
Abstract
In the retreading industry, generally two types of adhesives say a solid adhesive (bonding gum) and a solution adhesive (black vulcanising cement) are mainly used. In this study, the performance of natural rubber (NR)-based solution adhesive for the rubber to rubber bonding was examined. The effect of different grades of carbon black (CB) say ISAF (N220), HAF (N330) and GPF (N660) as a reinforcing filler in adhesive was evaluated. The loading used was different for the three grades of CB to achieve the required level of hardness for the adhesive. A blend of natural rubber and butadiene rubber (BR) was used as the adherend substrate. The vulcanisation characteristics, mechanical properties, swelling measurements and adhesion strength of different CB-filled NR-based solution adhesive were studied. All the three grades of CB-filled NR-based adhesives showed an increase in the rheometer torque and crosslink density compared to unfilled NR-based adhesive. The incorporation of CB improved the mechanical properties, adhesion strength and thermal stability of NR-based adhesives. CB-filled NR adhesives showed lower solvent uptake compared to unfilled ones. The measured properties of all the three grades of CB-filled NR-based solution adhesives were found to be comparable at the fixed hardness level.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Natural rubber (NR) is widely used in the adhesive industry due to the variety of properties associated with it [1,2,3]. In most of the fabrication and development of rubber products, rubber to rubber bonding needs to be addressed especially in the tire industry. In the retreading process, a solution adhesive containing rubber, vulcanising ingredients and fillers is usually applied to the buffed surface of the tire casing prior to the fixing of the new tread [4]. The bonding of vulcanised rubber to itself and also to other materials is usually carried out using an adhesive made up of the same rubber. When a rubber-based adhesive is placed in between two rubbery polymers, adhesion occurs as a result of the diffusion of molecules across the interface. According to diffusion theory of adhesion proposed by Vyoutskii [5, 6], mutual compatibility between the adhesive and substrate favours the formation of a strong interface of the adhesive material.
Excluding patents, there is a lack of scientific research in the field of rubber-based adhesives for bonding vulcanised rubber components especially in precured retreading. Rubber-based adhesive for bonding vulcanised sheets of NR and NR-BR blend was reported by Job and Joseph [7]. The US patent [4] describes a method of sticking a new vulcanisable tread to a used tire carcass using a rubber cement. The rubber adhesive used in retreading applications should possess required level of hardness, and hence reinforcing fillers like carbon black (CB) is generally preferred in the adhesive formulations. In rubber-based adhesives, CB is mainly used to increase the intermolecular forces or cohesive forces of the product [8]. In the rubber industry, CB is mainly used as a reinforcing filler to improve the properties of the vulcanisates [9, 10]. The degree of reinforcement depends upon several parameters such as CB’s particle size, surface area, structure, etc. Numerous works were reported on the effect of CB on vulcanisation characteristics, mechanical properties and crosslink density [11,12,13,14,15,16,17,18,19,20,21]. However, very limited works have been reported on the role of CB on rubber-based adhesives [8, 22]. In a work reported by Kardan [8], the mechanism of CB reinforcement in NR-based adhesives was explained by correlating adhesive strength with infrared spectroscopic (IR) results. IR results indicated that the reinforcement mechanism promotes trans-conformation in the rubber structure. Rubber-based adhesive which is to be applied in between the tire casing and precured tread in retreading process should satisfy required hardness level and mechanical properties and should have sufficient level of scorch safety and cure time which are mainly governed by specifications [23].
The main focus of this study is to evaluate the role of different CB on vulcanisation characteristics, mechanical properties and adhesion strength of NR-based solution adhesives for rubber to rubber bonding.
Experimental
Adhesive materials
NR used was RSS 1 (Ribbed Smoked Sheet 1). Three different grades of CB say GPF (N660), HAF (N330) and ISAF (N220) used were supplied by Phillips Carbon Black Limited (West Bengal, India). The important characteristics of the CB used are summarised in Table 1. The three grades of CB were loaded to different levels depending upon their reinforcing capacity. The other compounding ingredients such as wood rosin, zinc oxide, stearic acid, accelerator, insoluble sulphur, etc. were of commercial grade. The solvent used was special boiling point spirit (SBP spirit). The rubber was masticated for 5 min on a two-roll mill and the other compounding ingredients were added to the masticated rubber according to the formulation given in Table 2. An overall mixing time of 25 min was provided to ensure uniform and effective dispersion of the CB filler in the rubber matrix. The prepared rubber adhesive compound was dissolved in SBP solvent having a total solid content of 20%. One control sample without CB was also prepared for comparison purposes.
