
Abstract
Alumina nanoparticles is generated through planetary ball milling of powder mix compraise of aluminium (Al) and manganese dioxide (MnO2). The powder mix of Al and MnO2 is considered in the weight proportion of 1:2.416 and milled for 120, 240 and 360 min. In the milling jar, the powder mix will experience impact force while collusion with ball-powder-ball and ball-powder-wall of the jar. These impact force will cause cyclic deformation and fracture of the powder mix, which results in the synthesis of nano alumina. The morphology of the powder mix prior to milling and post milling for different times has been studied by scanning electron microscope and X-ray diffraction. Cast composites have been synthesized via liquid metallurgy technique using Al6061 as matrix and generated alumina particles by milling is considered as reinforcement. Comparative study have been conducted between the composites prepared by considering Al6061 as matrix and as received powder as reinforcement with the composites prepared by considering Al6061 as matrix and alumina generated through the milling as reinforcement. The reinforcement added to the the matrix in the varying proportions of 0.5, 1 and 1.5 wt% of particles before milling and after milling. The effect particles size related to hardness and wear property of cast composites are studied. It was found that the wear resistance increased monotonically with hardness.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Nanocomposites are the most favourable materials towards manufacture of automobile and aerospace parts. Nanoparticles can upsurge the properties of the nanocomposites only if nano reinforcements are implanted uniformly into the matrix [1, 2]. Composite production usually involves incorporating uniformly the particles into the matrix. Thereby, the matrix and the particles mix together to form a new lightweight material which can be employed in automobile and aerospace [3,4,5].
The stir casting technique in comparison with other techniques have an advantage in connection with the selection of the materials, in the matrix–reinforcement bonding, cost effective and good productivity [6]. However, this process has two main problems, one is the poor wetting of reinforcement with the molten matrix and the other is because of difference in density amid particles and matrix, particles have a tendency to sink or float in the matrix melt. Consequently, the dispersion of reinforcement is not uniform [7]. Addition of reactive alloying elements such as Mg, Cu and Li to the matrix melt instantly after the addition of reinforcement, the said problems may be confronted, partly [8].
Combining milling with stir casting is an added advantage to overcome the above-listed problems. In this case, the reinforcement particles are subjected to milling before adding it to the molten matrix [9]. In the ball milling process, a mixture of oxide and metal powders are milled in a vial comprising of balls. The collision of the balls with the powder mixture causes plastic deformation and fracture of the deformed metal powder and fragmentation of the oxide powder. The fragments of the oxide powder are positioned in the interfacial boundaries of the welded metal powder [10,11,12,13,14], resulting in the generation of new phasealong with reduced particle size. The new phase generated through ball milling can be used as reinforcement particles in the stir casting process. Therefore, ball milling can be combined with stir casting efficiently to synthesize nanocomposites as it reduces the size of the particles to the nano-scale, it enhances the wettability of reinforcement with the matrix resulting in uniform dispersion of the nanoparticles [15].
Tahamtan et al. [16] have synthesised composites via modified stir casting method. Un-milled and milled particles are separately incorporated to the matrix to prepare cast composites, and also author has prepared the cast composites with the addition of milled particles of alumina–Al–Mg mixture as reinforcement to the matrix Al alloy. Author observed that, ball milling of powders mixture (Al2O3–Al–Mg) caused uniform distribution of alumina particles in Al matrix. Author claims that, ball milling reduces the microscopic roughness, micro channels on alumina surfaceand also observed decrease in aspect ratio which iscircular in shape of the alumina particles which in tern enhances the wettability between the matrix and reinforcement in stir casting.
