
Abstract
Aluminium-based metal matrix nanocomposites (MMNCs) are a variety of brand-new designed items. They serve a broad range of applications in the automobile, aerospace, biotechnology, electronic and defence markets. MMNCs are included in non-aluminium matrices such as nano-Al2O3 (20–30 nm), Nano-SiC (50 nm), etc., which provide beneficial architectural features for base metal (AL) alloys. These include improved dimensional stability, creep resistance, abrasion resistance, and also excellent heat capacity. The present paper is a study on the corrosion characteristics of a MMNC and an unreinforced alloy (Al 7075). MMNCs have been used with nano-silicon carbide (SiC) and nano-aluminium oxide (Al2O3). The Al 7075 series alloy is used to develop a composite with different portions of SiC (1.0, 2.0, 3.0, and 4.0%), and a hybrid composite with an equivalent quantity of Al2O3 and SiC has been prepared by a liquid phase technique using a stir-casting method. In the present work, the weight-loss approach has been carried out by immersing the sample for 96 h in various corrosion media, such as sulfuric acid (H2SO4), hydrochloric acid (HCl), and 3.5% sodium chloride (Nacl). The results recommend that hybrid demonstrates extra resistance to corrosion.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Lightweight aluminium composites are employed for many engineering applications because of their exceptional combination of properties such as thermal conductivity, excellent corrosion resistance, high toughness to volume proportion, and high elasticity. Abdul-Jameel et al. [1] revealed the evaluation of the corrosion rate of an Al6061/zircon metal matrix composite in sea water. Aluminium 7075 alloys are usually utilised in fabricating aircraft as well as automobile parts due to their high strength to volume ratio so as to produce lightweight components that conserve energy consumption. Al-Baaji et al. [2] carried out a test on the corrosion behaviour of an aluminium alloy matrix reinforced with alumina nanocomposite products in an association of two or more metals. Nunes et al. [3] studied the corrosion behaviour of alumina–aluminum and silicon carbide (SiC)–aluminum metal matrix composites. A metal matrix nanocomposite (MMNC) contains two elements, a metal matrix and a non-metallic or reinforcement material. Bienas et al. [4] revealed the corrosion characteristics of an aluminium matrix composite reinforced with SiC particles. During the manufacturing of the nanocomposite, the reinforcement and the matrix metal are combined. Liu et al. [5] studied the corrosion behaviour of an Al/AlNp composite in an alkaline solution. SiC has been used as reinforcement particles in the shape of fibers, particulates, and whiskers to enhance the commercial properties of composites [6]. The present study includes research work on the corrosion behaviour of Al 7075 matrix metal enhanced by nano-Al2O3 and nano-SiC [7, 8]. MMNCs are generated by using an electric stir-casting technique [9, 10]. Pitting deterioration tests have been carried out to determine the corrosion resistance of Al2O3 and SiC nano-reinforced Al 7075 composites in HCl, H2SO4 and NaCl [11, 12].
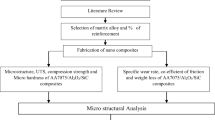
2 Material Selection
In the present research, Al-7075 as the matrix metal and nano-SiC average size particles of 50 nm have been used as a reinforcement material. The chemical composition of the Al 7075 Alloy is revealed in Table 1.
3 Fabrication of Nanocomposites
Aluminium 7075 matrix selections were in the form of ignots. The ignots were melted using a heating system, and a mechanical stirrer was placed into the liquefied metal and turned to produce a vortex. Nano-Al2O3 and nano-SiC powders were included and combined into the vortex which was mixed with the heating system and poured into metal moulds through cylindrical models to obtain 1, 2, 3 and 4%. Hybrid composites can be achieved by incorporating equal quantities of nano-Al2O3 and nano-SiC into a graphite crucible. Pure Al 7075 is made from a mixture of Al2O3/SiC without having to be in a crucible.
4 Specimen Preparation
The composite samples were prepared from bar castings with a cylindrical dimension of 20 mm × 20 mm, and the samples were thoroughly rubbed with different quality emery papers. Lastly, they were cleaned with acetone and dried.
5 Corrosion Test
Corrosion tests were conducted at room temperature using a fixed weight loss method. The cylindrical-shaped samples were initially weighed using a digital weight balance and immersed in three different solutions of 0.1 mm hydrochloric acid (HCl), 0.1 mm sulfuric acid (H2SO4), and 3.5% sodium chloride (NaCl). An oven was thoroughly cleaned for 10 min by water with added acetone. The weight of version 4 has been used to determine the decimal equilibrium. The exact procedure lasted for 7 days. Weight loss was determined and the exchanged corrosion rate expressed in mils of infiltration per year (mmpy). The corrosion rate was estimated using the equation: corrosion rate = 534 W/DAT, in which D is the density of the sampling in g/ml; A is the area of the sample (inch2),and T is the exposure time in hours.
5.1 Corrosive Wear Mechanism
Corrosive wear mechanism additionally called as Oxidative or chemical wear mechanism are those where chemical reactions on one or both the get in touch with a surface area are the controlling aspect. In this sort of system, the oxide layer based on the surface area as a result of chemical reaction throughout the sliding which could take place because of a increase in temperature level of the sliding surface area and also the development of the oxide layer is managing consider identifying the quantity loss from the contact surface area. Nevertheless, the product gets rid of from the surface area could be due on the contortion devices. The contortion might take place on the oxide layer or in between the layers or perhaps at the unreacted product.
6 Results and Discussion
Figures 1, 2, 3, 4, 5, 6 and 7 reveals the corrosion rate of ceramic composites with various weight portion of SiC composites reinforced with nano-SiC and nao-Al2O3 particulates.

