
Abstract
The nano-sized particle-reinforced metal matrix composites are the new potential material which could be applied in many industry fields, which possess superior strength, ductility, and wear resistance in comparison with micro-sized particle-reinforced composites. However, the fabrication methods of nanoparticles are complex and expensive. In the present research, micron size SiC particles are milled for 45-hours in wet milling arrangement of a planetary type ball mill and the milled powder has been analysed with DLS-Particle size analysis, SEM and TEM analysis. Synthesized nano-SiC particles are dispersed in an aluminium alloy by modified stir casting technique. Microstructure of the developed nanocomposites has been studied under FESEM analysis. The study of mmechanical properties reveal that the presence of nano-SiC particles has improved significantly the strength and hardness.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Nano crystalline Silicon carbide (SiC) ceramic is one of the most widespread groups of highly advanced ceramics, has great potential to replace high-temperature metals and improve upon them in many demanding applications, especially for structural applications due to its high hardness, good wear resistance and chemical inertness [1].
At present, the nano-sized particle-reinforced metal matrix composites could be synthesized by different methods. SiC particle reinforced aluminium alloy matrix composites are useful in the defence, aircraft and automotive industries [2]. Hence, the production of aluminium-based nanocomposites is receiving considerable significance in reaching the requirements of various industries [3]. Diffusion of harder ceramic secondary phase in the matrix alloy to synthesize MMNCs has also been reported to be more advantageous and economical due to its high specific strength and corrosion resistance properties [4, 5]. Top down and bottom up approach are two different strategies used to processing of nano silicon carbide powder [6]. Top down approach is essentially dividing bulk size particles into smaller size particles by the use of conventional size reduction techniques [7]. Bottom up approach is binding of small size individual molecules into bigger and complex structure in order to form nano-sized material [8]. The present study is an effort to synthesis nano-sized silicon carbide using planetary ball milling technique of top down approach and development of nano composites using synthesized nano-SiC particles [9].
Experimental Procedures
Synthesis of Nano Particles
A planetary ball milling machine is used in the present investigation to the synthesis of SiC nanopowder, 20 g of SiC powder is loaded to high energy planetary ball mill and milled for up to 45 hours of milling time in wet milling arrangement. In order to obtain progressive milling effect milling jar has divided into 3 parts with an equal volume of space. The lower part (1/3) of the jar is filled by about 20 grams of SiC powder, the middle part (2/3) filled with milling balls and remaining 1/3 of space in the top is maintained free for the balls to move and in turn [10], generate milling effect. Milling speed for the process has been optimized to 300 rpm, ball to powder weight ratio was optimized to 8:1[11]. The milling is carried out in a closed atmosphere wet milling arrangement by using 30–45 ml of toluene is used as process control agent (PCA) in the present trial to minimize the cold welding of milled powder and also it acts as surfactant and controls the sticking of powder particles to the surface of the jar [12]. Ball milled sample were characterized for changes in the morphology of SiC particles.
Processing of Nanocomposites
Commercially pure aluminium of 600 gm is heated to desired operating temperature in a stainless steel crucible inside the muffle furnace. The skimming of melt before addition of any reinforcement was practised to remove slag and other impurities [13]. The weighed amount of ball milled silicon carbide powders was added into the molten aluminium. The processing temperature of 900 °C was maintained during the trial and SiC particles addition with a rate of 6–8 g/min is followed [14]. A flat blade mechanical stirrer has been effectively used to dispersion of milled SiC particles into the melt. In order to ensure proper mixing of milled SiC particles with matrix alloy, the two stages mixing of matrix and reinforcement was done during processing [15]. An initially, a suitable quantity of milled SiC particles with an equal proportion of aluminium powder is blended in dry milling for a duration of 2 hours at 300 rpm. The blended powder mixture is added to molten aluminium during processing and stirred well. The stirrer speed of 450 rpm was maintained and the temperature of the melt is kept in ± 10 °C of the 780 °C throughout stirring [16]. A magnesium lump of 2 wt.% was inserted into the slurry just after the dispersion of SiC particles. The stirring of the melt is carried out for 10 min [17]. The split mould is fixed right under the stopper and once after collecting the melt and then mould is allowed to cool in room temperature, no degassing practise of the melt was followed during any stage of processing. The 10 mm sample was cut from the cast rectangular plate and polished was used for microstructural and mechanical properties analysis [18, 19].
Results and Discussion
The investigation starts with milling SiC powder in a planetary mill. The milling parameters include ball to powder weight ratio, milling speed, number of balls used, and quantity of process control agent have been optimized. The extent of generation of nano-SiC increases with an increase in milling time. Since SiC powder having brittle deformation characteristics, progressive milling may readily break SiC particles into nano sizes. Powder particles in milling jar during milling are subjected to larger mechanical fracture due to inducing of high impact energy between ball–powder-ball and ball-powder-container collisions that occur during mechanical milling.
DLS-Particle Size Analysis of SiC Milled Powder
The ball milled SiC powder sample after 40-h of milling time has been analyzed by DLS particle size analyzer and it is observed that gradual decrease in mean particle size after every 10-h of milling that could be due to impact force acting on the powder particle struck in between the balls also between ball and surface of the jar [20]. Powder particles in the container are leads to fast splitting of particles due to collisions that occur during mechanical grinding.
From the Fig. 1a, it is observed that particles size distributions are in the range of 57.5–291.5 nm. From the Fig. 1b, it is observed that average particle size has greatly decreased to 70 nm at the end of 40 h of milling time and 70 vol% percentile of a particle passing below the size range of 92 nm. From the Fig. 1c, it is cleared that 96.1 vol% of particles are having a size below 71.6 nm and width of 57.9 nm and remaining 3.9 vol% of the particle are having a diameter below 768 nm and width of 499 nm.

