
Abstract
The influence of Silicon carbide (SiC) weight percentage on the corrosion behavior of Aluminium matrix composites fabricated by powder metallurgy technique in different corrosive media, including 0.5 M hydrochloric acid and 0.5 M Sodium chloride solutions, was investigated by electrochemical corrosion experiments. Varying proportions 10% and 20% weight percentage of SiC was used for the fabrication of the composites. The microstructural analysis of the composite was evaluated using Scanning Electron Microscope and X-Ray diffraction to examine the composition and morphology of the composites’ surface. The corrosion rate of the composites in the chloride environments was measured using the potentiodynamic polarization technique. The cyclic polarization technique is carried out to evaluate the susceptibility of composite to pitting corrosion in a solution of 0.5 M NaCl and 0.5 M HCl. It was found that Al/SiC composite prepared by powder metallurgy with an increasing weight percentage of SiC provided a higher corrosion rate in both environments, which indicates that microstructural changes predominantly influenced the nucleation and growth of pits. Positive hysteresis was observed for both composites in 0.5 M HCl and 0.5 M NaCl that indicated the passive film damage and is not repaired and pits initiate. However, the Aluminium composite containing 10 wt% SiC in 0.5 M NaCl solution demonstrated the repassivation potential in cyclic polarization curve against pitting corrosion. The cyclic polarization curves results demonstrated that the pitting corrosion resistance of composites was enhanced by increasing the weight percentage of the reinforcement compared to the uniform corrosion, which is considered less dangerous than pitting corrosion in chloride environments.
Graphical Abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Aluminium-based metal matrix composites (MMCs) are highly demanding in innovative applications, including automobile, aerospace and other related industries because of their exceptional mixture of properties. Metal matrix composites (MMCs) based on Aluminium are widely recognized for their minimal density, higher strength, good thermal, electrical conductivities and outstanding corrosion resistance and are highly used in various structural applications [1, 2].
MMCs may be manufactured using a variety of processes such as powder metallurgy, stir casting, and vacuum hot pressing. The method of fabrication of MMCs also impacts the behavior of the MMCs since it influences porosity, particle dispersion, and matrix/reinforcement interfacial properties [1, 3].
The reinforcement/matrix interface determines the properties of metal matrix composites. The mechanical and physical properties of the MMCs have been e comprehensively researched. Corrosion characteristics are becoming increasingly crucial as MMCs are exposed to corrosive surroundings throughout pickling, cleaning, and other processes. The impact of reinforcement on the corrosion rate is the most significant disadvantage of the reinforcement metal matrix composites because it reduces the shielding film of oxide layer Aluminium composites. However, the corrosion properties of the matrix are altered due to the formation of particle interfaces [1, 4, 5].
Studies on Aluminium matrix composites (AMCs) have shown that greater pits occurred on composites compared to unreinforced alloys. The corrosion studies of AMCs reinforced with SiC have been carried by Trowsdale et al. [6] in a 1 N NaCl medium. They found that the formation of voids at matrix-reinforcement interfaces leads to increase the susceptibility of MMCs to pitting corrosion compared with unreinforced alloy. Pits in the Al-SiC composites were deeper corresponding to the pits in the Al-Al2O3 composites, attributed to the particles of SiC acting as effective cathodic sites. The effect of SiC reinforcement and intermetallic cathodic phases of pitting behavior has been the focus of recent studies [7]. According to some researchers, the preferential attack happens at the reinforcement/matrix interface [8]. Moreover, pores, matrix second phases and interfacial reaction products could have substantially impacted an Al–SiC composite’s corrosion behavior in a significant way. Other research has found that the addition of SiC reinforcement to the Al matrix raises the composite corrosion resistance properties. According to Candan and Bilgic [9], found that the formation of reaction products that may act as barriers, interrupting the continuity of the matrix channels within the matrix. Zakaria revealed that raising the volume fraction and decreasing the particle size of SiC resulted in enhancing the corrosion resistance [10]. In other studies, AMCs were found to have equivalent corrosion resistance to unreinforced alloy [11, 12]. The effect of reinforcing on AMCs corrosion performance varies according to the environmental conditions and the route of processing [13]. In addition, secondary precipitates in the as-cast states [14], aging kinetics [15], and electrolyte type [16] are all factors that might affect corrosion behavior.