Akbari et al. [17] have succesfully synthesised cast composites by combining ball milling with stir casting. Before adding 'Al2O3–Al–Cu' powder mixture as reinforcement in to the A356 matrix, 'Al2O3–Al–Cu' powder mixture are separately milled at variuos milling times and then integrated into alloy matrix through stir-casting route. Uniform dispersion of individual nanoparticles and grain refinement of A356 matrix are observed.
Thirugnanasambandham et al. [18] have synthesized cast composites using Mg–Al alloy as matrix and Al2O3 as reinforcement. In this work, author have separately performed milling of Mg–Al alloy in the ration of 65:35 before preparing cast composites through stir casting. The milled mixture of Mg–Al alloy is then considered as matrix in the crucible and the Al2O3 reinforcement of 50 nm size is added to the molten Mg–Al alloy to synthesize cast composites. Author has observed improvements in impact strength, hardness, tensile and yield strength.
Madhusudan et al. [19] have prepared cast nano-composites using a modified stir casting method. Here, the micro particles of SiC are subjected to milling for 45 h in a planetary ball mill to reduce the size to the nano level. Milled particles of SiC are then added to the commercial pure aluminium matrix by by stir casting method. The author have observed uniform dispersion of SiC particles in the matrix and improvement in vickers micro hardness.
Salari et al. [20] have developed nano titania powder by mechanochemical processing of titanium oxysulfate (TiOSO4) precursor. Precursor is subjected to milling in a high energy ball mill using sodium chloride (NaCl) as diluent phase followed by heat treatment. Author observed that, the size of TiO2 reduced to nanocrystalline size of TiO2 as the milling time increases. It is as well observed that, the TiO2 particles has crystallite size between 5 and 28 nm.
It is clear from the literature that, researchers are finding combined approach to synthesise nano composites. It is observed that, powder metallurgy is being combined with liquid metallurgy to synthesise nano composites which results in uniform distribution of the particles in the matrix. Also, researchers are combining as received powder (SiC, ZrO2, Al2O3 etc.) with aluminium powder in the milling chamber before dispersion into the matrix via stir casting.
In the current study, a novel method is used to generate nano sized alumina (Al2O3) reinforcement by milling a mixture of Al and MnO2 and then these alumina particles are dispersed in the matrix through stir casting to synthesize nano composites. Composites are synthesized by combining ball milling and stir casting. There are two folds of the ball milling, (i) To synthesize particles of nano alumina, (ii) To retain the produced particles of nano alumina materially seperate with the existence of coarser aluminium particles. Since, the generated nano particles of alumina are accompanied with coarser particles of aluminium, the dispersion of the alumina particles in the molten aluminium matrix while preparing composites through stir casting, is expected to be uniform. There is an effort to understanding the microstructure of the particles and the cast composites, followed by the study on the hardness and the wear behaviour.
2 Experimental Study
2.1 Choice of Matrix and Powder Mix
In the current study, Al6061 is selected as matrix material, The specification of Al6061 is shown in Table 1. The reinforcement Al2O3 is synthesized seperately through the ball milling of manganese dioxide (> 98% purity and density 5 g/cm3) with aluminium metal powder (> 99% purity and density 2.70 g/cm3). The seperately synthesized Al2O3 is used as reinforcement in the synthesis of cast composite via stir-casting. The initial powders of aluminium and manganese dioxide are considered on the basis of ability to react, economy, availability and applicability.
2.2 Generation of Reinforcement by Ball Milling
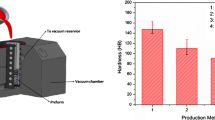
The ratio of Al and MnO2 powders are maintained as 1:2.416 and the powder mixture is subjected to milling through high energy planetary ball mill as shown in Fig. 1. 30–40 ml of process control agent (toluene) is used to avoid cold welding between the particles. The diameter of the tungsten carbide balls used in the milling chamber is 10 mm and the ratio of ball to powder mixture is maintained as 1:2. The balls inside the milling chamber will apply impact force with powder mix. The powder mix is subjected to milling for the durations of 120, 240 and 360 min at 300 rpm. Inside the milling chamber, MnO2 is reduced by aluminium by reacting with oxygen to generate Al2O3 as shown in Eq. 1, at the points of impact during milling. The generated Al2O3 is used as reinforcement in the synthesis of cast composite via stir casting.

