
Abstract
For those fortunate to live near rivers, lakes and the sea, fish has been part of their diet for many centuries, and trade in dried fish has a long history. The important fishing industry developed when fishermen started to fish over wider areas of the seas and when improvements in freezing facilities allowed storage at sea, and subsequent distribution to urban consumers. For many, fresh fish and fried fish are now a part of their standard diet.
The original medicinal use of fish oils began with cod liver oil in the 1780s in England for arthritis and rheumatism. By the 1800s, it was used to prevent rickets. The prevention of rickets also depended on the vitamin D content. Fish oil contains several special types of fatty acids, the so called long-chain polyunsaturated fatty acids (LCPUFA, with more than 20 carbon atoms). The chemical structures of selected long-chain and other PUFAs are shown in Fig. 6.1.
Omega-3 fatty acids are those that have the first double bond at the third carbon-carbon bond from the terminal methyl group of the carbon chain, the omega (chemists normally start counting from the other side, the alpha). In Fig. 6.1, the omega-3 fatty acids are α-linolenic acid (ALA), eicosapentaenoic acid (EPA), and docosahexaenoic acid (DHA). Omega-6 fatty acids are those which have the first double bond at the sixth place from the end, here linoleic, γ-linoleic, and arachidonic acids. The characteristics of the omega-3 fatty acids are described in more detail below, since most people have a shortage of these (Garg et al. 2006).
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Whey Protein Isolate
- Sodium Caseinate
- Secondary Oxidation Product
- Ascorbyl Palmitate
- Complex Coacervates
These keywords were added by machine and not by the authors. This process is experimental and the keywords may be updated as the learning algorithm improves.
6.1 Introduction
6.1.1 Marine Oils
For those fortunate to live near rivers, lakes and the sea, fish has been part of their diet for many centuries, and trade in dried fish has a long history. The important fishing industry developed when fishermen started to fish over wider areas of the seas and when improvements in freezing facilities allowed storage at sea, and subsequent distribution to urban consumers. For many, fresh fish and fried fish are now a part of their standard diet.
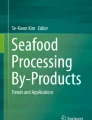
The original medicinal use of fish oils began with cod liver oil in the 1780s in England for arthritis and rheumatism. By the 1800s, it was used to prevent rickets. The prevention of rickets also depended on the vitamin D content. Fish oil contains several special types of fatty acids, the so called long-chain polyunsaturated fatty acids (LCPUFA, with more than 20 carbon atoms). The chemical structures of selected long-chain and other PUFAs are shown in Fig. 6.1.


Chemical structures of oleic acid and selected PUFAs
Omega-3 fatty acids are those that have the first double bond at the third carbon-carbon bond from the terminal methyl group of the carbon chain, the omega (chemists normally start counting from the other side, the alpha). In Fig. 6.1, the omega-3 fatty acids are α-linolenic acid (ALA), eicosapentaenoic acid (EPA), and docosahexaenoic acid (DHA). Omega-6 fatty acids are those which have the first double bond at the sixth place from the end, here linoleic, γ-linoleic, and arachidonic acids. The characteristics of the omega-3 fatty acids are described in more detail below, since most people have a shortage of these (Garg et al. 2006).
6.1.2 Omega-3 Fatty Acids
ALA is an essential fatty acid, which means that it is necessary to human health but cannot be manufactured by the body (Van Seeventer and Systermans 2006). Hence, ALA must be obtained from food. ALA is highly concentrated in certain plant oils such as flaxseed oil and to a lesser extent in canola, soy, perilla, and walnut oils. ALA is also found in wild plants, such as purslane (Claytonia perfoliata). Once ingested, the body converts ALA into EPA and DHA, the two types of omega-3 fatty acids more readily used by the body. ALA is the only omega-3 fatty acid found in vegetable products (Garg et al. 2006). The unique biochemical structure of ALA is important and helps to make it a key player in immunity, vision, cell membranes, and the production of hormone-like compounds.
EPA and DHA are polyunsaturated fatty acids that can be found in marine products (20–40% of the total fat contents) and algae (40% DHA and EPA). Both are important fatty acids that enter the body through consumption of marine products, fortification, or as ALA. A number of studies have been conducted to determine the role these fatty acids play in maintaining a healthy mind and body (Garg et al. 2006). Currently, more and more studies suggest that omega-3 fatty acids lower the risk of cardiovascular disease, some forms of cancer, and play a key role in brain development (Garg et al. 2006; Kolanowski and Laufenberg 2006; Eilander et al. 2007). However, due to their highly unsaturated nature they are very sensitive to lipid oxidation. This leads to an entire scale of off-smells and off-tastes, varying from grass- and bean-like, to cardboard- and fish-like flavors.
6.1.3 Composition of Different Sources of Fish Oil
The fatty acids of fish oil vary according to fish species. Table 6.1 presents the fatty acid composition of different fish oils. Fish oil is a by-product of fish meal production, and is obtained by filtration of cooked fish, followed by several purification steps, such as de-acidification to remove free fatty acids, bleaching to remove color and oxidation products, and deodorization to remove fish off-flavors. Optionally, the LCPUFA content can be concentrated, and anti-oxidants such as vitamin E are added subsequently (Kolanowski and Laufenberg 2006).
Of the fatty acids mentioned in Table 6.1, the saturated group (SAFA, mainly myristic and palmitic acids) is obtained from the fish diet, but it can also be biosynthesized by marine animals, if and when required. The mono-ethylenic fatty acids (MUFA, mainly palmitoleic, oleic, and eicosenoic acids) can also be biosynthesized by them. Many species of phytoplankton produce the highly unsaturated EPA (C20:5) and DHA (C22:6). Accordingly, these are passed up the animal food chain, and conserved as desirable fatty acids at each step. The leading countries producing fish oil are Peru and Chile, followed by Denmark, the United States, Iceland, and Norway. The main fish species in Peru and Chile are anchovy, jack mackerel, Pacific mackerel, and sardine, while those in north-western Europe are capelin, Atlantic horse mackerel, sandeel, herring, and cod (Klootwijk 2006). New types of fish oils include salmon oil from Norway and tuna oil from Thailand and Australia. They are generally high quality oils that provide a useful source of omega-3 fatty acids (Gunstone 2004).
6.1.4 Food Fortification with LCPUFA
Growth in humans requires new cells and new membranes that are built up by phospholipids, for which EPA and DHA are necessary, the latter also reflecting development of vision and muscle control. The dietary recommendation for LCPUFA is still under debate; it varies with the various health organizations and also depends on disease prevention. The recommended daily doses of EPA and DHA for adults may vary from 180 to 500 mg for prevention of heart diseases, to 1,000 mg for decrease in mental illness (Garg et al. 2006; Kolanowski and Laufenberg 2006). According to the FDA in 2000, the daily intake of EPA and DHA should not exceed 3.0 g. Recently, the European Food Safety Authority (EFSA) recommended as the daily dose 250 mg of EPA and DHA and 2 g of ALA. However, the average amount of omega-3 fatty acids in a Western style diet is about 0.15 g per day, which is far below the recommended level. Food fortification with LCPUFA may fill this gap, since it is not likely that all consumers will start eating two to three fish servings a week to meet the recommended minimum doses.
6.2 Lipid Oxidation
As mentioned above, unsaturated fatty acids are sensitive to oxidation. The oxidation of lipid proceeds by a free radical mechanism, which can be described in terms of initiation, propagation, and termination processes (Chan 1987; Angelo 1992; Frankel 1996).