Many research papers were published on the corrosion attitude of Al/SiC in NaCl media [17, 18]. It is widely known that most of the research examined the corrosion rate of the composite by static immersion corrosion behavior, and very limited works have been published on corrosion behavior of Al/SiC composite manufactured by powder metallurgy. Furthermore, no research appears to be conducted on the corrosion resistance of this matrix composite by powder metallurgy in HCl and NaCl media. As a result, this research aims to fabricate an Al matrix composite reinforced with 10 wt% and 20 wt% of SiC using powder metallurgy technique. Furthermore, the microstructure and the corrosion behavior of the composites in 0.5 M HCl and 0.5 M NaCl solution were inspected by Tafel polarization technique and cyclic potentiodynamic curve.
2 Experimental Procedure
Pure Aluminium powder with a purity of 99.5% has been selected as a matrix material. The Silicon Carbide powder was used as reinforcement for the fabrication of Aluminium matrix composite. The composites were made using powder metallurgy technique with two various weight percentage 10 wt% and 20 wt% of Silicon Carbide powders. Aluminum and Silicon carbide powders were measured to the needed percentage using an electronic balance with ± 0.001 mg precisions. The powder mixtures were put together in a tube using an electric parallel mixer and rotated at 70 rpm for two hours to get uniform dispersion and minimize SiC cluster formation.
The die used for compaction was cleaned with acetone, to remove any impurities such as oil or dust. As shown in Fig. 1, the powder mixture was poured into a high carbon steel compaction die and pressed at 146 MPa using a universal testing machine at room temperature with universal load of 10 tons for double punch moving direction. The compacted samples were sintered in an electrical furnace at 550 °C for three hours. A cylindrical shape of 3 cm height and 1 cm diameter was produced of composites. Al/SiC specimens were mounted in non-conducting epoxy resin with one face exposed. Electrical contact between the samples and potentiostat was made using a steel wire with 5 mm in diameter fixed samples to rear side of the samples as shown in Fig. 2 Before testing the exposed surface was mechanically, ground with 320, 500 and finally 1000 grits of emery papers, respectively. A detailed on the molding of the composite specimen can be found elsewhere [19]

Double action tool steel die

working electrode consisting of Al–SiC composite
The composites’ corrosion behavior was researched utilizing conducting electrochemical experiments. The 0.5 M of HCl, and 0.5 M of NaCl were considered as the corrosion medium. The electrochemical measurements were performed utilizing three-electrode cells composed of a platinum plate was used as a counter electrode, while the reference electrode was a saturated calomel electrode (SCE), and the prepared specimen was a working electrode. A Gamry Potentiostat testing equipment connected to a computer was used to conduct electrochemical experiments. The electrochemical data were analyzed using Echem Analyst software (version 5.21). The applied potential was varied from − 0.25 to + 0.25 V at a scan rate of 0.5 mV/min and room temperature to obtain the Potentiodynamic polarization curves. The corrosive mediums were 0.5 M HCl and 0.5 M prepared from Merck analytical grades and distilled water.
3 Results and Discussion
3.1 Microstructure of Al-SiC Composites
Microstructure of Al-SiC composites reinforced with SiC at 500X magnification were examined using optical microscopy. Figure 3a and b show optical micrographs of the fabricated Al-SiC composites with 10 and 20 wt% of SiC, respectively. It is evidenced from Fig. 3a that the arrangement of reinforcement powder is clear and uniform on matrix composite. Increasing the weight % of SiC in the Aluminium matrix leads to an increase in the presence of SiC homogeneously, which was noticed in Fig. 3a and b by the black spot on the matrix. Figure 3b exhibited more reinforcement particles with uniform dispersion when compared with Fig. 3a.

Optical micrographs of a Al–SiC (10 wt%). b Al–SiC (20 wt%) composites

X-Ray diffraction analysis pattern of 80 wt% Al–20 wt% SiC composite
The XRD pattern of Al (80 wt%)–SiC (20 wt%) composite is shown in Fig. 4. The XRD results demonstrate that the major components in the composite are Al with the highest intensity peaks and SiC with smaller peaks, confirming that the fabricated composite consists of Al matrix and is reinforced with SiC. The other small peaks are interphase compounds, Al4C3.