Flow chart for milling of powder mixture to generate alumina as reinforcement
2.3 Stir Casting
Approximately 900 g of Al6061 is melted and superheated to 900 °C in a crucible (clay–graphite) in the muffle furnace. The measured quantity of powder mix is added into molten Al6061 at the rate of approximately 6–8 g/min. To enhance the wettability, 2 wt% magnesium is enfolded in aluminium foil and charged to the molten slurry subsequent to the addition of the powder mix. To uniformly disperse the reinforcement particles aflat blade stirrer is used to stir the molten slurry. The stirrer speed is keept at 300 rpm. The melt is poured to the pre-heated mould. To attain uniform dispersion throughout the casting, the mold having the cast ingot is air cooled. Figure 2 shows the procedure followed in the synthesis of nano composite.

Flow chart for the synthesis of nano composite via stir casting process
3 Results and Discussion
3.1 XRD Analysis
As received powders of Al and MnO2, and powder mix after milling is examined under XRD and the patterns are compared. XRD pattern is recorded in 10–90° two theta range using Cu–Kα radiation target. Different phases are recognized using inorganic JCPDS XRD data card. It is observed that, MnO2 is losing oxygen and reacting with Al to generate Al2O3 as shown in Fig. 3. Progressively with milling, it is observed that, the hight of the peaks are reducing and the broadness is increasing.

XRD patterns of powder mixture before milling and after milling for 120, 240, and 360 min
3.2 SEM Analysis of Powder Prior to and Post Milling
The SEM analysis is done using EVO LS 15, Carl Zeiss, Germany. Figure 4a shows the morphology of as received powder mix, and Fig. 4b to d shows the morphology of powder mix post milling about 120, 240 and 360 min. The as-received powder are observed coarser and irregular in shape and the average particle size of Al found to be 1.84 μm and MnO2 found to be 0.74 μm as shown in Fig. 4a. MnO2 oxides particles being brittle in nature breaks into smaller sizes during milling, appearing bright and ductile Al particles flattened by continuous beatings in the milling chamber and breaks only after the ductility elapses, appear dull as shown in Fig. 4b to d. Progressively during milling, grain size refinement is observed, the avg. size of powder mix milled for 120 min is 560 nm, 240 min is 75.1 nm and 360 min is 53.9 nm. The fine microstructure and regular shape and the size is also observed.

SEM micrographs of powder mix (a) before milling and after milling for (b) 120 min, (c) 240 min, (d) 360 min respectively
3.3 SEM Analysis of Nanocomposites Prepared by the Incorporation of Powder Mix Prior to and Post Milling
Synthesized composites have been designated as follows,

E.g. The composite designated as AM2P1.5 indicates that it is prepared by the incorporation of 1.5 wt% powder mix milled for 120 min.
The composites synthesized have been examined for microstructure under SEM (EVO LS 15,Carl Zeiss, Germany) at higher magnification of ×2000. Figure 5 shows SEM micrograph of cast composites prepared with reinforcement without milling (AM0P2) and cast composites prepared with reinforcement with milling for 120, 240 and 360 min (AM2P2, AM4P2 and AM6P2). Some dark spots are observed in AM0P2, which represents the porosity in the composites, the bright parts are due to the sharp edges of brittle oxides.

SEM micrographs of different cast composites at ×2000 magnification, developed by addition of 2 wt% powder mix. a AM0P2, b AM2P2, c AM4P2, and d AM6P2
More number of dark spots are observed in cast composite prepared with the addition of particle without milling i,e AM0P2, which leads to porosity, It is observed that, in cast composites AM2P2, AM4P2 and AM6P2 the reinfrorcement is uniformly distributed as observed as shown in Fig. 5. Dark spots represents porosity, which can not be eliminated completely, because porosity is normally accredited to the particle affection towards bubble while synthesis. This happense while the transfer of particle at the vortex.
3.4 Macro Hardness
The base alloy and cast composites are tested for hardness under Brinell hardness. 2.5 mm ball indenter (hardened steel) applies 62.5 kg force for 30 s on a sample prepared as per ASTM E10, and the microscope is used to measure the indentation diameter. The diameter of each indentation is measured perpendicular to each other and the average of two diameters is considered to calculate the hardness. Average of atleast eight indentations at various locations on each samples are considered as the hardness of the composite. The variation in the hardness of base alloy and the cast composites with the rising incorporation of powder mix is shown in Fig. 6.