6.2.1 Initiation Reaction
The oxidation process can be initiated by a number of factors, including heat, UV radiation, ionizing radiation, or catalyzed-breakdown of peroxides (lipohydroperoxide or hydrogen peroxide). Metal-catalyzed oxidation (also called autoxidation) is the most relevant for foods, since trace elements are always present in raw ingredients.
Hydrogen peroxide might be formed in a metal ion-catalyzed reaction with oxygen:
The hydrogen peroxide thus formed can be broken into hydroxyl radicals. These radicals initiate the oxidative chain.
\({\rm{HO}}\bullet + {\rm{LH}} \Rightarrow {\rm{L}}\bullet + ~{{\rm{H}}_2}{\rm{O}}\)
Followed by:
In the presence of metal ions, fatty acid hydro-peroxides generate the corresponding alkoxyl radicals:
Followed by the initiation of a new chain (chain branching):
LH represents the fatty acid chain residue with an allylic proton. In this reaction, the role of Fe2+/Fe3+ can also be fulfilled by copper ions or any other transition metal that can give a one-electron redox reaction. Iron and copper are the most common metals involved in lipid oxidation in foodstuff.
The initiation reaction when oil or fat is subjected to high temperature is completely different.
Under these circumstances, cleavage of peroxides takes place, leading to an alkoxy or hydroxyl radical. These can both initiate radical chains.
6.2.2 Propagation
The propagation reaction is predominantly a radical chain reaction. The peroxide radicals react with the weak allylic and bisallylic C–H bonds, which react further as:
The first reaction takes place very fast, and the oxygen level should be very low to prevent this reaction from happening.
6.2.3 Termination
The propagation reaction will continue until one of the following termination reactions occur:
These reactions lead to formation of dimers, polymers, ketones, and alcohols. At the beginning of the oxidation process, when oxidation proceeds at a low pace before becoming exponential, these reactions are of little importance since the concentration of radicals is low.
6.2.4 Formation of Off-Flavor
The primary products of the oxidation reaction described above are lipohydroperoxides and lipoperoxides. These compounds do not contribute to any off-flavor. The off-flavor is due to the homolytic or heterolytic cleavage of these primary products into the so-called secondary oxidation products. These secondary oxidation products consist of volatiles (aldehydes, alkanes, and ketones) which are responsible for (fishy) off-flavor (Jacobsen 1999; Van Ruth and Roozen 2000; Jónsdóttir et al. 2005; Velasco et al. 2006; Kolanowski et al. 2007; Shen et al. 2007).
6.2.5 Prevention of Lipid Oxidation
To prevent or slow-down the lipid oxidation, the following can be done (McClements and Decker 2000; Appelqvist et al. 2007):
-
Prevent the initiation reaction from occurring (see Sect. 6.2.1)
-
Reduce the oxygen concentration (see Sects. 6.2.1 and 6.2.2)
-
Add anti-oxidants (to scavenge radicals, and thus terminate the oxidation reaction similar to those shown in Sect. 6.2.3)
-
Lower the storage temperature
-
Scavenge metal ions (iron or copper) using sequestrants in the water phase, if present (see Sect. 6.2.1)
-
Exclude light (see Sect. 6.2.1)
The speed of the above mentioned reactions also depends on the initial quality and subsequent handling of the raw materials, and on the food structure and composition. For example, oxidation in a water-in-oil emulsion might differ from that in an oil-in-water emulsion, the use of positively charged emulsifiers and thickeners of the interfacial layer of emulsions may repel metal ions, etc. (McClements and Decker 2000; Appelqvist et al. 2007). Alternatively, microencapsulation can reduce oxidation (discussed in the subsequent sections).
6.3 Microencapsulation Technologies of Fish Oil
6.3.1 Requirements
Fish oil can be encapsulated to prevent off-flavor (Garg et al. 2006) by:
-
preventing contact between oxygen and fish oil,
-
preventing contact between metal ions and fish oil,
-
preventing direct exposure to light, and
-
trapping off-flavor.
These conditions can be achieved by the entrapment of the fish oil in a glassy state. Below the glassy state, the molecules in amorphous materials have little relative mobility. Within glassy state microencapsulates, it is possible to entrap volatiles like aroma (see Chap. 5), and maltodextrin powder with internal voids can be loaded with pressurized gas above its glass transition temperature and is then cooled to trap the gas (Zeller et al. 2006). Thus, this indicates that the exclusion of oxygen and entrapment of volatile off-flavors might be possible. Of course, the inclusion of oxygen from air during the microencapsulation process should be avoided as much as possible. Another advantage of microencapsulation might be the conversion of a liquid into a powder, which may ease the handling during supply chain or incorporation into food powder products. However, a common feature of many fish oil microencapsulates is that they disintegrate or dissolve in aqueous food products, and will therefore not be storage stable in many food products. Insolubility of microencapsulates in aqueous products may therefore be an important requirement, although this may lead to sandiness and consumer notice. Another important prerequisite of microencapsulation is that the fish oil will be bio-available upon consumption, which might be a concern if the microencapsulates do not dissolve or disintegrate in gastro-intestinal fluids. Without being bio-available, addition of it to food products is of no use, as claims about the physiological functionality of the fish oil cannot be made. These two aforementioned requirements, that is, stability upon storage and high bio-availability in the human gastro-intestinal tract, are somewhat contradictory in nature.
The next sections will first discuss the water-soluble microencapsulates and then the water-insoluble ones.
6.3.2 Water-Soluble Microencapsulates
6.3.2.1 Spray-Drying
Spray-drying is one of the oldest methods of microencapsulation in the food industry, and it is used most frequently to prepare fish oil microcapsules. In principle, an aqueous dispersion of an oil-in-water emulsion containing carrier material dissolved in the water phase is converted into a dry powder by spraying the feed into hot dry air resulting in moisture evaporation (see also Chap. 2). It is a one-step, continuous particle processing operation involving drying. Spray-drying normally contains the following stages: atomization, air contact, evaporation, and product recovery. The drying of the spray proceeds until the desired moisture content in the dried particles is obtained and the product is then recovered from the air. The resulting dried product conforms to powders, granules, or agglomerates, the form of which depends upon the physical and chemical properties of the feed, the dryer design, and the operation. Relatively low spray-drying temperatures are advantageous to minimize the lipid oxidation (Baik et al. 2004; Drusch and Schwarz 2006). The use of nitrogen instead of air to dry the dispersion can also be applied, but it increases the costs. Other options are two step processes where the particles are not dried completely during the first step but thereafter. Examples are further drying of spray-dried material on a moving belt with a Filtermat spray dryer or in a fluidized bed, or spray-drying of powder onto another carrier powder (like maltodextrin).
For example, maltodextrin, glucose syrup, proteins, sugars, gums, pectin, modified cellulose (e.g., hydroxypropyl methylcellulose or methylcellulose), and/or modified starch (e.g., octenylsuccinate-derivatized starch) can be used as a carrier material (Keogh et al. 2001; Kagami et al. 2003; Jónsdóttir et al. 2005; Tan et al. 2005; Drusch et al. 2006a, b; Drusch and Schwarz 2006; Kolanowski et al. 2004; Kolanowski et al. 2006; Drusch 2007; Drusch et al. 2007). Silica derivatives and tricalciumphosphate can be added to improve flowing properties of the powders (Drusch et al. 2006a). The fish oil loading of microencapsulates obtained via spray-drying varies from 1 to approximately 60 wt%. The particle size of these microcapsules varies from 10 to 400 µm. The higher the powder particle size, the higher the retention of fish oil (Jafari et al. 2007).