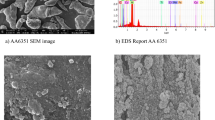
Figure 5a and b show the SEM micrographs for the fabricated Al-SiC composites. In general, the SiC powders reinforcement were distributed homogeneously in the Aluminium matrix. This homogeneity was confirmed that the forming of Al-SiC composite by powder metallurgy is effective. However, some agglomerations could be observed in the Al-SiC composite, as can be seen in Fig. 5a and b, this might be due to the density difference between the Al matrix and the reinforcement SiC. The agglomerates gradually increased with higher SiC content due to the significant variation in the sizes of Al and SiC powders and the difficulty of uniform mixing in the powder metallurgy process. A similar observation was also obtained by many researchers [10, 20, 21].

SEM of Al–SiC composites reinforcement with a 10 wt% SiC. b 20 wt% SiC
The analysis of Energy-Dispersive X-ray Spectroscopy of Al-SiC composites with 10 wt% SiC content is shown in Fig. 6. Aluminium (Al), Silicon (Si), and Carbon (C) elements peaks are found during the EDX analysis, which indicates that these elements are present in the composite.

EDX analysis of Al–SiC composite reinforcement with 10 wt% SiC
3.2 Potentiodynamic Polarization Measurements
Potentiodynamic polarization measurements were utilized to analyze the uniform corrosion performance of Aluminium matrix composites. Figures 7 and 8 show the polarization curves for Aluminium matrix composite in 0.5 M HCl and NaCl solutions, respectively. These curves obviously demonstrate that the cathodic and anodic sides of the polarization trends in HCl and NaCl solutions are supported by rising SiC weight percent. Furthermore, the passivation characteristics and the polarization trend of these curves showed similarity. The cathodic part of the polarization curves reveals a limited oxygen reduction current, as illustrated in Fig. 8., In contrast, the anodic part represents active dissolution then passivation of Aluminium matrix composites. These Figures show that the 80 wt% Al–20 wt% SiC composite curves are shifted towards high current densities and therefore the corrosion rate is higher than in 90 wt% Al–10 wt% SiC composite in both 0.5 M HCl and 0.5 M NaCl. Moreover, an increase was observed in corrosion potentials toward a positive direction with increasing content of silicon carbide. This increase can be ascribed to the domination of the cathodic process relative to anodic processes. The examined electrochemical polarization parameters for composites, corrosion current density (icorr), corrosion potential (Ecorr), anodic and cathodic Tafel slopes values determined from Tafel polarization measurements and featured in Tables 1 and 2.

Tafel polarization plots of Al–Sic composites 0.5 M HCl solution

Tafel polarization plots of Al–Sic composites 0.5 M NaCl solution
The results in Table 1 shows that in 0.5 M HCl and 0.5 M NaCl chloride environments, the Al–SiC (10 wt%) composite has minimal corrosion current density and more negative potential than the Al–SiC (20 wt%) composite. This attitude is due to the Aluminium is sensitive to small amounts of reinforcements, as increasing the reinforcement content resulting in arise in the cathodic areas in the composite. Also, the difference in thermal and mechanical properties between the matrix and the reinforcement causes elevated residual stresses, deemed preferred sites for dissolution. Moreover, due to the temperature rises during powder metallurgy technique used to fabricate the composite, a chemical reaction between Al matrix and SiC reinforcement is observed, generating the microgalvanic couple between the reinforcement SiC and Al matrix is responsible for the increasing in corrosion rate of the composite [22]. These results are consistent with other studies [23,24,25,26]. Corrosion studies in 0.5 M HCl environment show that stabilization of Aluminium matrix composites at a potential − 810 mV and − 804 mV, while in the 0.5 M NaCl stabilized at a lower potential of − 771 mV and -742 mV.
It can be noticed that corrosion current density values in NaCl solutions are less than in corresponding HCl solutions. This finding reveals that the corrosion resistance of this composite is better in the NaCl solution than in the HCl solution. In addition, the corrosion potentials of composites are larger in NaCl solutions than in corresponding HCl solutions. It indicates that these composites are more stable in NaCl than in the HCl solutions. The corrosion susceptibility of both aluminum matrix composites in the HCl solution is more than in the NaCl solution. This is most probably attributable to the breakdown of a stable oxide film on the aluminum matrix due to enhanced chloride ions adsorption in the HCl solution being faster than in the NaCl solution. The corrosive action of chloride ions in 0.5 M NaCl could be reduced by the presence of Silicon Carbide than in the 0.5 M HCl as reported by Akinwamide [27]. The presence of reinforcements can result in the chemical dissolution of chloride ions. Therefore, it can be assumed that the corrosive action of chloride ions in 0.5 M NaCl was reduced by the presence of silicon carbide.
