
Abstract
To solve the problem of poor high-temperature service performance caused by low carbonization of MgO–C refractories, low-carbon MgO–C refractories with excellent thermal shock, oxidation and corrosion resistances were successfully designed by using SiC whiskers as reinforcing phases and introducing micro-Al2O3 powders as additives. The results indicated that the addition of micro-Al2O3 powders optimized the internal structure of the material, like the columnar β-Si3N4 with a stepped distribution and the mosaic structure formed between granular and flaky Mg2SiO4, which synergistically strengthened and toughened the material and gave the material excellent mechanical properties and thermal shock resistance. Specifically, the cold modulus of rupture and cold crushing strength after thermal shock were increased by 4.1 and 20.3 MPa, respectively. Moreover, the addition of micro-Al2O3 powders promoted the formation of fine particles of Mg2SiO4, MgAl2O4 and MgO, as well as a dense protective layer of Mg2SiO4 in the material under high-temperature environment. Furthermore, spinel and high-temperature solid solution were formed in the corrosion environment. The oxidation and corrosion resistances were greatly improved by 41% and 15%, respectively.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The consumption and production of iron and steel are closely related to the development of national economy and the process of industrialization, and the refractory is an important support for high-temperature industry [1,2,3,4]. At present, the theme of economic and social development is to promote high-quality development. The iron and steel industry pays more attention to variety and quality, green, low-carbon, and innovative development [5,6,7]. This also puts forward higher requirements for carbon-containing refractories closely related to the iron and steel industry.
MgO–C refractory, as an indispensable basic material in the process of smelting including refining process, has an irreplaceable position [8,9,10]. With the increasing demand for clean steel in recent years, the development of low-carbon MgO–C refractories has become a research hotspot in this field, but the outstanding problems of poor thermal shock stability and slag corrosion resistance caused by low carbonization have emerged [11,12,13,14]. In addition, like all carbon-containing refractories, low-carbon MgO–C refractories still face the problem of poor oxidation resistance [15,16,17,18]. Recently, in the work of reducing graphite content, starting from the synergistic improvement in the comprehensive performance of low-carbon MgO–C refractories, the in-situ formation of ceramic phases has shown good potential and advantages. The introduced additives generate ceramic phase in situ in the process of heat treatment or use of refractories, and their volume expansion effect reduces the pore volume, which prevents the penetration of slag and molten steel into the material and improves the thermomechanical properties of the refractories while enhancing oxidation and corrosion resistances [19,20,21]. For example, Ren et al. [22] used Al2O3 as a reinforcer and La2O3 as a modifier to generate MgAl2O4 (whisker-like and granular morphologies), Mg2SiO4 (whisker-like and granular morphologies) and 2CaO·4La2O3·6SiO2 (rod-like morphology) ceramic phases in MgO–C refractories. The volume expansion and intergranular phase enhancement effects produced by these ceramic phases increased the oxidation, thermal shock and corrosion resistances of the refractories by 14%, 18% and 43%, respectively. In our early work [23, 24], we used Si powder/resin as catalyst supports via impregnation method, and MgO–C refractories were prepared by high-temperature catalytic nitridation. The morphological evolution, generation and distribution of MgSiN2 and Si3N4 were controlled by regulating the nitriding temperature and catalyst content, so that the long conical MgSiN2 and columnar Si3N4 were pinned in the aggregate and matrix to form an interlocking ceramic network structure, which improved the mechanical properties, thermal shock and corrosion resistances of refractories. It can be found that the controllable formation of ceramic phases is an effective method to improve the properties of materials, and it is expected to achieve the synergistic improvement in thermomechanical properties, corrosion and oxidation resistances of low-carbon MgO–C refractories.
Recently, we [25] introduced SiC whiskers loaded with catalyst into low-carbon MgO–C refractories, which improved the effect of prepared SiC whiskers containing crystal defects on the properties of materials to a certain extent and promoted the formation of columnar β-Si3N4 and flaky Mg2SiO4, thereby improving the thermomechanical strength of the materials. Unfortunately, the introduction of more SiC whiskers brought problems such as low strength, high apparent porosity, poor oxidation and corrosion resistances, especially high-temperature service performance, which limited its industrial application. Relevant studies [26,27,28,29] have confirmed that the introduction of micron-sized Al2O3 powders into MgO–C refractories can improve the porosity of the material by its size effect. Furthermore, micron-sized Al2O3 powders can form MgAl2O4 phase with high melting point, high strength and alkaline slag corrosion resistance during high-temperature service, which can improve the thermomechanical properties, oxidation and corrosion resistances of the material.
