
Abstract
In the present work, the statistical investigation on corrosion behaviour of Silicon Carbide-reinforced Al6061 Aluminium metal matrix (AMMCs) composites using Taguchi technique has been reported. Stir casting technique was adopted for synthesizing Al/SiC composites containing 0%, 2%, and 4% weight percentages of SiC. The corrosion studies were carried out for test variables—wt% of SiC, normality of solution, and corrosion duration for the as-cast composite specimens. The specimens were tested in NaCl solutions of normality 1.0, 1.5, and 2 and the exposure period ranging from 40 to 80 days. Corrosion characteristics of the composites were statistically analyzed by employing the design of experiments approach using Taguchi technique. Influence of various parameters on corrosion behavior of composites were investigated by Signal-to-noise ratio and analysis of variance. Result of the research determines that greater corrosion resistance was obtainable by composites when compared to monolithic aluminium 6061 alloy in the chosen corrosion media. This phenomenon of decrease of corrosion rate with exposure time was attributed to possible passivation of matrix alloy with the formation of protective layer formed on the specimen exposed to NaCl protecting the base metal from aggressive environment. The corrosion morphology was studied by scanning electron microscopy (SEM).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Aluminum is the extreme prevalent matrix material for the Metal Matrix Composites (MMCs). Aluminum alloys are more attractive materials owing to their lower density, superior resistance for corrosion, high electrical and thermal conductivity, and higher damping capacity [1]. Composite materials based on Aluminium alloy are attractive prospective materials suitable for engineering applications as they exhibit outstanding blend of properties such as high strength-to-weight ratio, superior stiffness, thermal and electrical conductivities, low thermal expansion coefficient, and resistance for wear. By virtue of their exceptional mixture of properties, Aluminium alloy-based composites find varieties of applications such as automobile, aerospace, mineral and mining, defense, and additional associated segments [2,3,4,5].
The reinforcement and matrix interface shows a vital role in defining the properties of composites based on metal matrix. Physical and mechanical charecteristics of the MMCs such as ductility, strength, toughness, stiffness, creep resistance, fatigue resistance, coefficient of thermal expansion, thermal conductivity, and resistance for corrosion are reliant on the interfacial charecteristics [5]. The foremost apprehension is the high corrosion affinity of Aluminium alloys, deteriorated by the galvanic corrosion among the metallic matrix and functionally important particle or fiber reinforcement. Consequently, it is imperative to understand the corrosion charecteristics of composites to make them suitable for a variety of applications.
AMMCs are widely used in engineering applications, and therefore, it is important to understand the corrosion behaviour of AMMCs [6, 7]. The foremost drawback of the reinforced metal matrix composites is the effect of reinforcement on the corrosion rate as it declines the shielding film of oxide layer in composites of aluminum alloy, however, formation of particle interfaces in the matrix influences the corrosion charecteristics [8,9,10]. Composites are subjected to a number of corrosive atmospheres through the processes like pickling, cleaning, and many other. Materials made of aluminum and its alloys demonstrate high corrosion rates in corrosive medium [11,12,13,14].
The corrosion studies on composites reinforced with various types of ceramic particulates, such as SiC, Al2O3, and TiC, have been carried by Deuis et al. [15] in 3.5 wt% NaCl (sodium chloride) medium. They have concluded that the corrosion rate increases in the following order: Al2O3 < SiC < TiC. The corrosion resistance of composites were superior than their matrix alloys when the test was conducted in NaCl medium. The interfaces found to be preferred sites for passive film breakdown (pitting initiation sites), that produces voids, resulting in an easier breakdown of the oxide layer [16,17,18]. Pitting in composites has been observed at the reinforcement matrix interface [10,11,12]. Although several researches have been carried out by many researchers on the corrosion behaviour of MMCs, but there exist ambiguity and lack of understanding of corrosion behavior of 6061 Al-based MMCs as it is not reported significantly.