DLS-particle size analysis for 45-h milled SiC sample a percentile chart, b particle size distribution graph and c peak summary
FESEM Analysis Ball Milled Powder
The morphology of SiC particles after 40-h of milling time, as observed under FESEM is shown in Fig. 2. The particles are greatly fractured and larger fraction of nano size particles in 40-h milled samples are observed, this could be due to excess work hardening and enhancement of brittleness of the particles by milling [21, 22]. The greater number of irregularly shaped nanoparticles is observed after 40-h milled powder is shown in the Fig. 2b, this may be due to continuous milling. Bigger size agglomerated SiC particle is also noticeable in the FESEM micrograph 4.10. As an increase in the number of nano-sized particles in the sample tends to increase in agglomeration due to the high surface energy of nanoparticles.

FESEM micrographs showing change in morphology of SiC powder milled for 45-h at 300 rpm a at lower magnifications and b at higher magnifications
Transmission Electron Microscopy Analysis
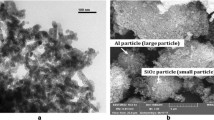
The fine SiC particles ball milled for 40-h is examined by the use of high-resolution bright field transmission electron microscopy (HRTEM) for microstructure study and determination of particle shape, particle size and phase analysis of SiC are as shown in Fig. 3.

a TEM micrographs of ball milled SiC powder after 45-h at 300 rpm and b selected area diffraction electron pattern showing sharp ring- spot pattern
High resolution black and white images are produced in the TEM is a result of the interaction of energetic electrons and samples in the vacuum. Darker area of the images indicates the dense area of the object whereas lighter area represents the spot where numbers of electrons are able to pass through the samples [23].
The microstructure of the sample is predominantly nanocrystalline with particle sizes ranges from 57.5 nm to 290 nm, as shown in Fig. 3, the corresponding SAED pattern as shown in Fig. 3b shows a number of sharp ring spots with several spots coinciding with the rings show the presence of polycrystalline.
Thus, the microstructure is predominantly nanocrystalline with a little volume of coarse grains present in it.
High–angle annular dark field STEM images have been used to identify small areas of the element in the 40-h milled sample and elemental mapping scanning was employed to validate the distribution of phases of nanoparticles as shown in the Fig. 4. The micrograph shows silicon (Si) indicated green in colour, carbon (c) indicated red in colour are fairly well distributed in the respective X-Ray map indicating the milled sample.

HAADF-STEM micrographs and X-ray map for the elements of interest over the micrograph of 45-h ball milled SiC particles
Density and Porosity Content in Cast Composite
The variation of density and porosity content of Al–SiC of nanocomposites is determined by Archimedes principle. It is found that density of Al–Mg alloy is 2.66 gm/cm3 and density of Al–SiC nano composite is 2.69 gm/cm3, the density of developed composite is higher than that of base alloy. It is evident from the result that increase in density of nanocomposites may be due to good wettability between the matrix and reinforcement, presence of magnesium may lead to well distribution of SiC particles in the matrix. It is observed that increase in porosity of 9.45% with increase in addition of powder mix, that could be due to attachment of particles with bubbles during casting, and this attachment takes place at the time of particle transfer by stirring. It may also happen during solidification of composites as the dissolved gas starts nucleating on the heterogeneous surface of the particle.
FESEM analysis on Cast Nano Composites
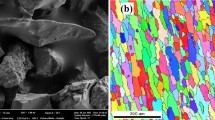
Evolution of microstructure of Al–SiC MMNC fabricated by adding 2 wt.% of milled SiC particles are as shown in the Fig. 5. It is observed that bright particles of SiC which are of nano size, visible at higher magnification, the number of such particles increases with increase in addition of milled SiC particles as evident by comparison of microstructure at Fig. 5a, b lower and higher magnifications.

