
Abstract
Tube hydroforming (THF) is a well-known metal forming technology. This technology enables the manufacturing of a variety of intricate shape parts used in automobile industry. Tribology plays an important role in THF, required in the automobile industry. THF process is influenced by many process parameters. Friction between outer surface of the tube and the inner surface of the die is significant and influences the process parameters and quality of components. The aim of the proposed work is to optimize the different process parameters which influence the coefficient of friction in the THF using mathematical model based upon the tube upsetting method. Influence of friction on process parameters, mainly inner pressure and wall thickness, is analyzed and optimized. The proposed mathematical model is verified by comparison of coefficient of friction with original values for Steel35NBK and AlMgSi materials. COF (μ) decreases from 0.15 to 0.0289 for Steel35NBK and from 0.1 to 0.0136 for AlMgSi after optimization of initial tube thickness, S 0 = 3.5 mm and pressure p i = 142.9554 MPa for Steel35NBK and pressure p i = 143.5730 MPa for AlMgSi.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
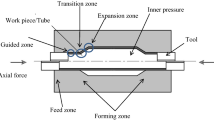
Nowadays automobile sector is growing up to a large extent. Tube hydroforming is required in automobile sector to produce hollow intricate shapes [1,2,3,4,5,6,7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22,23,24]. The aim is to produce high-strength component with minimum thickness. For hydroforming of such component, the friction plays an important role. As the component thickness increases, the weight of the component increases. The hydroforming process is preferred for low thickness with effective high stiffness of component [3, 4]. In the THF process, the tube to be formed is placed inside a die and internal pressure is applied by the fluid. For high-quality hydroforming, the optimization of process parameters is required, as it influences the quality and the cost of the component. Schmoeckel et al. [5] identified three friction zones in a THF process depending upon the compressive axial force, feed of the material, and geometrical parameters. These zones are (a) guide zone, (b) transition zone, and (c) expansion zone as shown in Fig. 1. In the guided zone, there is no deformation of the material. It is pushed to the transition zone under internal pressure by axial compressive force. In expansion zone, material takes the shape of die geometry. Prier et al. [6] performs the experiment to investigate the friction condition in the guided zone. According to the proposed method, the friction coefficient can be calculated by using the geometrical data from the deformed tube and material properties without force measurement. According to Fig. 1, there are two types of zones in hydroforming: feed zone and forming zone. The deformation of the tube in feed zone is pure elastic compression, and the deformation condition is characterized by small plastic tensile strain in circumferential direction. In forming zone, depending upon friction conditions, strain remains constant or increases. In forming zone, three-dimensional (3-D) strains occur.

Friction zones in tube hydroforming [10]
Depending on the ratio of axial stress produced by the punch forces, and reduced by the friction forces in the feed zone and tangential stress generated by the inner pressure, a thickening or thinning of the wall can take place. The strains in the forming zone are large as compared to the feed zone. Because of the yielding surface, microgeometry of the tube material is continuously changing which produces different changes of the friction conditions. The following process parameters influence the COF, work piece material, geometry of work piece material, surface topography, contact pressure, lubricants, and sliding speed.