The objective of the present work is to carryout corrosion studies on Silicon Carbide-reinforced Al metal matrix composites fabricated by stirr casting technique under the as-cast condition, with reinforcement content of 0%, 2%, and 4% weight percentages of SiC by using Taguchi method. The corrosion studies were carried out for test variables—normality of solution, wt% of SiC and corrosion duration on the as-cast composite specimens. The specimens were tested in NaCl solutions of normality of the 1.0, 1.5, and 2 and the exposure period ranging from 40 to 80 days.
2 Experimentation
2.1 Composite Preparation and Experimentation
Al6061 alloy was used as the matrix metal. The composition of Al6061 alloy is given in Table 1.
Silicon carbide (SiC) particles with particle size ranging from 25 to 30 µm were used as a reinforcement. Before mixing in molten aluminium, matrix particles were pre-heated by an electric oven. Different percentages of SiC (0, 2, and 4% by weight) were used for mixing with Al 6061 matrix alloy to fabricate composites.
The Al/SiC composite materials were synthesized by adopting stir casting method. In stirr casting process, the ingots of 6061 aluminium were placed in the electric furnace in graphite crucible, and gragually the temperature was raised above the melting point 800 °C. After continuously heating for about 2–3 h, the aluminium completely melted. For proper mixing of aluminium melt and SiC particle, the aluminate-coated stirrer was used to form the “Vortex.” Stirrer was rotated at speed of 450 rpm to form “vortex” for about 5 min. Then desired calculated quantity of SiC particulates as per weight percentage which were already pre-heated to 350 °C were transfered to the “vortex” formed in aluminium melt and stirring was continued for about 2 min. After the stirring operation was completed, the molten mixture of Al/SiC was poured into a permenent metallic mould made up of cast iron of dimensions having diameter 60 mm and length of 180 mm. Composite castings were taken out from the moulds after solidification.
2.2 Corrosion Tests on the Prepared Specimens
Weight loss method was employed for corrosion test. The specimens for corrosion tests were prepared by machining to the required sizes and were weighed. Samples prepared were of as-cast Al SiC composite of 0%, 2%, and 4% weight percentages of SiC. All the samples prepared were immersed in NaCl solution with varying normality of 1.0, 1.5, and 2 and the exposure period ranging from 40 to 80 days in the increments of 10 days. The samples after the specific duration were taken out, wiped, and weighed to check for the weight loss. Further, the samples were subjected to macroscopic investigation using SEM.
2.3 Taguchi Technique
Taguchi technique [19, 20] is a effective tool which facilitates the performance improvement of the process, design, and product with substantial estimate of time and cost. Various studies have been carried out successfully by using this technique to optimize the different processes [21,22,23,24,25,26,27,28,29,30]. Taguchi technique is a systematic methodology used to optimize the design and hence confirm both performance and quality with the help of Taguchi orthogonal array concept that delivers much condensed inconsistency or fluctuations for the experiments with an optimal setting of design parameters that control the process. It presents a combined methodology that is modest and effective to discover the preeminent choice of designs for performance, quality, and cost. The orthogonal array (OA) requires minimum experimental set. Three factors (wt% of SiC, Normality of solution and duration of test) with three levels were selected and are shown in Table 2. The influence of parameters were studied by analyzing means and variance of experimental results. A mathematical equation was established to forecast the corrosion rate of the as-cast composites by multiple linear regression. Thus, the main aim of the current study is to analyze the effect of parameters like wt% of SiC, Normality of solution, and duration of test on corrosion behaviour of Al-SiC metal matrix composites using Taguchi technique.
2.4 Experimental Design
The experiments were carried out according to the customary orthogonal array. The choice of the orthogonal array is created on the complaint that the degrees of freedom for the orthogonal array have to be more than, or at minimum equal to, the sum of those corrosion rate controlling or governing parameters/factors. The corrosion rate factors (control parameters) selected for the experiment were wt% of SiC, i.e., Composition (C), Normality of solution (N), and duration of test (D). Various factors along with their levels are as presented in Table 2. In the current research, an orthogonal array L27 was selected, which has 6 columns and 27 rows, as presented in Table 3. Each row in the L27 orthogonal array represents indidual experiment and the columns were allocated to different factors or parameters [21, 22].