Vulcanisation characteristics
The vulcanisation characteristics were determined using a rheometer (MDR 2000, Alpha Technologies) according to ASTM D 2084 at 138 °C. The scorch time (tS2) was taken as the time required for the minimum torque to increase by two units. Optimum cure time (t90) was taken as the time taken to reach 90% of the maximum torque.
Mechanical properties
Five dumbbell-shaped specimens were cut from the vulcanised sheets of NR-based solution adhesives. The tensile and tear strengths were measured according to ASTM D 412 and ASTM D 624, respectively, using a universal testing machine (UTM- Zwick Roell Model Z005) at a crosshead speed of 500 mm/min. The hardness (Shore A) of the NR-based solution adhesives was tested using a hardness tester (Bareiss Model BS 61 II) as per ASTM D 2240-05.
Swelling studies
Circular samples (2 cm diameter) punched out from moulded sheets were weighed and soaked in toluene taken in test bottles. The samples were taken out from the solvent at regular intervals. The excess solvent adhered on the surface of the sample was removed by a blotting paper and weighed again. The samples were then replaced into the bottles and this procedure was continued until equilibrium swelling was reached (72 h). After soaking in toluene for 72 h, the swollen samples were removed from toluene. The surface of the swollen samples was wiped-off gently using a blotting paper and weighed (W2). The swollen samples were dried in an oven at 60 °C until the weights remained constant (D). The crosslink density and transport properties were measured from the swelling studies as described below.
Crosslink density studies
The crosslink density of the NR-based solution adhesives was measured by the equilibrium swelling method using Flory–Rehner equation [24]. The degree of crosslinking (ʋ) and swelling ratio (Q) was calculated using the following equations.
where, Mc is the molar mass between crosslinks was calculated using the equation [24],
where, ρr is the density of rubber (for NR, ρr = 0.92), Vr is the volume fraction of rubber in the completely swollen sample, Vs is the molar volume of toluene (106.27 cm3/mol) and χ is the rubber solvent interaction parameter (0.391).
Volume fraction of rubber in the completely swollen sample was calculated by the expression given by Ellis and Welding [25],
where D is the de-swollen weight, F is the weight fraction of the insoluble components, T is the initial weight of the sample, A0 is the weight of the absorbed solvent, ρs is the density of the solvent. The swelling index (Q) was calculated using the equation
where W2 is the swollen weight of the samples after equilibrium and D is the de-swollen weight.
Transport properties
The solvent uptake (Qt mol %) was calculated using the equation,
The Qt mol % was plotted against square root of time (t1/2).
The diffusion coefficient D was calculated using the equation [26],
where h is the sample thickness, θ is the slope of the linear portions of the sorption curve and Q∞ is the maximum mol % solvent uptake.
The Sorption coefficient S can be computed using the equation [27],
where M∞ is the maximum solvent uptake and M0 is the initial mass of the polymer.
Permeability coefficient P is the product of diffusion and sorption coefficients [27].
Peel strength
For the peel strength measurement (180°-peel test), NR/BR blend was prepared according to ASTM D 3182 as per the formulation given in Table 3 and was moulded at 150 °C up to the optimum cure time. Specimens (150 × 25 × 2 mm) were cut from the moulded rubber sheets. The surface of the rubber substrate was buffed with a medium emery paper, and the buffed surface was cleaned with solvent trichloroethylene. Test portions measuring 100 × 25 mm of rubber substrate was the test area for 180°-peel test. Three coats of the adhesive were applied on the test area of both rubber substrates. After each coat of application, a minimum drying period of 15 min was given for the evaporation of the solvent. After drying, the rubber substrates were joined and moulded at 145 °C for 30 min. The 180°-peel test of rubber to rubber joints was determined as per IS: 2562-1979 using a universal testing machine (UTM- Zwick Roell Model Z005) at a crosshead speed of 50 mm/min. Peel strength was measured as the peel force per width of the rubber substrate tested. The mean of five measurements is reported as peel strength.
Thermogravimetric analysis (TGA)
Thermal stability of the adhesives was performed using a Thermogravimetric analyser (TA Instruments Q 500). Samples were heated from 30 to 600 °C in nitrogen atmosphere at a heating rate of 10 °C/min and then up to 800 °C in oxygen at the same heating rate.