Based on the above ideas, aiming at the problem that the low carbonization of MgO–C refractories leads to poor high-temperature service performance, we used SiC whiskers loaded with catalysts as the reinforcing phase and expected to design low-carbon MgO–C refractories with excellent high-temperature service performance (thermal shock, oxidation and corrosion resistances) by introducing micro-Al2O3 powders. The positive effects of micro-Al2O3 powders on the microstructure and high-temperature properties of MgO–C refractories were studied. In particular, the effects of the addition of micro-Al2O3 powders on the high-temperature oxidation and corrosion behaviors of MgO–C refractories were systematically investigated.
2 Experimental
2.1 Raw materials
The raw materials of the refractories included fused magnesia aggregate (MgO ≥ 97.0 wt.%, 1–3 mm and ≤ 1 mm, Gongyi Jinfeng Water Purification Material Co., Ltd., China), fused magnesia powder (MgO ≥ 97.0 wt.%, ≤ 0.074 mm, Gongyi Jinfeng Water Purification Material Co., Ltd., China), flake graphite (C ≥ 97.0 wt.%, ≤ 0.15 mm, Gongyi Jinfeng Water Purification Material Co., Ltd., China), Si powder (Si ≥ 99.9 wt.%, ≤ 0.074 mm, Qinghe County Xintie Metal Co., Ltd., China), micro-Al2O3 powders (Al2O3 ≥ 99.99 wt.%, 5–6 μm, Shanghai Aladdin Biochemical Technology Co., Ltd., China), liquid phenolic resin (45.0–48.0 wt.% carbon yield, Jining Huakai Resin Co., Ltd., China), and SiC whiskers loaded with catalyst (Ni(NO3)3·6H2O ≥ 98.0 wt.%, Sinopharm Chemical Reagent Co., Ltd., China). The SiC whiskers were used as additives, and the detailed preparation process can be referred to our previous work [25].
2.2 Preparation
According to the formulations in Table 1, the raw materials were mixed evenly and pressed under 200 MPa to make 25 mm × 25 mm × 140 mm strip green bodies, ϕ50 mm × 50 mm cylindrical green bodies, and ϕ50 mm × 50 mm crucible green bodies with a hole size of ϕ20 mm × 18 mm, and then cured at 110 °C for 24 h. Subsequently, all green bodies were nitrided at high temperatures (1350 °C for 2 h, and then 1400 °C for 4 h) and under flowing N2 (~ 99.999 vol.% N2).
2.3 Characterization and testing methods
The phase composition and microstructure of samples were determined by X-ray diffractometry (XRD, Rigaku, SmartLab SE) and field-emission scanning electron microscopy (SEM, ThermoFisher, Apreo S HiVac), respectively.
Referring to the Chinese standards GB/T 2997–2015, GB/T 3001–2017, and GB/T 5072–2008, the apparent porosity (AP), bulk density (BD), cold modulus of rupture (CMOR), and cold crushing strength (CCS) of the refractories were tested, respectively.
For the high-temperature service performance of refractories, the thermal shock resistance test was performed for nitrided strip and cylindrical samples by shocking at 1100 °C for 30 min in air and subsequent twice compressed air quenching with pressure of 0.1 MPa. The refractoriness under load (RUL) test was performed according to the Chinese standard YB/T 370–2016 for nitrided cylindrical samples with compressive load of 0.2 MPa, and the softening temperatures with 0.5% and 0.6% deformation (denoted as T0.5 and T0.6) of the maximum expansion value were recorded, respectively. The oxidation resistance test was performed for nitrided cylindrical samples by high-temperature oxidation at 1400 °C for 2 h in air, and the calculation method of oxidation index is given in Eq. (1). The corrosion resistance test was performed for nitrided crucible samples by static crucible method via erosion at 1400 °C for 2 h in air with a slag (36.1 wt.% CaO, 36.0 wt.% Al2O3, 10.3 wt.% SiO2, 6.3 wt.% TFe, 5.2 wt.% MgO, and 2.3 wt.% MnO) [25]; and the calculation method of corrosion index is shown in Eq. (2). More details of tests can be found in our earlier work [14, 23, 25].
where Ioi is the oxidation index, %; AO is the oxidation area of the cylindrical sample; and AC is the cross-sectional area of the cylindrical sample.
where Ici is the corrosion index, %; Acc is the corrosion area including the crucible area; and Aca is the crucible area.
