
Abstract
The disposal of the synthetic oil is a serious problem to the environment. Nowadays, progressive work is performing on the alternatives to the synthetic oil due to the depletion of the petroleum reserves in the future. The Sal oil has the potential as a substitute to the synthetic oil and is available in abundant quantities in India. In this study, the oil was epoxidized to improve the properties of the Sal oil. Furthermore, SiO2 nanoparticles are added to the chemically modified oil in certain proportions (0.25%, 0.5%, and 1.0%) that are tribologically tested. The test was performed by using pin on disc tribometer by considering different conditions. Based on the specific concentration (percent) of silicon oxide nanoparticles, Nano lubricants were properly dispersed through ultrsonication process. During the flow behavior analysis, all the lubricant samples show Newtonian behavior by presenting a linear relationship between the shear rate and shear stress. In the light of the investigation, 0.25% and 0.5% concentration of silicon oxide nanoparticles demonstrated a reduction in coefficient of friction and wear rate. The SEM images also shows better surfaces when the nanoparticle was added up to 0.5% concentration. The optimum addition was found at 0.5% concentration to the expoxidized oil.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Friction is generated in the parts during their sliding contact resulting in generation of heat [1,2,3]. The life of the parts gets reduced due to the generation of friction. For the reduction of friction, petroleum based lubricants are used. The petroleum based oils are commodities based on hydrocarbons and are included with certain additional ingredients to improve their implementation [4]. However that maybe, they have no unfavorable effect on the environment, especially with regard to their transfer.
The use of synthetic oil is enormous among oil-based commodities due to its application for lubrication reasons [5]. There are some ecological problems associated with the use of hydrocarbon oil since they are accountable for marine pollution owing to spillage after use [6]. There is a need to find an alternative that may be used to replace synthetic oil. In view of this point, the author concentrated on the discovery of a replacement for synthetic oil.
Bio based lubricant is one of the assets and plays a key role in the improvement of sustainability, which is progressively economic and innocuous to nature where it is used [7]. Compared to other sources, choosing vegetable-based lubricant is generally chosen as an alternative in producing the desired lubricants due to its biodegradable properties, higher viscosity, high volatility as well as its lesser toxicity level [8, 9]. Improved lubricating properties are mainly attributed to a long-chain of fatty acids, large amount of unsaturated fatty acid and polar ester group components in vegetable oils itself. However, various studies were performed while considering vegetable oils for lubricant applications and most of them reported about high wear rate. The presence of unsaturated content in vegetable oil leads to reduction in oxidation and thermal ability. The main reason is that vegetable-based oils were not properly chemically modified to make it suitable for effective lurbication. The physicochemical properties were important for the use of substitute oils such as viscosity, flash point and fire point in addition to enhancing the physicochemical attributes, nanoparticles are one of the appropriately added substances; numerous tests have been conducted to identify the impact of nanoparticles on tribological attributes, while the previous studies were based on their application to the conventional petroleum lubricants [10,11,12]. Xie et al. [13] evaluated the effect of silicon dioxide and molybdenum disulfide nanoparticles on engine oil tribology. Reduction in friction and wear of the parts were observed. Awang et al. [14] evaluated the performance of cellulose nanocrystal to the tribological characteristics of the engine oil. Anti-wear resistance and reduced friction was obtained at the addition of 0.1% concentration. Improvement in the anti-wear mechanism was observed during the application of Al2O3 and SiO2 nanoparticles to the gear oil. Around 25% and 22% reduction in friction was attained at 0.3% nanoparticles addition [15]. It is clear from the above that nano silicon dioxide has an enormous capacity to upgrade the tribological characteristics of lubricating oil and grease.
In the previous study, none of the research was conducted while considering the application of silicon oxide nanoparticles to Sal oil. Sal oil is the unattended non-edible oil which have never been used for tribological applications. Sal tree is having scientific name Shorea Robusta. They are abundantly available arid to semi-arid regions. They are mostly avialble in certain countries of Asia like, India, Malaysia, China, and Thailand. Around 1,90,000 tons of oil was produced annually that found its application for paint and pigments [16]. Based on the literature available, the author has decided to conduct tribological analysis for its possible application in this field. In the present investigation, raw Sal oil have been considered as the reference oil and further chemical medication through epoxidation process have been done to improve its properties. In addition, SiO2 nanoparticles are added to the modified oil to check its lubrication mechanism.