Carbon black dispersion measurement
CB dispersion in NR-based solution adhesives was measured using a dispergrader (disperGRADER, Dynisco) as per ISO 11345. Test piece of approximate cross section (8 mm thickness and 10 mm width) was freshly cut from the sample using a single edge razor blade cutter. The dispergrader works with a light source at an angle of 30° with respect to the test surface and uses a magnification of × 100. The image is obtained as a micrograph generated by the dispergrader software.
Morphological analysis
The morphology of the CB-filled NR adhesives was carried out using scanning electron microscope (SEM, JEOL model 6490). The samples were gold coated to avoid electric charge accumulation during testing.
Results and discussion
Vulcanisation characteristics
The vulcanisation characteristics of CB-filled NR-based solution adhesives were listed in Table 4. The scorch time and optimum cure time of all the three grades of CB-filled NR-based adhesives were almost same. All the three grades of CB-filled adhesives achieved the required level of scorch safety by adjusting their level of loading. This is because the focus is to get the adhesive with same specification in all the three cases. The scorch time of CB-filled adhesives was found to be lower compared to unfilled one. Incorporation of CB restricts the chain mobility of rubber through physical adsorption and/or chemical bonds between the rubber molecules and CB surfaces. With the incorporation of CB, the compound tends to be more viscous and as a result it gets more heated during mixing [28,29,30]. This heating due to high shear might be the reason for the decreased scorch time. When compared to unfilled NR-based adhesives, the optimum cure time was slightly higher for all the three CB-filled NR-based adhesives.
As illustrated in Table 4, the minimum torque (ML), maximum torque (MH), and the differential torque (ΔM = MH−ML) of all the CB-filled NR-based adhesives are much higher than that of unfilled one. The torque depends on several parameters such as crosslink density, rubber-filler interaction and chain entanglements. The minimum torque (ML) is a cure property measured in the uncured state, is an indicator of the degree of physical crosslinking [13]. It is a measure of rigidity and viscosity of an uncured compound. While CB is incorporated into NR, the rubber chains get trap or entangle in the voids of the CB aggregates. This entanglements or physical crosslinks hinder the mobility of rubber chains and consequently increases the viscosity of the compound. As a result, the torque of melting of uncured rubber increased. The maximum torque (MH) is a measure of the extent of crosslinking and indicates stiffness or shear modulus of the fully vulcanised rubber at the vulcanisation temperature and also an indicator of the rubber-filler interaction. The interaction of CB with rubber enhanced the MH of the CB-filled adhesives. The differential torque (ΔM) is also the characteristic of the cured rubbers which indicates the degree of crosslinking. ΔM of CB-filled NR-based adhesives was higher than that of unfilled one. This increase can be attributed to the increase in the crosslink density [31]. It was reported that rubber–CB interaction leads to the formation of additional crosslinks in CB-filled rubber vulcanisates compare to unfilled gum vulcanisates [18].
Swelling studies
Crosslink density
CB-filled NR adhesives possess higher crosslink density and lower swelling index compared to unfilled NR adhesive (Fig. 1). The increase in crosslink density is attributed to the increase in the physical crosslinks that arise from the rubber–filler interaction and filler–filler network formation in CB-filled samples [14, 18]. Rubber–carbon black interaction resulted in the formation of interconnected crosslinked network structures. As a result, considerable amount of bound rubber is produced, which strongly restricts the penetration of solvent molecules through the rubber matrix and results in the decrease of swelling values.

Crosslink density and swelling index of different CB-filled NR-based solution adhesives
Transport properties
The sorption curves of unfilled and CB-filled NR-based adhesives are given in Fig. 2. The curves are plotted as the mol percentage uptake of the solvent (Qt mol %) against square root of time (t1/2). It is clear that the rate of sorption is high during the initial stage, due to the larger concentration gradient of the solvent. The rate of sorption decreases gradually, and finally reaches a plateau. It reaches the equilibrium level when the concentration gradient is zero. The solvent uptake is found to be high for unfilled samples compared to the CB-filled NR adhesives. This can be attributed to the incorporation of CB filler which restricts the polymer chain mobility and resists the penetration of solvent through the polymer matrix [32]. From the crosslink density measurements, it is also evident that incorporation of CB improved the crosslink density of NR by forming either physical or chemical crosslinks between the polymer chains. The reduction in the free volume in CB-filled NR adhesives decreases the solvent uptake. The mol % uptake at equilibrium swelling of all the three grades of CB-filled NR adhesives is found to be same, which also suggests that for a fixed hardness level, the different grades of CB imparted similar solvent resistivity to the polymer matrix.