3 Results and discussion
3.1 Phase composition and microstructural evolution
The XRD patterns of samples S and SL (without micro-Al2O3 and with micro-Al2O3) after nitriding were compared. As shown in Fig. 1, MgO, graphite, α-Si3N4, β-Si3N4, SiC and Mg2SiO4 phases were detected in sample S. With the addition of micro-Al2O3 powders, a new phase of AlN was detected in sample SL, and the diffraction peak intensity of SiC increased significantly, while the diffraction peak intensities of α-Si3N4 and Mg2SiO4 decreased slightly.

XRD patterns of samples S and SL nitrided at 1400 °C. 2θ—Diffraction angle
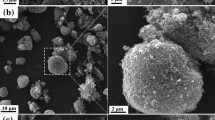
The fracture morphologies of samples S and SL nitrided at 1400 °C are shown in Fig. 2. For sample S without micro-Al2O3 powders, many columnar β-Si3N4 grains (average length of 2.89 μm, and average diameter of 1.41 μm) were formed (Fig. 2a). A large number of chain-bead SiC whiskers were observed, and the granular materials (average particle size of 0.65 μm) on the whiskers were mainly composed of C, O, Si and Mg elements (Fig. 2b). Mg2SiO4 existed in a flaky morphology, and some β-Si3N4 grains were embedded between flaky Mg2SiO4 (Fig. 2c). For the sample SL containing micro-Al2O3 powders, the generated columnar β-Si3N4 was distributed in a stepwise manner inside the sample (Fig. 2d, e). Specifically, large-sized β-Si3N4 was distributed inside the hole, and small-grained β-Si3N4 was distributed on the surface of the hole. Chain-bead SiC whiskers were observed (Fig. 2f), with increased size of the beads on the whiskers, and their average particle size was 0.71 μm. The size of flaky Mg2SiO4 decreased, and its morphology was more regular. At the same time, Mg2SiO4 also existed in a granular morphology, which was embedded between flaky Mg2SiO4 to form an interlocked ceramic network structure (Fig. 2g–i). The knife-like Si3N4 was also observed around the flaky Mg2SiO4 (Fig. 2i), and some of its tips were fractured, which was due to the fact that the knife-like Si3N4 was pulled out and broken under the action of external force. In addition, AlN existed in a coarse whisker-like morphology and was distributed in the pores (Fig. 2j), which could play a role in filling the pores.

SEM images of samples S (a–c) and SL (d–j) nitrided at 1400 °C
3.2 Physical properties, thermal shock resistance, and refractoriness under load
Figure 3 shows the physical properties, thermal shock resistance, and refractoriness under load of nitrided samples S and SL. As shown in Fig. 3a, the addition of micro-Al2O3 powders significantly increased the density of the sample, and the AP decreased from 26.8% to 22.1%. This is mainly because the small particle size of Al2O3 powders could well fill the pores between particles. Moreover, the addition of micro-Al2O3 powders promoted the formation of ceramic phases such as Mg2SiO4 particles and small-sized Mg2SiO4 flakes (Fig. 2), and the pores were filled [27]. Additionally, the inlaid structure formed between granular and flaky Mg2SiO4, columnar β-Si3N4 with a stepped distribution, and Si3N4 with a knife-like morphology optimized the internal structure of the material; thus, sample SL exhibited excellent mechanical strength and thermal shock resistance (Fig. 3b–d). The CMOR before and after thermal shock was 9.9 and 8.5 MPa, respectively, and their strengths were increased by 77% and 93% (strength change values: 4.3 and 4.1 MPa), respectively. The CCS before and after thermal shock was 59.4 and 58.9 MPa, respectively, and their strengths were increased by 25% and 53% (strength change values: 12.0 and 20.3 MPa), respectively. And the residual strength ratios of CMOR and CCS were up to 86% and 99%, respectively. As shown in Fig. 3e, sample SL exhibited a high RUL value, and its T0.6 was 1674 °C.