Corrosion rate of Al 7075 alloy and its nanocomposites in H2SO4

Corrosion rate of Al 7075 alloy and its nanocomposites in HCl

The corrosion rate of Al 7075 alloy and its nanocomposites in NaCl

Corrosion rate of pure Al 7075 alloy

Corrosion rate of Al 7075 + 2% nano-SiC composite

Corrosion rate of Al 7075 + 4% nano-SiC composite

Corrosion rate of Al 7075 + 4% SiC + 4% Al2O3

Potential measurement for various wt% of SiC

Corrosion current density for various wt% of SiC

Corrosion rate for different wt% of SiC
Figures 1, 2 and 3 indicate that the hybrid composite shows more corrosion resistance towards deterioration in HCl, H2SO4 and NaCl.
Figures 4, 5, 6 and 7 show that Al 7075 alloy, 2, 4% and (nano-Al2O3 + nano-SiC) hybrid composites are much more corroded by acid sulfate agent (H2SO4).
6.1 Potentiodynamic Polarization
The potentiodynamic polarization of the base matrix and the composites acquired in a 3.5% sodium chloride solution concerning corrosion potential (Ecorr), corrosion current density (Icorr) and corrosion rate (mm/year) is given in Table 2.
6.1.1 Potential Measurement
It is clear from Fig. 8 that, with the increases in the weight per cent of various reinforcement fragments, the capacity of the various composites with different weight portions of the reinforcement decreases. The preliminary decline in the possibility is due to the deterioration procedure which takes place on the surface of the compounds. It is also clear that the percentage variation of the SiC as reinforcement causes the decline in the potential.
6.1.2 Corrosion Current Density (I corr)
It is clear from Fig. 9 that the per cent variation of the SiC as reinforcement brings about the decrease in corrosion current density. It can furthermore be seen that the ceramic particles function as an insulator and remain inert in the deterioration medium throughout the examination. Consequently, the corrosion current density lowers with a rise in the portion of the numerous reinforcement fragments.
6.1.3 Corrosion Rate
It is clear from Fig. 10 that the corrosion rate decreases with a rise in the per cent of different reinforcement components. Much less direct exposure of the MMNCs to devastating atmospheres in corrosion testing created minimal matching along with deterioration compared to that of the matrix alloy. Taking into consideration that the MMNCs provide a minimal surface compared to the matrix alloy, the corrosion rate is lower.
SiC as the ceramic product remains inert as well as being barely affected by the deterioration medium throughout the examination and is not expected to change the regeneration system of the substances. The results show that there is an improvement in deterioration resistance as the per cent of SiC particulates is increased in the composite, which reveals that the SiC particulates directly or indirectly impact the rust property of the compounds. SiC copes with physical challenges to the initiation along with the development of rust pits, as well as transforms the microstructure of the matrix item along with thus reducing the corrosion rate in addition to the potential.
From the figures, it can be seen that the ceramic reinforcement parts function as an insulator along with remaining inert in the deterioration medium throughout the examination. Therefore, the corrosion rate and the corrosion existing density are reduced with the rise in SiC intert material in the MMNCs. The pits on the matrix alloy were many more when compared with those of the MMNCs. This may be as the result of the direct exposure of much less matrix alloy area in the MMNCs compared to the matrix alloy by the improvement of reinforcement.
7 SEM Composites After Corrosion
SEM analysis provides valuable details for metallurgical examination, micro-evaluation and failure assessment. Scanning electron microscopy is performed at extremely high magnification, generating high-resolution images.
Figure 11a–e reveals the scanning electron micrographs of the composite after the corrosion testing. It can be observed that the particles are consistently dispersed throughout the matrix. Pits in some areas are noticeable. They were smaller-sized and shallower compared to those on the unreinforced alloy. The presence of entrapped air, as well as wetness in the reinforcement particles, results in porosity after casting.

