
Abstract
This paper introduces a speculative method of 3D printing reinforced concrete columns called “piling and pressing.” Innovations in concrete 3D printing research are discussed, specifically those that pertain to the integration of reinforcement, the customization of printing extruders, and the development of 3D printed concrete structures as architectural components. Previous research into an experimental technique of 3D printing concrete called “pointillistic, time-based deposition” (PTBD) is introduced. Findings from research into PTBD that led to the development of the piling and pressing method are presented. The custom concrete 3D printing system that was innovated in order to develop the piling and pressing method is outlined in detail, including its material systems, mechatronic configurations, and temporal parameters. Challenges in both the prototyping of this system and the piling and pressing method are discussed. Finally, future investigations into the piling and pressing method are outlined with a particular emphasis on those that will advance this method towards full-scale architectural construction.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Concrete cannot be used to construct building components unless it is reinforced. Such reinforcement provides the tensile strength that is necessary for these components to achieve spans and carry loads. This structural requirement is one of the main obstacles that currently prevents the more widespread application of concrete 3D printing as a construction method. 3D printed concrete structures are difficult to reinforce in such a way that their strength and efficiency is comparable to structures that are made through conventional cast-in-place concrete construction.
This research proposes a method of 3D printing reinforced concrete columns to improve the applicability of 3D printed concrete. This speculative method, called “piling and pressing,” was found through the development of a specific concrete 3D printing technique called “pointillistic time-based deposition” (PTBD). PTBD was initially discovered through desktop-scale experimentation and then developed through partial full-scale assemblies (Fig. 1) (Cohen 2018). The piling and pressing method emerged in the process of scaling PTBD. In piling and pressing, concrete is incrementally stacked into a reinforcing bar (rebar) cage, which doubles as a porous formwork. At each layer, concrete is deposited and then squeezed out of and around the cage using a custom-formed steel plate that is fixed to the end of the printing nozzle. Once a layer has settled, there is a short delay before the subsequent layer is deposited. The 3D printed, reinforced concrete column is formed through this repetition of piling, pressing, and waiting.