2 Materials and Methods
2.1 Composition of Sal Oil
For the evaluation purpose, raw Sal oil was procured from the M/s Pallishree Limited, Kolkata. The oil mainly contains triglyceride esters of fatty acids and glycerol which were estimated according to European standard method EN14103:2003.
The fatty acid composition of Sal oil is analyzed by a Gas Chromatography-Mass Spectroscopy (GC–MS) (GC-10, Shimadzu, Japan) having capillary column with 30 mm length and 0.25 mm diameter lined with a 0.25 μm (Rtx-5 ms, Rextex). Samples were injected in split/column flow ratio 24:1. Helium used as the carrier gas (flow rate 1 ml/min). The injection temperature was 250 °C and column oven 250 °C (programmed to start at 120 °C, held at this temperature for 5 min and heated at a rate of 3 °C/min to 250 °C).
2.2 Chemical Modification of the Sal Oil
The chemical modification was performed to improve the lubricating properties of the oil. In the chemical modification process, epoxidation process was performed. To perform this process, acetic acid was mixed with hydrogen peroxide in equal proportions while considering sulphuric acid as a catalyst for obtaining peracetic acid. Around 10.72 ml of Sal oil was mixed with 37.12 ml of peracetic acid. The mixture was heated at 20 °C for about 4.5 h so that complete reaction occurs. The obtained solution was emptied into water which results in the rise of the expoxidized oil to the top surface. Figure 1 shows the raw oil and epoxidized oil. After leaving the mixture for about 1 h, water was extracted from the lower surface of the burette.

Image of oil samples before and after epoxidation process
2.3 Lubricant Properties Analysis
The kinematic viscosity was evaluated through the viscometer (M/s Swastik systems and services, New Delhi) based on the ASTM D-445 standard. The viscosity was measured at atmospheric pressure and temperature of 40 °C and 100 °C. The test was conducted three times and the mean value was used to reduce the error and maintain reliability. The flash point and pour point of the oil was measured according to ASTM D-92 (Cleveland open cup method) and ASTM D-97 respectively, using proper apparatus. The acid value, Iodine value and density were measured based on the standard methods published earlier [17].
For improvement of the lubricity characteristics of the vegetable oil, nanoparticles are significant enough. In boundary lubrication, nanoparticles help in building a defensive layer between the moving surfaces and also removes asperities from the surfaces. The silicon oxide nanoparticles are considered during this investigation as they form a polishing effect and disperse in the solution in a proper way [18]. The SiO2 nanoparticles having 38 nm diameter was procured from the M/s Sigma Aldrich, Bangalore.
The nanoparticles are prepared by a two-step method and they are suspended in the epoxidized oil on a weight percentage basis (0.25, 0.5 and 1.0). The surface modifier (Triton X-100, M/s Triveni chemical, Gujarat) was used to provide stability to the nanoparticles with the epoxidized oil. The amount of Triton X-100 was 50 wt% of each nanoparticle. For attaining steady suspension of the nanoparticles, they are mixed using a magnetic stirrer with 750 rpm/min for 3.5 h duration. A precise digital scale was used for weighing purpose of the nanoparticles and Triton X-100. Then the mixture was agitated for 45 min through the ultrasonic probe sonicator (M/s Samarth Electronics, Thane).
Figure 2 shows the Sanning electron microscope (SEM) image of SiO2 nanoparticles. The image clearly shows the amorphous structure and was found to be in the range of size between 35 to 40 nm as measured with the help of software equipped within the system.

SEM image of the SiO2 nanoparticles
2.4 Tribopair
The LM 13 alloy was procured from the M/s Bharat Aerospace Metals, Mumbai which was used as pin material for the test. The purpose of consideration of this material due to its application for the piston which faces maximum friction and the hardness is 98 HRB. This type of alloy also capable to resist wear and corrosion. For the Disc, EN 31 steel was used as it contains more amount of hardness (62 HRC) and it is highly wear resistive. The pin was cylindrically shaped by employing turning operation on the lathe machine. The one end of the pin was made spherical get the point effect while mating with the disc. The pin consists of 8 mm diameter and length was 30 mm. The pin was further polished by using emery paper of following grit sizes 200, 400, 600 and 1200 nm before performing experiment on the machine.