Sorption curves of unfilled and CB-filled NR-based adhesives
The transport properties such as diffusion, sorption and permeation coefficients of filled and unfilled NR adhesives are listed in Table 5. The unfilled sample exhibits higher diffusion, sorption and permeation coefficients than CB-filled samples. CB-filled samples are stiffer and lesser penetrable by the solvent. The transport properties are mainly rely on the availability of free spaces to accommodate the penetrant molecules. The well-dispersed CB filler reduces the free volume in the rubber matrix and hinders the diffusion and permeation of the solvent through the polymer matrix. The diffusion, sorption and permeation coefficients of the three CB-filled adhesives are found to be comparable at the fixed hardness level.
Mechanical properties
Incorporation of CB imparted better mechanical properties (tensile strength, 300% modulus, elongation at break, tear strength and hardness) to the NR-based adhesives (Table 6) compared to unfilled NR-based adhesives due to enhanced rubber–filler interaction [11,12,13, 31, 32]. The NR adhered into the surface of CB and fills the pores of CB filler, leads to the formation of bound rubber or so called immobilized rubber layer. The formation of bound rubber is the basis for filler reinforcement in CB-filled NR. The bound rubber formation hinders the chain mobility upon straining, and helps to overcome the applied stress which breaks the rubber chains. During the tensile test, when the applied stress exceeds the stress limit of the bound rubber, the sample starts to rupture. Practically the stiffness of rubber vulcanisates is assessed by modulus at 300% elongation. The interaction of CB with rubber molecules hinders the macro-deformation under stress, which enhances the 300% modulus values. The hardness of CB-filled NR-based adhesives was higher than unfilled adhesives. The immobilisation of rubber chains on the surface of CB decreased the flexibility of the rubber matrix, which resulted in an increase of the hardness of CB-filled NR adhesives. Tear strength measures the resistance to crack propagation under tension. Tear strength of NR adhesives is improved by the addition of CB. The CB filler hinders the propagation of cracks and resulted in higher tear strength values. The high crosslinking density is also responsible for the improved mechanical properties of CB-filled adhesives. The mechanical properties of all the three grades of CB-filled adhesives are found to be comparable at the fixed hardness level.
Peel strength
Incorporation of CB enhanced the peel strength of NR-based solution adhesives which is evident from Fig. 3. This can be attributed to the improved cohesive forces of the adhesives by the addition of CB filler [8]. Also, the reinforcement effect of the CB filler is another reason for the improved adhesion strength, because more energy is required to break the film containing fillers. In CB-filled adhesives, the modulus of the adhesive film is found to high compared to unfilled one. When modulus increases, more energy is required to peel off the adhesive film from the substrate, which leads to an increase in the peel strength. The peel strength of all the three CB-filled adhesives is found to be comparable, which indicates that for a fixed hardness level, the variation in different grades of CB had only marginal effect on the adhesion strength.

The peel strength of different CB-filled NR-based solution adhesives
Thermogravimetric (TGA) analysis
The thermal stability of the NR-based solution adhesives was determined using TGA analysis. The maximum degradation temperature (Tmax) of all the three CB-filled adhesives was almost comparable (Fig. 4). But the rate of decomposition of unfilled NR adhesive was high compared to the filled ones. This is attributed to the high thermal properties offered by the CB filler to the rubber hydrocarbon chain [21, 32]. When CB is added to the NR matrix, the rigidity of the rubber matrix increased which hindered the degradation of CB-filled NR adhesives. It is clear from Table 7 that, the degradation temperature at different weight loss of filled NR adhesives was high compared to unfilled sample. This also supports the improved thermal resistance of CB-filled NR adhesives. It is also observed that the thermal degradation resistance of all the three grades of CB are of similar in nature.