Desktop-scale experimentation with pointillistic time-based deposition pointed to the possibility of 3D printing columns
2 Background: innovations in concrete 3D printing
Innovations in the relatively new field of concrete 3D printing have generally occurred when researchers have leveraged the specific mechanics of the material, as well as techniques and approaches that have been long-established in conventional cast-in-place or precast concrete construction. A discussion of such innovations will help to contextualize and illuminate the contributions that are made by this work.
2.1 Current solutions to reinforcing 3D printed concrete
The most common method of reinforcing 3D printed concrete structures is to design them in such a way that they contain continuous vertical voids. These voids are then filled with vertical rebar and more concrete. For example, a 3D printed concrete wall in cross-section typically consists of two lines that are separated by a zigzagging line: the spaces between the two lines and the zigzagging line are for the steel reinforcements. However, as suggested in Nerella et al., such a method of post-reinforcing 3D printed concrete “increases the requirement of skilled labor, construction costs and time in comparison with fully-automated processes.” (Nerella et al. 2018a).
Researchers have proposed a variety of techniques as alternative solutions to the problem of reinforcing 3D printed concrete. Many of these techniques draw upon the common practice of mixing concrete with steel, plastic, or glass fibers to improve its tensile capacity (Bos et al. 2019; Rael and San Fratello 2011). Such admixtures reduce localized cracking in the concrete over time but do not provide the continuous, global reinforcement that is necessary for construction. Researchers at the Eindhoven University of Technology addressed this issue of insufficient continuity by developing a technique in which steel cable is continuously spooled out and into the concrete as it is being printed. However, structural testing revealed that the steel cable does not provide as much additional strength as the conventional, ribbed rebar that is most often used in construction (Bos et al. 2017). Researchers at ETH Zurich have innovated a technique of digitally fabricating steel reinforcement called “Mesh Mould” that is strong enough for full-scale construction applications. In this method, a robot is used to precisely weld together dense networks of segmented steel rods that then perform as both formwork and reinforcement. The concrete that leaks out of these permeable formworks during the pour is manually smoothed to create a uniform finish (Hack and Laurer 2014). While this method has been used at the scale of construction, it has not been used for 3D printed concrete. Therefore, the question of a viable method for producing reinforced, 3D printed concrete structures continues to be relevant.
2.2 Concrete extruder customization
Extruders that are used for concrete 3D printing must be carefully designed to work with the consistency and flow of the material, as well as the desired 3D printed geometries. There has, however, been research that has gone beyond these basic requirements to develop extruders for more specific applications. One such body of research is “contour crafting.” The contour crafting method involves the use of an extruder (or, end effector) that has been specially outfitted with a trowel such that the layers of concrete can be formed and smoothed as they are printed on top of one another (Koshnevis 2014). Another example is that of “multi-nozzles”—or, printheads that have multiple nozzles coming from one material source—that have been developed in order to more expeditiously print the vertical cavity walls that were mentioned in the previous section (Valente et al. 2019). Still, most concrete 3D printing research has focused less on the tool that is fixed to the end of the 3D printer than it has on the parameters—both material and computational—that go into the machine (Bos et al. 2016; Nematollahi et al. 2017; Valente et al. 2019).
Another body of research that focused on custom extrusion techniques is ETH Zurich’s “Smart Dynamic Casting” (SDC). In this work, a variable, slip mold end effector is affixed to the end of the robotic arm, which is then used to form complex, vertically-oriented concrete forms that can be reinforced. This research is similar to the work presented here in three regards: a focus on columnar structures; a customized concrete shaping device; and, perhaps most importantly, the use of a relatively slow process—what some may argue as temporally inefficient—to create a system that is overall more materially efficient. The main difference between piling and pressing and SDC is that the goal here, as will be described later, is to use the rebar cage as the only formwork for columnar structures. A further difference is one of surface finish: SDC’s forms are smooth, whereas the forms presented here are rough and striated (Lloret Fristchi et al. 2017). Piling and pressing propose that such a rough surface aesthetic should be considered to juxtapose the typically smooth surfaces of concrete construction and, thus, opens new architectural sensibilities. While this research knowingly invites such aesthetic questions, this specific paper is mainly concerned with the mechanics of the piling and pressing methodology.
2.3 Printings parts vs. printing wholes
In recent years, several start-up companies have introduced 3D printed concrete homes (Lasky 2019; Vialva 2019). However, it is uncommon in non-digital construction for entire houses to be made out of concrete. Further, to build in such a manner is materially and economically wasteful. It is much more common, on the other hand, to see only parts of buildings—floors, beams, walls, etc.—made out of concrete. There has been research that has drawn upon this more standard approach to the integration of concrete structures into architecture and, thus, has focused on the development of 3D printed concrete components (Nerella et al. 2018a; Rael and San Fratello 2011; Zivkovic and Battaglia 2018). The research presented here continues this thread by putting forth a method of 3D printing columns that aims to be a part of multi-faceted construction methods.
3 The architectural opportunities of pointillistic time-based deposition (PTBD)
Most concrete 3D printing is executed in the same way as desktop-scale, plastic 3D printing: designs are digitally modelled; these digital models are then passed through “slicing” software, which sections the model into a series of thin layers and formats these layers into machine code; the layers are then printed on top of one another, beginning with the bottom layer. As its name suggests, pointillistic time-based deposition entails printing points rather than slices, i.e., lines (Fig. 2). In PTBD, each point has two temporal values that are encoded within it: extrusion time and wait time. The extrusion time is the duration for which material is extruded at a point and therefore is the determinant of a point’s 3D printed size. The wait time is the duration for which the 3D printer waits before moving from one point to another: this time is necessary to allow each point to sufficiently solidify such that it can support another point on top of or beside it without slumping or coalescing. By printing points rather than lines, PTBD enables more design flexibility and finer grain control over the local aesthetics and structural properties of 3D printed concrete; for example, points can be interlocking, and actually increase the contact between subsequent concrete layers (Fig. 3) (Cohen 2018).