FESEM micrographs of Al–SiC nanocomposites a at lower magnification and b at higher magnification
As a result of subsequent addition of blended powder to the melt as result in melting of aluminium powder and stirring has been able to keep the SiC particles still separate in melt. Blended powder mixture of 2 wt.% is added to molten aluminium during processing of composites, an aluminium particle melts on an addition to molten aluminium and keeps the SiC nano particle separately.
Hardness of Cast Composites
The average Vicker’s micro hardness of the Al–Mg base alloy and the composite synthesize by addition of a 2 wt.% of milled powder mix are 111 and 146.6 MPa, respectively. It is observed that the hardness of the composites increased, that could be due to presence of more SiC particle, since SiC particles are harder than aluminium alloy, and the inherent property of hardness is rendered to the soft matrix. In order to illustrate the presence of nano-SiC particles, energy dispersion spectrum was conducted. The microstructure of EDS analysis of composite obtained by the dispersion of nano-SiC particles in aluminium melt is as shown in Fig. 6a. The micrograph shows the number of small fine particles along with a few relatively larger particles, which are clearly visible. EDS analysis clearly endorse the presence of different elements with different wt.% in cast composite, it shows that there is a considerable presence of aluminium and SiC in the cast composite. The silicon and carbon peaks correspond to the presence of SiC nanoparticles, which are uniformly distributed in the matrix. The variation of microhardness on the cast composites are shown in Fig. 7a and the indentation of corresponding locations is shown in Fig. 7b. The developed composites shows the maximum micro hardness of 178.2 MPa and 179.6 MPa in 4th and 5th indentation respectively.

FESEM of composite designated AMS4, developed by addition of 2 wt.% of ball milled SiC showing EDX analysis

