cutting speed results in less damage at both sides of the drilled holes. Findings of Krishnaraj et al. [78] reports that variations in the spindle speed have no effect on the delamination at hole entrance, while hole exit defects are more sensitive at higher spindle speed. Abrao et al. [84] have discussed that high cutting speeds resulted in softening of the material due to rise in temperatures at the cutting zone which ultimately increases the drilled induced damaged area. In another study by Rubio et al. [94], it is concluded that there is less damage in the drilled hole when there is an increase in the spindle speed. While the feed rate directly impacts the thrust force which ultimately results in large delamination. The same investigation is done by [95]. This is because lower feed rates have contributed to decreasing the cutting depth per revolution and the tool does not require to cut more material volumes per revolution and to break more fibers [37]. Therefore, feed rate has shown more impact on the drilled hole quality of CFRP [96]. Gaitonde et al. [18] have proposed a model which proved that there were more chances for drilled-hole delamination as the feed rate increased due to higher thrust force. Paul et al. [89] have recommended lower feed rate and higher cutting speed for less delamination and better surface roughness. Furthermore, Davim et al. [97] have reported that delamination factor is highly influenced by the feed rate. It is concluded that high feed rate has increased the surface roughness of the holes. In addition to delamination, an acceptable thrust force and torque are also produced at lower feed rate and high cutting speed [25]. However, most of the investigators have noted that cutting speed has less impact on the thrust force in the drilling of FRPs and a slight decrease in the thrust force is observed at higher cutting speed. While feed rate has a direct impact on the thrust force followed by delamination [62]. Therefore, to reduce drilling-induced delamination, a lower thrust force is required which is possible at a lower feed rate [94]. Hocheng and Tsao [98] have also performed drilling on CFRP using different drill bits each having 10 mm diameter and in all experimental drill bits at lower thrust force the drilling-induced delamination is found minimum. Recently, Qiu et al. [37] report that higher feed rate has generated high thrust force which is responsible for increase in delamination. Therefore, it is concluded that high cutting speed and low feed rate has given an acceptable performance and yields minimum torque, minimum thrust force, and minimum delamination during drilling of FRP.
4.2 Role of tool geometry, tool materials, and coatings
Besides, cutting speed and feed rate, the tool geometry, tool materials, and coatings have also shown a greater impact on the status of the hole quality [23]. Tool geometry has a significant role in reducing surface damage, delamination and tool performance in drilling CFRP. However, drill bits which are a better option for FRP drilling contributes to making good-quality and accurate holes because ordinary drill bits cause composites to damage [23]. Depending on the size of drill bits and the hardness of materials, the recommended lip relief angle varies between 8 and 24°. Generally, for hard materials, a small relief angle is required, while high relief angles are suggested for soft materials [49]. Point angle has also an impact on the thrust force, torque and chip formation. The most common drill point angle is 118°. However, the range of drill point angle depending on the machined materials varies between 80 and 140°. Feito et al. [99] have concluded that using a twist drill, a low point angle in the range of 90°-108° is recommendable for reducing delamination in CFRPs. In another study by Durao et al. [92] twist drill with a point angle of 120° is recommended for minimizing delamination in CFRPs. Helix angle also contributes to reducing the cutting forces. The most common helix angle ranges between 12 and 38° depending on the application [100]. Moreover, the contact area of the hole increases as the drill’s diameter increases which subsequently, increases the thrust force and causes more delamination [37]. Generally, drill holes in aerospace machined structures range between 4.8–6.4 mm [16]. Some of the drill geometries is given in Fig. 10.

Drill tool geometries used in CFRP [30,31,33,36,37,38,62,91,98,101,102,103,104,105,106,145,146,147]
Many researchers have tried focusing on a variety of tool geometries. For instance, brad and spur drills were recommended by [101], step drills were used by [37, 102], dagger drills by [103], saw drills by [98], core drills by [91], slot drill bit by [62], candlestick drill by [98], core-twist drill, core-saw drill, step-core-candlestick drill, core-candlestick drill, step-core-saw drill, and step-core-twist drill were used by [104], countersink drill by [36], and tapered drill reamer was used by [105]. It is seen that many authors have used different tool geometries for CFRP drilling; however, majority of researchers including [30, 31, 33, 37, 38, 106] have recommended twist drills because they represent an industrial standard and give the lower thrust force with better hole quality [23]. Fig 11 shows the schematic drawings of some of the most commonly used drill bits for drilling of CFRPs [107] and the standard geometry of the twist drill is shown in Fig. 12 [108].

Schematic drawings of different drilling tools for CFRPs: a the conventional twist drill, b the double point angle twist drill, c the brad and spur drill (candlestick drill), d the dagger drill (one-shot drill), e the step drill, f the core drill, and g the special core drill [107]

Detailed geometry of the twist drill [108]
In addition to drill tool geometry, tool materials and coatings also have a significant role in overcoming the drilling-induced delamination [12]. Cutting tool materials are available in a wide range of applications that include the high-speed steels (HSS), cemented carbides, coated carbides, ceramics/super hard materials, and polycrystalline diamond (PCD) [15]. HSS drill bits are the primary choice for their performance based on wide availability, low cost, and highest toughness at the high cutting speed [15]. However, they are not recommended due to their inability to hold up hardness at harsh temperatures. Therefore, HSS drill bits are unsuitable to drill abrasive materials like CFRP due to their moderate strength [40]. Ceramic tools have the ability to perform at high temperature during high-speed machining. However, ceramic tools do not withstand interrupted loads or heavy cuts because their toughness is not too good and they easily suffer from failure. Furthermore, their production cost is very high [40]. Another member of tool materials is the cemented carbide which is mostly the tungsten carbides. The tool blanks are produced from a suitable mixture of carbide grains and metal binder, such as cobalt. The carbide phase gives cemented carbides the hardness and the binder metal provides the desirable toughness. The combination of high hardness and toughness makes the carbide tools suitable for machining of FRPs [40]. Many researchers including Harris et al. [5], Wang and Kirwa [28], Gaugel et al. [35], El Bouami et al. [109], Wang et al. [30], Rimpault et al. [110], Zitoune et al. [111], Xu and El Mansori [112], Ramirez et al. [32], Turki et al. [31] Fernández-Pérez et al. [36], Xu et al. [113], Xu and Zhang [38], Qiu et al. [37] have recommended carbide drills for drilling of CFRP given in Table 1. PCD tools are found to give outstanding performance due to their excellent wear resistance and high thermal conductivity [114]. However, they cover small market share as compared to the HSS and tungsten carbide due to their difficulty in fabrication and their high cost [11].