BD and AP (a), mechanical properties (b), residual CMOR and residual strength rate of CMOR (c), residual CCS and residual strength rate of CCS (d), and RUL (e) of samples S and SL nitrided at 1400 °C
3.3 Oxidation behavior of MgO–C refractories
Figure 4 shows the cross-sections and oxidation indexes of nitrided samples S and SL after oxidation test at 1400 °C for 2 h. From Fig. 4a, it can be intuitively seen that sample SL containing micro-Al2O3 powders had a thinner oxidation layer (yellow part), and there was a thicker oxidation transition layer (white part) between the oxidation layer and the original layer (black part). Compared with sample S without micro-Al2O3 powders (oxidation index: 27%), the oxidation index of sample SL was only 16%, and the oxidation resistance was increased by 41% (Fig. 4b), showing excellent oxidation resistance.

Cross-sections (a) and oxidation index (b) of nitrided samples S and SL after oxidation test at 1400 °C for 2 h in air
The phase compositions of the oxidized decarburization layer area in Fig. 4a were detected, and the results are shown in Fig. 5. Compared with sample S, in addition to Mg2SiO4, MgSiO3 and SiO2 phases, a new phase of MgAl2O4 was formed in the oxidized sample SL. SEM was used to further reveal the effect of micro-Al2O3 addition on the oxidation resistance of samples, and the results are shown in Fig. 6. Figure 6a–c shows the SEM images of the oxidized decarburization area of nitrided sample S. It can be found that Mg2SiO4 formed by oxidation existing in three morphologies: blocky Mg2SiO4 wrapped by low melting point phases SiO2 and MgSiO3 (Fig. 6a), irregular large blocky Mg2SiO4 covering on the surface of the matrix, and granular Mg2SiO4 existing between the irregular large Mg2SiO4 blocks (Fig. 6b, c). In addition, many MgO particles were also found (Fig. 6c), in which MgO particles were mainly generated by the following ways: on the one hand, periclase was reduced to gaseous Mg by direct contact reaction with graphite or indirect reaction with CO gas generated by oxidation (reactions (3) and (4)). Subsequently, these Mg gas enriched around periclase reacted with external O2 to form MgO (reaction (5)) [30]. On the other hand, the Mg2SiO4 contained in the nitrided sample or the Mg2SiO4 generated in the oxidation stage was reduced by graphite or CO gas to directly or indirectly generate MgO (reactions (5)–(8)) [31]. Compared with the microstructure of the oxidized sample S, the differences in the microstructure of the oxidized sample SL are as follows: the generated granular Mg2SiO4 was smaller in size and more in amount (Fig. 6b, e); the blocky Mg2SiO4 with a unique multi-step dense structure covered the surface of the matrix (Fig. 6f); in addition, many small particles of MgAl2O4 were generated (Fig. 6g). Therefore, it is based on the fact that the fine particles (e.g., Mg2SiO4, MgAl2O4 and MgO) were formed and effectively filled the pores, inhibiting the diffusion of O2 into the interior of the sample. Moreover, the dense layer of Mg2SiO4 with a multi-layered stepped structure formed by oxidation prevented further oxidation and improved the oxidation resistance of sample SL.

XRD patterns of oxidized decarburization area of nitrided samples S and SL after oxidation test at 1400 °C for 2 h in air

SEM images of oxidized decarburization area of nitrided samples S (a–c) and SL (d–g) after oxidation test at 1400 °C for 2 h in air
3.4 Corrosion behavior of MgO–C refractories
Figure 7 shows the cross-sections and corrosion indexes of nitrided samples S and SL after corrosion at 1400 °C for 2 h in air. As shown in Fig. 7a, both samples S and SL had a shallower slag corrosion depth after high-temperature corrosion, and a small amount of slag remained in the opening area of crucibles, but the corrosion area on both sides of the inner hole of sample S was larger. The corresponding corrosion index is shown in Fig. 7b. Compared with sample S (corrosion index: 47%), the addition of micro-Al2O3 powders (sample SL) effectively improved the slag corrosion resistance, and its corrosion resistance was increased by 15%.