In the Taguchi technique, the experimental outcomes are converted into a S/N ratio (signal-to-noise ratio), which are used to compute the quality characteristics. In the present investigation, ‘the-lower-the-better’ quality characteristic was implemented for analysis of the corrosion rate of the aluminium composites as smallest values of corrosion rate are necessary. The S/N ratio for every level of the process factors was calculated based on the S/N analysis. Additionally, a statistical analysis of variance (ANOVA) was implemented to ascertain the statistically substantial parameters. The optimal mixture of the test factors can thus be anticipated [23].
The signal-to-noise ratio (S/N ratio) for corrosion rate by means of ‘the-lower-the-better’ characteristic, specified by Taguchi, is as given below:
where y1, y2, …, yn are the response of corrosion rate and n is the number of observations. The ‘lower-the-better’ characteristics along with the S/N ratio conversion are appropriate for minimization of corrosion rate. A statistical analysis of variance (ANOVA) is performed to identify the statistically significant control parameters. ANOVA in addition to S/N ratio make it conceivable to forecast the optimal mixture of corrosion factors to a satisfactory level of precision [24,25,26].
Table 3 shows that the response for signal-to-noise ratios displays the average of particular characteristics for each level of the factor. This table comprises the ranks depending upon the delta statistics, which matches the relative values of the effects. S/N ratio is a response which combines recurrences and the influence of noise levels into a particular data point.
Minitab 17 software was used to plot Mean-response graphs, and the ANOVA analysis was employed to find out the percentage of contribution of test parameters.
3 Results and Discussion
The elementary objective of the apprehended experiment was to determine the supreme dominant factors and the mixture of factors which have extreme effect on the corrosion rate, in order to decrease its value to a least. Experiments were carried out depending upon the orthogonal array, which relate the effect of the composition (C), Normality (N), and test duration in Number of days (D). It is these factors which influence the corrosion process and outline the corrosion charcteristics of composites.
With the aim of establishing the influence of specific factor, experimentally obtained values were converted into the S/N ratio. Also analyzed were effects of the corrosion rate control factors that is the composition (C), Normality (N), and test duration (D) in Number of days on the corrosion rate with the intention of obtaining the S/N ratio. Ranking of factors, depending uopon the S/N ratio for the corrosion rate for the different levels of those factors, is shown in Table 4. It can be followed from Table IV that, depending on the S/N ratio, the governing factor which effects the corrosion rate, is the number of days, followed by composition and lastly by the normality.
3.1 ANOVA and the Effect of Factor
Taguchi technique cannot critic the influence of indudual factors and hence the experimental results were analyzed by employing Analysis of Variance (ANOVA). The ANOVA is applied to investigate the effect of parameters, like the composition (C), Normality (N), and test duration in Number of days (D) as well as their optimal level.
By performing the ANOVA, it is likely to decide the effect of the specific factors on the corrosion rate and also the percentage of that influence, for each of its values. The results of the ANOVA tests are represented in Table 5 for the corrosion rate and for the three analyzed factors that vary over their levels, as well as their mutual interactions. This analysis is performed for a significance level of a = 0.05, i.e., for a confidence level of 95%. Sources with a P value less than 0.05 were considered to have a statistically substantial influence to the performance measures. Also presented is the % influence for ididual factors as well as the degree of their effect on the overall result.