Therefore, the recommended tool material for drilling composites is cemented tungsten carbides. This type has the ability to provide high hardness, strength and can sustain their properties at high temperatures. They are also easily available in mass production and at a low cost [40]. In addition, tungsten carbide performs better in terms of wear resistance, delamination and surface roughness [40].
Also, in order to further enhance the performance of the carbide drills, it is important to use some coating. The advantage of using coated drills is to increases wear, corrosion, and oxidation resistance that consequently improve the life of the tool to produce better holes [40]. The coating process of the cutting tools is performed using physical or chemical vapor deposition methods PVD or CVD [115]. The PVD coating method is more common for cemented carbide cutting tools and is performed by exposing the cutting tool to a vapor of the coating material at high temperatures up to 1000 °C allowing it to adhere to the cutting tool. In the CVD coating method, the coating is applied by creating chemical reactions between the cutting tool and the coating material in its gaseous form. For coated tools, literature has shown that TiAlN coating outperforms as compare to other coatings like TiN because it gives better result in reducing the cutting forces, improving the surface roughness and providing better resistance against tool wear [116]. Another coating material is the diamond which is an excellent choice but it has a very high cost [16]. Therefore, the economic impact of coatings in the drilling process should also be taken into consideration. Generally, the best cutting tool for drilling of CFRP should be the match of appropriate tool material with good coatings and tool geometry. However, further investigation are required for the improvement and selection of optimal tool geometry with better tool materials and coatings in the future.
4.3 Optimization of process parameters
Optimization techniques play a significant role in the selection of the best process parameters [117]. Therefore, optimization of process parameters is important in the drilling of CFRP to performance in an effective manner [118]. This can help in giving the best tool life and quality drilled-holes in a more useful manner [119]. Researchers have tried different optimization techniques to find the relation between input and output parameters. The summary of some of techniques used for the optimization of process parameters is given in Table 5. It is clear that the majority of the optimization of process parameters have been studied using the Taguchi method because it is a simple approach used without an expert background in statistics to form a set of standard designs [137].
5 Effects of dust particles on human health during machining of CFRPs
During machining of FRPs, especially CFRP, carbon fibers are easily broken into fine dust particles and get into the surrounding atmosphere which can affect human health. The typical health problems include irritation of the eyes and upper respiratory tract, dizziness, drowsiness, nausea, and vomiting [138]. It is reported by Kwan [139] that nearly all the dust particles can trap in the nasal cavity with an aerodynamic diameter of more than 10 μm. Majority of the particles with a diameter in the range between 5 and 10 μm deposited in the nasopharynx region and about 40% of the particles with a diameter range between 2 and 5 μm deposited between the trachea and the terminal bronchi. In addition, particles smaller than 2 μm have a high probability of reaching the terminal bronchi and the alveoli region of lungs which is near to the lung walls and where the particle has the greatest potential to damage the lung.
In the literature, only fewer studies have dealt with this problem. Iyer [138] has recommended protection from CFRP by studying the percentage extraction of dust using Grimm Aerosol Spectrometer 1.109 during machining of the composite using a CNC machine. The criteria were based on particulate matter aerosol standards defined by the Occupational Safety and Health Administration (OSHA) in regards to safety and well-being. It was reported that particles in the range of 5–10 μm can cause irritation in the nose and throat, 3–5 μm enter the windpipe, and there are chances that 1- to 2-μm particle size can enter the lungs through arteries and veins. Furthermore, particle size less than 1 μm enters the alveoli and can enter the bloodstream via the ciliary interchange. Therefore, it is highly recommended to use heavy style gloves, full goggles, a dust mask which must be fit tested to the individual and use of elastic cuffs on the protective clothing. Furthermore, the use of specific vacuum cleaners which is specially designed to extract conductive substances with high-efficiency particulate air filter is recommended to avoid the short circuits of the machine tools from the conductive nature of the carbon fibers. Haddad et al. [140] have also reported the dust generation and particle counts during machining of CFRP using GRIMM 1.209 dust monitor. The study claimed that chips broken into dust particles during machining of CFRP were in the range of 0.25- to 1-μm size and it was more likely that these dust particles cause multiple irritations in the body. It was predicted that about 90% of the particles exceed the occupational exposure limit and can reach the pulmonary alveoli. It was also noted that the dust volume was approximately 2–8 times more during high-speed trimming. In another study by Haddad et al. [141] experimental trials have confirmed that machining parameters also contribute in the formation of very fine dust particles. These dust particles can give the possibility of 87 to 95% to reach the pulmonary alveoli where they cause multiple irritations. The percentages of dust particles which is expected to reach the pulmonary alveoli are given in Fig. 13.