Although the spray-drying technology is commonly used, it has certain disadvantages. The spray-drying process may induce oxidation and the fish oil may have a limited shelf life due to the porous structure of the obtained spray-dried powder, and thus high access of air to the oil (Hogan et al. 2003; Kolanowski et al. 2006; Kolanowski et al. 2007). Kolanowski et al. (2006, 2007) even concluded that their spray-dried fish oil was less stable upon storage against oxidation than fish oil. However, this is not a common finding and might be due to the process conditions applied and/or materials used.
Encapsulates with a larger particle size might be more storage stable than those with a smaller particle size (Fang et al. 2005). Not only the temperature, but also the high moisture content affects the shelf life of spray-dried fish oil (Baik et al. 2004; Fang et al. 2005; Drusch et al. 2006a). This is probably because of a decrease in the glass transition temperature to values below the storage temperature, leading to relatively higher mobilities of molecules and reaction rates. Further improvements might be obtained by cross-linking of the carrier material prior to spray-drying, for example, by Maillard reaction of proteins (sodium caseinate, whey protein isolate, soy protein or skim milk powder) with carbohydrates (glucose, dried glucose syrup, or oligosaccharides) at 60–100°C for 30–60 min (Sanguansri and Augustin 2001; Augustin et al. 2006; Luff 2007). It is not clear if these improvements in storage stability were because of changes in powder morphology and/or anti-oxidative action of Maillard products. This product is commercialized under the name Driphorm by Nu-Mega. Another improvement might be obtained by the induction of simple coacervation (see also Sect. 6.3.3.1), addition of maltodextrin (with or without gum Arabic) into an emulsion of fish oil and hydroxypropyl methylcellulose (HPMC) prior to spray-drying (Ke-Gang et al. 2005). The addition of anti-oxidants, such as tocopherol or Trolox C, to the oil prior to spray-drying might also increase the storage stability of spray-dried fish oil (Hogan et al. 2003; Baik et al. 2004), although it may act as a pro-oxidant at high concentrations (Kolanowski et al. 2006). Serfert et al. (2009) found that a combination of anti-oxidants, that is, tocopherol, ascorbyl palmitate, and rosemary extract retarded the autoxidation significantly upon storage. However, the use of trace metal chelation like citrem did not affect this, although it improved the storage stability of the emulsion prior to spray-drying.
The shelf life of spray-dried fish oil can be enhanced by packing the fish microencapsulates alone or in food powders under nitrogen or vacuum in metalized packing material (Kolanowski et al. 2007).
6.3.2.2 Melt Injection
The melt injection process is based on the mixing of fish or vegetable oil in a starch matrix with anti-oxidants, sugars, emulsifiers, and water at a temperature above 100°C. The mixture is then extruded through a filter and collected in a bath filled with cold organic solvent (e.g., with iso-propanol or liquid nitrogen; Valentinotti et al. 2006; Subramaniam et al. 2006; see also Sects. 2.2.4 and 5.3.5). The cold organic solvent solidifies the sugar matrix and transforms it into a glassy state material which is then washed with a terpene (e.g., with limonene) to remove the surface oil present. This gives maximum protection to the microencapsulated oil against oxidation, resulting in no unpleasant odour or taste development during dry storage. The storage conditions are important as at a high water activity (Aw >0.3) the glassy sugar structures may start to disintegrate.
The fish oil load within microencapsulates prepared by melt injection is relatively low (10–20 wt%) and the particle size varies from 200 to 2,000 µm.
Figure 6.2 shows two confocal scanning laser microscopic (CSLM) images of a sugar extrudate with fish oil included. The images clearly show that the oil droplets, represented by light spheres, are well distributed through the whole matrix of the microencapsulate. This type of fish oil microencapsulate is protein free (and thus no gelatin), a feature that distinguishes it from other microencapsulate types.


CSLM images of Duralife® from Firmenich. The fish oil microencapsulate was embedded in low acryl embedding material and colored with a Nile blue solution. Sectioning of the embedded material was done using a microtome. Two laser lines from the argon/krypton laser were used to excite the fluorochrom Nile blue. The light spheres depict the fish oil droplets. The pictures were kindly provided by Ellen Drost (Unilever Research & Development Vlaardingen) and the Duralife® microencapsulates were obtained from Firmenich, Switzerland
6.3.2.3 Extrusion
Fish oil can also be encapsulated into a formable mixture or dough by using an extruder with one or more screws in a continuous process (Van Lengerich et al. 2004; Van Lengerich et al. 2007a, b; see also Sect. 2.2.4 of this book). The extrusion process is done at relatively low temperatures (below 30°C) and low pressures (500–5,000 kPa), in contrast to the melt extrusion process to encapsulate aroma (see Chap. 5). This can be achieved by using relatively high amounts of plasticizer (15–35 wt% water and 10–20 wt% of glycerol). First, emulsions using protein (such as sodium caseinate, wheat protein, or whey protein isolate), gum, or modified starch as an emulsifier were prepared, and then mixed into 45–75 wt% of matrix materials (flours, starch, proteins, gums, etc.) with relatively high amounts of plasticizer (water and glycerol) and 0.5–4 wt% of an acidic anti-oxidant (ascorbic acid or erythorbic acid) using a twin screw extruder with a barrel temperature between 5°C and 10°C. The anti-oxidant is claimed to scavenge any oxygen before it can reach the fish oil, and hence, is not added to the emulsion phase in an attempt to avoid deleterious interactions between the protein and the acidic anti-oxidant. Flavor might be added to mask any off-flavor of fish oil, titanium dioxide or zinc oxide might be used as a whitener, and a flow agent such as starch might also be added. The extrudate is shaped by the die geometry (operating at 15–30°C) and can be cut immediately after extrusion or granulated by grinding or milling afterwards. The particle size of the extrudate will in general be around 0.5–2 mm. The water level of the extrudate (15–35 wt%) can be reduced by rotary or fluid bed drying to a water activity of less than or equal to 0.7 to increase the shelf life stability. The fish oil load is relatively low (typically 10–25%). Optionally, the particle can be coated with protein, starch or fat via, for example, pan coating. Alternatively, the fish oil can be added in an encapsulated (e.g., spray-dried) form when preparing food products by extrusion (Diguet et al. 2005).
6.3.2.4 Submerged Co-extrusion
Another type of extrusion technology is the so-called submerged co-extrusion, based on the simultaneous dropping of an oil droplet and shell material through a vibrating, concentric nozzle in a stream of cooling oil (see Sect. 2.2.9). The shell material may consist of gelatin or other polysaccharides and glycerol (as a plasticizer), and the fat content of the obtained particle is approximately 90 wt% (Sunohara et al. 2000). This patent of Sunohara et al. also discloses the use of an intermediate layer gelatin layer with citric acid to prevent insolubility with time due to interactions of unsaturated fatty acid with gelatin. The obtained capsules may have a relatively high fish oil load of about 70–95 wt% and a particle size between 0.8 and 8 mm. This technology is currently used by Morishita Jintan, Japan.