In the lack of Cl− ions, Loto [24] reported that the corrosion resistance of Al–SiC composite was enhanced by the presence of SiC. In addition, SiC inhibits the electrochemical action of anion ions on Al–SiC composite surface in the corrosive media by generating an oxide film on the surface. In the existence of Cl− ions, the small size of Cl− ions enables to penetrate through the passive oxide film under the influence of an electric field. They cause the passivating oxide film to dissolve locally at a discontinuity in the composite such as a grain boundary, dislocation or inclusion [28]. Consequently, the corrosion rate of Al-SiC composites increases with increasing SiC content due to breakdown of oxide film on the surface.
3.3 Cyclic Potentiodynamic Polarization Measurements
The susceptibility of the composite to pitting corrosion and passive stability were determined using a cyclic potentiodynamic polarization measurement technique. Figures 9 and 10 represent the cyclic potentiodynamic polarization curves of both Al–SiC composites in 0.5 M HCl and 0.5 M NaCl, respectively. Forward and reverse cycles are the two cycles of the curves;. The open circuit potential (OCP) relates to the corrosion potential (Ecorr), pitting potential (Epit) and repassivation potential (Erep) are obtained from the curves. The breakdown potential is the potential at which the anodic current increases rapidly with applied potential.

Cyclic polarization curves of Al–Sic composites in 0.5 M HCl solution

Cyclic polarization curves of Al–Sic composites in 0.5 M NaCl solution
For both chloride environments shown in Figs. 9 and 10, the cyclic potentiodynamic polarization curves exhibited a similar shape with a slight variation in their cathodic branch controlling the corrosion process. The cyclic polarization curves showed that the start of pitting is not evident for the composites in 0.5 M HCl solution as the pitting potentials Epit coincided with corrosion potential. The hydrolysis of cations has been shown to increase the local acidity, which is proposed to cause pit initiation. The oxide film of Aluminium is dissolved in HCl solution due to the combined action of H+ responsible for pit initiation according to Galvele [29] and Cl− ions responsible for pit propagation in the 0.5 M HCl solution. The curves of composites in 0.5 M NaCl solution revealed a classical passive region when the current density increases with an increase in the applied potential.
The cyclic polarization curves in Figs. 9 and 10 observed a positive hysteresis loop, indicating the pitting growth at the breakdown potential (Epit). The reverse anodic curve is shifted to the higher currents density than the forward curve. This denotes that when the composite is exposed to chloride solutions, pitting is the main typical form of corrosion, the same results observed by Khamaj [30] and Ma [31]. In addition, the hysteresis loop is clearly evident in both composites in the NaCl solution (Fig. 10), suggesting a higher degree of pitting corrosion than composites in the HCl solution (Fig. 9).
When the forward and backward cyclic polarization curves cross each other, the Erep can be determined, that is characterized as a potential where the current density returns to the passive value. The forward and the backward curves for both composite in 0.5 M HCl solution as shown in Fig. 9 do not cross in the passivation current density region. According to Bueno 2016, the Erep is the potential for the composite to come back to a passive state after pits have been formed. As a result, these composites did not repassivate in HCl, solution and not possible to determinate the Erep value in Table 3. The same behavior is observed in the cyclic anodic polarization curve for the Al–SiC composite with 20 wt% content of SiC in 0.5 M NaCl solution, but the composite with 10 wt% contenting of the reinforcement the behavior was different. In this composite, when the potential scan direction was reversed, the forward and backward curves crossed each other in the passive region of the polarization curve, a fact that characterizes the repassivation of the composite and the possibility to determinate the Erep as shown in Table 3.