a Pure Al 7075, b 1% SiC + 1% Mg, c 2% SiC + 1% Mg, d 3% SiC + 1% Mg, e 4% SiC + 1% Mg
8 Effect of Exposure Time
In static weight-loss deterioration examinations, Figs. 1, 2, 3, 4, 5, 6 and 7, it can be seen that the MMNCs and the matrix show a decrease in corrosion rates with the increase in the test period at all concentrations of NaCl. It is clear from the figures that the corrosion resistance of the nanocomposites is greater when compared to that of the matrix in all three media.
8.1 Effect of Nano-Silicon Carbide Content
Nano-SiC reinforcement in Al 7075 alloys performs an important function during corrosion resistance of the product. Increases in the weight percentage of the SiC content will certainly be favourable for decreasing the density as well as improving the strength of the composite, whereby the corrosion resistance is thus considerably increased. Aluminium-based metal matrix composites reinforced with nano-SiC powder can be effectively manufactured by using a stir-casting method. The corrosion rate of both the alloy and composites reduced with the increase in duration in all concentrations of hydrochloric acid (Hcl), sulfuric acid (H2SO4) and sodium chloride (Nacl) solutions. The rate of corrosion of the composites was much lower compared to the matrix alloy in all the three solutions.
9 Conclusions
Aluminium-based 7075 MMNCs, when reinforced with nanoSiC weight percentages from 0 to 4% and hybrids, have been successfully fabricated by a liquid phase method. The reinforcement of nano-SiC in Al7075 alloys plays an essential function in the corrosion resistance of the material. The corrosion by weight reduction of the composite lowered with a rise in the weight portion of the nano-SiC reinforcement. The normality of NaCl plays a substantial function in the degeneration of MMNCs. The deterioration rate of the alloy, as well as the MMNCs, increased with a enhancement in the concentration of NaCl solution. The rate of corrosion of the alloy and the enhanced composite decreased in relation to the time period.
References
Abdul-Jameel HP, Nagaswararpa P, Krupakara V, Shashi Shekar TR (2009) Evaluation of corrosion rate of Al6061/zircon metal matrix composite in sea water. Int J Ocean Oceanogr 3(1):37–42
Al-Baaji A (2011) Corrosion behaviour of aluminium alloy matrix reinforced by alumina composite. Kufa J Eng 3(1):63–77
Nunes PCR, Ramanathan LV (1995) Corrosion behaviour of alumina-aluminum and silicon carbide-aluminum metal matrix composites. Corros Sci 51(8):610–617
Bienas J, Surowska B, Walezak M (2003) The corrosion characteristics of aluminium matrix composite reinforced with SiC particles. In: 12th conference proceedings of achievement in mechanical and materials engineering, Lublin University of Technology, Poland, pp 99–102
Liu ZS, Huang B, Gu M (2006) Corrosion behaviour of Al/AlNp composite in alkaline solution. Mater Lett 60:2024–2028
Paciej RC, Agarwala VS (1986) Metallurgical variables Influencing the corrosion susceptibility of a powder metallurgy aluminum/SiC composite. Corrosion 42(12):718–729
Roberge PR (2008) Corrosion engineering: principles and practice. McGraw-Hill, New York
Shimizu Y, Nishimura T, Matsushima I (1995) Corrosion resistance of Al-based metal matrix composites. Mater Sci Eng A 198(1–2):113–118
Yussof Z, Ahmad KR, Jamaluddin SB (2008) Comparative study of corrosion behavior of AA 2014/15 vol%Al23pw and AA2009/20Vol%SiC. Port Electrochem Acta 26:291–301
Zhu J, Hihara LH (2010) Corrosion of continuous alumina-fibre reinforced Al2 wt% Cu-T6 metal matrix composite in 3.15 NaCl solution. Corros Sci J 52:406–415
De Salazar JMG, Urefia A, Manzanedo S, Barrena MI (1999) Corrosion behaviour of AA6061 and AA7005 reinforced with Al2O3 s in aerated 3.5% chloride solution: potentiodynamic measurements and microstructure evaluation. Corros Sci 41:529–545
Zhang Z, Chen DL (2008) Contribution of Orowan strengthening effect in particulate-reinforced metal matrix nanocomposites. Mater Sci Eng A 483:148–152
Acknowledgements
The corresponding author wishes to thank the Department of Mechanical Engineering, Jawaharlal Nehru Technological University, Anantapuramu, India, for providing facilities and necessary support in conducting experiments, and also the Dept. of Mechanical Egg., MITS, Madanapalli, India, for their support and discussion in the research work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author(s) declare(s) that there is no conflict of interest.
Rights and permissions
About this article

Cite this article
Suresh, S., Gowd, G.H. & Devakumar, M.L.S. Corrosion Behaviour of Al 7075/Al2O3/SiC MMNCs by Weight Loss Method. J Bio Tribo Corros 4, 62 (2018). https://doi.org/10.1007/s40735-018-0182-8
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-018-0182-8