a The variation of microhardness on the cast composites and, b Indentation location of the corresponding trials
Conclusions
The nanoparticles of silicon carbide (SiC) have been generated by wet milling arrangement in a planetary ball mill. The cast aluminium-based nanocomposites of Al–SiC nanocomposites have been developed by addition of the desired amount of synthesized nano-SiC powder milled for 45-h of duration into the molten Al–Mg alloy followed by casting in a permanent mould. The conclusions of the present study are outlined below.
-
1.
SiC powder have been ball milled to upto 45-hours of time in wet milling arrangement by using toluene as a process control agent, nanoparticles have been synthesized possibly due to the impact of ball-powder-ball and ball-powder-container collisions with the ball to powder weight ratio 1:8 was maintained constant during the process.
-
2.
DLS-Particle size analysis of SiC particles milled for 45-h shows, decreasing in particle size as an increase in milling duration. The milled powder mix contains fine nanoparticles of SiC and small quantity of unmilled coarser particles.
-
3.
Average particle size has greatly decreased at the end of 45-h of milling time and the majority of the particles are in the size range of 75–300 nm, which is evident from the DLS-Particle size analysis.
-
4.
FESEM micrograph portrays the microstructure of SiC particles ball milled for different duration of time shows a reduction in the particle size with increase in milling duration and the presence of fine nano-SiC particles in the samples.
-
5.
TEM images of the milled SiC particles endorse that milled SiC particles having irregular laminar in shape and SAED pattern shows a number of sharp ring spots coinciding with the ring confirm that the microstructure is predominantly nanocrystalline.
-
6.
The stir casting technique was successfully adopted in the fabrication of Al–SiC nanocomposites by addition of 2 wt.% of ball milled SiC powder.
-
7.
The density and percentage of porosity increases with an increase in the addition of milled powder in Al–SiC nanocomposites.
-
8.
Average Vicker’s micro hardness of the Al–Mg base alloy and the nanocomposite synthesize by addition of a 2 wt.% of milled powder mix are reported 111 and 146.6 MPa, respectively.
References
E.K. Drexler, Engines of Creation, the Coming Age of Nanotechnology, Fourth Estate, vol. 4 (Double Day Publication, London, 1990). (ISBN. 9780385199735)
H.S. Nalwa, Handbook of Nanostructured Materials and Nanotechnology, vol. 5 (Academic Press, London, 2000). (ISBN.9780125137607)
S. Ray, Synthesis of cast metal matrix particulate composites. J. Mater. Sci. 28, 5397–5413 (1993)
S. Ghanaraja, S. Ray, S.K. Nath, Synthesis and Characterization of γ-Al2O3 nano powder by disc milling of Al and MnO2powder. Proced. Mater. Sci. 5, 416–425 (2014)
N. Wilson, K. Kannangara, G. Smith, M. Simmons, B. Raguse, Nanotechnology, Basic Science and Emerging Technologies, vol. 3 (Chapman and Hall/CRC, Boca Raton, London, 2002). (ISBN.1584883391)
T.P. Yadav, R.M. Yadav, D.P. Singh, Mechanical milling: a top to down approach for the synthesis of nanomaterials and nanocomposites. Nanosci. Nanotechnol. 2(3), 22–48 (2012)
Metals Handbook, Properties and Selection: Nonferrous Alloys and Special-Purpose Materials, vol. 2 (ASM I, Materials Park, 1990). (ISBN.9780871706546)
R. Feyman, There is plenty of room at the bottom—an invitation to enter a new field of physics. Caltech Eng. Sci. 23(5), 22–36 (1960)
Y. Yang, J. Lan, X. Li, Study on bulk aluminium matrix nano-composite fabricated by ultrasonic dispersion of nano-sized SiC particles in molten aluminium alloy. Mater Sci. Eng. 380(A), 378–383 (2004)
C. Suryanarayana, Powder Metal Technologies and Applications, Mechanical Alloying, ASM Handbook, vol. 7 (ASM International, Materials Park, 1998), pp. 80–90
H.P. Raju, B.M. Madhusudan, S. Ghanaraja, Study on effect of different ball milling duration on SiC particles. Int. J. Res. Eng. Appl. Manag. 4(09), 20–28 (2018)
B.M. Madhusudan, H.P. Raju, S. Ghanaraja, Micro structural characterization and analysis of ball milled silicon carbide, in AIP Conference Proceedings, vol 1943 (2018), pp. 120–122. E-ISSN: 2162-8424
K. Akio, O. Atsushi, K. Toshiro, T. Hiroyuki, Fabrication, process of metal matrix composite with nano-size SiC particle produced by vortex method. J. Jpn. Inst. Light Met. 49, 149–154 (1999)
J. Lan, Y. Yang, X. Li, Microstructure and microhardness of SiC nanoparticles reinforced magnesium composites fabricated by ultrasonic method. Mater. Sci. Eng. A 386, 284–290 (2004)
C. Suryanarayana, E. Ivanov, in Mechanochemical Synthesis of Nanocrystalline Metal Powders, Advances in Powder Metallurgy, eds. by I.T. Chang, Y. Zhao (Exclusive licensee Science and Technology Review Publishing House, 2012), pp. 42–68
G.S. Attard, J.C. Glyde, C. Goltner, Liquid-crystalline phases as templates for the synthesis of mesoporous silica. Nature 378, 366–368 (1995)
M.C. Roco, “Nano Structured Materials, vol. 3, 3rd edn. (Kluwer Academic, New York, 1998), pp. 71–92
M. Singla, D.D. Dwivedi, L. Singh, V. Chawla, Development of aluminium based silicon carbide particulate metal matrix composite. J. Miner. Mater. Charact. Eng. 8(6), 455–467 (2009)
G.S. Attard, M. Edgar, J.W. Emsley, C. Goltner, The true liquid crystal approach to mesoporous silica, in Proc. Symp. Materials Research Society, vol 425 (1996), pp. 179–189.
G.S. Attard, M. Edgar, C. Goltner, Inorganic nanostructures from lyotropic liquid crystal phases. Acta Mater. 46, 751–758 (1998)
G.S. Attard, C. Goltner, J.M. Corker, S. Henke, R.H. Tempter, Liquid crystal templates for nanostructured metals. Angew. Chem Int. Ed. Engl. 36, 1315–1317 (1997)
H.L. Frisch, J.M. West, C.G. Goltner, G.S. Attard, Polymer J., Sci., A, Polymer. Chem. 34, 1823–1826 (1996)
A.F. Nadafi, G. Fard, H.R. Rezai, N. Ehasani, A study on sol gel synthesis and characterization of SiCnano powder. Sol–Gel Sci. Tech. 59, 205–214 (2011)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Madhusudan, B.M., Raju, H.P., Ghanaraja, S. et al. Study of Microstructure and Mechanical Properties of Ball milled Nano-SiC Reinforced Aluminium Matrix Composites. J. Inst. Eng. India Ser. D 102, 167–172 (2021). https://doi.org/10.1007/s40033-021-00257-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40033-021-00257-2