2.5 Experimental Set Up
The pin on disc machine were purchased from the M/s DUCOM, Bangalore, India that was used for investigating the friction and wear characteristics during the application of lubricants. Figure 3 shows the schematic image of the mechanism involving point contact of pin and disc. The friction force was obtained on the screen with the help of the load cell attached to the tribo machine. For obtaining the friction coefficient, friction force was normalized by the load applied. The lubricant was provided in a drop wise way to the interfaces with the help of the pump operated by the electric motor. The SEM images were used to study the worn out surface during the analysis. Table 1 mentioned the conditions considered for the examination of the samples.

Image of the set up for the tribological analysis
3 Results and Discussion
3.1 Fatty Acid Characterization
Figure 4 shows the amount of fatty acids present in the Sal oil. The most dominant factor in the raw Sal oil is the presence of stearic acid contributing of around 48.3%. Around 37.1% amount of oleic acid is also present in the raw oil [19]. The palmitic acid, arachidic acid, oleic acid and linoleic acid showed the composition of fatty acid 2.34%, 3.31%, 37.81%, and 1.27% respectively. The presence of stearic acid in certain amount clearly depicts the presence of unsaturated fatty acids that further needs chemical modification for lubrication application. The stearic acid contains 18 carbon atoms having compact structure responsible for the amount of unsaturated fatty acid content. The presence of unsaturated fatty acids doesn’t provide stable lubricant film due to the presence of double bonds. The same reason has also been reported in the work performed by Singh et al.[20].

Fatty acid composition of Sal oil
Table 2 shows the physicochemical properties of the lubricants with SiO
2 nano powder details. The viscosity of the modified Sal oil increases due to the addition of the breakdown of the double bonds and formation of esters. The long-chain molecular structure gets form contributing to more viscosity [12]. Viscosity index is the range of the temperature up to which the oil could sustain and provide effective lubrication. The higher value of the viscosity index allows lubricant to operate different range of temperatures. The modified oil showed more viscosity index with respect to raw Sal oil. The flash point is the lowest temperature at which the fluid is capable to form a flammable mixture with air and the pour refers to the minimum temperature at which it starts pouring. The flash point increases with the chemical modification of oil. The increase in flash point provides an increased operating limit of the temperature of the lubricants [5, 14, 18, 21].
The decrease in density of chemically modified oil with respect to raw oil was observed. The amount of double bonds present in the molecule indicates the iodine value. The unsaturated fatty acids contain more double bonds as compared to the saturated ones. The chemical modification of the Sal oil results in a decrease of iodine value [22].
The lubricant quality also depends on the amount of acid value. More acid value results in oxidation of the surface leading to more wear of the parts. Table 2 shows decrease in the amount of acid value associated with the chemical modified Sal oil. This was due to the dissolution of the double bonds associated with the raw Sal oil [23,24,25,26].
3.2 Dispersion Analysis of Nanoparticles
Figure 5 shows the size distribution of dispersed nanoparticles in nanolubricant samples using Zetasizer (Nano ZS, Malvern). It has been observed that the average size of SiO2 nanoparticles based on the concentrations 0.25%, 0.5% and 1.0% are 148, 159 and 204 nm respectively, which is approximately 3 times higher than the original size. This increase in size after the dispersion of nanoparticles is due to mild agglomeration of nanoparticles. The size of SiO2 nanoparticles is higher after mixing due to the amorphous morphology of SiO2 nanoparticles. Choi et al. [27] also mentioned the agglomeration of copper nanoparticles due to increase in its concentration.

Size distribution of dispersed nanoparticles to expoxidized oil
3.3 Rheological behavior
Figure 6 shows the shear stress variation with the shear rate for all the lubricant samples. The lubricants were tested at different temperature for their shear stress. For both the temperature, the trend comes out linear which confirms the Newtonian characteristics of the samples considered for the study. The change in viscosity of the samples with respect to the shear rate is depicted in Fig. 7. There is negligible change observed in the viscosity of the tested samples that confirms their Newtonian behavior. The same trend has also been observed in the study done by Kerni et al. [28].

Shear rate with variation of shear stress for different lubricants

Viscosity with respect to shear rate for different lubricant samples
3.4 Frictional Analysis
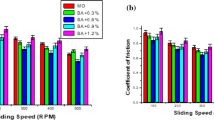
Figure 8 shows the frictional behavior of the lubricants. It has been observed that epoxidized Sal oil presented minimum friction coefficient with respect to the raw oil. This was due to the formation of thick film that was created by the tribochemical reaction. It has been reported by Erween et al. [29] that the formation of oxirane ring provides effective layer on the surfaces during the motion. The raw oil initially shows minimum coefficient of friction which showed increased behavior after 1200 s due to the instability of the film formed on the surfaces.