Percentages of dust reaching the pulmonary alveoli [141]
Recently, Ngoc Nguyen-Dinh [142] has also studied the trimming process of CFRP using a 5-axis CNC machine. A GRIMM dust monitor (model 1.109) was utilized which counted the number of particles with size ranging from 0.25 to 32 μm present per one liter of the air. The interval for each measurement was set up for 6 s. Experimental results have shown that dust particles possess the ability to damage the respiratory system and can cause toxic irritations. It is also found that high cutting parameters contribute to the mass concentration of dust particles. This can be seen from Fig. 14 a in which particles generated using feed speed 500 mm/min have fewer chunks than those generated using feed speed of 1000 mm/min (Fig. 14b).

Typical SEM images of dust particles at feed speed of a 500 mm/min and b 1000 mm/min [142]
Ramulu and Kramlich [143] have stated that during machining of FRPs, chips in the form of dust particles and powders containing fiber and/or cured matrix material were produced which are health hazards to human health. Klocke et al. [144] have also concluded that cutting speed and tool material influenced the concentration of dust particles. It was noted that tools that yield a better cutting edge produce a higher fraction of small (respirable) dust particles. Furthermore, high cutting speed increases the dust particles concentration. When the cutting velocity increased from 200 to 1000 m/min, the airborne concentration of dust increased from 5 mg/m3 to as much as 13 mg/m3. Furthermore, Kwan [139] has used a particle fractionating Andersen air sampler with a series of collection plates to separate particles by their aerodynamic diameters. The samples were collected at close proximity to the machining surface where the particles were generated. Gravimetric analysis was done with samples from the Andersen sampler to determine particle size distribution by weight. Based on samples collected for gravimetric analysis from the Andersen air sampler, it was found that the non-respirable (aerodynamic diameter > 5 μm) fraction of airborne particles ranged from 51% for a milling operation to 88% for a drilling operation.
Though, the small dust particles during machining of FRPs have shown a significant impact on human health. However, the effect of these hazardous dust particles on human health has not been seriously felt. However, the above study concluded that the small size dust particles can reach the lowest part of the respiratory system which causes serious problems. Therefore, proper care with extreme precaution both for human health and machine tools should be used. Furthermore, low cutting speed and high feed rate contribute to lowering the dust particles; however, it can affect the drilled hole quality. Therefore, a compromise between cutting parameters for quality holes and dangerous dust particles should be made.
6 Conclusions
The paper represents the review on recent progress in the drilling of fiber-reinforced polymers. On the basis of comprehensive observations, several conclusions should be made as follows:
- I.
FRPs, especially the CFRPs, encourages their use in several applications and are plays a significant role in the current and future aerospace industry due to their desirable properties such as low weight, adequate fatigue resistance, high strength, and stiffness.
- II.
The direction of the fibers has an important role in defining the damage tolerance of the composites, the chips formation, thrust force, and surface roughness. The most used stacking sequences recommended by many researchers are the quasi-isotropic laminate structure with an equal number of plies and a stacking sequence of 0°, − 45°, 45°, and 90°. This choice of pattern is acknowledged to show near-optimum properties and can endure better loads, save materials, and, hence, give minimum weight which is very important in the aviation and aerospace industry.
- III.
Overall, for better drilled-hole quality and minimum material damage during drilling of FRPs, lower feed rates and high cutting speeds favour acceptable performance and yields minimum torque, minimum thrust, and minimum delamination.
- IV.
Twist drills represent an industrial standard and are recommended for better drilled-hole quality. Regarding tool materials and coatings, cemented tungsten carbides are considered the best tool material for drilling of CFRPs because of their good properties. Apart from diamond coating which has a very high cost, TiAlN coating is suggested to give better result in reducing the cutting forces, improving the surface roughness and providing better resistance against tool wear. However, in the future, more research is required for the improvement and selection of optimal dill tool geometry with better tool materials and coatings.
- V.
For the optimization of process parameters, multi-attribute decision-making technique is used by different researchers; however, the majority have studied the Taguchi method due to the reason that gives a simple approach without an expert background in statistics to form a set of standard designs.
- VI.
During drilling of FRPs, small dust particles with sharp edges are produced which are harmful to human health. There are high chances that these dust particles tend to stay at the lowest part of the respiratory system causing serious damage. Therefore, it is highly recommended to follow extreme precautions by using heavy style gloves, full goggles, dust mask, and protective clothing. Furthermore, specific vacuum cleaners combined with a suitable high-efficiency particulate air filter should be used to avoid machine tool from conductive carbon fibers.
References
Davim JP (2009) Machining composites materials. Wiley-ISTE, London
Callister WD, Rethwisch DG (2007) Materials science and engineering: an introduction, vol 7. John wiley & sons New York, USA
Callister DW Jr (2007) Materials science and engineering: an introduction. John Wiley & Sons Inc–New York, New York
Mallick PK (2007) Fiber-reinforced composites: materials, manufacturing, and design. CRC press, Boca Raton
Harris M, Qureshi MAM, Saleem MQ, Khan SA, Bhutta MMA (2017) Carbon fiber-reinforced polymer composite drilling via aluminum chromium nitride-coated tools: Hole quality and tool wear assessment. J Reinf Plast Compos 36(19):1403–1420
Vankanti VK, Ganta V (2014) Optimization of process parameters in drilling of GFRP composite using Taguchi method. J Mater Res Technol 3(1):35–41
Giasin K, Ayvar-Soberanis S (2017) Microstructural investigation of drilling induced damage in fibre metal laminates constituents. Compos A: Appl Sci Manuf 97:166–178
Soutis C (2005) Fibre reinforced composites in aircraft construction. Prog Aerosp Sci 41(2):143–151
Jerome P (2001) Composite materials in the airbus A380-from history to future. In: Beijing: Proceedings 13th International Conference on Composite Materials (ICCM-13).
