
Abstract
Approaches to generating torsional spindle vibrations by modifying the drive of a screw-cutting lathe are outlined
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Axial or radial vibrations may be used to intensify cutting if appropriate mechanical, hydraulic, or electrical equipment is attached to the machine-tool frame [1]. However, that complicates system operation, impinges on the space available for machining, and entails additional adjustment and maintenance costs [2]. The most expedient approach is to use certain transmissions that are easily adjusted and generate torsional vibrations in the machining system [3]. However, this approach is not ideal.
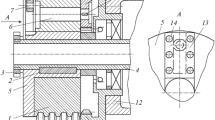
An alternative is to modify one of the drive components: for example, the pulley of the belt drive from the electric motor to the spindle [4]. The driven pulley 1 (Fig. 1) of the belt transmission, which turns on roller bearings, may rotate relative to spindle 2. A recess of pulley 1 accommodates two disks, corresponding to sectors 3 and 4 in the same plane. Disk 3 is rigidly connected to the spindle by a pin. Disk 4 is bolted to pulley 1. This disk configuration ensures spindle vibration and is also compact, with minimum axial dimension. The angular separation of the two sectors 3 and 4 is divided into two parts. Each disk has a diametric slot.

Machine-tool drive for the generation of vibration.
Auxiliary disk 5 is mounted on a roller bearing in the recess of the machine-tool housing; it is not aligned with the spindle axis. The end surface of disk 5 facing the pulley recess has a diametric pin 6 supporting bodies 7, which interact with the corresponding slots in disks 3 and 4. Thus, the drive disk 3 and intermediate disk 4 are kinematically coupled by disk 5 mounted eccentrically in roller bearing 8 of the machine tool relative to the axis of spindle 2 (eccentricity e; Fig. 1).
The spindle operates as follows. When the electric motor is turned on, the rotation of its shaft is transmitted through the belt drive to driven pulley 1 and the rigidly connected disk 4. The radial slot in this disk acts through sleeve 7 and pin 6 on auxiliary disk 5, which consequently rotates. In turn, auxiliary disk 5 acts through the diametric pin–sleeve pair (6–7) on the radial slot of disk 3, which also begins to rotate. Since disk 3 and spindle 2 are rigidly connected, the spindle also begins to turn. On account of the eccentricity e of disk 5, spindle 2 rotates with torsional vibration of the angular velocity, corresponding to relative rotation of disks 3 and 4.
Driven disk 3 rotates by an angle \({{\varphi }_{2}}{\text{,}}\) which depends on the eccentricity of the auxiliary disk 5 [5]
where the angles \({{\varphi }_{0}},\,\,{{\varphi }_{1}},\,\,{\text{and}}\,\,{{\varphi }_{2}}\) characterize the rotation of the driving 4, auxiliary 5, and driven 3 disks, respectively; and the distance \(a\) determines the position of pin 6.
As machining conditions change, this system does not permit maintenance of the optimum value by adjustment of the nonuniformity of rotation—that is, the nonuniformity of the tool. However, it may easily be modified so as to be controllable [6].
As we know, the machining of metal with torsional oscillations changes the chip formed, even if the path is only slightly nonuniform (for example, in a vertical boring machine with a universal joint [7]): the continuous chip formed from ductile metals without vibration becomes fractured chip. In drilling deep holes in structural steels, with effective flushing of the chip from the drilling channel by the working fluid, tool deviation or obstruction is prevented.
As an example, consider the drilling of a channel (diameter 4 mm, length 160 mm) in an eccentric shaft of a refrigerator compressor. The vibrational spindle drive developed for this purpose for the 2MU4531 drilling head is shown in Figs. 2 and 3. The mechanism 1 generating torsional spindle vibrations (Fig. 2) is mounted between electric motor 2 and gearbox 3. As required, it does not impinge on the machining space or complicate the operator’s task.

Vibrational spindle drive for the 2MU4531 machining head.

Drive for the generation of torsional spindle vibration in a deep-drilling head.
In Fig. 3, we show only the end of the electric motor’s rotor shaft 1 corresponding to half-clutch 2. The motor housing is attached to the vibrational head by bolts in oval holes 3 on its flange. In this design, the eccentricity of the motor shaft relative to the axis of the vibrational spindle may be varied by 10 mm. Shaft 4 is positioned at half-clutch 2 with 18-mm eccentricity. Rectangular rocker 5 is freely mounted on shaft 4 and may move along the corresponding slot of half-clutch 6 attached to slot 7, which is mounted in housing 8 of the vibrational head by means of roller bearings. The input gear 9 of the gearbox is attached to the other end of shaft 8.
If the electric motor’s rotor is mounted coaxially with shaft 7, gear 9 rotates uniformly at the rotor speed. In that case, the spindle of the vibrational head turns uniformly; that corresponds to machining with no torsional vibration. If the electric motor’s rotor is mounted eccentrically, however, gear 9 rotates with torsional oscillation of its speed; that corresponds to machining with vibration. The nonuniformity of rotation will increase with increase in rotor eccentricity.
Thus, the proposed system permits relatively simple assessment of the benefits of vibrational cutting. The gear ratio may be calculated as
where r is the eccentricity of shaft 4; e is the eccentricity of rotor shaft 1; and δ is the nonuniformity of the path (in the present case, δ = 0.5).
Note that our proposal is based on the transmission in Fig. 1 and is intended for use in the heads of machine tools produced at the YaZKhM plant, Yaroslav.
REFERENCES
Poduraev, V.N., Obrabotka rezaniem s vibratsiyami (Cutting with Vibration), Moscow: Mashinostroenie, 1970.
Kumabe, J., Vibration Cutting, Tokyo: Jikkyou Press, 1979.
Ryzvanovich, A.Ya. and Shmulevskii, D.B., Regulation of torsional vibrations of spindle vibrodrives, Vestn. Mashinostr., 2018, no. 6, pp. 38–41.
Kropp, A.E., Kasatkin, M.I., Kozyrev, O.S., and Ryzvanovich, A.Ya., USSR Inventor’s Certificate no. 961867, 1982.
Ryzvanovich, A.Ya., Shmulevskii, D.B., and Generalov, V.A., Torsional drives for impact-interrupted cutting, Vestn. Mashinostr., 2018, no. 4, pp. 16–19.
Kropp, A.E., Kasatkin, M.I., Kozyrev, O.S., and Ryzvanovich, A.Ya., USSR Inventor’s Certificate no. 997989, 1983.
Ryzvanovich, A.Ya., Generalov, V.A., and Kapralov, V.V., Vibrational machining with torsional spindle vibrations, Russ. Eng. Res., 2016, vol. 36, no. 9, pp. 717–721.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
The authors declare that they have no conflicts of interest.
Additional information
Translated by B. Gilbert
About this article

Cite this article
Ryzvanovich, A.Y., Generalov, V.A. & Rudakov, A.A. Generation of Torsional Spindle Vibrations by Modifying the Drive of a Screw-Cutting Lathe. Russ. Engin. Res. 40, 542–544 (2020). https://doi.org/10.3103/S1068798X20070217
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.3103/S1068798X20070217