Table 5 displays the results of the ANOVA of composites in terms of the corrosion rate in this research. From Table 5, it can be observed that the most influencing factor on the corrosion rate is enforced by the number of days (P = 64.02%). The second most influence is offered by the composition (P = 29.79%). The least specific effect on the corrosion rate is demonstrated by the normality (P = 0.48%). The highest influence has the interaction between composition normality and no. of days (N × D) and it sums to P = 3.11%. Significance of interaction between the no of days and normality (C × N) is P = 1.14%, while the modest influence has the interaction between the composition and no. of days (C × D) and is P = 1.05%. The residual error connected in the ANOVA Table was nearly about 0.40%.
3.2 Influence of Testing Parameters on Corrsion Rate
Figure 1a, b displys the plots of the main effects for means and S/N ratio of the different testing factors on the corrosion rate, respectively. In the main effect plot, if the line for a particular factor is near flat, then the factor has no substantial influence. On the other hand, a factor for which the line has the maximum inclination has the greatest substantial effect. Also, if the slope of plot is positive it indicates corrosion rate is more and vice versa. It is apparent that the most substantial influence on the corrsion rate is offerd by the no. of days, whereas the other factors demonstrate slighter effects. The corrosion rate declines with composition as the slope is negative in the mean plot, while it rises with no. of days. The lowest corrosion rate appears at the highest composition and lowest no.of days. Figure 2 shows related interactions of all the analyzed factors and their effect on the corrosion rate.

a Main effect plots for means-corrosion rate of Al/SiC composites. b Main effect plots for S/N ratio-corrosion rate of Al/SiC composites. Gr hybrid composites

Interactions plots for means-corrosion rate of Al/SiC composites
3.3 Multiple Linear Regression Models
The multiple linear regression model was developed for the corrosion rates of composites with the help of MINITAB 17 statistical software program. Established model provides the linear dependency of the unidentified variable on the identified variables. In the current investigation, the linear dependency of the corrosion rate from the composition (C), normality (N), and no. of days (D) can be noticed. The linear regression equation was acquired with the help of ANOVA analysis and the given values of the composition, normality, and no. of days.
The established regression linear equation for the corrosion rate is as given below:
The expressions that are statistically important are involved in the model, and the above equation is appropriate for a specified corrosion regime. When the experimentaly obtained values are substituted for the variables in Eq. (1), the corrosion of the composite can be computed. From the equation, it can also be obeserved that the corrosion rate rises with normality and no.of days, while it declines with composition. (From + and − signs present in the equation.) The acceptability of the model characterized by Eq. (1) was confirmed using the normal probability plot of the residuals, as presented in Fig. 3. The points are very nearby to the normal probability line; thus, there is considerable confirmation that the model is acceptable. Thus, the model framed for the calculation of the corrosion rate of the aluminium based composite, as characterised by Eq. (1), is acceptable as validated by several other researchers [27, 28].

Normal probability plots of residuals for corrosion rate of Al composites
3.4 Corrosion Morphology
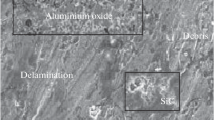
Figure 4 shows the SEM micrographs corroded surfaces of the as-cast unreinforced monolithic specimens and composites containing 2 wt% and 4 wt% SiC reinforcement after test duration of 80 days in a corrosion media NaCl with normality 1 N. It can be decided from these SEM micrographs that the quantity of surface degradation decreased with increse in SiC content. Severe pitting was noticed for unreinforced monolithic aluminium specimen compared to composites containing SiC.

Shows corroded surface of the Al alloy a as-cast, b 2 wt% SiC-reinforced, and c 4 wt% SiC-reinforced composites exposed for 80 days in NaCl at 1 N solution
The justification of greater corrosion resistance of the composite in 3.5 wt% NaCl solution could be owing to discontinuity of the matrix material in the composites. Subsequently intermetallics, particularly Mg2Si, is located at the juncture of the SiC particulates, it possibly restricted the link of the matrix material through the internal regions of the composite. Considering a small pit established at the composite surface, the pit will spread into the matrix through the inner part of the channel till it meets nearby SiC particulate in the matrix. Owing to the existence of Mg2Si phase at the juncture of the SiC particulates, matrix channels will get narrower or transform to almost closed, and consequently, spreading of the pit will be constrained or terminated due to noble characteristics of the Mg2Si phase [31, 32].