In PTBD, the materialization of geometric points is determined by timing that is written into the machine code

The structure and aesthetics of PTBD structures can be manipulated with more fine-grain precision
It is important to point out that delays, like those that are intentionally inserted and amplified within the PTBD process, are inherent to concrete 3D printing. These delays are made visible through cold joints that occur between one layer and the next. Current research by Nerella et al. has shown that these delays do not significantly reduce the overall strength of the structure as long as they remain within a certain time interval, for example, less than 10 min—the delays in PTBD are on the order of seconds. Further, the research by Nerella et al. has suggested that the effects of cold joints can be mitigated by altering the material composition, as well as by applying both internal and external curing (Nerella et al. 2018b).
3.1 PTBD stacks
PTBD was initially tested on a six-axis robotic arm. In this initial development, it was discovered that if the wait time was long enough points could be vertically stacked on top of one another. This stacking was facilitated by a small aluminum plate that was part of the end effector/printing nozzle. This plate pressed down into the previous point to create a flat surface for the subsequent point to be deposited on. The stacking was also facilitated by slightly over-extruding at each layer. Such over-extrusion forced the nozzle to become partially submerged in the previous deposit and leave behind an imprint into which the subsequent point could lock into (Fig. 4).

In early tests, the design of the printing nozzle facilitated the stacking of points
In these early column tests, the structures invariably collapsed after a height of approximately 30 cm (Fig. 5). It was hypothesized that the reason for this collapse was twofold: (1) an insufficient slenderness ratio and (2) a lack of reinforcement. It was then speculated that these stacks could be printed within rebar cages to overcome these obstacles—the cage, which is necessary for concrete column construction, would become the formwork. Such speculation was influenced by the ways in which ETH’s Mesh Mould used a custom-fabricated steel mesh as both the formwork and reinforcement for poured concrete. Like Mesh Mould, this research proposes a process in which concrete forms are created from within the reinforcement rather than poured around it, as is done in conventional concrete construction—such an inversion potentially precludes the need for formwork. However, in contrast to Mesh Mould, the goal here was to simultaneously encourage and control the lateral movement of the concrete through the rebar cage to create the necessary engagement with and coverage around the steel. It was speculated that if there was sufficient engagement between the concrete stacks and the rebar cage, the overall structure would have enough strength to resist buckling and, therefore, could be printed at an architectural scale. This speculation led to the development of the piling and pressing methodology.

The stacks of 3D printed concrete points could not scale without reinforcement
4 Piling and pressing
4.1 Material setup
The materials that were used in this research were off-the-shelf products that are frequently used in construction projects. However, special attention had to be given to the ways in which these materials were integrated into the larger experimental fabrication system.
4.1.1 Rebar design
The diameter of the steel, ribbed reinforcement bars was 10 mm, which is the smallest diameter that is commonly used in concrete construction. It was posited that such a small diameter would minimally hinder the lateral concrete flow that would be necessary to achieve the minimum, required coverage around the rebar cage, which was no less than 1.25 cm (American Concrete Institute 2011). Further, the columns in this initial research were full-scale in diameter but only partial height. Therefore, a larger diameter bar that might be used to achieve larger spans was not needed.
The horizontal reinforcement bars were formed into square profiles with a cross-section of 12 cm × 12 cm. These dimensions were dictated by the research objective of producing a 25 cm diameter column that had at least 1.25 cm of rebar coverage along its circumference. Per the American Concrete Institute Building Code Requirements for Structural Concrete, the horizontal reinforcement bars were to be placed at a vertical distance of no less than 2.5 cm and no greater than 45 cm from one another (American Concrete Institute 2011). In the tests completed thus far, the horizontals were consistently placed with a vertical spacing of 15 cm on-center (Fig. 6).

A jig for rebar assembly was fabricated with spacing that was determined by current building code requirements
A continuous, vertical reinforcement bar was placed at each corner of the horizontal rebar squares. The horizontal and vertical reinforcement bars were connected at the corners using PVC-coated steel twist ties.
4.1.2 Concrete mix design
The concrete mix had to be flowable such that it could move through the pump and flow around the steel reinforcement, yet also solid enough to stack vertically without too much slump. A series of tests was therefore conducted to optimize the flowability with the buildability of the concrete mix (Fig. 7). From these tests, a custom mix was developed using Portland cement, sand/fine aggregate, plasticizer, and retarder. The cement to sand ratio was 3:2, while the plasticizer and retarder was less than 1% of the mix’s weight. The water that was added to the mix was between 27 and 28% percent of the mix’s overall weight.

Similar to conventional concrete construction, the concrete mix had to be designed with the right amount of slump
Due to the relatively small size of the pumping system that was used, which is discussed below, as well as the goal of initially fabricating a proof-of-concept prototype, aggregates remained less than 3 mm. However, future work will aim to use a larger pumping system that enables both the aggregate and the prototypes to scale.
4.2 The piling and pressing printing system
A printing system was designed specifically for the purpose of testing the piling and pressing method. With the exception of the pump and the electronic winch, which were used in unconventional ways, this system was entirely bespoke and designed in such a way that it could be easily iterated and reconfigured (Fig. 8).

