
Abstract
In this paper, the effect of different lubricants on coefficient of friction in tube hydroforming using mathematical model is presented. To determine the minimum coefficient of friction in tube hydroforming, a mathematical model is used based on tube upsetting method. The presented models uses the given geometrical parameters of the tube to estimate optimized inner pressure (pi) and optimized initial thickness of the tube (S0) obtained from the mathematical model. Using optimized inner pressure (pi) and optimized initial thickness of the tube (S0), minimum COF (µ) between tube and die interface is determined. Experiments are carried out on manufactured component metal expansion bellows using different geometrical parameters, materials SS304, SS316 and SS316L with lubricants Enklo68, Enklo47, Enklo32, Enklo100 and ethylene glycol. The influence of these lubricants on COF for each material is investigated.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Automotive industry has found a high opportunity in tube hydroforming process. Hydroforming process includes less operations, effective material utilizations, low cost of product, less tooling cost and excellent product quality. THF process includes a straight or preformed tube shape in a die cavity by the application of hydraulic internal pressure and simultaneous axial compressive force from both the ends [1,2,3,4]. In this paper, using mathematical model [5] first analytically optimized inner pressure (pi) and optimized initial thickness of the tube (S0) is obtained using geometrical parameters of the tube, and then, minimum COF (µ) between tube and die interface is determined.
The lubricants suitable for hydroforming operations are classified as (1) dry lubricants: borax based, soap based and polymer based, (2) wet lubricants: oil based and water based, and (3) paste lubricants. To reduce friction and increase tool life, dry lubricants are more effective [6,7,8], but are more costly than wet lubricant, when drying time, application and removal process and their cost are considered. Compared to dry lubricants, cost of wet lubricants is less, easy to remove, but careful application is required. Hence, depending upon complexity and quality of component suitable lubricant should be selected [9]. Kang et al. [10] found decrease in wall thickness difference between bulge and non-bulged regions by the use of lubrication. Limb et al. [11] reported effect of lubrication on bulge shape in the axisymmetric and asymmetric hydroforming. Lee et al. [12] invented the relation between the coefficient of friction and lubricant viscosity and surface roughness. Test result shows that for high or low surface roughness, the coefficient of friction is high and coefficient of friction is inversely proportional to lubricant viscosity. Hwang and Huang [13] tested different lubricants and effect of frictional forces and coefficient of friction on internal pressure and axial feeding velocity were discussed. Coefficient of friction was found to be decreased with high pressure, and effect of feeding velocity on COF was insignificant. Dohmann and Klass [14] invented a new sliding die system to reduce the friction forces between tube and die in which the die pushes the tube ends giving axial compressive forming load without friction between the die and tube. Earlier, no testing methods or equipments are developed to measure or evaluate friction in tube hydroforming process. Modeling of COF is done with the help of FEA. Mariela and Bibiana [15] proposed a micro-mechanical motivated frictional/viscous contact model to describe boundary lubricated interfaces in the presence of high-pressure conditions. Finite element code has been implemented in this model and verified with coulomb friction law. Nowadays, various testing methods and apparatus are developed to determine the COF in each regime. Schmoeckel [16] experimentally showed the use of friction testing in a guided zone, where a tube is pushed at various sliding velocities through a round die cavity pressured internally. COF at transition and expansion zone is analyzed with the help of Tee-shape tool by Meyer and Dohmann [17]. Morgan et al. [18] used pin-on-disk to analyze the performance of different lubricants for hydroforming applications, whereas Dalton [19] presented a square die to analyze the lubricants according to their performance at calibration zone. Ngaile et al. [20] developed tooling and testing methods for all friction regimes in tube hydroforming. They utilized a tooling with a pear-shaped die cavity instead of Tee-protrusion height and thickness variation along dome of pear shape, which is used as an indication of lubricants performance to determine COF with the help of FEA. Muammer Koc [21] presented the selection of lubricant for hydroforming of a frame rail part highlighting the different aspects of lubrication selection methodology. Results of friction estimation experiments indicate that only thickness, axial feeding and force measurements are good indication of lubricant performance. Vollertsen [22] proposed the tube upsetting method under hydraulic pressure for measurement of COF in tube hydroforming, whereas Rudraksha et al. [5] proposed a mathematical model to determine the optimum COF in tube hydroforming between tube and die interface with the use of optimized inner pressure (pi) and optimized initial thickness of the tube (S0).
From the literature survey, it is observed that automobile and aerospace sector has found a high opportunity in tube hydroforming process as it is applicable for small and low-cost products with less tooling cost and excellent product quality. Selection of proper lubricant is essential for a given set of die and tube materials, surface and loading conditions to reduce sliding friction, prevent sticking and galling reduce tool wear and excessive thinning to produce a quality hydro formed part. In this paper, a mathematical model [23] is used to estimate optimum COF along with optimized inner pressure (pi) and optimized initial thickness of the tube (S0) for materials SS304, SS316 and SS316L and lubricants. Metal expansion bellows are manufactured using hydroforming machine.
2 Mathematical Analysis
According to Vollertsen et al. [22], analytical model for coefficient of friction is,
As hydroforming pressure and wall thickness of tube are main parameters in tube hydroforming, the current paper illuminates the mathematical model [5] to optimize these process parameters of Eq. (1), i.e., pressure pi and initial wall thickness of the tube S0. According to Eq. (1), the parameters which influence the COF can be represented as,
where (S1, S2, H, da) are output parameters which are constants. (H, da) are geometrical parameters for particular tube considered. (S1, S2) are constant for particular pressure. As hydroforming pressure pi changes, it results in change S1 and S2. (C, n) are material properties which are constant for particular material; hence, µ is the function of S0 and pi. We will get optimum value of COF (µ) by differentiating µ w.r.t. S0 and pi.
Substituting the optimized values of S0 and pi from Ref. [5] into Eq. (1), optimized value of COF (µ) is obtained.
In Eq. (3), substituting the suitable values, the optimum value of pi can be obtained. Then, substituting the optimized values of S0 and pi in Eq. (1), the optimized value of COF (µ) can be obtained.
3 Experimental Analysis
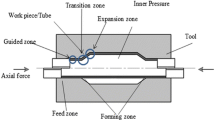
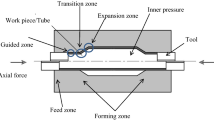
For the determination of optimized COF using the proposed mathematical model, the experiments are conducted on tube hydroforming machine (Fig. 1) for different process conditions (inner pressure, material characteristics, lubrication and initial tube geometry), and the final tube geometrical parameters were measured and used as input data for analytical solution [5]. From [5], the optimized values of inner pressure (pi) and initial tube thickness (S0) are obtained, and substituting these values in Eq. (3), the optimized value of COF (µ) is obtained. Analytical and experimental verification of the proposed mathematical model is performed by manufacturing component metal bellows by hydroforming process. Three different materials are used such as SS304, SS316 and SS316L. The experiments are carried out on hydroforming machine as shown in Fig. 1.