4 Conclusions
-
Al/SiC-based MMCs, when reinforced with varied weight percentage of SiC from 0 to 4% were successfully fabricated by the stirr casting liquid metallurgical technique.
-
From the studies it is observed that, though the weight loss was severe in initial stages, there is an appreciable decrease of the corrosion rate and weight loss per unit area with increase of time.
-
Composites exhibited superior corrosion resistance when compared to monolithic unrienforced matrix alloy.
-
The corrosion by weight loss of the composite decreased with the increase in the weight percentage of the reinforcement.
-
Linear Regression equation developed for the current study was used to calculate the corrosion rate and it is reasonably in well agreement with the experimental data.
References
Lai SW, Chung DDL (1994) Fabrication of particulate aluminium-matrix composites by liquid metal infiltration. J Mater Sci. https://doi.org/10.1007/BF00356655
Das S (2004) Development of aluminium alloy composites for engineering applications. Trans Indian Inst Met 57:325–334
Peters ST (1998) Handbook of composites, 2nd edn. Chapman & Hall, London
Kainer KU (2006) Metal matrix composites: custom-made materials for automotive and aerospace engineering. Wiley-VCH Verlag, Weinheim
Chawla N, Chawla KK (2013) Metal matrix composites. Springer New York, New York
Koksal S, Ficici F, Kayikci R, Savas O (2012) Experimental optimization of dry sliding wear behavior of in situ AlB2/Al composite based on Taguchi’s method. Mater Des. https://doi.org/10.1016/j.matdes.2012.05.048
Moldovan P, Dragut D (2015) In-situ production of Al/AlB2 composites by metal-salt reaction. Research. https://doi.org/10.13140/RG.2.1.1339.5367
Huda MD, Hashmi MSJ, El-Baradie MA (2009) MMCs: materials, manufacturing and mechanical properties. Key Eng Mater. https://doi.org/10.4028/www.scientific.net/kem.104-107.37
Sherif ESM, Almajid AA, Latif FH, Junaedi H (2011) Effects of graphite on the corrosion behavior of aluminum-graphite composite in sodium chloride solutions. Int J Electrochem Sci 6:1085–1099
Abdul Jameel A, Nagaswarupa HP, Krupakara PV, Shashi Shekhar TR (2009) Evaluation of corrosion rate of Al 6061/zircon metal matrix composites in sea water. Int J Ocean Oceanogr 3:37–42
Alaneme KK, Bodunrin MO (2015) Corrosion behavior of alumina reinforced aluminium (6063) metal matrix composites. J Miner Mater Charact Eng. https://doi.org/10.4236/jmmce.2011.1012088
Shetty P (2011) Corrosion inhibition of 6061 aluminium alloy/SiCp composite in hydrochloric acid medium using 3-chloro-1-benzothiophene-2-carbohydrazide. Indian J Chem Technol 18:439–445
Seah KHW, Krishna M, Vijayalakshmi VT, Uchil J (2002) Corrosion behaviour of garnet particulate reinforced LM13 Al alloy MMCs. Corros Sci. https://doi.org/10.1016/S0010-938X(01)00099-3
Gasem ZM (2002) Corrosion behavior of powder metallurgy aluminum alloy 6061/Al2O3 metal matrix. Eng Conf 5:271–280
Cavaliere P, Cerri E, Evangelista E (2004) Isothermal forging modelling of 2618 + 20% Al2O3p metal matrix composite. J Alloys Compd 378(1–2):117–122
Ozben T, Kilickap E, Çakir O (2008) Investigation of mechanical and machinability properties of SiC particle reinforced Al-MMC. J Mater Process Technol. https://doi.org/10.1016/j.jmatprotec.2007.06.082
Ravichandran M, Sait AN, Anandakrishnan V (2015) Workability studies on Al + 2.5%TiO2 + Gr powder metallurgy composites during cold upsetting. Mater Res. https://doi.org/10.1590/1516-1439.258713