Exploded axonometric of the “piling and pressing” system
4.2.1 Progressive cavity pump
The pump that was used in the system was a mobile, rotator-stator progressive cavity pump that is typically used for Shotcrete applications. Concrete was mixed in batches outside of the pump, then placed into the pump’s hopper immediately after reaching its peak flowability. A manually-operated pneumatic vibrator was attached to the hopper to keep material continuously moving towards the stator. The material line coming out of the pump was a 2 cm inside-diameter rubber hose.
4.2.2 One-axis vertical motion
In contrast to most 3D printing methodologies, which require multiple axes of movement, the piling and pressing methodology only requires one axis of vertical movement, and, thus, is arguably more efficient from a mechanical perspective. This vertical movement was achieved through the use of an electronic winch that is typically used in automotive repair applications. The winch had a single, looped cable with a hook for lifting. The winch housing was cantilevered off of an armature that was made from dimensional lumber. This armature was designed in such a way that it could counterbalance any overturning moment that might be catalyzed by the combined weight of the winch, the material hose, and the custom nozzle that was fixed to the end of it (Fig. 9).

The nozzle and material hose was moved up and down by a heavy-duty electronic winch
4.2.3 Nozzle “press” design
The pumpfed a 2 cm inside diameter aluminum nozzle that was embedded into the center of a 5 cm × 10 cm × 10 cm steel plate. This plate functioned in a manner to similar to that of the end effector that was described in the initial, smaller-scale PTBD studies—in other words, it pressed down and flattened each layer of printed concrete. The dimensions of this plate, or “press,” were calculated to comfortably fit within the rebar cage without catching on any of the steel ties. The corners of the press were also ground down to create additional tolerance between it and the vertical reinforcement bars. The press was shaped with intentions similar to those of the trowel-nozzle design that is used in contour crafting. However, the objective in this research was to use the nozzle extension piece—i.e., the press—to create smooth horizontal surfaces rather than smooth vertical surfaces. It was also speculated that the press could increase compaction between layers and, thus, as suggested by Nerella et al., could result in “enhanced interface properties” that help to overcome the adverse effects of the inevitable cold joints that were previously mentioned (Nerella et al. 2018b).
The press was hung off of four-wire rope cables that looped around the hook at the end of the winch cable. When the concrete was deposited beneath the press, the press was heavy enough to resist the upwards force of the material and squeeze it against the previous layer to push it laterally out of the rebar cage. The weight of the press also helped to counteract any swaying or twisting that occurred due to the singular point of connection between the winch’s hook and the wire rope cables coming from the press.
In initial tests, the vertical reinforcement bars presented a greater obstacle to the lateral material flow than had been anticipated. As a result, the concrete did not form the necessary coverage around the steel. As discussed earlier, this obstacle could be somewhat mitigated by making the concrete mix more fluid. However, as also mentioned earlier, excessive flowability negatively affected the concrete’s buildability. It was therefore decided to explore how the end of the press could be shaped to direct the material flow around the vertical reinforcement bars. Several different 3D printed plastic forms were tested for this additional “press plate.” The geometries that were most effective were those that simultaneously obstructed flow perpendicular to the cage’s edges and encouraged flow towards the cage’s corners. This kind of rotated cruciform geometry was further articulated with tapered edges and chamfered corners that increased the directionality of the flow (Fig. 10).

Studies were conducted to determine how the bottom face of the press could be shaped to encourage the concrete to flow around the rebar
4.2.4 Digital control system
A digital control panel was mounted to the wooden armature that supported the electronic winch. The control panel consisted of an Arduino microcontroller, a DC electromechanical relay, an AC solid state relay, and an external switch. The switch started and stopped the time sequence that was programmed into the microcontroller. When the sequence was active, the microcontroller powered the relays on and off according to the encoded timing, which is discussed below: the DC relay controlled the pump; the AC relay controlled the winch (Fig. 11).