Cross-sections (a) and corrosion index (b) of nitrided samples S and SL after corrosion test at 1400 °C for 2 h in air
The backscattered electron (BSE) and energy dispersive spectroscopy (EDS) were used to further investigate the effect of micro-Al2O3 addition on the corrosion resistance of the refractories (Figs. 8 and 9). As seen in Fig. 8a, under the corrosion of the slag, part of the MgO aggregates in sample S fell off and entered the slag. After corrosion, an erosion layer of about 1.45 mm was formed, and some Fe elements in the slag penetrated deeper into the refractory. The selected area (connection area between slag and refractory) in Fig. 8a was enlarged and observed. As can be seen, MgO aggregates were seriously dissolved by the slag and lost their inherent contour (Fig. 8b). At the same time, due to the difference in the thermal expansion coefficient between the slag and MgO, microcracks were generated between the aggregates, and the slag was further penetrated into the refractory through microcracks [32]. The EDS mapping results in Fig. 8c showed that the Ca, Fe and Si elements in the slag were easy to diffuse and penetrate into the refractory and then reacted with MgO to form low melting point phases (e.g., CaMgSiO4 and Ca2MgSi2O7) annular zone around the MgO aggregate, which aggravated the shedding of the aggregate.

BSE images (a, b) of nitrided sample S after corrosion test and EDS mapping (c) of selected area

BSE images (a, b) of nitrided sample SL after corrosion test and EDS mapping (c) of selected area
Figure 9 shows the BSE images of corroded sample SL. As shown in Fig. 9a, erosion depth of the slag was 1.10 mm, and a small amount of MgO aggregate fell off into the slag. The connection area between slag and refractory was observed by magnification (Fig. 9b). It was found that the MgO aggregates were closely connected at the connection area, and the aggregates were not seriously eroded and deformed. As seen in Fig. 9c, MgO aggregates were wrapped by Si, Al and O elements (Al element comes from slag and refractory), and a layer of isolation zone composed of forsterite and spinel was formed between MgO aggregates, which slowed down the penetration of slag. Combined with SEM and physical properties results (Figs. 2, 3a), the addition of micro-Al2O3 powders optimized the internal structure of the material and significantly improved the density of the refractories, which reduced the passage of the slag into the refractories. In addition, since the refractory with micro-Al2O3 powders itself contained Mg, Si and Al elements, forsterite and magnesia–aluminum spinel were formed in the refractory before the slag penetration (Fig. 5). These generated ceramic phases absorbed Mg, Al and Fe elements in the slag to form spinel and high-temperature solid solution [33,34,35], which increased the viscosity of the slag and inhibited the penetration of the slag. Therefore, it was observed that the easily erodent and penetrative Ca and Fe elements in the slag were effectively isolated by the tightly connected MgO aggregates. Compared with sample S, the sample SL showed excellent slag corrosion resistance. In a word, the addition of micro-Al2O3 powders realized the synergistic improvement of mechanical strength, thermal shock, oxidation and corrosion resistances.
Additionally, we compared the properties of this work with other low-carbon MgO–C refractories [22, 25, 29, 36,37,38], and the results are shown in Table 2. The sample SL showed similar or good properties, especially the thermal shock and oxidation resistances were outstanding.
4 Conclusions
-
1.
Compared with the refractories without micro-Al2O3 powders, the addition of micro-Al2O3 powders significantly improved the density of the refractories and optimized the formation and distribution of columnar β-Si3N4 and granular and flaky Mg2SiO4. They synergistically improved the mechanical strength and thermal shock resistance of the refractories. The CMOR before and after thermal shock was increased by 77% and 93%, respectively, and the CCS before and after thermal shock was increased by 25% and 53%, respectively.
-
2.
Under high-temperature service, the Mg2SiO4, MgAl2O4 and MgO particles formed by oxidation in the refractories with micro-Al2O3 powders effectively filled the pores, and the dense layer of Mg2SiO4 with a stepped structure further hindered the entry of O2. Moreover, the generated Mg2SiO4 and MgAl2O4 absorbed Mg, Al and Fe elements in the slag to form spinel and high-temperature solid solution. Consequently, the refractories with micro-Al2O3 powders showed excellent oxidation and corrosion resistances, which were increased by 41% and 15%, respectively.