Su Y, Ouyang Q, Zhang W et al (2014) Composite structure modeling and mechanical behavior of particle reinforced metal matrix composites. Mater Sci Eng A. https://doi.org/10.1016/j.msea.2014.01.024
Taguchi G (2007) Introduction to design of experiments. In: Taguchi’s quality engineering handbook. Wiley Interscience, New York
Ross PJ (1988) Taguchi techniques for quality engineering: loss function, orthogonal experiments, parameter and tolerance design. McGraw-Hill, New York
Radhika N, Subramanian R, Prasat SV (2015) Tribological behaviour of aluminium/alumina/graphite hybrid metal matrix composite using Taguchi’s techniques. J Miner Mater Charact Eng. https://doi.org/10.4236/jmmce.2011.105032
Girish BM, Satish BM, Sarapure S, Basawaraj (2016) Optimization of wear behavior of magnesium alloy AZ91 hybrid composites using Taguchi experimental design. Metall Mater Trans A Phys Metall Mater Sci. https://doi.org/10.1007/s11661-016-3447-1
Taguchi G, Rafanelli AJ (2008) Taguchi on robust technology development: bringing quality engineering upstream. J Electron Packag. https://doi.org/10.1115/1.2905506
Sudeepan J, Kumar K, Barman TK, Sahoo P (2014) Study of friction and wear of ABS/Zno polymer composite using Taguchi technique. Procedia Mater Sci. https://doi.org/10.1016/j.mspro.2014.07.050
Biswas S, Satapathy A (2009) Tribo-performance analysis of red mud filled glass-epoxy composites using Taguchi experimental design. Mater Des. https://doi.org/10.1016/j.matdes.2009.01.018
Cho MH, Bahadur S, Pogosian AK (2005) Friction and wear studies using Taguchi method on polyphenylene sulfide filled with a complex mixture of MoS2, Al2O3, and other compounds. Wear. https://doi.org/10.1016/j.wear.2004.12.017
Sahin Y (2003) Wear behaviour of aluminium alloy and its composites reinforced by SiC particles using statistical analysis. Mater Des. https://doi.org/10.1016/S0261-3069(02)00143-7
Esteban Fernández J, del Rocío FM, Vijande Diaz R, Tucho Navarro R (2003) Abrasive wear analysis using factorial experiment design. Wear. https://doi.org/10.1016/S0043-1648(03)00103-0
Siddesha HS, Shantharaja M (2013) Characterization of mechanical properties of aluminum processed by repetitive corrugation and straightening process using Taguchi analysis. JOM 65:294–298. https://doi.org/10.1007/s11837-012-0503-1
Girish BM, Siddesh HS, Satish BM (2019) Taguchi grey relational analysis for parametric optimization of severe plastic deformation process. SN Appl Sci 1:937. https://doi.org/10.1007/s42452-019-0982-6
De Salazar JMG, Ureña A, Manzanedo S, Barrena MI (1998) Corrosion behaviour of AA6061 and AA7005 reinforced with Al2O3 particles in aerated 3.5% chloride solutions: potentiodynamic measurements and microstructure evaluation. Corros Sci. https://doi.org/10.1016/S0010-938X(98)00135-8
Ahmad Z (2001) A review of corrosion and pitting resistance of al 6061 and 6013 silicon carbide composites in neutral salt solution and seawater. Corros Rev. https://doi.org/10.1515/CORRREV.2001.19.2.119
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Sarapure, S., Shivakumar, B.P. & Hanamantraygouda, M.B. Investigation of Corrosion Behavior of SiC-Reinforced Al 6061/SiC Metal Matrix Composites Using Taguchi Technique. J Bio Tribo Corros 6, 31 (2020). https://doi.org/10.1007/s40735-020-0328-3
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-020-0328-3