Average Brinell hardness of cast composites for different percentage in reinforcement with different milling duration
There is a rise in the hardness is noted with the increase in the milling time and raise in the addition of reinforcement. Generated nanoparticles dispersed in the matrix strenghtens it by resisting the dislocation movement. The even distribution of the reinforcement in the matrix lock the grain boundaries and offers resistance to the plastic flow of the matrix, when the load is applied through the indentor. There are two main reasons for the even distribution of the reinforcement in the matrix, (i) The reinforcement particles are subjected to milling before adding it to the molten matrix, this reduces the micro channels and surface roughness on the reinforcing particles and helps in the even distribution of the powder mix in the matrix, (ii) Addition of Mg immedietly after the addition of reinforcement into the melt, helps in reducing the surface tension of the melt, which promotes proper wetting between matrix and the reinforcement particles during casting. Maximum hardness is observed for the cast composites AM4P1.5. There is a slight reduction in the hardness for the cast composites prepared with AM4P2, which may be because of the presence of a larger quantity of coarser particles and porosity in the sample. Reinforcement addition is restricted to 2 wt% because of the limitation from tensile behaviour which is not mentioned.
3.5 Wear Test for 20 N and 40 N Loads
Wear tests are performed with the help of a pin-on-disc apparatus. All the samples are prepared as per ASTM G99 with diameter of 10 mm and the length of 30 mm. The pins are loaded in opposition to the disc with dry sliding wear conditions at a fixed sliding distance of 1000 m, the sliding velocity of 2 m/s and track diameter of 90 mm for the load of 20 N and 40 N. Wear resistance is considered as the reciprocal of weight loss during the test. The wear resistance of the cast composites increases with decrease in particle size by increasing in milling time compared to base alloy and nanocomposites prepared by the incorporation of reinforcement without milling as depicted in Figs. 7 and 8 correspondingly. The increase in the wear resistance is due to (i) The use of milled particles as reinforcement, (ii) The use of Mg during casting, which enhances the wettability between particles and the melt, which in turn, ensures proper embedding of particles in the matrix during casting. Highest wear resistance under the load of 20 N is observed for the cast composites AM6P1.5. Highest wear resistance under the load of 40 N is observed for the cast composites AM6P1.

Weight loss in grams for alloys and composites tested under 20 N load

Weight loss in grams for alloys and composites tested under 40 N load
Even though, the reinforcement particles contain a greater number of nano-particles, there are few numbers of larger particles also present. Therefore, the reinforcement particles will be a mixture of nano and larger particles. There is a variation in hardness and wear property for the cast composites, which may be because of the presence of a larger quantity of coarser particles and porosity in the sample. High stress concentration at the inter-phase of the larger particles with the matrix is the major mechanism behind the variation of the results. Although, the there are variation in the results of both hardness and the wear properties, the results of all the cast composites are well above the results of base alloy.
3.6 Morphology of Worn Surfaces for 20 N and 40 N Load
Figure 9a shows the worn surface of Al–Mg alloy, which shows deep grooves, plastic deformation and surface abrasion. Therefore, high material loss and substantial wear rate is observed. The sliding direction, cavities because of delamination and surface tearing is also observed. Figure 9b shows the worn surfaces of composites prepared with 1.5 wt% of un-milled powder, shows small grooves on the worn surfaces, also formation of parallel lips may be observed. Basically, coarser MnO2 and Al2O3 generated during processing of composites avoids wear by shielding the matrix, enhancing the wear resistance.

SEM micrographs showing the wom surfaces of a Al–Mg alloy, b composites developed by addition of 1.5 wt% reinforcement (before milling) and c, d and e are composites developed by addition of 1.5 wt% reinforcement after milling for 120, 240, and 360 min respectively at a magnification of ×500 for a load of 20 N
In composites developed by 1.5 wt% of powder mix milled for 120, 240 and 360 min are shown in Fig. 9c to e respectively. Plastic deformation leads to work hardened layer which prevents the pin from wear loss, also, development of small wear grooves and the dislocation motions are hindered by nano particles by restraining the dislocation, causing dislocation loaded locally. This triggered work hardening in the composite consequently increase in wear resistance compared to alloy and composite with powder mix without milling. Plastic deformation domination of adhesive wear over the abrasive wear is observed. The occurance of particles of oxide on the worn surface shows oxidation, the groove filled with oxides improves lubrication, which rises the wear resistance.
In the composite prepared by the incorporation of reinforcement with milling for 120, 240 and 360 min, although, there are groove, fracture and crack at few points are observed, but because of the formation of the adhesive pit and oxide debris as depicted in Fig. 9c to e which acts as lubricant between the rubbing surface leads to improved wear resistance in the composites. The maximum wear is observed in the alloy and cast composite with unmilled particle incorporation. However, the wear resistance increases in cast composites by the addition of particles with an increase in milling duration which may be due to increased bonding between matrix by the presence of a more significant number of finer particles and the particles and homogeneities associated with the structure.
Since the normal load is directly proportional to the wear, as the load increases from 20 to 40 N, the wear also increases which is observed in Fig. 10. There is a significant number of cracks and delamination are observed in the base alloy as shown in Fig. 10a and in the composite prepared by the addition of reinforcement without milling which indicates the abrasive type of wear. More plastic deformation and oxide debris along with groove, crack and ploughing at few locations are noted in the nanocomposite prepared by the incorporation of reinforcement with milling for 120, 240 and 360 min. More deformation takes place in the and the flow of material in the direction of sliding increases with the increase in load because of the raise in surface temperature, that softens the material as shown in Fig. 10b to e.