References
Y.X. Luo, X. Wang, Z.L. Liu, C. Yu, C.J. Deng, J. Ding, J. Mater. Res. Technol. 27 (2023) 3632–3643.
M.Q. Liu, J.T. Huang, H.T. Meng, C. Liu, Z. Chen, H.Y. Yang, Z.J. Feng, X.B. Li, R.Y. Luo, Z.H. Huang, S.W. Zhang, J. Eur. Ceram. Soc. 43 (2023) 4198–4208.
X. Wang, C.J. Deng, J.H. Di, G.C. Xing, J. Ding, H.X. Zhu, C. Yu, J. Am. Ceram. Soc. 106 (2023) 3749–3764.
R.Q. Bai, S.Y. Liu, F.X. Mao, Y.Y. Zhang, X. Yang, Z.J. He, J. Iron Steel Res. Int. 29 (2022) 1073–1079.
Y.X. Wang, J. Liu, X.L. Tang, Y. Wang, H.W. An, H.H. Yi, Resour. Conserv. Recycl. 194 (2023) 106994.
X. Yu, C. Tan, Global Environ. Change 76 (2022) 102574.
Z.X. Ji, W.J. Liu, N. Liao, Y.W. Li, T.B. Zhu, J. Iron Steel Res. Int. 29 (2022) 1129–1137.
X.M. Ren, B.Y. Ma, S.M. Li, H.X. Li, G.Q. Liu, W.G. Yang, F. Qian, S.X. Zhao, J.K. Yu, J. Iron Steel Res. Int. 28 (2021) 38–45.
S.E. Gass, P.G. Galliano, A.G.T. Martinez, J. Eur. Ceram. Soc. 41 (2021) 3769–3781.
J.Y. Luo, X.M. Ren, X.C. Chong, D.H. Ding, B.Y. Ma, G.Q. Xiao, J.K. Yu, J. Iron Steel Res. Int. 29 (2022) 1041–1051.
Y. Chen, J. Ding, C.J. Deng, C. Yu, Ceram. Int. 49 (2023) 26871–26878.
Q. Gu, T. Ma, F. Zhao, Q.L. Jia, X.H. Liu, G.Q. Liu, H.X. Li, J. Alloy. Compd. 847 (2020) 156339.
C. Yu, B. Dong, Y.F. Chen, B.Y. Ma, J. Ding, C.J. Deng, H.X. Zhu, J.H. Di, J. Iron Steel Res. Int. 29 (2022) 1052–1062.
Y. Chen, C.J. Deng, X. Wang, C. Yu, J. Ding, H.X. Zhu, J. Eur. Ceram. Soc. 41 (2021) 963–977.
Y.X. Luo, X. Wang, Z.L. Liu, C. Yu, C.J. Deng, J. Ding, J. Alloy. Compd. 975 (2024) 172937.
X.C. Chong, G.Q. Xiao, D.H. Ding, J.Y. Luo, P.Y. Yan, C. Zou, X. Hou, Ceram. Int. 49 (2023) 31752–31762.
Z.L. Liu, C.J. Deng, C. Yu, J. Ding, H.X. Zhu, Ceram. Int. 49 (2023) 29104–29113.
Y.J. Zhao, G.Q. Li, Y. Wu, C. Yuan, Z. Meng, X.X. Deng, Y. Liu, J. Iron Steel Res. Int. (2023) https://doi.org/10.1007/s42243-023-01056-7.
C. Yu, J. Ding, C.J. Deng, H.X. Zhu, N. Peng, Ceram. Int. 44 (2018) 1104–1109.
Y. Chen, C.J. Deng, X. Wang, J. Ding, C. Yu, H.X. Zhu, Constr. Build. Mater. 240 (2020) 117964.
Q. Gu, Y.X. Zhang, W.K. Ma, G.Q. Liu, X.H. Liu, H.X. Li, Ceram. Int. 47 (2021) 2705–2714.
X.M. Ren, B.Y. Ma, H. Liu, Z.F. Wang, C.J. Deng, G.Q. Liu, J.K. Yu, J. Eur. Ceram. Soc. 42 (2022) 3986–3995.