Mouritz AP (2012) Introduction to aerospace materials. Woodhead Publishing, Sawston
Che D, Saxena I, Han P, Guo P, Ehmann KF (2014) Machining of carbon fiber reinforced plastics/polymers: a literature review. J Manuf Sci Eng 136(3):034001
Giasin K, Ayvar-Soberanis S (2017) An investigation of burrs, chip formation, hole size, circularity and delamination during drilling operation of GLARE using ANOVA. Compos Struct 159:745–760
Giasin K, Ayvar-Soberanis S, French T, Phadnis V (2017) 3d finite element modelling of cutting forces in drilling fibre metal laminates and experimental hole quality analysis. Appl Compos Mater 24(1):113–137
Giasin K, Hodzic A, Phadnis V, Ayvar-Soberanis S (2016) Assessment of cutting forces and hole quality in drilling Al2024 aluminium alloy: experimental and finite element study. Int J Adv Manuf Technol 87(5-8):2041–2061
Liu D, Tang Y, Cong W (2012) A review of mechanical drilling for composite laminates. Compos Struct 94(4):1265–1279
Giasin K, Ayvar-Soberanis S, Hodzic A (2015) An experimental study on drilling of unidirectional GLARE fibre metal laminates. Compos Struct 133:794–808
Feito N, Díaz-Álvarez J, Díaz-Álvarez A, Cantero JL, Miguélez MH (2014) Experimental analysis of the influence of drill point angle and wear on the drilling of woven CFRPs. Materials 7(6):4258–4271
Gaitonde V, Karnik S, Rubio JC, Correia AE, Abrao A, Davim JP (2008) Analysis of parametric influence on delamination in high-speed drilling of carbon fiber reinforced plastic composites. J Mater Process Technol 203(1-3):431–438
Arul S, Vijayaraghavan L, Malhotra S, Krishnamurthy R (2006) The effect of vibratory drilling on hole quality in polymeric composites. Int J Mach Tools Manuf 46(3-4):252–259
Khashaba U (2013) Drilling of polymer matrix composites: a review. J Compos Mater 47(15):1817–1832
M'Saoubi R, Axinte D, Soo SL, Nobel C, Attia H, Kappmeyer G, Engin S, Sim W-M (2015) High performance cutting of advanced aerospace alloys and composite materials. CIRP Ann 64(2):557–580
Xu J, Mkaddem A, El Mansori M (2016) Recent advances in drilling hybrid FRP/Ti composite: a state-of-the-art review. Compos Struct 135:316–338
Panchagnula KK, Palaniyandi K (2018) Drilling on fiber reinforced polymer/nanopolymer composite laminates: a review. J Mater Res Technol 7(2):180–189
Patel DA, Buch VR (2018) Drilling of glass fiber reinforced polymer composite (gfrp): A review. Int J Recent Sci Res 9(3(F)):25059–25062. https://doi.org/10.24327/ijrsr.2018.0903.1783
Vigneshwaran S, Uthayakumar M, Arumugaprabu V (2018) Review on Machinability of Fiber Reinforced Polymers: A Drilling Approach. Silicon 10(5):2295–2305
Karataş MA, Gökkaya H (2018) A review on machinability of carbon fiber reinforced polymer (CFRP) and glass fiber reinforced polymer (GFRP) composite materials. Defence Technol 14(4):318–326
Strong AB (2008) Fundamentals of composites manufacturing: materials, methods and applications. Society of Manufacturing Engineers, USA
Wang G-D, Kirwa MS (2018) Comparisons of the use of twist, pilot-hole and step-drill on influence of carbon fiber-reinforced polymer drilling hole quality. J Compos Mater 52(11):1465–1480
Niu C (1988) Airframe structural design: practical design information and data on aircraft structures. Conmilit Press, Hong Kong
Wang X, Kwon PY, Sturtevant C, Lantrip J (2013) Tool wear of coated drills in drilling CFRP. J Manuf Process 15(1):127–135
Turki Y, Habak M, Velasco R, Aboura Z, Khellil K, Vantomme P (2014) Experimental investigation of drilling damage and stitching effects on the mechanical behavior of carbon/epoxy composites. Int J Mach Tools Manuf 87:61–72
Ramirez C, Poulachon G, Rossi F, M'Saoubi R (2014) Tool wear monitoring and hole surface quality during CFRP drilling. Procedia CIRP 13:163–168
Wei YY, Xu JY, Cai XJ, An QL, Chen M (2014) Effect of drills with different drill bits on delamination in drilling composite materials. In: Key Engineering Materials. Trans Tech Publ, pp 173-178
Abhishek K, Datta S, Mahapatra SS (2015) Optimization of thrust, torque, entry, and exist delamination factor during drilling of CFRP composites. Int J Adv Manuf Technol 76(1-4):401–416
Gaugel S, Sripathy P, Haeger A, Meinhard D, Bernthaler T, Lissek F, Kaufeld M, Knoblauch V, Schneider G (2016) A comparative study on tool wear and laminate damage in drilling of carbon-fiber reinforced polymers (CFRP). Compos Struct 155:173–183
Fernández-Pérez J, Cantero J, Díaz-Álvarez J, Miguelez M (2017) Influence of cutting parameters on tool wear and hole quality in composite aerospace components drilling. Compos Struct 178:157–161
Qiu X, Li P, Niu Q, Chen A, Ouyang P, Li C, Ko TJ (2018) Influence of machining parameters and tool structure on cutting force and hole wall damage in drilling CFRP with stepped drills. Int J Adv Manuf Technol 97(1–4):857–865 1-9
Xu J, Li C, Mi S, An Q, Chen M (2018) Study of drilling-induced defects for CFRP composites using new criteria. Compos Struct 201:1076–1087