6.3.2.5 Cyclodextrins
Cyclodextrins are cyclic oligosaccharides of six to eight D-glucose molecules, which are enzymatically joined through alpha 1–4 linkages in such a way that they to form a ring (see Sect. 2.2.10 and Fig. 3.7). Cyclodextrins containing six, seven, or eight glucose molecules are referred to as α-, ß-, and γ-cyclodextrin, respectively. They may reduce the off-flavor perception by either forming a complex with LCPUFA or absorption of off-flavors. Schmid et al. (2001) disclose in their patent that the fish oil could form a complex with γ-cyclodextrin in water during stirring under a nitrogen atmosphere, and excluded from light at 45°C for 24 h. The resulting paste was filtered to remove water and then dried under vacuum at 50°C for 48 h. The fish oil did not oxidize for more than 24 h upon storage at 100°C under air when using γ-cyclodextrin, in contrast to the use of α- or ß-cyclodextrins. The fish oil loading was 15–40 w/w% of γ-cyclodextrin, and higher loads resulted in more oxidation. This product is now marketed as OmegaDry® by Wacker Chemical Corporation, using refined menhaden oil stabilized with mixed natural tocopherols and/or tert-butylhydroquinone. The powder particle size is 100 µm max.
6.3.3 Water-Insoluble Microencapsulates
6.3.3.1 Complex Coacervation
Coacervation is a method in which a solution is separated into a phase with a lot of polymers and a phase with hardly any polymers. In the case of one polymer, one speaks about “simple” coacervation (Ke-Gang et al. 2005; see also Sect. 6.3.2.1). Complex coacervation involves two or more polymers, and is most commonly used. One of the colloids is usually gelatin or whey proteins, while the other is an oppositely charged colloid, like gum arabic, sodium polyphosphate, or carboxy methyl cellulose. Coacervation is started by making an emulsion of oil droplets in the aqueous colloidal solution. By decreasing the pH, the phase separation of the solution in a polymer-rich and a polymer-poor phase is obtained, and the polymers precipitate on the interface of the oil droplets. Because the reaction is reversible and the polymers dissolve again if the pH is increased, hardening of the polymer layers might be necessary. This can be done by heat treatment and consequently de-naturation of the protein gelatin, or by cross-linking of the protein chains by glutaraldehyde or transglutaminase (see also Sect. 2.2.7). The release of ingredients may be controlled by:
-
varying the amount or type of cross-linking material,
-
varying the amount or ratio of the colloids,
-
varying the wall-to-content ratio,
-
using alternatives for the colloids with somewhat different properties,
-
process conditions during preparation.
Complex coacervates may have a fish oil load of about 40–90 wt% and a particle size between 10 and 800 µm, depending on the materials and process conditions used.
Lumsdon et al. (2005) found that complex coacervates composed of gelatin or ß-lactoglobulin, gum arabic, starch, and cross-linked with glutaraldehyde could decrease the oxidation of fish oil. Complex coacervates containing fish oil can be present in two different morphologies: mono- and poly-nucleated format (see Fig. 6.3). The first type consists of a single oil droplet core surrounded by a hydrocolloid shell, whereas the second type consists of a multi-oil droplet core surrounded by a common hydrocolloid shell (Yan 2003), here composed of gelatin and polyphosphate. The complex coacervates might be double coated by repetition of the complex coacervation process (Yan et al. 2004) or by entrapment in another glassy matrix (e.g., composed of maltodextrin and modified starch) by spray-drying, spray-granulation, or melt extrusion (Bouquerand et al. 2007) to enhance the storage stability and to prevent the dissolution in the mouth. Interestingly, complex coacervation has also been used to prepare ∼100 µm nanoparticles composed of DHA, ß–lactoglobulin, and pectin (Zimit and Livney 2009). First, 0.22 mM DHA molecules interacted with 0.05% ß–lactoglobulin (1:2 molar ratio), and then 0–0.6 wt% pectin was added and the pH adjusted to pH 4.5 with hydrochloric acid. These nanoparticles were colloidal stable and transparent in an aqueous solution, and protected DHA against oxidation. However, their load is quite low compared to other microencapsulates.


CSLM images of two types of complex coacervates. The left side shows a mono-nucleated type with sunflower oil and on the right a poly-nucleated type of complex coacervate with fish oil is shown. In the CSLM picture, the light sphere depicts the oil core of complex coacervates and the dark circle around is the protein wall material. The images were kindly provided by Ellen Drost (Unilever Research & Development Vlaardingen) and the microencapsulates were obtained from the International Special Products, United Kingdom (left picture) and Ocean Nutrition Canada, Canada (right picture)
A modified coacervation process was recently published by Gan et al. (2008). Soy protein isolate (SPI) was preheated at 95°C for 30 min and cooled to room temperature to promote de-naturation of SPI, followed by emulsification with fish oil and the emulsifier SPAN 80. The emulsion was subsequently treated at pH 5 and 40°C with transglutaminase. The obtained coacervates were filtered and freeze-dried. After freeze-drying, the powder were dry-mixed with sucrose or ribose and heated at 80°C for 1 h to induce cross-linking by Maillard reactions. The freeze-dried samples were less sensitive towards oxidation than fish oil at 50°C. No or small effect was obtained by the transglutaminase treatment. The use of ribose, however, delayed the oxidation of fish oil, most likely due to release of anti-oxidative Maillard reaction products during heating and a slower rate of gas permeability through the capsules.
Protein cross-linking of complex coacervates may have profound consequences for the structure of food proteins, and the subsequent properties of the final product. Cross-linking involves the chemical reaction of a bifunctional reagent, such as glutaric dialdehyde (1,5-pentanedial) with two amino acid residues (arginine or lysine) in the same protein, in adjacent subunits, or in two proteins that associate with each other. Although this reaction looks quite simple, a large variety of subsequent reaction pathways may be involved in this cross-linking. It is generally assumed that glutaric dialdehyde cross-linking of proteins takes place through reaction of the aldehyde groups of glutaric dialdehyde (II) with ε-amino groups of arginine or lysine residues (Tabor et al. 1992). According to these authors, the effect of cross-linking on the oxidative stability is rather limited. The amino acids involved in the cross-linking reaction (arginine and lysine) are only a small percentage (<10%) of the total amount present. Studies performed to investigate the complex mechanism of cross-linking reveal that glutaric dialdehyde cross-linking is a process resulting in the formation of a large variety of cross-linked entities. Although isolation and characterization of these products would seem to be the most direct approach to understanding the mechanism of glutaric dialdehyde cross-linking, the complex nature of the reactions involved suggests the difficulty of this approach. Furthermore, reaction time, glutaric dialdehyde concentration, temperature, and pH are very important parameters influencing the subsequent reaction pathways. Unfortunately, the chemical cross-linking with glutaric dialdehyde is legally not allowed to be used in foods in the European community.
Another way of cross-linking is through the use of enzymes. Transglutaminase is an (microbial) enzyme that connects glutamine and lysine residues with the release of NH3. It is safe to be used in food products. Transglutaminase can be used for cross-linking several proteins, like gelatin, casein, whey protein, and certain soy proteins.
Not only is the need of protein cross-linking for use in complex coacervates a disadvantage of this technology but also the common use of gelatin in this microencapsulation product can give rise to difficulties with either Kosher or Halal status of the food matrix. Due to the fact that most gelatin used for complex coacervation is obtained from pig skin, these status problems can easily arise. Of course, an alternative source of gelatin is available, for example, from beef, poultry and fish, but in most cases they are more expensive than the gelatin from the pig.
6.3.3.2 Microspheres
An example of fish oil encapsulation in microspheres is the use of calcium alginate as an encapsulation material. Alginate is a polysaccharide, which is obtained by extraction from brown algae. The use of alginate as an encapsulation material is based on the capacity of alginate to bind di- and trivalent ions (except with Mg2+) resulting in gel formation. The most common way to form alginate beads is to drop an alginate solution (1.5–4 wt%) into a calcium chloride solution (50 mM–1.5 M). The beads are formed instantaneously. Blatt et al. (2003) used this microencapsulation procedure followed by an additional coating of hydropropyl cellulose on the dried beads via fluid bed coating.