Coefficient of friction of nanolubricant samples
The effect of nanoparticles addition is having better results. The minimum coefficient of friction was obtained when concentration of 0.5% nanoparticles is there in the chemically modified oil. The coefficient of friction was reduced about 22% when compared to the raw oil. The mechanism of friction reduction involves the filling of gaps on the surfaces with nanoparticles which provides smoother and better lubricity. With the addition of the nanoparticles, contact surface area increased which resulted in reduction of the applied pressure and rolling mechanism occurs instead of sliding friction. The same reason has also been reported by the Ghaednia et al. [30] and Singh et al. [31].
Based on the above results, it can be inferred that an optimum concentration of the nanoparticles is desired to receive better tribomechanism. When the concentration becomes lower e.g., 0.02% and 0.03% etc., there is limited conversion of the sliding motion into rolling one which attributed more friction. With an increase in the amount of nanoparticles after a limit, particles get aggregated on the metals which enhances friction and wear on the surface during their contact. The same hypothesis has also been reported in the previous studies and also presented abrasive wear with increased nanoparticles concentration [18, 23, 32].
3.5 Wear Analysis
The wear of the pin was minimum for the epoxidized Sal oil with comparison to the base oil as evident from Fig. 9. The epoxidized oil forms improved lubricant layer between the surfaces during their contact. The epoxidized oil contains poly esters which promotes adsorption on the surface resulting in minimum wear. The anti-wear property through chemical modification of lubricant was also reported by do Valle et al. [33].

Wear for different samples
The concentration of SiO2 nanoparticles up to 0.5% also showed minimum wear of the pin when compared to the raw Sal oil. The reduction in the wear was around 11.2%. The nanoparticles effect on the anti-wear property depends on the proper dispersion of the particles in the lubricant. The SiO2 nanoparticles are having the capability to get properly dispersed in the solution which promotes anti wear mechanism. These results are also justified by the SEM images of the samples considered for the analysis. Kashyap et al. also reported improvement in the properties of rapeseed oil with the introduction of CuO and CeO2 nanoparticles to the oil [34].
3.6 Surface Morphology
Figure 10 shows the SEM images of the lubricant samples obtained after performing the test. The Fig. 10a shows the SEM images for the base oil. The delamination of the surface has been observed and the occurrence of the ploughing effect results in the formation of the parallel grooves [35]. For epoxidized oil as depicted in Fig. 10b, the absence of the ploughing effect and the delamination of the surface was there which results in the formation of the smooth surface. This was due to the formation of -O- cross linking on the surface which protects it by assisting the lubricant film [20, 36, 37]. Figure 10c shows the SEM images with the effect of 0.5% silicon oxide nanoparticles addition. The minimum damage to the surface was observed due to the formation of better defensive film on the surface. Nanoparticles fit on the asperities of the surface and provide strength to the film [38]. However, a further increase in nanoparticles results in more amount of wear volume. Figure 10d shows the effect of adhesion and abrasion on the surface when amount of silicon oxide nanoparticles further increased. There is delamination of the layer with increase in nanoparticles concentration. This was due to the ploughing effect occurred on the surface [14].

SEM images of the lubricants tested a Raw Sal oil, b Epoxidized Sal oil, c EO + 0.5% SiO2, d EO + 1.0% SiO2
4 Conclusions
Based on the observations, an improvement in the tribological characteristics of the epoxidized Sal oil is achieved by considering the silicon oxide nanoparticles. The following conclusions are drawn from this work:
-
From the flow behavior, it has been observed that the lubricants considered for the test follow Newtonian behavior as there is linear relationship between shear rate and shear stress which confirms it.
-
The epoxidized oil shows improved lubricity in comparison to the raw Sal oil by reducing friction. This was due to the presence of –O- cross linking in the surfaces which successfully forms a protective film on the surface.
-
The addition of the SiO2 nanoparticles to the chemically modified oil improves the lubricity of the samples. With addition of up to 0.5% concentration, better results are obtained in terms of reducing friction.
-
The raw oil shows maximum damage of the surface with comparison to other lubricants. This was due to the delamination of the surface. The epoxidized oil shows less damage of the surface due to both adhesion and abrasion effect and presence of double bonds in the molecular structure. The addition of the nanoparticles up to 0.5% to the modified oil shows less wear and damage to the surface.