A diagram showing the mechatronic configuration
4.3 Encoded timing
As mentioned earlier, there were two inputs in the pointillistic, time-based deposition technique: extrusion time and wait time. Here, the extrusion time determined the diameter and height of each point in the column, while the wait time enabled points to stack on top of one another without excessive slumping. A third temporal parameter had to be encoded into the timing of the system in order to control the vertical movement of the winch. This parameter was known as “travel time.” The travel time was the duration for which the winch motor was active: longer travel times resulted in greater layer heights. These parameters—extrusion, wait, and travel time—were tested in different amounts and configurations in order to find the timing that produced a column with the target diameter of 25 cm (Fig. 12). It was found that an extrusion time of 14 s, a wait time of 16 s and a travel time of 0.2 s came closest to the optimal sequencing.

Tests were conducted in order to determine the optimal timing of the printing system
5 Full-scale testing
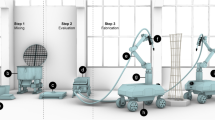
A 140 cm column with a cross section of 25 cm × 25 cm was piled and pressed over a duration of 35 min (Fig. 13). The setup for the printing process, including the fabrication of the rebar cage, mixing of the material, and preparation of the pumping system, took 3 people approximately one hour.

A full-scale, partial-height column in the process of being piled and pressed
5.1 Material and temporal efficiencies
There are two material efficiencies that can be gleaned from the initial full-scale test. First, this test confirms that the rebar can serve as formwork for a column of a considerable height, and further demonstrates that continuous wooden formwork, which is used in conventional cast-in-place concrete construction, is unnecessary unless a specific surface finish is desired. The time and material that is needed to build such conventional formwork and set it into place can thus be eliminated. The second efficiency derives from the fact that the cruciform cross-section of the column stays more-or-less consistent across the height of the print (Fig. 14). Such a cross-sectional geometry enables the column to cover a greater area—in this test, for example, a 25 cm × 25 cm area—without needing to completely fill that area in. Therefore, it can be suggested that this methodology requires less concrete than in conventional concrete construction, in which a 25 cm × 25 cm cross-section would be achieved by a rectangular prism with those cross-sectional dimensions.

A 140 cm column with fluted corners that are caused by the vertical reinforcement bars
5.2 Coverage strategies
The full-scale test revealed that the press plate cannot create sufficient coverage around the rebar. As a result, three other coverage strategies have been outlined. The most straightforward approach would be to replace the steel rebar with fiberglass rebar, which is resistant to corrosion. However, since this research relies on being able to customize the rebar cage, and fiberglass rebar can only be formed in a controlled factory setting, a partnership with a fiberglass rebar manufacturer would be required. The second option would be to have formwork only at the corners of the column in order to gather the pressed concrete around the vertical rebar. This option is not ideal since it would only reduce, and not eliminate, formwork. The third option, which is similar to the second, would be too “post-process” the column by placing additional concrete in the corners of the cruciform shape once the concrete has set but before it has cured. This option could be done using a slip form or a corner trowel, but would ultimately take more time (Fig. 15).

A test that demonstrated how the vertical rebar can be encased in concrete after the concrete has set
5.3 Design possibilities
This initial full-scale test has also presented several architectural design possibilities. Though the coverage around the rebar remains an open question, the strategies that were enumerated above will attempt to achieve only the minimum required coverage and, thus, preserve the vertical reveals. These reveals can be likened to the fluting that characterizes Classical columns (Fig. 15). It has been hypothesized that vertical rebar members can also be strategically positioned to create specific fluted patterns across the columns’ faces. Another design possibility that emerged during this full-scale test is varying the size of the horizontal layers at the bottom and/or the top of the column: increasing the base of the column would make it sturdier while increasing the capital of the column would enable it to more readily accept horizontal elements. The realization of these possibilities would work towards the goal of integrating piled-and-pressed columns into building construction (Fig. 16).