Hwang et al. [7] developed an apparatus for determination of COF in feed zone of tube hydroforming using push-through test. More information of measurement of friction in elastic zone can be found in [8, 9]. The different friction tests for the determination COF in forming zone of tube hydroforming are tube expansion test, tube upsetting test, and direct measurement test. Vollertsen et al. [10] developed a measuring principal for determination of COF at the tube–die interface, based on tube upsetting method which shows that in plastic zone, during deformation, tube wall deforms non-uniformly along the tube height, i.e., wall thickness at the side of movable punch is higher than that of the fixed punch. This is due to friction between the tube and the die. Optimization of process parameters and obtaining their optimal values are very critical because it influences the quality and cost of the product. Many researchers use finite element approach [FEA] for optimization of process parameters in THF. Trana [11], Lang et al. [12], and Abedrabbo et al. [13] used FEA simulation for study of effect of axial feed and internal pressure on thickness distribution. Zadeh et al. [14] used FEA simulation to study the effect of coefficient of friction, strain hardening exponent, and fillet radius on protrusion height and thickness distribution for an unequal T joint. Manabe et al. [15] used LS-Dyna to study the effect of process parameters and material properties on thickness distribution. Sedighiamiri et al. [16] also use finite element simulation of frictional, elastic–plastic contact between two cylinders as well as a cylinder and a flat surface. Some deterministic analytical approaches have also been proposed to approximate the roughness of surfaces and provide valuable numerical information. Hebber et al. [17] did the experimental work consisting of modeling the phenomenon of wear of various materials under the influence of the most imposing factors on wear like speed, the load applied, the viscosity of the lubricant, and the nature of materials of the parts in contact, whereas Mendas et al. [18] performed the experimental and numerical analysis of the scratch behavior of steel to study the effect of hardening of various materials. Fiorentino et al. [19] proposed a numerical inverse method to estimate the coulombian friction coefficient by using experimental and FE simulation test. A new sealing method is used in [20, 22] to eliminate the internal pressure in the feeding zone. As a result of this, the friction force between the tube and the die is removed from this zone and flowing of the material toward the deformation zone is improved. Peng et al. [21] proposed a multistage punch to change the internal pressure distribution in the guiding zone and to reduce the friction force between the tube and the die. Experiments of hydroforming of aluminum alloy Y-shaped tube were carried out, in which the thickness distribution and thinning ratio distribution were investigated.
From the above literature review, it is observed that for high quality of hydroformed components, the process parameters have to be optimized. According to Plancak et al. [9], there is linear relation between COF and slope of wall thickness. Increasing friction results in increase in wall thickness inhomogeneity. Optimization of process parameters gives lower COF than obtained by Plancak et al. [10] which reduces wall thickness inhomogeneity and will improve the quality of the component. The proposed work presented in this paper comprises the development of new mathematical model to optimize the process parameters such as wall thickness and hydroforming pressure to minimize the coefficient of friction in the forming zone of tube hydroforming, based upon tube upsetting method and analyzes the influence of friction on wall thickness and hydroforming pressure.
2 Mathematical Model of COF
The mathematical model for determination of COF is based upon tube upsetting method. A tube is placed in a closed die, subjected to inner pressure and axial punch force at both ends. The force applied by the punch is equal to the sum of reaction force from die and frictional force. If there is no friction between the tube and the die wall (hypothetically considered), the tube wall deforms uniformly, e.g., the tube-wall thickness is constant along the tube height. In actual practice, it is not possible. Some friction is there, so the wall will not deform uniformly. The maximum wall thickening takes place at the side of the punch and minimum thickness will be near to the other end which is non-movable, i.e., fixed side of die as shown in Figs. 2 and 3.

Tube upsetting hydroforming [10]. a Initial position. b Final position after hydroforming

Forces in tube upsetting hydroforming [10]
Theoretical analysis is based upon the following assumptions:
-
Coulomb friction law is adopted.
-
Frictional resistance due to wall is constant along periphery of pipe.
-
The deformation is considered as one dimensional only.
-
Wall thickness gradually decreases along length of pipe.
-
Yield criterion of Tresca’s is applied.
Coefficient of friction can be determined as follows. Force balance in longitudinal direction is,
F1 force by punch, F2 reaction force from die end, FR force due to friction between wall and tube, S 0 thickness of tube before deformation, d a outer diameter of the tube before deformation, d i inner diameter of the tube before deformation, H 0 height of tube before deformation, S 1 thickness of wall on the side of movable punch, S 2 thickness of wall on the side of fixed punch, and H height of tube after deformation, d i1 punch-side inner diameter after deformation, d i2 inner diameter of tube at the side of fixed punch after deformation.