Hocheng H, Puw H, Huang Y (1993) Preliminary study on milling of unidirectional carbon fibre-reinforced plastics. Compos Manuf 4(2):103–108
Sheikh-Ahmad JY (2009) Machining of polymer composites. Springer, Boston
Wang X, Zhang L (2003) An experimental investigation into the orthogonal cutting of unidirectional fibre reinforced plastics. Int J Mach Tools Manuf 43(10):1015–1022
Ghafarizadeh S, Lebrun G, Chatelain J-F (2016) Experimental investigation of the cutting temperature and surface quality during milling of unidirectional carbon fiber reinforced plastic. J Compos Mater 50(8):1059–1071
Gao C, Xiao J, Xu J, Ke Y (2016) Factor analysis of machining parameters of fiber-reinforced polymer composites based on finite element simulation with experimental investigation. Int J Adv Manuf Technol 83(5-8):1113–1125
Palanikumar K (2007) Modeling and analysis for surface roughness in machining glass fibre reinforced plastics using response surface methodology. Mater Des 28(10):2611–2618. https://doi.org/10.1016/j.matdes.2006.10.001
Gao H, Bao Y, Feng Z (2011) A study of drilling uni-directional carbon/epoxy composites. Int J Abras Technol 4(1):1–13
Alberdi A, Artaza T, Suárez A, Rivero A, Girot F (2016) An experimental study on abrasive waterjet cutting of CFRP/Ti6Al4V stacks for drilling operations. Int J Adv Manuf Technol 86(1-4):691–704
Mk NK, Ch CH, Jaharah A, AKM NA (2012) Tool wear and surface roughness on milling carbon fiber-reinforced plastic using chilled air. J Asian Sci Res 2(11):593
Sreejith P, Krishnamurthy R, Malhotra S, Narayanasamy K (2000) Evaluation of PCD tool performance during machining of carbon/phenolic ablative composites. J Mater Process Technol 104(1-2):53–58
Krishnaraj V, Zitoune R, Davim JP (2013) Drilling of polymer-matrix composites. Springer
Khan ZM (1991) A study of the drilling of advanced carbon fibre composites. University of Salford, Salford
Giasin K (2017) Machining fibre metal laminates and Al2024-T3 aluminium alloy, Doctoral dissertation, University of Sheffield, UK
Davim JP (2009) Drilling of Composite Materials. NOVA Publishers, New York
Latha B, Senthilkumar V, Palanikumar K (2011) Modeling and optimization of process parameters for delamination in drilling glass fiber reinforced plastic (GFRP) composites. Mach Sci Technol 15(2):172–191
Caggiano A, Angelone R, Teti R (2017) Image Analysis for CFRP Drilled Hole Quality Assessment. Procedia CIRP 62:440–445
Melentiev R, Priarone PC, Robiglio M, Settineri L (2016) Effects of tool geometry and process parameters on delamination in CFRP drilling: An overview. Procedia CIRP 45:31–34
Kavad B, Pandey A, Tadavi M, Jakharia H (2014) A review paper on effects of drilling on glass fiber reinforced plastic. Procedia Technology 14:457–464
Azmi A (2012) Machinability study of fibre-reinforced polymer matrix composites, Doctoral dissertation, ResearchSpace@ Auckland, New Zealand
Srinivasan T, Palanikumar K, Rajagopal K, Latha B (2017) Optimization of delamination factor in drilling GFR–polypropylene composites. Mater Manuf Process 32(2):226–233
Chen W-C (1997) Some experimental investigations in the drilling of carbon fiber-reinforced plastic (CFRP) composite laminates. Int J Mach Tools Manuf 37(8):1097–1108
de Silva DNR (2013) Image processing methodology for assessment of drilling induced damage in CFRP, Thesis 2013, Faculdade de Ciencias e Tecnologia, Universidade Nova de Lisboa
El-Sonbaty I, Khashaba U, Machaly T (2004) Factors affecting the machinability of GFR/epoxy composites. Compos Struct 63(3-4):329–338
Faraz A, Biermann D, Weinert K (2009) Cutting edge rounding: An innovative tool wear criterion in drilling CFRP composite laminates. Int J Mach Tools Manuf 49(15):1185–1196
Mehta M, Reinhart T, Soni A (1992) Effect of fastener hole drilling anomalies on structural integrity of PMR-15/Gr composite laminates. Machining of composite materials(A 95-15178 02-37), Materials Park, OH. ASM Int 1992:113–126
Mohan N, Kulkarni S, Ramachandra A (2007) Delamination analysis in drilling process of glass fiber reinforced plastic (GFRP) composite materials. J Mater Process Technol 186(1-3):265–271
Davim JP, Rubio JC, Abrao A (2007) A novel approach based on digital image analysis to evaluate the delamination factor after drilling composite laminates. Compos Sci Technol 67(9):1939–1945
Tsao C, Kuo K, Hsu I (2012) Evaluation of a novel approach to a delamination factor after drilling composite laminates using a core–saw drill. Int J Adv Manuf Technol 59(5-8):617–622
Geng D, Liu Y, Shao Z, Lu Z, Cai J, Li X, Jiang X, Zhang D (2019) Delamination formation, evaluation and suppression during drilling of composite laminates: A review. Compos Struct 216:168–186. https://doi.org/10.1016/j.compstruct.2019.02.099
Scott I, Scala C (1982) A review of non-destructive testing of composite materials. NDT Int 15(2):75–86
Tsao CC, Hocheng H (2005) Computerized tomography and C-Scan for measuring delamination in the drilling of composite materials using various drills. Int J Mach Tools Manuf 45(11):1282–1287. https://doi.org/10.1016/j.ijmachtools.2005.01.009