DTG curves of unfilled and CB-filled NR-based solution adhesives
Carbon black dispersion analysis
The level of dispersion of CB in rubber is very important as it is expected to affect the properties of the rubber compound. Figures 5a–c show the dispergrader images of a freshly cut surfaces of each CB-filled samples. The light dots of the image are associated with the macrodispersion of filler and agglomerates, and the dark background indicates the microdispersed CB filler in rubber matrix. Lower percentage of white area indicates the better dispersion of CB in the rubber matrix. From the images, it is evident that, all the three types of CB dispersed uniformly in the NR matrix. Figures 6 and 7 represent the histograms of white area distribution and average agglomerate count for three scanning process for the three CB-filled adhesives, respectively. The three CB-filled NR adhesives showed slight variations in the white area distribution and average agglomerate count, which is evident from Figs. 6 and 7. As mentioned earlier, the loading used for the three grades of CB was different to achieve the required level of hardness for the NR-based solution adhesive. The filler loading level together with the filler particle size or surface area determines the interaction of the filler with the polymer matrix, and the quality of the filler dispersion. The differences in both the CB particle size and loading level may be the reason for the very small variations in the dispersion quality of the three CB-filled NR-based adhesives.

The dispergrader images of CB-filled NR-based adhesive samples. a NR/N 220; b NR/N 330 and c NR/N 660

Distribution of white area as a function of diameter of particle size in micron for CB-filled NR-based adhesives at a fixed hardness level. Area analysed 3.36 × 106µm2

Distribution of agglomerates as a function of diameter of particle size in micron for CB-filled NR-based adhesives at a fixed hardness level. Area analysed 3.36 × 106µm2
Morphological properties
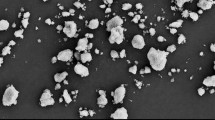
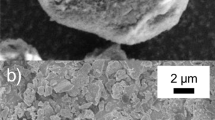
Figures 8a–c show the SEM micrographs of NR-based adhesives filled with three different grades of CB. All the three types of CB aggregates distributed uniformly in the NR matrix. SEM image of NR/N220 is devoid of voids, but images of both NR/N330 and NR/N660 contain small voids. SEM images confirmed the results obtained by the CB dispersion analysis.

The SEM images of CB-filled NR-based adhesive samples. a NR/N 220; b NR/N 330 and c NR/N 660
Conclusions
Incorporation of CB imparted better mechanical properties to the NR-based solution adhesives due to enhanced rubber–filler interaction. The vulcanisation characteristics of the adhesives showed that all the three grades of CB (ISAF, HAF & GPF) filled adhesives possess the required level of scorch safety. The variation in the grades of CB had only a nominal effect on the cure characteristics of the adhesives at a fixed hardness level of the vulcanisates. Addition of CB improved both the mechanical properties and adhesion strength of the NR-based solution adhesive. It was found that for a fixed hardness level, mechanical properties and adhesion strength of NR-based solution adhesives were not affected by the difference in the grades of CB used. The transport properties such as diffusion, sorption and permeation coefficients of different CB-filled NR-based solution adhesives were lower than that of unfilled NR adhesive. Incorporation of CB improved the thermal stability of NR-based adhesives. Results of CB dispersion analysis and SEM studies confirmed the uniform dispersion of CB in the NR matrix.
References
Wetzel FH (1962) Introduction to rubber-based adhesives. In: Skeist I (ed) Handbook of adhesives. Chapman & Hall Ltd, London, pp 188–208
Bateman LC (1949) Rubber and modern adhesives. Rubber Dev 2:13–15
Northeast HJ (1959) Production methods and uses of rubber-based adhesives. Rubber Dev 12:57–62
Iknayan A (1965) Method of retreading tires using spray cement containing high concentration of activators. US patent 3198680, 3 Aug 1965
Voyutskii SS (1961) Elastomeric adhesion and adhesives. Rubber Chem Technol 34:1188–1189
Voyutskii SS (1960) The diffusion theory of adhesion. Rubber Chem Technol 33:748–756
Job L, Joseph R (1995) Studies on the adhesives for rubber to rubber bonding. J Adhs Sci Technol 9:1427–1434
Kardan M (2004) Carbon black reinforcement in natural rubber –based adhesives and sealants. Int Polym Sci Technol 31:7–10
Kraus G (1978) Reinforcement of elastomers by carbon black. Rubber Chem Technol 51:297–321