If the contact stress between the tube and the die is equal to the inner pressure p i, then according to Plancak et al. [10] analytical model for coefficient of friction is
As hydroforming pressure and wall thickness of tube are main parameters in tube hydroforming, the current paper illuminates the mathematical model to optimize these process parameters of Eq. (1), i.e., pressure p i and initial wall thickness of the tube S 0. According to Eq. (1), the parameters which influence the COF can be represented as,
where (S 1, S 2, H, d a ) are output parameters which are constant. (H, d a ) are geometrical parameters for particular tube considered. (S 1, S 2) are constant for particular pressure. As hydroforming pressure p i will change, S 1 and S 2 will change. (C, n) are material properties which are constant for particular material; hence, µ is the function of S 0 and p i. We will get optimum value of COF (µ) by differentiating µ w.r.t. S 0 and p i.
3 Mathematical Analysis
In this section, we are considering partial derivative of COF (µ) w.r.t. S 0, S 1, S 2, H, d a , p i, C, n to find optimized value of S 0 and p i and COF (µ).
i.e., µ is dependent on eight parameters. So to take total derivative, i.e., dµ can be written as
By combining these partial derivatives, the final total derivative of COF (µ) can be obtained. But for particular material, the C and n are constant. Hence,
S 1 , S 2 , H and d a are output parameters, so they are constant. Hence,
and \(\frac{\delta \mu }{{\delta d_{a} }} \times {\text{d}}(d_{a} ) = 0\)
Hence, µ is function of S 0 and p i,
Hence, Eq. (3) becomes,

First, assuming pressure is constant, p i = constant. Now
Substituting value \(\frac{\delta \mu }{{\delta S_{0} }}\) in Eq. (9), we get Eq. (10). Substituting the suitable values in Eq. (10), we get the value of S 0. Then, assuming thickness (S 0) is constant, S 0 = constant, then Eq. (8) becomes (11).
Substituting value \(\frac{\delta \mu }{{\delta p_{\text{i}} }}\) in Eq. (11), we get
Substituting the suitable values in Eq. (12), we get the value of p i. Then substituting the optimized values of S 0 and p i in Eq. (1), optimized value of COF (µ) can be obtained.
4 Results and Discussion
Estimation of optimized initial thickness S 0 of tube in tube hydroforming for steel (Steel35NBK): Using Eq. (9), we can find the value of optimized initial thickness of tube in tube hydroforming. General parameters of case study are shown in Table 1.
For the case I: First assume that pressure is constant, p i = constant. Using Eq. (10) and substituting the geometrical parameters of tube considered for case study of steel (Steel35NBK) as per [10], we get, Table 2.
Putting these values in Eq. (10), we get, S 0 = 3.50 mm. Hence from the value of S 0, it is clear that the thickness of tube should be 3.5 mm.
Estimation of optimized pressure p i of tube in tube hydroforming for steel (Steel35NBK): Using the Eq. (12), we can find the value of optimized pressure of tube in tube hydroforming. The required parameters of case study for steel (Steel35NBK) as per [10] are shown in Table 2.
For the case II: Assume that initial thickness (S 0) is constant, S 0 = constant. Using Eq. (12) and substituting the geometrical parameters of tube considered for case study from Plancak et al. [10], we get, p i = 142.9554 MPa for Steel35NBK.
Combination of cases I and II: Substituting the values of S 0 and p i in Eq. (1), we obtain the output value of COF (µ), i.e., µ = 0.0289 for Steel35NBK. For different materials, values of C and n will be different; hence, COF will be different (Tables 3, 4).