SEM micrographs showing the wom surfaces of composites developed by addition of 1.5 wt% reinforcement a before milling, and after milling for b 120 min, c 240 min, and d 360 min respectively at a magnification of ×500 for a load of 20 N
Figure 10a represents the wornout surface of the base alloy tested at higher load of 40 N. Which shows quite a few grooves and scratches due to lower hardness, indicating abrasive wear mechanism. At higher load, local heat generation takes place while friction, makes softening of the material, causing more adhesion amid the pin and the disc. Whereas, as shown in Fig. 10b the composite prepared with un-milled powder mix shows lesser amount of grooves and scratches compared to the base alloy, because of the presence of coarser MnO2 and Al which considerably resist the adhesion wear. Figure 10c to e shows the worn surfaces of composites prepared with milled powder tested under 40 N load shows several fine particles embedded inside the grooves. These particles lessen the softness and therefore, the prepared composite displayed good adhesion resistance than the Al–Mg alloy. The asperities on the pin collects the oxide debris to form a shielding layer, which reduces the wear rate.
There are certain limitations of the current work, which are, (i) wt% of nano reinforcement cannot be more than 5 wt% because of problem of clustering of particles, (ii) cannot avoid oxidation completely (iii) agglomeration cannot be completely eliminated in this process [21, 22].
Future scope of this work is, (i) the cast composites can be tested for fatigue loading, compression loading, (ii) repeatability of the experiments can be investigated with the design of experiments or Taguchi technique and (iii) can continue the work with secondary process like extrusion, forging, rolling and shot peening to reduce porosity [23].
4 Conclusions
In the present study, nano sized Al2O3 is generated via ball milling process and those generated Al2O3 particles are dispersed uniformly in the Al–Mg alloy matrix through stir casting to synthesize composites. The microstructure, hardness and wear properties of proposed composites are studied. The following are the conclusions drawn,
-
1.
The alumina nanoparticles are successfully generated as evident from XRD.
-
2.
The liquid metallurgy route is successfully adopted to prepare cast composites.
-
3.
The hardness of the cast composites with powder mix milled for different duration is found to be increased in comparision with the base alloy and cast composites with un-milled powder mix.
-
4.
The wear resistance of the cast composites with powder mix milled for different duration is found to be increased in comparision with the base alloy and cast composites with un-milled powder mix.
-
5.
Morphology of the worn-out surfaces at the same operating parameters at 20 N load indicates the abrasive type of wear in the base alloy and cast composite developed with the addition of particles without milling and adhesive type of wear in cast composite developed with the addition of particles with milling for different durations.
-
6.
It is observed that there are few grooves, crack and increase in plastic deformation at the load of 40 N, which indicates the combination of abrasive and adhesive types of wear.
References
Ying DY, Zhang DL (2000) Processing of Cu–Al2O3 metal matrix nanocomposite materials by using high energy ball milling. Mater Sci Eng, A 286:152–156
Liu J, Cao G, Zhu X, Zhao K, An L (2020) Optimization of the microstructure and mechanical properties of heterogeneous Al-Al2O3 nanocomposites. Mater Today Commun 25:101199
Girish KB, Shobha BN (2018) Synthesis and mechanical properties of zirconium nano-reinforced with aluminium alloy matrix composites. Mater. Today Proc. 5(1):3008–3013
Cabeza M, Feijoo I, Merino P, Pena G, Perez MC, Cruz S, Rey P (2017) ‘Effect of high energy ball milling on the morphology, microstructure and properties of nano-sized TiC particle-reinforced 6005A aluminium alloy matrix composite. Powder Technol 321:31–43