Table 3 demonstrate Ecorr, Erep and Epit obtained from the cyclic polarization curves for the composites 90 wt% Al–10 wt% SiC and 80 wt% Al–20wt% SiC in chloride solutions. Slight difference was observed for Ecorr of both composites in HCl and NaCl solutions. In general, the Ecorr value shows the ionization tendency of materials in a specified corrosive medium, with higher Ecorr values indicating a lower ionization tendency. The values of Ecorr increased when increasing the reinforcement weight percent in Al/SiC composite, which means that the tendency for ionization is lower. In addition, the results in Table 3 show that the corrosion potential Ecorr values of the composites in 0.5 M NaCl solution are lower than those of composites in 0.5 M HCl solution, indicating that the composites in 0.5 M HCl have lost passivity due to either too thin a surface oxide layer or the absence of the primary oxide film (no repassivation).
The composites with higher pitting potential exhibited higher pitting resistance, indicating t less driving force is required for pitting corrosion. In both chloride media, increasing of SiC weight percentage in Aluminium matrix composites are more resistance to pitting, as evidenced by the less negative pitting potential for the composite. The magnitude of change in composites pitting potential was determined to be small, ranging from (− (774.6 mV) to (− 773.2 mV) for HCl solution and from (− 729.0 mV) to (727.4 mV) for NaCl solution with increasing content of SiC reinforcement.
4 Conclusions
The corrosion behavior of Aluminium matrix composites reinforced by Silicon Carbide, which is produced by powder metallurgy in chloride environments, was investigated. The main conclusions drawn from the current study were:
-
The microstructure of the fabricated Al/SiC composites is evidence of homogenous distribution of the reinforcement in the Aluminium matrix with low porosity and some agglomerations.
-
The uniform corrosion rate of Al/SiC composites in both corrosion media increases with increasing the weight percentage of SiC in Aluminium matrix composites.
-
The corrosion rate of both composites is higher in 0.5 M HCl solution than in 0.5 M NaCl solution.
-
The main corrosion mechanism in 0.5 M HCl is uniform corrosion and the pitting potential does not depend on the increasing weight percentage of SiC.
-
The cyclic potentiodynamic polarization test results for both composites showed the presence positive hysteresis in 0.5 M HCl and 0.5 M NaCl, indicating that the passive film damage and is not repaired and pits initiate. However, the Al composite containing 10 wt% SiC in 0.5 M NaCl solution was demonstrated by the repassivation potential in the cyclic polarization curve against pitting corrosion.
-
The cyclic polarization curves results of Al/SiC composites prepared by powder metallurgy have found that the pitting corrosion resistance was improved when increasing the weight percent of SiC compared to the uniform corrosion in chloride environments.
References
Torabi H, Arghavanian R (2019) Investigations on the corrosion resistance and microhardness of Cu–10Sn/SiC composite manufactured by powder metallurgy process. J Alloy Compd 806:99–105
Ma A, Sb A (2020) Electrochemical behavior of Al-SiC metal matrix composites. Int J Appl Eng Res 15(1):1–4
Almomani M, Hayajneh MT, Draidi M (2017) Corrosion investigation of zinc− aluminum alloy matrix (ZA-27) reinforced with alumina (Al2O3) and fly ash. Part Sci Technol 35(4):439–447
Metwally M, Sadawy M, EL-Batanony I (2018) Effect of SiC (p) content on the corrosion behavior of Nano SiC (p)/Cu Composites. Egypt J Eng Sci Technol 26:22–28
Bobić B et al (2010) Corrosion of metal-matrix composites with aluminium alloy substrate. Tribol Indus 32(1):3–11
Trowsdale A et al (1996) The influence of silicon carbide reinforcement on the pitting behaviour of aluminium. Corros Sci 38(2):177–191
Kiourtsidis GE, Skolianos SM, Pavlidou EG (1999) A study on pitting behaviour of AA2024/SiCp composites using the double cycle polarization technique. Corros Sci 41(6):1185–1203
Yao H-Y, Zhu R-Z (1998) Interfacial preferential dissolution on silicon carbide particulate/aluminum composites. Corrosion 54(7):499–503