References
Singh Y (2015) Tribological behavior as lubricant additive and physiochemical characterization of Jatropha oil blends. Friction 3:320–332
Singh Y, Singla A, Bhurat S (2016) Tribological behavior of pongamia oil-based biodiesel blended lubricant at different loads. Energy Sources Part A 38:2876–2882
Singh Y, Garg R, Kumar S (2016) Comparative tribological investigation on EN31 with pongamia and jatropha as lubricant additives. Energy Sources Part A 38:2756–2762
Wu H, Zhao J, Cheng X, Xia W, He A, Yun J-H et al (2018) Friction and wear characteristics of TiO2 nano-additive water-based lubricant on ferritic stainless steel. Tribol Int 117:24–38
Ali MKA, Xianjun H, Mai L, Bicheng C, Turkson RF, Qingping C (2016) Reducing frictional power losses and improving the scuffing resistance in automotive engines using hybrid nanomaterials as nano-lubricant additives. Wear 364–365:270–281
Zheng G, Ding T, Huang Y, Zheng L, Ren T (2018) Fatty acid based phosphite ionic liquids as multifunctional lubricant additives in mineral oil and refined vegetable oil. Tribol Int 123:316–324
Ambhore N, D Kamble (2020) Experimental investigation of tool wear and induced vibration in turning high hardness AISI52100 steel using cutting parameters and tool acceleration. Facta Universitatis, Series: Mechanical Engineering
Bokade VV, Yadav GD (2007) Synthesis of bio-diesel and bio-lubricant by transesterification of vegetable oil with lower and higher alcohols over heteropolyacids supported by clay (K-10). Process Saf Environ Prot 85:372–377
Zulkifli N, Masjuki H, Kalam M, Yunus R, Azman S (2014) Lubricity of bio-based lubricant derived from chemically modified jatropha methyl ester. J Tribol 1:18–39
Araújo Junior AS, Sales WF, da Silva RB, Costa ES, Rocha Machado Á (2017) Lubri-cooling and tribological behavior of vegetable oils during milling of AISI 1045 steel focusing on sustainable manufacturing. J Clean Prod 156:635–647
Bhaumik S, Maggirwar R, Datta S, Pathak SD (2018) Analyses of anti-wear and extreme pressure properties of castor oil with zinc oxide nano friction modifiers. Appl Surf Sci 449:277–286
Cavalcanti EDC, Aguieiras ÉCG, da Silva PR, Duarte JG, Cipolatti EP, Fernandez-Lafuente R et al (2018) Improved production of biolubricants from soybean oil and different polyols via esterification reaction catalyzed by immobilized lipase from Candida rugosa. Fuel 215:705–713
Xie H, Jiang B, Liu B, Wang Q, Xu J, Pan F (2016) An investigation on the tribological performances of the SiO2/MoS2 hybrid nanofluids for magnesium alloy-steel contacts. Nanoscale Res Lett 11:329
Awang NW, Ramasamy D, Kadirgama K, Najafi G, Che Sidik NA (2019) Study on friction and wear of Cellulose Nanocrystal (CNC) nanoparticle as lubricating additive in engine oil. Int J Heat Mass Transf 131:1196–1204
Kotia A, Ghosh GK, Srivastava I, Deval P, Ghosh SK (2019) Mechanism for improvement of friction/wear by using Al2O3 and SiO2/Gear oil nanolubricants. J Alloys Compd 782:592–599
Vedaraman N, Puhan S, Nagarajan G, Ramabrahmam B, Velappan K (2012) Methyl ester of Sal oil (Shorea robusta) as a substitute to diesel fuel: a study on its preparation, performance and emissions in direct injection diesel engine. Ind Crops Prod 36:282–288
Akbar E, Yaakob Z, Kamarudin SK, Ismail M, Salimon J (2009) Characteristic and composition of Jatropha curcas oil seed from Malaysia and its potential as biodiesel feedstock feedstock. Eur J Sci Res 29:396–403
Asnida M, Hisham S, Awang NW, Amirruddin AK, Noor MM, Kadirgama K et al (2018) Copper (II) oxide nanoparticles as additve in engine oil to increase the durability of piston-liner contact. Fuel 212:656–667
Acharya N, Nanda P, Panda S, Acharya S (2017) A comparative study of stability characteristics of mahua and jatropha biodiesel and their blends. J King Saud Univ Eng Sci 31:184–190