Seif M, Khashaba U, Rojas-Oviedo R (2007) Measuring delamination in carbon/epoxy composites using a shadow moiré laser based imaging technique. Compos Struct 79(1):113–118
Meola C, Carlomagno GM, Squillace A, Prisco U, Morace RE (2005) Analysis of composites with infrared thermography. In. Wiley Online Library, pp 273-286
Durão LM, Magalhães AG, Tavares JMRS, Marques AT (2008) Analyzing objects in images for estimating the delamination influence on load carrying capacity of composite laminates. ELCVIA: Electronic letters on computer vision and image analysis 7(2):11–21
Marques AT, Durão LM, Magalhães AG, Silva JF, Tavares JMRS (2009) Delamination analysis of carbon fibre reinforced laminates: evaluation of a special step drill. Compos Sci Technol 69(14):2376–2382
Durao L, MA, Marques A, Tavares JMRS (2007) Effect of drilling parameters on composite plates damage.In: High Speed Industrial Manufacturing Processes (HSIMP), Senlis (France), p 08
Favro L, Han X, Ouyang Z, Sun G, Thomas R (2001) Sonic IR imaging of cracks and delaminations. Anal Sci 17:451
Kurt M, Kaynak Y, Bagci E (2008) Evaluation of drilled hole quality in Al 2024 alloy. Int J Adv Manuf Technol 37(11-12):1051–1060
Vorburger T, Raja J (1990) Surface finish metrology tutorial. National Inst. of Standards and Technology, U.S. Department of Commerce, Gaithersburg, MD 20899
Krishnaraj V, Prabukarthi A, Ramanathan A, Elanghovan N, Senthil Kumar M, Zitoune R, Davim JP (2012) Optimization of machining parameters at high speed drilling of carbon fiber reinforced plastic (CFRP) laminates. Compos Part B 43(4):1791–1799. https://doi.org/10.1016/j.compositesb.2012.01.007
Sureshkumar M, Lakshmanan D, Murugarajan A (2014) Experimental investigation and mathematical modelling of drilling on GFRP composites. Mater Res Innov 18(S1):S1-94–S91-97
Zitoune R, Krishnaraj V, Collombet F (2010) Study of drilling of composite material and aluminium stack. Compos Struct 92(5):1246–1255
Van Gestel N (2011) Determining measurement uncertainties of feature measurements on CMMs, these of Doctorate, Katholieke Universiteit Leuven – Faculteit Ingenieurs wetens chappen Kasteel park Arenberg 1-bus 2200, B-3001 Heverlee
Krishnaraj V, Zitoune R, Davim JP (2013) Drilling of Polymer-Matrix Composites. Springer, Berlin Heidelberg
Davim JP, Reis P (2003) Drilling carbon fiber reinforced plastics manufactured by autoclave—experimental and statistical study. Mater Des 24(5):315–324
Abrão AM, Faria PE, Rubio JC, Reis P, Davim JP (2007) Drilling of fiber reinforced plastics: A review. J Mater Process Technol 186(1-3):1–7
Davim JP, Reis P (2003) Study of delamination in drilling carbon fiber reinforced plastics (CFRP) using design experiments. Compos Struct 59(4):481–487
Abrao A, Rubio JC, Faria P, Davim J (2008) The effect of cutting tool geometry on thrust force and delamination when drilling glass fibre reinforced plastic composite. Mater Des 29(2):508–513
Shyha I, Aspinwall D, Soo SL, Bradley S (2009) Drill geometry and operating effects when cutting small diameter holes in CFRP. Int J Mach Tools Manuf 49(12-13):1008–1014
Palanikumar K (2011) Experimental investigation and optimisation in drilling of GFRP composites. Measurement 44(10):2138–2148
Rajakumar IPT, Hariharan P, Srikanth I (2013) A study on monitoring the drilling of polymeric nanocomposite laminates using acoustic emission. J Compos Mater 47(14):1773–1784
Tsao C (2008) Investigation into the effects of drilling parameters on delamination by various step-core drills. J Mater Process Technol 206(1-3):405–411
Quan Y, Zhong W (2009) Investigation on drilling-grinding of CFRP. Front Mech Eng China 4(1):60–63
Durão LMP, Gonçalves DJ, Tavares JMR, de Albuquerque VHC, Vieira AA, Marques AT (2010) Drilling tool geometry evaluation for reinforced composite laminates. Compos Struct 92(7):1545–1550
Grilo T, Paulo R, Silva C, Davim J (2013) Experimental delamination analyses of CFRPs using different drill geometries. Compos Part B 45(1):1344–1350
Rubio JC, Abrao A, Faria P, Correia AE, Davim JP (2008) Effects of high speed in the drilling of glass fibre reinforced plastic: evaluation of the delamination factor. Int J Mach Tools Manuf 48(6):715–720
Campos Rubio JC, Abrão AM, Eustaquio Faria P, Correia AE, Davim JP (2008) Delamination in high speed drilling of carbon fiber reinforced plastic (CFRP). J Compos Mater 42(15):1523–1532
Priarone PC, Robiglio M, Melentiev R, Settineri L (2017) Diamond Drilling of Carbon Fiber Reinforced Polymers: Influence of Tool Grit Size and Process Parameters on Workpiece Delamination. Procedia CIRP 66:181–186. https://doi.org/10.1016/j.procir.2017.03.296
Davim JP, Reis P, António CC (2004) Drilling fiber reinforced plastics (FRPs) manufactured by hand lay-up: influence of matrix (Viapal VUP 9731 and ATLAC 382-05). J Mater Process Technol 155:1828–1833
Hocheng H, Tsao C (2006) Effects of special drill bits on drilling-induced delamination of composite materials. Int J Mach Tools Manuf 46(12-13):1403–1416