Piled and pressed columns can be integrated into conventional cast-in-place concrete assemblies
6 Future work
Future work will primarily focus on continuing to scale the piling and pressing methodology. For example, next tests will continue to examine the alternative coverage strategies that were discussed above. Once a method for achieving the minimum rebar coverage has been devised, partial-height columns will be tested for their structural performance, specifically their vertical loading capacity. The results of these tests will be compared with the known loading capacities of conventional cast-in-place reinforced concrete columns.
Another unknown is how these columns will tie into other architectural components. The initial full-scale test was the only partial height (140 cm) and therefore could be printed on a free-standing base (Fig. 16). However, once columns reach full height they will need to be anchored to the ground to be structural. Further, the tops of columns will have to be detailed in such a way that they can connect to horizontal structural members. Investigations into connection strategies will be concurrent with investigations into tectonics, such as the aforementioned base and capital elements. The aesthetics of these tectonics will also be further explored.
A material scientist that specializes in concrete will be consulted to assist in further tuning the composition of the printing material with the pumping, deposition, and buildability of the system. This collaboration will also work towards the mitigating the inevitable cold joints through specific admixtures, as well as internal and external curing strategies.
Finally, the mechanics of the system, specifically the pump, will be scaled such that larger aggregates can be included in the printing material’s composition and, thus, the columns themselves can become larger and more performative.
References
American Concrete Institute (2011) Building code requirements for structural concrete (ACI 318–11). Farmington Hills, MI
Bos FP, Wolfs RJM, Ahmed ZY, Salet TAM (2016) Additive manufacturing of concrete in construction: potentials and challenges of 3D concrete printing. Virtual Phys Prototyp 11(3):209–225
Bos FP, Ahmed ZY, Jutinov ER, Salet TAM (2017) Experimental exploration of metal cable as reinforcement in 3D printed concrete. Materials 10:1–22
Bos FP, Bosco E, Salet TAM (2019) Ductility of 3D printed concrete reinforced with short straight steel fibers. Virtual Phys Prototyp 14(2):160–174
Cohen Z (2018) Hold up: machine delay in architectural design. In: Proceedings of the 2018 robotic fabrication in architecture, art, and design conference. Association for Robots in Architecture, Zurich, pp 126–138
Hack N, Laurer WV (2014) Mesh mould: robotically fabricated spatial meshes as reinforced concrete formwork. Architect Des 84(3):44–53
Koshnevis B (2014) Automated construction by contour crafting—related robotics and information technologies. Autom Constr 13(1):5–19
Lasky J (2019) A 3D print-out you could call home. https://www.nytimes.com/2019/11/08/realestate/a-3d-print-out-you-could-call-home.html. Accessed 1 Dec 2019
Lloret Fristchi E, Reiter L, Wangler T, Gramazio F, Kohler M, Flatt RJ (2017) Smart dynamic casting: slipforming with flexible formwork – inline measurement and control. In: Proceeding of the 11th high performance concrete and the 2nd concrete innovation conference, Tromsø, Norway
Nematollahi B, Xia M, Sanjayan J (2017) Current progress of 3D concrete printing technologies. In: Proceedings of the 34th international symposium on automation and robotics in construction. IAARC, Taipei
Nerella VN, Ogura H, Mechtherine V (2018a) Incorporating reinforcement into digital concrete construction. In: Proceedings of the IASS symposium 2018: creativity in structural design, Boston
Nerella VN, Hempel S, Mechtcherine V (2018b) Effect of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D printing. Constr Build Mater 205:586–601
Rael R, San Fratello V (2011) Developing concrete polymer building components for 3D printing. In: Proceedings of the 2011 association for computer-aided design in architecture conference, ACADIA, Calgary
Steven P (2019) Robots 3d-print nine different concrete columns without any formwork. https://www.designboom.com/architecture/3d-printed-concrete-columns-switzerland-eth-zurich-07-15-2019/. Accessed 1 Dec 2019
Valente M, Sibai A, Sambucci M (2019) Extrusion-based additive manufacturing of concrete product: revolutionizing and remodeling the construction industry. J Compos Sci 3(88):1–20
Vialva T (2019) Sunconomy to develop 3D printed concrete homes in Texas. https://3dprintingindustry.com/news/sunconomy-to-develop-3d-printed-concrete-homes-in-texas-146575/. Accessed 2 Dec 2019
Zivkovic S, Battaglia C (2018) Rough pass extrusion tooling: CNC post-processing of 3D-printed sub-additive concrete lattice structures. In: Proceedings of the 2018 association for computer-aided design in architecture conference, ACADIA, Mexico City, 302–11
Acknowledgements
This research is made possible through the support of the Christos Yessios Visiting Professorship and the Knowlton School of Architecture. The authors would also like to thank William Klotnia and Michael Baumberger for their assistance.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Cohen, Z., Carlson, N. Piling and pressing: towards a method of 3D printing reinforced concrete columns. Constr Robot 4, 61–73 (2020). https://doi.org/10.1007/s41693-020-00029-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s41693-020-00029-6