Candan S, Bilgic E (2004) Corrosion behavior of Al–60 vol.% SiCp composites in NaCl solution. Mater Lett 58(22–23):2787–2790
Zakaria H (2014) Microstructural and corrosion behavior of Al/SiC metal matrix composites. Ain Shams Eng J 5(3):831–838
Lekatou A et al (2018) Thermal treatment, sliding wear and saline corrosion of Al in situ reinforced with Mg 2 Si and ex situ reinforced with TiC particles. J Mater Eng Perform 27(10):5030–5039
Lekatou A et al (2015) Aluminium reinforced by WC and TiC nanoparticles (ex-situ) and aluminide particles (in-situ): microstructure, wear and corrosion behaviour. Mater Design 65:1121–1135
Griffiths A, Turnbull A (1994) An investigation of the electrochemical polarisation behaviour of 6061 aluminium metal matrix composites. Corros Sci 36(1):23–35
Kiourtsidis G, Skolianos SM (1998) Corrosion behavior of squeeze-cast silicon carbide-2024 composites in aerated 3.5 wt.% sodium chloride. Mater Sci Eng A 248(1–2):165–172
Kiourtsidis GE, Skolianos SM (2007) Pitting corrosion of artificially aged T6 AA2024/SiCp composites in 3.5 wt.% NaCl aqueous solution. Corros Sci 49(6):2711–2725
Alaneme K, Bodunrin M (2011) Corrosion behavior of alumina reinforced aluminium (6063) metal matrix composites. J Minerals Materials Characteriz Eng 10(12):1153–1165
Ahmad Z, Paulette P, Aleem BA (2000) Mechanism of localized corrosion of aluminum–silicon carbide composites in a chloride containing environment. J Mater Sci 35(10):2573–2579
Han Y-M, Chen X (2015) Electrochemical behavior of Al-B4C metal matrix composites in NaCl solution. Materials 8(9):6455–6470
Ghalib L, Muhammad AK, Mahdi SM (2021) Study the effect of adding titanium powder on the corrosion behavior for spot welded low carbon steel sheets. J Inorg Organomet Polym Mater 31(6):2665–2671
Youssef Y, El-Sayed M (2016) Effect of reinforcement particle size and weight fraction on the mechanical properties of SiC particle reinforced Al metal matrix composites. Int Rev Mech Eng 10(4):261–265
Reddy MP et al (2017) Enhanced performance of nano-sized SiC reinforced Al metal matrix nanocomposites synthesized through microwave sintering and hot extrusion techniques. Progress Nat Sci 27(5):606–614
Nunes P, Ramanathan L (1995) Corrosion behavior of alumina-aluminum and silicon carbide-aluminum metal-matrix composites. Corrosion 51(8):610–617
Abbass MK, Hassan KS, Alwan AS (2015) Study of corrosion resistance of aluminum alloy 6061/SiC composites in 3.5% NaCl solution. Int J Mater Mech Manufact 3(1):31–35
Loto RT, Babalola P (2017) Corrosion polarization behavior and microstructural analysis of AA1070 aluminium silicon carbide matrix composites in acid chloride concentrations. Cogent Eng 4(1):1422229
Almomani MA, Nemrat MH (2016) Effect of silicon carbide addition on the corrosion behavior of powder metallurgy Cu30Zn brass in a 3.5 wt% NaCl solution. J Alloys Compd 679:104–114
Shetty K, Shetty A (2015) Studies on corrosion behavior of 6061 Al-15 vol. pct. SiC (p) composite in HCl Medium by electrochemical techniques. Элeктpoннaя oбpaбoткa мaтepиaлoв 51(4)
Akinwamide SO et al (2019) An investigation on the corrosion behavior of Al (Mg-TiFe-SiC) matrix composite in acidic and chloride media. Mater Today 18:3827–3834
Parangusan H, Bhadra J, Al-Thani N (2021) A review of passivity breakdown on metal surfaces: influence of chloride-and sulfide-ion concentrations, temperature, and pH. Emergent Mater 1–17
Galvele JR (1976) Transport processes and the mechanism of pitting of metals. J Electrochem Soc 123(4):464
Khamaj JA (2016) Cyclic polarization analysis of corrosion behavior of ceramic coating on 6061 Al/SiC p composite for marine applications. Prot Met Phys Chem Surf 52(5):886–893
Ma J et al (2013) Effects of acidity and alkalinity on corrosion behaviour of Al–Zn–Mg based anode alloy. J Power Sour 226:156–161
Acknowledgements
The authors would like to thank Mustansiriyah University, Baghdad – Iraq, for its support in the present work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Mahdi, S.M., Ghalib, L. Corrosion Behavior of Al/SiC Composite Prepared by Powder Metallurgy in Chloride Environments. J Bio Tribo Corros 8, 8 (2022). https://doi.org/10.1007/s40735-021-00612-6
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-021-00612-6