The Norwegian company Denomega Nutritional Oils sells fish oil encapsulates in microspheres with the Austrian encapsulation company GAT. They are prepared by first making water-in-oil emulsions, with calcium in the water phase. The addition of an aqueous alginate solution during stirring produces a phase inversion, and calcium alginate begins to deposit on the newly formed drops (Casana Giner et al. 2006). Another colloid is then added that deposits on the surface of the microspheres (e.g., xanthan gum) and then a primary surfactant is added to reduce the size of residual water in the oil drops. Agglomeration or deagglomeration may occur (depending on the process conditions), and finally the microspheres are hardened at elevated temperature (75°C for 120 min). These microspheres might be relatively small (1–30 µm) and may have a load between 20 and 50 wt%. The GAT encapsulates are claimed to protect the fish oil against oxidation and degradation during food processes and release their contents below a pH of 3.5 (e.g., in the stomach) (Thueringer 2009). The encapsulates can also be used to entrap, for example, water-soluble active agents like vitamin C, by maximising the residual water phase in the oil droplets during the preparation process.
The use of cross-linked, isolated soy proteins is another example of the use of microspheres for fish oil entrapment (Cho et al. 2003). These microspheres were prepared by making a duplex emulsion of fish oil-in-water-in-corn oil, in which the protein is cross-linked with transglutaminase to entrap the fish oil. A reduction in oxidation of the microencapsulated fish oil was found compared to non-encapsulated fish oil upon storage for up to 14 days at 50°C. Microspheres with fish oil can also be prepared by dropping emulsions composed of 20 wt% fish oil, 1 % chitosan, and 10 wt% maltodextrin or 20 wt% fish oil, 1 wt% chitosan, and 1 wt% whey protein isolate via ultrasonic atomization into a sodium hydroxide solution (Klaypradit and Huang 2008). The basic solution solidifies the chitosan and after centrifugation, filtering, washing with distilled water, and freeze-drying, microspheres with entrapped fish oil droplets and with a particle size of about 8–10 µm were obtained.
6.3.3.3 Calcium Carbonate Capsules
The production of calcium carbonate capsules is based on the electrostatic adsorption of calcium carbonate particles on the negatively charged oil surface of a fish oil-in-water emulsion during stirring (Nakahara et al. 2006). Salts, proteins, thickening, and/or stabilising agents might then be added, followed by freeze- or spray-drying. An anti-oxidant in the oil is also used. The advantage of calcium carbonate shells is that it only dissolves at low pH. This low pH condition can be achieved in the human body only when the food matrix, containing the calcium carbonate encapsulates, is present in the stomach. A scanning electronic microscopic image of a calcium carbonate microcapsule containing fish oil is presented in Fig. 6.4. These encapsulates have been commercialized by the KITII Corporation under the name Calshell. The particle size of Calshell is approximately 20 µm which is rather small compared to other types of encapsulates. This can be an advantage because these small particles will not be noticed. Optionally, the particle size can be enlarged. Also, the fish oil loading of Calshell, which is approximately 30–40 wt%, is favorable when compared with other types of fish oil encapsulates. According to the supplier information, less fish off-flavor is produced when Calshell encapsulates are used in a food matrix (compared to the free oil), and the capsules are high temperature and pressure resistant. Unfortunately, this technology is currently rather expensive.
6.3.3.4 Emulsions with Protein or Polymer Shell
The oxidation of emulsion depends on the food structure and composition, for example, water-in-oil emulsion, oil-in-water emulsion, emulsifiers, and composition of the aqueous phase (McClements and Decker 2000; Appelqvist et al. 2007). Also, the type and charge of emulsifiers may influence oxidation. Anionic emulsifiers attract positively charged metal ions such as iron, which brings them closer to the lipid phase and enhances oxidation. Positively charged emulsifiers (such as proteins) may repel metals and reduce oxidation, unless they have a metal-binding capability (such as sodium caseinate). In addition, a protein layer may protect oil by steric hindrance and/or free radical scavenging properties, and excess of proteins in the bulk may scavenge metals.
Further reduction might be achieved by the formation of layers around emulsions. The use of a single layer composed of sodium caseinate cross-linked with transglutaminase could not inhibit lipid oxidation (Kellerby et al. 2006). The use of two layers, which were composed of lecithin and chitosan, resulted in a slight inhibition of oxidation (Ogawa et al. 2003; Klinkerson et al. 2005a). These emulsions were prepared by first making a so-called primary emulsion with lecithin, and then mixing this emulsion with a solution of a positively charged chitosan (Klinkerson et al. 2005a, b). These two-layered emulsions could be freeze- or spray-dried after addition of corn syrup solids to improve the oxidative stability (Klinkerson et al. 2005b; Klinkesorn et al. 2005c; Klinkerson et al. 2006; McClements and Decker 2005, 2007; Shaw et al. 2007). Corn syrup solids also improve the physical stability of the emulsions against other food processing conditions such as salt, thermal processing, chilling, and freezing. The addition of the chelator ethylenediaminetetraacetic acid (EDTA) and mixed tocopherols further improved the oxidative stability of dried emulsions. Surprisingly, the oxidation was more rapid at 11% and 33% relative humidity than at 52%, which might be due to the sugar crystallization or formation of Maillard products.
Further inhibition of lipid oxidation may be achieved with multi-layered interfaces around oil droplets in oil-in-water emulsions, which may also enable their application as a controlled release system or triggered release system (Guzey and McClements 2006; McClements and Decker 2005). For example tuna oil-in-water emulsion droplets (particle size 0.2–1 µm) can be prepared by first emulsification with a food-grade anionic surfactant such as lecithin or fatty acid salts (so-called primary emulsion), followed by incubations with a cationic bio-polymer such as chitosan (so-called secondary emulsion), and then with an anionic bio-polymer such as pectin (so-called tertiary emulsions). One may repeat these alternative incubations to adsorb another cation/anion bilayer on the emulsion, although care must be taken to prevent the agglomeration due to the presence of excess free polyelectrolyte.
An increase in the oxidative stability has been reported by Guzey and McClements (2006) when using emulsions with a SDS-chitosan-pectin wall. This can be related due to the repulsion of iron ions by the chitosan layer and/or physically shielding of the iron ions by the multi-layers.
The lipids in the multi-layered emulsions might be bio-available (Park et al. 2007). However, applications of this technology in food matrixes remain difficult because chitosan is not a food grade ingredient in the USA and Europe and is only allowed in food supplements and pharmaceutical applications. Furthermore, chitosan has no Kosher or Halal status because it is obtained from crustaceans.
6.3.3.5 Coated Microencapsulates
Powder with fish oil (e.g., obtained by spray-drying) might be coated with a lipid layer to prevent oxidation upon storage. Ponginebbi and Publisi (2008) disclosed in their patent that fish oil powder in the presence of 0.5% silica flow aid could be coated in a fluid bed by spraying with molten 30% (w/w) hydrogenated palm wax. Presence of the lipophilic anti-oxidant L-ascorbic acid 6-palmitate in the lipid coating improved the oxidation stability of these microencapsulates upon storage better than the presence of the hydrophilic anti-oxidant Gravinol-T. A similar lipid coating might also be used by spray-chilling of 25–33 wt% spray-dried fish oil in molten lipid (Subramanian et al. 2008).