Singh Y, Singla A, Singh AK, Upadhyay AK (2018) Tribological characterization of Pongamia pinnata oil blended bio-lubricant. Biofuels 9:523–530
Aravind A, Joy ML, Nair KP (2015) Lubricant properties of biodegradable rubber tree seed (Hevea brasiliensis Muell. Arg) oil. Indust Crops Prod 74:14–19
Wang E, Ma X, Tang S, Yan R, Wang Y, Riley WW et al (2014) Synthesis and oxidative stability of trimethylolpropane fatty acid triester as a biolubricant base oil from waste cooking oil. Biomass Bioenergy 66:371–378
Chen Y, Renner P, Liang H (2019) Dispersion of nanoparticles in lubricating oil: a critical review. Lubricants 7:7
Ogunyemi SO, Abdallah Y, Zhang M, Fouad H, Hong X, Ibrahim E et al (2019) Green synthesis of zinc oxide nanoparticles using different plant extracts and their antibacterial activity against Xanthomonas oryzae pv. oryzae. Artif Cells Nanomed Biotechnol 47:341–352
Singh Y, Chaudhary V, Pal V (2020) Friction and wear characteristics of the castor oil with TiO2 as an additives. Materials Today: Proceedings
Kumar V, Dhanola A, Garg HC, Kumar G (2020) Improving the tribological performance of canola oil by adding CuO nanoadditives for steel/steel contact. Materials Today: Proceedings
Choi Y, Lee C, Hwang Y, Park M, Lee J, Choi C et al (2009) Tribological behavior of copper nanoparticles as additives in oil. Curr Appl Phys 9:e124–e127
Kerni L, Raina A, Haq MIU (2019) Friction and wear performance of olive oil containing nanoparticles in boundary and mixed lubrication regimes. Wear 426–427:819–827
Abdul Sani AS, Rahim EA, Sharif S, Sasahara H (2019) Machining performance of vegetable oil with phosphonium- and ammonium-based ionic liquids via MQL technique. J Clean Prod 209:947–964
Ghaednia H, Jackson RL, Khodadadi JM (2015) Experimental analysis of stable CuO nanoparticle enhanced lubricants. J Exp Nanosci 10:1–18
Singh Y, Sharma A, Singh NK, Chen W-H (2020) Development of bio-based lubricant from modified desert date oil (balanites aegyptiaca) with copper nanoparticles addition and their tribological analysis. Fuel 259:116259
Ali MKA, Xianjun H, Mai L, Qingping C, Turkson RF, Bicheng C (2016) Improving the tribological characteristics of piston ring assembly in automotive engines using Al2O3 and TiO2 nanomaterials as nano-lubricant additives. Tribol Int 103:540–554
do Valle CP, Rodrigues JS, Fechine LMUD, Cunha AP, QueirozMalveira J, Luna FMT et al (2018) Chemical modification of Tilapia oil for biolubricant applications. J Clean Prod 191:158–166
Kashyap A, Harsha A (2016) Tribological studies on chemically modified rapeseed oil with CuO and CeO2 nanoparticles. Proc Inst Mech Eng Part J 230:1562–1571
Shahabuddin M, Masjuki HH, Kalam MA, Bhuiya MMK, Mehat H (2013) Comparative tribological investigation of bio-lubricant formulated from a non-edible oil source (Jatropha oil). Ind Crops Prod 47:323–330
Singh Y, Vyas D, Kumar N, Rastogi PM, Sharma A, Singla A (2018) Experimental evaluation on the tribological properties of cassia tora oil by the addition of copper nanoparticles. Int J Ambient Energy 1(3):1–27
Singh Y, Sharma A, Singh N, Singla A (2018) Effect of alumina nanopraticles as additive on the friction and wear behavior of polanga based lubricant. Int J Eng Technol 7:417–419
Mousavi SB, Heris SZ, Estellé P (2020) Experimental comparison between ZnO and MoS 2 nanoparticles as additives on performance of diesel oil-based nano lubricant. Sci Rep 10:1–17
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
There is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chaurasia, S.K., Singh, N.K. & Singh, L.K. Shorea Robusta (Sal): A Novel Feedstock for Bio Based Lubricant Application with Effect of SiO2 Nanoparticles. J Bio Tribo Corros 6, 110 (2020). https://doi.org/10.1007/s40735-020-00410-6
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-020-00410-6