Feito N, Milani A, Muñoz-Sánchez A (2016) Drilling optimization of woven CFRP laminates under different tool wear conditions: a multi-objective design of experiments approach. Struct Multidiscip Optim 53(2):239–251
Youssef HA, El-Hofy HA (2008) Machining technology: machine tools and operations. CRC Press, Boca Raton
Xu J, Li C, Chen M, El Mansori M, Ren F (2019) An investigation of drilling high-strength CFRP composites using specialized drills. Int J Adv Manuf Technol 103(9–12):3425–3442. 1-18. https://doi.org/10.1007/s00170-019-03753-8
Feito N, Díaz-Álvarez J, López-Puente J, Miguelez M (2018) Experimental and numerical analysis of step drill bit performance when drilling woven CFRPs. Compos Struct 184:1147–1155
Xu J, An Q, Chen M (2014) A comparative evaluation of polycrystalline diamond drills in drilling high-strength T800S/250F CFRP. Compos Struct 117:71–82
Tsao C, Chiu Y (2011) Evaluation of drilling parameters on thrust force in drilling carbon fiber reinforced plastic (CFRP) composite laminates using compound core-special drills. Int J Mach Tools Manuf 51(9):740–744
Lazar M-B, Xirouchakis P (2011) Experimental analysis of drilling fiber reinforced composites. Int J Mach Tools Manuf 51(12):937–946
Babu J, Basavarajappa S, Blass D, Blümel S, Chatelain J-F, Cong W, Díaz-Álvarez J, Dilger K, Feito N, Fischer F (2015) Machinability of fibre-reinforced plastics, vol 4. Walter de Gruyter GmbH & Co KG,
Geier N, Davim JP, Szalay T (2019) Advanced cutting tools and technologies for drilling carbon fibre reinforced polymer (CFRP) composites: A review. Compos A: Appl Sci Manuf 125:105552. https://doi.org/10.1016/j.compositesa.2019.105552
Groover MP (2007) Fundamentals of modern manufacturing: materials processes, and systems. John Wiley & Sons, USA
El Bouami S, Habak M, Franz G, Velasco R, Vantomme P Effect of tool geometry and cutting parameters on delamination and thrust forces in drilling CFRP/Al-Li. In: AIP Conference Proceedings, 2016. vol 1. AIP Publishing, p 080012
Rimpault X, Chatelain J-F, Klemberg-Sapieha JE, Balazinski M (2017) Burr height monitoring while drilling CFRP/titanium/aluminium stacks. Mech Indu 18(1):114
Zitoune R, Krishnaraj V, Collombet F, Le Roux S (2016) Experimental and numerical analysis on drilling of carbon fibre reinforced plastic and aluminium stacks. Compos Struct 146:148–158
Xu J, El Mansori M (2016) Experimental study on drilling mechanisms and strategies of hybrid CFRP/Ti stacks. Compos Struct 157:461–482
Xu W, Zhang L (2018) Tool wear and its effect on the surface integrity in the machining of fibre-reinforced polymer composites. Compos Struct 188:257–265
Ferreira JR, Coppini NL, Miranda GWA (1999) Machining optimisation in carbon fibre reinforced composite materials. J Mater Process Technol 92-93:135–140. https://doi.org/10.1016/S0924-0136(99)00221-6
Trent EEM (2000) Metal cutting [electronic resource]. Butterworth-Heinemann, UK
Ozkan D, Panjan P, Gok MS, Karaoglanli AC (2019) Investigation of machining parameters that affects surface roughness and cutting forces in milling of CFRPs with TiAlN and TiN coated carbide cutting tools. Mater Res Express 6(9):095616
Hanif MI, Aamir M, Ahmed N, Maqsood S, Muhammad R, Akhtar R, Hussain I (2019) Optimization of facing process by indigenously developed force dynamometer. Int J Adv Manuf Technol 100(5-8):1893–1905
Arun Ramnath R, Thyla P, Mahendra Kumar N, Aravind S (2018) Optimization of machining parameters of composites using multi-attribute decision-making techniques: A review. J Reinf Plast Compos 37(2):77–89
Turki Y, Habak M, Velasco R, Laurent JN, Vantomme P (2013) An experimental study of drilling parameters effect on composite carbon/epoxy damage. In: Key Engineering Materials. Trans Tech Publ, pp 2038-2046
Enemuoh EU, El-Gizawy AS, Okafor AC (2001) An approach for development of damage-free drilling of carbon fiber reinforced thermosets. Int J Mach Tools Manuf 41(12):1795–1814
Sardinas RQ, Reis P, Davim JP (2006) Multi-objective optimization of cutting parameters for drilling laminate composite materials by using genetic algorithms. Compos Sci Technol 66(15):3083–3088
Tsao C, Hocheng H (2008) Evaluation of thrust force and surface roughness in drilling composite material using Taguchi analysis and neural network. J Mater Process Technol 203(1-3):342–348
Shyha I, Soo SL, Aspinwall D, Bradley S (2010) Effect of laminate configuration and feed rate on cutting performance when drilling holes in carbon fibre reinforced plastic composites. J Mater Process Technol 210(8):1023–1034
Krishnamoorthy A, Boopathy SR, Palanikumar K, Davim JP (2012) Application of grey fuzzy logic for the optimization of drilling parameters for CFRP composites with multiple performance characteristics. Measurement 45(5):1286–1296
Abhishek K, Datta S, Mahapatra SS (2016) Multi-objective optimization in drilling of CFRP (polyester) composites: Application of a fuzzy embedded harmony search (HS) algorithm. Measurement 77:222–239