6.4 Analytical Characterization of Fish Oil Microencapsulates
6.4.1 Chemical Composition
Fish oil microencapsulates can be analyzed with several routine analytical techniques to measure the amount of protein, fat, moisture, and inorganic matter (ash content). Please see “method collections” from American Oil Chemists’ Society (AOCS), Association of Analytical Communities (AOAC) or pharmacopeia for more details. In short, protein levels in foods are calculated from the total nitrogen content determined using the Dumas or Kjehldahl method. Fat is determined gravimetrically after acid hydrolysis of microencapsulates and extraction using petroleum ether. Moisture is determined from the weight loss of the sample during heating in a microwave oven. The ash content is determined gravimetrically by heating the sample in an open vessel to 550°C under air to constant weight. The remaining carbohydrate content of microencapsulates can then be calculated by subtraction of protein, fat, inorganic matter, and water contents from 100%. Not only is the total amount of fat in microencapsulates (the loading) important, but also the knowledge on the presence and level of the so-called surface oil is informative. Surface fish oil is easily oxidized, because it is located on or just in the outer shell of microencapsulates. Indeed, Velasco et al. (2006) concluded that free fish oil and microencapsulated fish oil oxidized differently, probably due to differences in the oxygen availability between encapsulated oil globules. In general, the level of surface oil should be as low as possible. However, the amount of surface oil alone cannot be used to predict shelf-lives of microencapsulated fish oil (Drusch and Berg 2008). The amount of surface oil can be determined by mild extraction with hexane or petroleum ether if they do not dissolve microencapsulates (as is the case with, e.g., spray-dried ones; Velasco et al. 2006; Drusch and Berg 2008).
Not only is the fat content of microencapsulates important, but also the fatty acid composition of the microencapsulated fat. Also, the percentage of DHA and EPA in the fat phase and the ratio between these two ingredients are important from the nutritional perspective. Especially, when a nutrient or health claim is made on the label of the product, the amounts of DHA and EPA must be specified. Furthermore, it is important to measure the percentage of other polyunsaturated fatty acids, mono-unsaturated fatty acids (mainly oleic acid), and saturated fatty acids (predominantly, myristic, palmitic, and stearic acid). Ideally, the level of saturated fatty acids should not exceed the acceptable value, and should be in accordance with the current nutritional recommendations. Standardized gas chromatographic methods can be used for the fatty acid analysis.
Very important with regard to the initiation of fish oil oxidation are the amounts of both iron and copper in microencapsulates. These metals can be present in the fish oil or in the carrier material. For food safety reasons, the levels of the trace elements mercury, lead, arsenic, and cadmium are also important. Fish oil may contain high amounts of heavy metals due to the pollution of oceans and seas, for example, gelatin can be high in trace metals both from the source (bone, skin) and the process chemicals (acids, lye).
6.4.2 Physico-Chemical Characteristics
Particle size of micoencapsulates can be measured by standard techniques like laser scattering or particle image analyzer (O’Hagan et al. 2005 and references therein). Microscopic observations with either conventional light or confocal scanning laser techniques can obtain very useful information about the size, distribution of sizes, and structure of the microcapsule. CSLM can be combined with staining techniques that allow staining of either the hydrophobic core or the hydrophilic shell of the microencapsulate (see Figs. 6.2 and 6.3). Microencapsulates can be visualized either from a dispersion in water if the microencapsulate does not dissolve in water (e.g., cross-linked complex coacervates), or from a dry powder. Scanning electron microscopy might be used to study the details of the morphology (see Fig. 6.4).


A scanning electron microscope image of a Calshell microcapsule containing fish oil. Courtesy of KIITI Corporation
6.4.3 Stability Testing
A more instrumental technique is the measurement of the oxygen head space concentration and the amount of secondary oxidation products formed. The decrease of the head space oxygen concentration in a sealed bottle containing a certain amount of fish oil powder dissolved or dispersed in an aqueous solution is a good indication of the oxidative stability of the fish oil. Oxygen consumption reflects the propagation step in the lipid oxidation cascade. Head space oxygen concentration in sealed bottles and their variation over time can easily be measured with an oxygen analyzer, in combination with an air pressure measurement.
The measurement of secondary oxidation products (e.g., aldehydes, ketones, and alcohols) requires more sophisticated analytical equipment. The formation of these volatile products during time can be followed by the static headspace gas chromatography (Van Ruth and Roozen 2000; Jónsdóttir et al. 2005). Key off-flavor compounds are hexanal, acetaldehyde, trans-2-pentenal, pentanal, propanal, propenal, etc. There might be a good correlation between the oxygen consumption over time and the formation of secondary oxidation products (but not always), because both might be part of the same lipid oxidation cascade.
Standardized application tests where fish oil powder is dispersed in, for example, warm milk and directly consumed can give good indications of taste and fishy off-flavor. Of course, these organoleptical observations are from a consumer point of view the most important ones to make choices between different fish oils and their microencapsulates.
In most cases instrumental and organoleptical analyses of the fish oil microencapsulate give the same conclusion regarding the oxidative stability. However, contradictory results can sometimes be obtained.
6.5 Selection of Fish Oil Microencapsulates
Currently, both fish oil and fish oil microencapsulates are widely used in food applications (bread, orange juice, cereals, bars, etc.). Microencapsulation broadens the scope of application of sensitive fish oil in diverse food applications by enhancing the stability. A large set of different fish oil microencapsulates is currently available in the market. Roughly, these microencapsulates can be categorized in different groups according to the percentage of oil loading, species of fish oil which reflects in the amount of EPA and DHA, and the type of used microencapsulation technology. The combination of these three parameters results at the end in a price indication of the microcapsule. A selected list of fish oil microencapsulate suppliers, their commonly used microencapsulation technique, and some characteristics are presented in Table 6.2. Most of the listed suppliers use the well-known spray-drying technology to produce fish oil microencapsulates.
To select the type of fish oil microencapsulate suitable for a certain food application type from the list of commercial microencapsulates or own developments is a challenge. The following criteria might be relevant:
-
quality and safety of the fish oil (including the absence of off-flavors, pesticides, EPA/DHA ratio, and high EPA and DHA content),
-
physico-chemical characteristics of the microencapsulates,
-
stability during supply chain, processing, and/or storage in a food product (which may depend on the composition of the food matrix and packaging),
-
bio-availability of the fish oil,
-
commercial available quantity,
-
costs,
-
legal status (food grade and, e.g., the use of cross-linking agents), and
-
availability in Halal or Kosher quality.
In general, one has to consider the fact that the microencapsulated fish oil is more expensive than native fish oil. As a golden standard, it is therefore advised to test always as a first option the use of native fish oil and only if this does not give an acceptable end product, consider the use of a microencapsulated version. For example, as an alternative to microencapsulation one may also use an edible coating of zein and fish oil on cookies, cereals, or fruit piece (Bello et al. 2007).
Much depends on what the structure of the food matrix is. For example, is it a dry product or in a liquid form? Water-soluble microencapsulates will dissolve rapidly in aqueous food products and can therefore not give further protection. Presence of different macro- and micro-nutrients may also influence the oxidative stability of fish oil. For example, the presence of vitamin C (ascorbic acid) may act as an anti-oxidant or as a pro-oxidant (Gunstone 2004). Sometimes, only for supply chain and logistic reasons, companies decide to select microencapsulated fish oil for application in their products instead of the use of native fish oil.
Spray-drying is generally the cheapest option available; submerged co-extrusion and calcium carbonate capsules are available at relatively higher costs. The price range of the other microencapsulation technologies in Table 6.2 might be more in the middle of these two extremes. The prices of the several commercial microencapsulates vary widely, and depends on many factors (including fish oil and material costs, cost structure of the company, processing costs, and volume of sales). Hence, one should consider these price estimates as only indicative.