Taherzadeh Mousavian R, Azari Khosroshahi R, Yazdani S (2016) Fabrication of aluminium matrix composites with nano to microsized particles. Mater Des 89:58–70
Sivananthan S, Ravi K, Samson Jerold Samuel C (2020) Effect of SiC particles reinforcement on mechanical properties of aluminium 6061 alloy processed using stir casting route. Mater Today Proc 21:968–970
Tahamtan S, Halvaee A, Emamy M, Zabihi MS (2013) Fabrication of Al/A206-Al2O3 nano/micro composites by combining ball milling and stir casting technology. J Mater Design 49:347–359
Ghanaraja S, Ali S, Ravikumar KS, Likith P (2018) ‘Characterization and study of mechanical and tribological properties on titanium di oxide (TiO2) coated 304L stainless steel. AIP Confer Proc 193(1):020075
David Raja Selvam J, Robinson Smart DS, Dinaharan I (2013) Synthesis and characterization of Al6061-Fly Ash-SiC composites by stir casting and compocasting. In: 10th Eco energy and material science and engineering, vol 34, pp 637–646
Rama Murthy Raju P, Rajesh S, Sita Rama Raju K, Ramachandra Raju V (2017) Evaluation of fatigue life of Al2024/Al2O3 particulate nano composite fabricated using stir casting technique. Mater Today Proc 4(2):3188–3196
Pakserest AH, Ahmadian Baghbaderani H, Yazdani Rad R (2016) Role of different fraction of nano size SiC and milling time on the microstructure and mechanical properties of Al-SiC nanocomposites. Indian Inst Mater 69(5):1007–1014
Hernandez Martinez SE, Cruz Rivera JJ, Garay Reyes CG, Elias A, Martinez Sanchez R, Hernandez Rivera JL (2015) Application of ball milling in the synthesis of AA 7075–ZrO2 metal matrix nanocomposite’. Powder Technol 284:40–46
Xu W, Galano M, Audebert F (2017) Nanoquasicrystalline Al-Fe-Cr-Ti alloy matrix/γ-Al2O3 nanocomposite powders: the effect of the ball milling process. J Alloy Compd 701:342–349
Angers R, Krishnadev MR, Tremblay R, Corriveau JF, Dube D (1999) Characterization of SiCp/2024 aluminum alloy composites prepared by mechanical processing in a low energy ball mill. Mater Sci Eng A 262(1–2):9–15
Corrochano J, Lieblich M, Ibanez J (2011) The effect of ball milling on the microstructure of powder metallurgy aluminium matrix composites reinforced with MoSi2 intermetallic particles. Compos A Appl Sci Manuf 42(9):1093–1099
Ghanaraja S, Ray S, Nath SK (2014) Synthesis and characterization of γ-Al2O3 nano powder by disc milling of Al and MnO2 powder. Proc Mater Sci 5:416–425
Karbalaei Akbari M, Baharvandi HR, Mirzaee O (2013) Fabrication of nano-sized Al2O3 reinforced casting aluminum composite focusing on preparation process of reinforcement powders and evaluation of its properties. Compos B Eng 55:426–432
Thirugnanasambandham T, Chandradass J, Baskara Sethupathi P, Leenus Jesu M (2018) Fabrication and mechanical properties of alumina nanoparticle reinforced magnesium metal matrix composite by stir casting method. SAE Tech Paper 28:0098
Madhusudan BM, Raju HP, Ghanaraja S (2021) Study of microstructure and mechanical properties of ball milled nano-SiC reinforced aluminium matrix composites. J Inst Eng India Ser D 102(1):1–6
Salari M, Rezaee M, Marashi P (2009) ‘Inhibitory effect of increasing milling time on anatase to rutile phase transformation of mecanochemically synthesized titania nanoparticles. SAE Tech Paper 01:0120
Ghanaraja S, Ramanuja CM, Gowda CJG, Abhinandhan KS (2015) Fabrication and mechanical properties of Al (Mg)-TiO2 based in-situ composites. Mater Today Proc 2(4–5):1282–1290
Madhusudan BM, Raju HP, Ghanaraja S, Sudhakar GN (2021) Study of microstructure and mechanical properties of ball milled nano-SiC reinforced aluminium matrix composites. J Inst Eng D 102(1):167–172
Ghanaraja S, Nath SK, Ray S (2014) Processing and mechanical properties of cast Al (Mg, Mn)-Al2O3(MnO2) composites containing nanoparticles and larger particles. Metall Mater Trans A 45A(8):3467–3480
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ravikumar, K.S., Ghanaraja, S. & Ramesh, M.R. Effect of Milling on the Hardness and Wear Behaviour of Cast Al6061 Reinforced with Al2O3 Nanoparticles. J Bio Tribo Corros 8, 1 (2022). https://doi.org/10.1007/s40735-021-00598-1
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-021-00598-1