Rao S, Sethi A, Das AK, Mandal N, Kiran P, Ghosh R, Dixit A, Mandal A (2017) Fiber laser cutting of CFRP composites and process optimization through response surface methodology. Mater Manuf Process 32(14):1612–1621
Vijayan D, Abhishek P, Kumar YM, Balaji P, Kumar Reddy PS (2018) Optimization of Drilling Parameters of Carbon Fiber Composites Using RSM based Desirability Function. In: IOP Conference Series: Materials Science and Engineering. vol 1. IOP Publishing, p 012076
Karnik SR, Gaitonde VN, Rubio JC, Correia AE, Abrão AM, Davim JP (2008) Delamination analysis in high speed drilling of carbon fiber reinforced plastics (CFRP) using artificial neural network model. Mater Des 29(9):1768–1776. https://doi.org/10.1016/j.matdes.2008.03.014
Thakur P, Teli S, Lad S (2019) Multiobjective Optimization in Drilling of Composites. In: Proceedings of International Conference on Intelligent Manufacturing and Automation. Springer, pp 279-286
Shunmugesh K, Panneerselvam K (2018) Multi-performance Optimization of Drilling Carbon Fiber Reinforced Polymer Using Taguchi: Membership Function. Trans Indian Inst Metals 71(7):1615–1627. https://doi.org/10.1007/s12666-018-1296-x
Shunmugesh K, Panneerselvam K (2017) Optimization of Machining Process Parameters in Drilling of CFRP Using Multi-Objective Taguchi Technique, TOPSIS and RSA Techniques. Polym Polym Compos 25(3):185–192
Arul S, Samuel Raj D, Vijayaraghavan L, Malhotra S, Krishnamurthy R (2006) Modeling and optimization of process parameters for defect toleranced drilling of GFRP composites. Mater Manuf Process 21(4):357–365
Ravi Sankar B, Umamaheswarrao P (2018) Multi objective optimization of CFRP Composite Drilling Using Ant Colony Algorithm. Mater Today: Proceedings 5(2, Part 1):4855–4860. https://doi.org/10.1016/j.matpr.2017.12.061
Malik J, Mishra R, Singh I (2011) PSO-ANN approach for estimating drilling induced damage in CFRP laminates. Adv Prod Eng Manag 6(2):95–104
Shunmugesh K, Panneerselvam K (2016) Machinability study of Carbon Fiber Reinforced Polymer in the longitudinal and transverse direction and optimization of process parameters using PSO–GSA. Eng Sci Technol An Int J 19(3):1552–1563. https://doi.org/10.1016/j.jestch.2016.04.012
Omkar SN, Senthilnath J, Khandelwal R, Narayana Naik G, Gopalakrishnan S (2011) Artificial Bee Colony (ABC) for multi-objective design optimization of composite structures. Appl Soft Comput 11(1):489–499. https://doi.org/10.1016/j.asoc.2009.12.008
Pignatiello JJ Jr, Ramberg JS (1991) Top ten triumphs and tragedies of Genichi Taguchi. Qual Eng 4(2):211–225
Iyer AK (2015) Characterization of Composite Dust generated during Milling of Uni-Directional and Random fiber composites. University of Washington, Washington
Kwan JK-C (1990) Health hazard evaluation of the postcuring phase of graphite composite operations at the Lawrence Livermore National Laboratory, Livermore, California. Lawrence Livermore National Lab, CA (USA)
Haddad M, Zitoune R, Eyma F, Castanie B (2014) Study of the surface defects and dust generated during trimming of CFRP: influence of tool geometry, machining parameters and cutting speed range. Compos A: Appl Sci Manuf 66:142–154
Haddad M, Zitoune R, Eyma F, Castanié B, Bougherara H (2012) Surface quality and dust analysis in high speed trimming of CFRP. In: Applied Mechanics and Materials. Trans Tech Publ, pp 57-62
Ngoc Nguyen-Dinh RZ, Bouvet C, Leroux S (2018) Experimental study of dust emission during trimming of CFRP structures with PCD tool. Paper presented at the ECCM18 - 18th European Conference on Composite Materials, Athens
Ramulu M, Kramlich J (2004) Machining of fiber reinforced composites: review of environmental and health effects. Int J Environ Conscious Design Manuf 11 (4)
Koenig FKW, Wuertz C, Dietz C (1999) Environmental effects and safety in machining fibrous composites. Mach Ceram Comp 53:411
Piquet R, Ferret B, Lachaud F, Swider P (2000) Experimental analysis of drilling damage in thin carbon/epoxy plate using special drills. Compos A: Appl Sci Manuf 31(10):1107–1115
Murphy C, Byrne G, Gilchrist M (2002) The performance of coated tungsten carbide drills when machining carbon fibre-reinforced epoxy composite materials. Proc Inst Mech Eng B J Eng Manuf 216(2):143–152
Feito N, Diaz-Alvarez A, Cantero JL, Rodríguez-Millán M, Miguelez H (2016) Experimental analysis of special tool geometries when drilling woven and multidirectional CFRPs. J Reinf Plast Compos 35(1):33–55
Acknowledgments
The first author, Muhammad Aamir, would like to thank Edith Cowan University for the awarded higher degree research (ECU-HDR) scholarship.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Aamir, M., Tolouei-Rad, M., Giasin, K. et al. Recent advances in drilling of carbon fiber–reinforced polymers for aerospace applications: a review. Int J Adv Manuf Technol 105, 2289–2308 (2019). https://doi.org/10.1007/s00170-019-04348-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04348-z