6.6 Future Developments
Currently, there are a lot of different types of fish oil microencapsulates that are commercially available. When looking at different food applications the following requirements of fish oil microencapsulate are currently missing:
-
better resistance to oxygen burden and more proof for prevention of oxidation and off-flavor formation in food products,
-
water-insoluble microencapsulates that are storage stable in an aqueous food product and do not sediment,
-
evidence for bio-availability of fish oil from especially water-insoluble microencapsulates.
Future research might be aimed at filling these gaps and improving existing technologies further by choosing new carrier materials and new processing conditions. One may make use of similar technologies as used for the microencapsulation of aroma (see Chap. 5), and/or combine existing ones. For example, one may spray-chill microspheres.
References
Angelo AJ (1992) Lipid oxidation in food, 500. American Chemical Society, Division of agriculture and food, Washington, DC
Appelqvist IAM, Golding M, Vreeker R, Zuidam NJ (2007) Emulsions as delivery systems in foods. In: Lakkis JM (ed) Encapsulation and controlled release technologies in food systems. Blackwell Publishing, Ames, IA, pp 41–81
Augustin MA, Sanguansri L, Bode O (2006) Maillard reaction products as encapsulants for fish oil powders. J Food Sci 71(2):E25–E32
Baik M-Y, Suhendro EL, Nawar WW, McClements DJ, Decker EA, Chinachoti P (2004) Effects of antioxidants and humidity on the oxidative stability of microencapsulated fish oil. J Am Oil Chem Soc 81(4):355–360
Bello A, Gimmler N, Roy P (2007) Omega-3 fatty acids encapsulated in zein coatings and food products incorporating the same, WO2007/030718
Blatt Y, Pinto R, Safronchik O, Sedlov T, Zelkha M (2003) Stable coated microcapsules. WO2003018186
Bouquerand PE, Dardelle G, Gouin S, Schleifenbaum B, Trophardy G (2007) Encapsulated active ingredients, methods of preparation and their use, WO2007026307
Casana Giner V, Gimeno Sierra M, Gimeno Sierra B, Moser M (2006) Continuous multi-microencapsulation process for improving the stability and storage life of biologically active ingredients, EP1702675
Chan HW-S (1987) Autoxidation of unsaturated lipids. Academic, London
Cho Y-H, Shim HK, Park J (2003) Encapsulation of fish oil by an enzymatic gelation process using transglutaminase cross-linked proteins. J Food Sci 68(9):2717–2723
Diguet S, Feltes K, Kleemann N, Leuenberger B, Ulm J (2005) Extrusion-stable poly-unsaturated fatty-acid compositions for food products, WO2005/089569
Drusch S (2007) Sugar beet pectin: a novel emulsifying wall component for microencapsulation of lipophilic food ingredients by spray-drying. Food Hydrocoll 21:1223–1228
Drusch S, Berg S (2008) Extractable oil in microcapsules prepared by spray-drying: Localisation, determination and impact on oxidative stability. Food Chem 109:17–24
Drusch S, Schwarz K (2006) Microencapsulation properties of two different types of n-octenylsuccinate-derivatised starch. Eur Food Res Technol 222:155–164
Drusch S, Serfert Y, Schwarz K (2006a) Microencapsulation of fish oil with n-octenylsuccinate-derivatised starch: flow properties and oxidative stability. Eur J Lipid Sci Technol 108:501–512
Drusch S, Serfert Y, Van den Heuvel A, Schwarz K (2006b) Physicochemical characterization and oxidative stability of fish oil encapsulated in an amorphous matrix containing trehalose. Food Res Intern 39:807–815
Drusch S, Serfert Y, Scampicchio M, Schmidt-Hansberg B, Schwarz K (2007) Impact of physicochemical characteristics on the oxidative stability of fish oil microencapsulated by spray-drying. J Agric Food Chem 55:11044–11051
Eilander A, Hundscheid DC, Osendarp SJ, Transler C, Zock PL (2007) Effects of n-3 long chain polyunsaturated fatty acid supplementation on visual and cognitive development throughout childhood: a review of human studies. Prostaglandins Leukot Essent Fatty Acids 76:189–203
Fang X, Shima M, Adachi S (2005) Effects of drying conditions on the oxidation of lineoleic acid encapsulated with gum arabic by spray-drying. Food Sci Technol Res 11(4):380–384
Firestone D (1999) Physical and chemical characteristics of oils, fats, and waxes. AOCS, Washington, DC
Frankel EN (1996) Antioxidants on lipid foods and their impact on food quality. Food Chem 57(1):51–55
Gan C-Y, Cheng L-H, Easa AM (2008) Evaluation of microbial transglutaminase and ribose cross-linked soy protein isolate-based microcapsules containing fish oil. Innovative Food Sci Emerg Technol 9:563–569
Garg ML, Wood LG, Singh H, Moughan PJ (2006) Means of delivering recommended levels of long chain n-3 polyunsaturated fatty acids in human diets. J Food Sci 71(5):66–71
Gunstone FD (2004) The chemistry of oils and fats. Blackwell, Oxford, UK
Guzey D, McClements DJ (2006) Formation, stability and properties of multilayer emulsions for application in the food chemistry. Adv Colloid Interface Sci 128–130:227–248
Hogan SA, O’Riordan ED, O’Sullivan M (2003) Microencapsulation and oxidative stability of spray-dried fish oil emulsions. J Microencapsul 20(5):675–688
Jacobsen C (1999) Sensory impact of lipid oxidation in complex food systems. Fett/Lipid 101(12):S484–S492
Jafari SM, He Y, Bhandari B (2007) Role of powder particle size on the encapsulation efficiency of oils during spray drying. Drying Technol 25:1091–1099
Jónsdóttir R, Bragadóttir M, Arnarson GO (2005) Oxidatively derived volatile compounds in micro-encapsulated fish oil monitored by solid-phase micro-extraction. J Food Sci 70(7):433–440
Kagami Y, Sugimura S, Fujishima N, Matsuda K, Kometani T, Matsumura Y (2003) Oxidative stability, structure, and physical characteristics of microcapsules formed by spray drying of fish oil with protein and dextrin wall materials. J Food Sci 68(7):2248–2255
Ke-Gang W, Chai X-H, Chen Y (2005) Microencapsulation of fish oil by simple coacervation of hydroxypropyl methylcellulose. Chin J Chem 23:1569–1572
Kellerby SS, Gu YS, McClements DJ, Decker EA (2006) Lipid oxidation in a menhaden oil-in-water emulsion stabilised by sodium caseinate cross-linked with transglutaminase. J Agric Food Chem 54:10222–10227
Keogh MK, O’Kennedy BT, Kelly J, Auty MA, Kelly PM, Fureby A, Haahr A-M (2001) Stability of oxidation of spray-dried fish oil powder microencapsulated using milk ingredients. J Food Sci 66(2):217–224
Klaypradit W, Huang YW (2008) Fish oil encapsulation with chitosan using ultrasonic atomizer. Lebenson Wiss Technol 41:1144–1139
Klinkerson U, Sophanodora P, Chinachoti P, Decker EA, McClements DJ (2005a) Encapsulation of emulsified tuna oil in two-layered interfacial membranes prepared using electrostatic layer-by-layer deposition. Food Hydrocoll 19:1044–1053