Hamed GR (2007) Rubber reinforcement and its classification. Rubber Chem Technol 80:533–544
Funt JM (1988) Dynamic testing and reinforcement of rubber. Rubber Chem Technol 61:842–865
Meinecke EA, Taftaf MJ (1988) Effect of carbon black on the mechanical properties of elastomers. Rubber Chem Technol 61:534–547
Li ZH, Zhang J, Chen SJ (2008) Effects of carbon blacks with various structures on vulcanization and reinforcement of filled ethylene-propylene-diene rubber. eXPRESS Polym Lett 2:695–704
Fei Z, Long C, Qingyan P, Shugao Z (2012) Influence of carbon black on crosslink density of natural rubber. J Macromol Sci B 51:1208–1217
Li Q, Ma Y, Wu C, Qian S (2008) Effect of carbon black nature on and mechanical properties of rubber. J Macromol Sci B 47:837–846
Kato A, Ikeda Y, Kohjiya S (2018) Reinforcement mechanism of carbon black in natural rubber vulcanizates: relationship between CB aggregate and network structure and viscoelastic properties. Polym Plast Technol Eng 57:1418–1429
Cotton GR (1972) The effect of carbon black surface properties and structure on rheometer cure behaviour. Rubber Chem Technol 45:129–144
Brennan JJ, Lambert DH (1972) Rubber-black interaction influence on cure level of vulcanizates. Rubber Chem Technol 45(1):94–105
Rattanasom N, Prasertsri S, Ruangritnumchai T (2009) Comparison of the mechanical properties at similar hardness level of natural rubber filled with various reinforcing-fillers. Polym Test 28:8–12
Matchawet S, Kaesaman A, Bomlai P, Nakasan C (2016) Electrical, dielectric, and dynamic mechanical properties of conductive carbon black/epoxidized natural rubber composites. J Compos Mater 50:2191–2202
Ooi ZX, Ismail H, Baker AA (2013) A comparative study of aging characteristics and thermal stability of oil palm ash, silica and carbon black filled natural rubber vulcanizates. J Appl Polym Sci 130:4474–4481
Abd-El Salam MH, Khaliel JA, Hassan HH (2013) Factors affecting the adhesive force between metallic substrate and carbon black filled rubber composites. J Reinf Plast Compo 32:974–986
ASRTU specification (2009) Tyre retreading material (cold process): vulcanising cement/solution; bonding gum/cushion gum. AS 163:74
Flory PJ, Rehner J (1943) Statistical mechanics of cross-linked polymer networks 1. Rubberlike elasticity. J Chem Phys 11:512–520
Ellis B, Welding GN (1964) Estimation, from swelling, of the structural contribution of chemical reactions to the vulcanization of natural rubber. Part II. Estimation of equilibrium degree of swelling. Rubber Chem Technol 37:571–575
Aminabhavi TM, Munnolli RS (1994) An assessment of chemical compatibility of bromobutyl rubber, chlorosulfonated polyethylene and epichlorohydrin membranes in the presence of some hazardous organic liquids. J Hazard Mater 38:223–242
Harogoppad SB, Aminabhavi TM (1991) Diffusion and sorption of organic liquids through polymer membranes 5. Neoprene, styrene butadiene rubber, ethylene-propylene diene terpolymer and natural rubber versus hydrocarbons (C8–C16). Macromolecules 24:2598–2695
Attharangsan S, Ismail H, Bakar MA, Ismail J (2012) Carbon black (CB)/Rice husk powder (RHP) hybrid filler-filled natural rubber composites: effect of CB/RHP ratio on property of the composites. Polym Plast Technol Eng 51:655–662
Muniandy K, Ismail H, Othman N (2012) Effects of partial replacement of rattan powder by commercial fillers on the properties of natural rubber composites. BioResources 7:4640–4657
Abdelsalam AA, Araby S, Ei-Sabbagh SH, Abdelmoneim A, Hassan MA (2019) Effect of carbon black loading on mechanical and rheological properties of natural rubber/styrene butadiene rubber/nitrile butadiene rubber blends. J Thermoplast Compos Mater 20:1–18
El-Gamal AA (2018) Effect of reinforcement filler on vulcanization, diffusion, mechanical and electrical properties of natural rubber. J Elastom Plast 20:1–15
Sahoo BP, Naskar K, Tripathy DK (2012) Conductive carbon black-filled ethylene acrylic elastomer vulcanizates: physico-mechanical, thermal and electrical properties. J Mater Sci 47:2421–2433
Acknowledgements
The authors would like to gratefully acknowledge the Council of Scientific and Industrial Research (CSIR), New Delhi for the research fellowship awarded.
Funding
Not applicable.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest
The authors declare that they have no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Shybi, A.A., Varghese, S., Nambiathodi, V. et al. Natural rubber-based solution adhesives: effect of carbon black on the adhesive properties. J Rubber Res 24, 187–196 (2021). https://doi.org/10.1007/s42464-021-00084-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42464-021-00084-w