Figure 4 shows the COF (µ) as the function of initial thickness of tube (S 0). It is seen that COF (µ) decreases from 0.15 to 0.0289 for Steel35NBK and 0.1 to 0.0136 for AlMgSi. As compared with original values, after optimization of initial tube thickness to 3.5 mm, Fig. 5 shows the inner pressure (p i) as a function of initial thickness of tube (S 0). After optimization of initial tube thickness to 3.5 mm, it is seen that optimized pressure for Steel35NBK increases from 120 to 142.9554 MPa and for AlMgSi, it increases from 40 to 143.5730 MPa. Figure 6 shows COF (µ) as a function of inner pressure (p i). It is seen that for optimized pressure of 142.9554 MPa for Steel35NBK, COF (µ) decreases from 0.15 to 0.0289 and for optimized pressure of 143.5730 MPa for AlMgSi, COE (µ) decreases from 0.1 to 0.0136. COF values are lower than those obtained by Plancak et al. [10] for this particular pressure. Hence, there is decrease in wall thickness inhomogeneity which will increase the quality of the component. As pressure p i will change, values of S 1, S 2 will change, and for new pressure, we will get new optimized hydroforming pressure and new optimized COF as shown in Table 5. Hence, for different optimized pressures, we will get different optimized COF.

Variation of COF (µ) with initial tube thickness S 0

Variation of pressure with initial tube thickness

Variation of coefficient of friction with inner pressure
5 Conclusions
-
The tube upsetting method is easy for experimentation as compared to other methods, as it does not require measurement of applied force.
-
The COF depends on two main factors, i.e., initial thickness of tube S 0 and internal pressure p i.
-
COF (μ) decreases from 0.15 to 0.0289 for Steel35NBK and from 0.1 to 0.0136 for AlMgSi after optimization of initial tube thickness S 0 = 3.5 mm and pressure p i = 142.9554 MPa and pressure p i = 143.5730 MPa.
-
Without consideration of lubrication, the optimized values of COF, μ = 0.0289 and μ = 0.0136 between die and materials (Steel35NBK and AlMgSi). If lubrication effect is considered between die and material, COF (μ) will further decrease. Hence, new correlation can be obtained by considering the effect of lubrication during hydroforming process.
6 Future Scope
This mathematical model can be used for any suitable material and geometrical parameters of tube to obtain the optimized hydroforming pressure and optimized initial thickness of tube with minimum coefficient of friction between tube and die in tube hydroforming process.
Abbreviations
- d a :
-
Outer diameter of the tube before deformation (mm)
- d i :
-
Inner diameter of the tube before deformation (mm)
- d i1 :
-
Punch-side inner diameter after deformation (mm)
- d i2 :
-
Inner diameter of tube at the side of a fixed punch after deformation (mm)
- F1:
-
Force by punch (N)
- F2:
-
Reaction force from die end (N)
- FR:
-
Force due to friction between wall and tube (N)
- H :
-
Height of tube after deformation (mm)
- H 0 :
-
Height of tube before deformation (mm)
- p i :
-
Inner pressure of tube (N/mm2)
- S 0 :
-
Thickness of tube before deformation (mm)
- S 1 :
-
Thickness of wall on the side of movable punch (mm)
- S 2 :
-
Thickness of wall on the side of fixed punch (mm)
References
Dohmann F, Hartl Ch (1996) Tube hydroforming—a method to manufacture light-weight parts. J Mater Process Technol 60(1-4):669–676
Vollertsen F (2001) State of the art and perspectives of hydroforming of tubes and sheets. J Mater Sci Technol 17(3):321–324
Geiger M, Duflou J, Kals HJJ, Shirvani B, Singh UP (2005) Improvement of formability in tube hydroforming by reduction of friction with a high viscous fluid flow. Adv Mater Res 6–8:369–376
Dohmann F, Hartl C (1997) Tube hydroforming—research and practical application. J Mater Prod Technol 71(1):174–186