Klinkerson U, Sophanodora P, Chinachoti P, McClements DJ, Decker EA (2005b) Stability of spray-dried tuna oil emulsions encapsulated with two-layered interfacial membranes. J Agric Food Chem 53:8365–8371
Klinkerson U, Sophanodora P, Chinachoti P, Decker EA, McClements DJ (2006) Characterization of spray-dried tuna oil emulsified in two-layered interfacial membranes prepared using electrostatic layer-by-layer deposition. Food Res Intern 39:449–457
Klinkesorn U, Sophanodora P, Chinachoti P, McClements DJ, Decker EA (2005) Increasing the oxidative stability of liquid and dried tuna oil-in-water emulsions with electrostatic layer-by-layer deposition technology. J Agric Food Chem 53:4561–4566
Klootwijk W (2006) De goede visgids. Fontaine Uitgevers, Kortehoef, The Netherlands
Kolanowski W, Laufenberg G (2006) Enrichment of food products with polyunsaturated fatty acids by fish oil addition. Eur Food Res Technol 222:472–477
Kolanowski W, Laufenberg G, Kunz B (2004) Fish oil stabilisation by microencapsulation with modified cellulose. Int J Food Sci Nutr 55(4):333–343
Kolanowski W, Ziolkowski M, Weissbrodt J, Kunz B, Laufenberg G (2006) Micro encapsulation of fish oil by spray drying-impact on oxidative stability. Part I. Eur Food Res Technol 222:336–342
Kolanowski W, Jaworska D, Weissbrodt J, Kunz B (2007) Sensory assessment of microencapsulated fish oil powder. J Am Oil Chem Soc 84(1):37–45
Luff F (2007) Omega-3 and micro-encapsulation technology – making functional foods taste better for longer. Food Sci Technol 21(1):30–31
Lumsdon SO, Friedmann TE, Green JH (2005) Encapsulation of oils by coacervation, WO2005105290
McClements DJ, Decker EA (2000) Lipid oxidation in oil-in-water emulsions: impact of molecular environment on chemical reactions in heterogeneous food systems. J Food Sci 65:1270–1282
McClements DJ, Decker EA (2005) Biopolymer encapsulation and stabilization of lipid systems and methods for utilisation thereof, WO2005/086976
McClements DJ, Decker EA (2007) Encapsulated emulsions and methods of preparations, WO2007038616
Nakahara M, Kurosaki A, Otake H, Kanai H, Yokokawa H, Kumabe K, Yanaka H (2006) Method for producing calcium component powder containing oil-soluble substance, EP1736532A1
O’Hagan P, Hasapidis K, Coder A, Helsing H, Pokrajac G (2005) Particle size analysis of food powders. In: Onwulata C (ed) Encapsulated and powdered foods. CRC, Boca Raton, FL, pp 215–245
Ogawa S, Decker EA, McClements DJ (2003) Influence of environmental conditions on the stability of oil in water emulsions containing droplets stabilized by lecithin-chitosan membranes. J Agric Food Chem 51:5522–5527
Park GY, Mun S, Park Y, Rhee S, Decker EA, Weis J, McClements DJ, Park Y (2007) Influence of encapsulation of emulsified lipids with chitosan on their in vivo digestibility. Food Chem 104:761–767
Ponginebbi L, Publisi C (2008) Coating for oxygen sensitive materials, EP1920633 & US2008112987
Sanguansri L, Augustin MA (2001) Encapsulation of food ingredients, WO2001074175
Schmid G, Harrison M, Polchinski P (2001) Process for the stabilisation of acylglycerols comprising high amounts of w-3 polyunsaturated fatty acids by means of gamma-cyclodextrin, EP1041136, US20030087879 and US6878696
Serfert Y, Drusch S, Schwarz K (2009) Chemical stabilisation of oils rich in long-chain polyunsaturated fats during homogenisation, microencapsulation and storage. Food Chem 113:1106–1112
Shaw LA, McClements DJ, Decker EA (2007) Spray-dried multilayered emulsions as a delivery method for ω-3 fatty acids into food systems. J Agric Food Chem 55:3112–3119
Shen Z, Rusli JK, Sanguansri L, Augustin MA (2007) Retention of propanal in protein-stabilised tuna oil-in-water emulsions. Food Chem 101:746–752
Subramaniam A, McIver RC, Van Sleeuwen RMT (2006) Process for the incorporation of a flavour or fragrance ingredient or composition into a carbohydrate matrix, WO2006/038067
Subramanian S, Connolly BJ, Hendrickson WA (2008) Encapsulated labile compound compositions and methods of making the same, US2008026108
Sunohara H, Kamaguchi R, Kozaki T, Yoshikado M, Higuchi J (2000) Double-layered capsule of unsaturated fatty acid or derivative thereof and process for producing the same, EP1025842
Tabor BE, Owers R, Janus JW (1992) The crosslinking of gelatin by a range of hardening agents. J Photographic Sci 40(5–6):205–211
Tan LH, Chan LW, Heng PWS (2005) Effect of oil loading on microspheres produced by spray drying. J Microencapsul 22(3):253–259
Thueringer S (2009) How to stabilise your omegas. Functional Ingredients, April issue, 28–29 (see also http://www.functionalingredientsmag.com/article/Formulations/how-to-stabilise-your-omegas.aspx)
Valentinotti S, Armanet L, Porret J (2006) Encapsulated polyunsaturated fatty acids, WO2006/067647
Van Lengerich BH, Leung L, Robie SC, Kang Y, Lakkis J, Jarl TM (2004) Encapsulation of sensitive components using pre-emulsification, US2004/0017017
Van Lengerich BH, Walther G, Van Auken B (2007a) Encapsulation of readily oxidizable components, US2007/0098853
Van Lengerich BH, Walther G, Van Auken B (2007b) Encapsulation of readily oxidizable components, US2007/0098854
Van Ruth SM, Roozen JP (2000) Aroma compounds of oxidised sunflower oil and its oil-in-water emulsion: volatility and release under mouth conditions. Eur Food Res Technol 210:258–262
Van Seeventer PB, Systermans FWG (2006) Micro encapsulation of nutritional oils: human milk lipids as a model for infant formula. AgroFood Industry Hi-tech 17(5):9–12
Velasco J, Marmesat S, Dobarganes C, Marquez-Ruiz G (2006) Heterogeneous aspects of lipid oxidation in dried microencapsulated oils. J Agric Food Chem 54(5):1722–1729
Yan N (2003) Encapsulated agglomeration of microcapsules and method for the preparation thereof, WO2003086104
Yan N, Jin Y, Moulton S, Perry TC (2004) Microcapsules having multiple shells and method for the preparation thereof, WO2004041251
Zeller BL, Van Seeventer PB, Poortinga AT (2006) Non-protein foaming compositions and methods of making the same, WO2006023564
Zimit P, Livney YD (2009) Beta-lactoglobulin and its nanocomplexes with pectin as vehicles for w-3 polyunsaturated fatty acids. Food Hydrocoll 23:1120–1126
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2010 Springer Science+Business Media, LLC
About this chapter
Cite this chapter
Beindorff, C.M., Zuidam, N.J. (2010). Microencapsulation of Fish Oil. In: Zuidam, N., Nedovic, V. (eds) Encapsulation Technologies for Active Food Ingredients and Food Processing. Springer, New York, NY. https://doi.org/10.1007/978-1-4419-1008-0_6
Download citation
DOI: https://doi.org/10.1007/978-1-4419-1008-0_6
Published:
Publisher Name: Springer, New York, NY
Print ISBN: 978-1-4419-1007-3
Online ISBN: 978-1-4419-1008-0
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)