Y. Chen, X. Wang, C.J. Deng, C. Yu, J. Ding, H.X. Zhu, Constr. Build. Mater. 289 (2021) 123032.
X. Wang, Y. Chen, J. Ding, C. Yu, C.J. Deng, H.X. Zhu, Ceram. Int. 47 (2021) 10603–10610.
Y. Chen, J. Ding, C. Yu, X.M. Lou, Z. Wu, C.J. Deng, J. Phys. Chem. Solids 177 (2023) 111304.
S. Ghasemi-Kahrizsangi, H. Gheisari Dehsheikh, M. Boroujerdnia, Mater. Chem. Phys. 189 (2017) 230–236.
K. Su, Q. Zhang, X.K. Tian, D.Z. Ouyang, X.H. Liu, J.Y. Cui, Ceram. Int. 49 (2023) 23696–23703.
D.H. Ding, X.C. Chong, G.Q. Xiao, L.H. Lv, C.K. Lei, J.Y. Luo, Y.F. Zang, Ceram. Int. 45 (2019) 16433–16441.
B.Y. Ma, X.M. Ren, Z. Gao, F. Qian, Z.Y. Liu, G.Q. Liu, J.K. Yu, G.F. Fu, J. Iron Steel Res. Int. 29 (2022) 1080–1088.
Z.Y. Liu, J.K. Yu, S.J. Yue, D.B. Jia, E.D. Jin, B.Y. Ma, L. Yuan, Ceram. Int. 46 (2020) 3091–3098.
H.J. Duan, H.X. Zhu, C.J. Deng, W.J. Yuan, J. Li, Int. J. Mater. Res. 104 (2013) 586–589.
X. Qi, L. Zhang, X.D. Luo, S.Y. Wang, J.G. You, G.Q. Ding, Y. Zheng, J.L. Zhao, Y.P. Zhou, Z.Z. Pan, Ceram. Int. 49 (2023) 15122–15132.
T. Preisker, P. Gehre, G. Schmidt, C.G. Aneziris, C. Wöhrmeyer, C. Parr, Ceram. Int. 46 (2020) 452–459.
H.T. Zhong, B.Q. Han, J.W. Wei, Y.W. Wei, W. Yan, N. Li, Z. Miao, K.G. Zhang, Ceram. Int. 49 (2023) 2026–2033.
M.Y. Yang, G.Q. Xiao, D.H. Ding, J.Z. Zhao, W. Zhao, D.A. Yang, L. Liu, L. Ren, X.T. Zhao, L. Gong, Ceram. Int. 48 (2022) 24411–24420.
W.J. Guo, T.B. Zhu, X. Zhao, Y.W. Li, Q.L. Chen, X.F. Xu, Y.B. Xu, Y.J. Dai, W. Yan, J. Eur. Ceram. Soc. 44 (2024) 496–509.
X.C. Chong, K.D. Li, G.Q. Xiao, D.H. Ding, X. Hou, Ceram. Int. 49 (2023) 34316–34326.
Q.L. Chen, T.B. Zhu, Y.W. Li, Y. Cheng, N. Liao, L.P. Pan, X. Liang, Q.H. Wang, S.B. Sang, Ceram. Int. 47 (2021) 20178–20186.
Acknowledgements
The authors acknowledge financial support from the Scientific Research Fund of Hunan Provincial Education Department (22B0856), the Hengyang “Xiaohe” Science and Technology Talent Special Project ([2023]45), the Guidance Plan Project of Hengyang City ([2023]40), the National Natural Science Foundation of China (U20A20239), the College Students' Innovation and Entrepreneurship Training Project (S202311528055), and the Characteristic Application Discipline of Material Science Engineering in Hunan Province ([2022]351). Moreover, the authors sincerely thank Prof. Zhi Wu at Hunan Institute of Technology for his guidance and help in the refractoriness under load test.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Chen, Y., Li, Zy., Tan, Hb. et al. Effect of micro-Al2O3 powders on oxidation and corrosion behaviors of low-carbon MgO–C refractories. J. Iron Steel Res. Int. 31, 1522–1534 (2024). https://doi.org/10.1007/s42243-024-01207-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42243-024-01207-4