Schmoeckel D, Hessler C, Engel B (1992) Pressure control in hydraulic tube forming. CIRP Ann 4(1):311–314
Prier M, Schmoeckel D (1999) Tribology of internal high pressure forming. In: Proceeding of the international conference on hydroforming, Stuttgart, Germany, pp 1–6, 12–13th October
Hwang YM, Huang LS (2005) Friction test in tube hydroforming. Proc Inst Mech Eng Part B J Eng Manuf 219(8):587–593
Prier M (2000) Die Reibung als Einflussgrosse in Innenhochdruck-Umformprozess. Dissertation; Berichte aus Produktion and Umformtechnik, PtU, Universitat Darmstadt, pp 1–105, Band 46, Shaker Aachen
Vollertsen F, Plancak M (2002) On possibilities for the determination of the coefficient of friction in hydroforming of tubes. J Mater Process Technol 125–126:412–420
Plancak M, Vollertsen F, Woitschig J (2005) Analysis, finite element simulation and experimental investigation of friction in tube hydroforming. J Mater Process Technol 170(1–2):220–228
Trana K (2002) Finite element simulation of tube hydroforming process-bending, preforming and hydroforming. J Mater Process Technol 127(3):407–408
Lang L, Yuan S, Wang X, Wang ZR, Zhuang F, Danckert J, Nielsen KB (2004) A study on numerical simulation of hydroforming of aluminum alloy tube. J Mater Process Technol 146(1–3):377–388
Abedrabbo N, Worswic M, Mayer R, van Riemsdijk I (2009) Optimization methods for the tube hydroforming process applied to advanced high-strength steels with experimental verification. J Mater Process Technol 209(1):110–123
Zadeh HK, Mashhadi MM (2006) Finite element simulation and experiment in tube hydroforming of unequal T shapes. J Mater Process Technol 177(1–3):684–687
Manabe K, Amino M (2002) Effects of process parameters and material properties on deformation process in tube hydroforming. J Mater Process Technol 123(2):285–291
Sedighiamiri A, Hojjati MH (2016) A finite element-based model of elastic–plastic contact between two cylindrical bodies with rough surfaces. Int J Numer Anal Methods Eng 4(2):57–64
Hebbar A, Kaïdameur D, Ouinas D (2014) Modelling of the wear of some tooling materials. Int J Adv Mater Technol 2(5):113–117
Mendas M, Ben Tkaya M, Benayoun S, Zahouani H, Kapsa P (2015) Experimental and numerical analysis of the scratch behaviour of steels: description of the effect of work hardening. Int J Numer Anal Methods Eng 3(2):27–37
Fiorentino A, Ceretti E, Giardini C (2013) Tube hydroforming compression test for friction estimation—numerical inverse method, application, and analysis. Int J Adv Manuf Technol 64(5-8):695–705
Karami JS, Sheikhi MM, Payganeh G, Fard KM (2017) Experimental and numerical investigation of single and bi-layered tube hydroforming using a new sealing technique. Int J Adv Manuf Technol 92(9–12):4169–4182
Peng J, Zhang W, Liu G, Zhu S, Yuan S (2011) Effect of internal pressure distribution on thickness uniformity of hydroforming Y-shaped tube. Trans Nonferrous Metal Soc China 21:s423–s428
He Z, Yuan S, Li L, Fan X (2012) Reduction of friction in the guiding zone during tube hydroforming. Proc Inst Mech Eng Part B J Eng Manuf 226(7):1275–1280
Koc M (2003) Tribological issues in the tube hydroforming process—selection of a lubricant for robust process conditions for an automotive structural frame part. J Manuf Sci Eng 125(3):484–492
Tolazzi M (2010) Hydroforming applications in automotive: a review. Int J Mater Form 3(1):307–310
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interests regarding the publication of this paper.
Rights and permissions
About this article

Cite this article
Rudraksha, S.P., Gawande, S.H. Optimization of Process Parameters to Study the Influence of the Friction in Tube Hydroforming. J Bio Tribo Corros 3, 56 (2017). https://doi.org/10.1007/s40735-017-0117-9
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-017-0117-9