Experimental setup of hydroforming machine with manufactured bellows
The tube was cut to the required initial length. From new mathematical model, the optimized value of inner pressure (pi) and initial tube thickness (S0) is estimated. First, no lubricant is applied to the outer surface of the tube. Tube was placed into the die, and simultaneous axial loading is applied on the tube by the moving punch and applying inner pressure. As seen from the experimental setup, one punch was movable and other was fixed representing the upsetting procedure corresponding to the new mathematical model. After hydroforming operation, the component (metal bellows) is taken out from the die and tube thickness along the tube length is measured. During hydroforming, the inner pressure is measured by the control unit attached to the unit. Analytical and experimental verification of inner pressure (pi) and initial tube thickness (S0) and COF (µ) is done using presented mathematical model. The same experimental procedure is carried out to the tube of same geometrical data with application of uniform lubrication on the outer surface of the tube. Five different lubricants were applied, namely Enklo68, Enklo46, Enklo32, Enklo100 and ethylene glycol.
4 Results and Discussion
From analytical analysis of mathematical model to estimate COF (µ), the component under consideration is as metal expansion bellows. The materials selected for bellows are SS304, SS316 and SS316L with three different set of geometrical parameters with constant outer diameter of tube da = 33.40 mm from ASME database [24] as shown in Table 1.
Figure 2 shows comparison of coefficient of friction (µ) with optimum thickness (S0) = 0.25, 0.3 and 0.6 mm obtained analytically and experimentally without lubricant for SS304. The experimental results are also obtained with lubricants, namely Enklo68, Enklo46, Enklo32, Enklo100 and ethylene glycol for SS304. Without lubricant, the coefficient of friction (µ) is minimum and obtained analytically as 0.1053 and experimentally as 0.1769 for optimum thickness (S0) = 0.6 mm. With lubricant, the coefficient of friction (µ) is minimum and obtained experimentally as 0.1173 for optimum thickness (S0) = 0.3 mm (Table 1). From experimental investigations, it is observed that the coefficient of friction (µ) decreases from 0.1769 without lubricant to 0.1173 with the application of lubricant oil Enklo68 to the outer surface of tube and optimum thickness (S0) also decreases from 0.6 to 0.3 mm for SS304.

Variation of COF (µ) with optimum tube thickness (S0) for SS304
A comparison of coefficient of friction (µ) with optimum thickness (S0) = 0.25, 0.3 and 0.6 mm obtained analytically and experimentally with and without lubricant for SS316 is shown in Fig. 3. From Fig. 3, it is seen that without lubricant, the coefficient of friction (µ) is minimum and obtained analytically as 0.0939 and experimentally as 0.1634 for optimum thickness (S0) = 0.6 mm. With lubricant, the coefficient of friction (µ) is minimum and estimated experimentally as 0.123 for optimum thickness (S0) = 0.3 mm (Table 2). From experimental investigations, it is observed that the coefficient of friction (µ) decreases from 0.1634 without lubricant to 0.123 with the application of lubricant oil Enklo68 to the outer surface of tube and optimum thickness (S0) also decreases from 0.6 to 0.3 mm for SS316.

Variation of COF (µ) with optimum tube thickness (S0) for SS316
Figure 4 shows comparison of coefficient of friction (µ) with optimum thickness obtained analytically and experimentally without lubricant for SS316L. From Fig. 4, it is observed that without lubricant, the coefficient of friction (µ) is minimum and obtained analytically as 0.0903 and experimentally as 0.1608 for optimum thickness (S0) = 0.6 mm. With lubricant, the coefficient of friction (µ) is minimum and obtained experimentally as 0.1053 for optimum thickness (S0) = 0.3 mm (Table 3). Again from experimental investigations, it is seen that the coefficient of friction (µ) decreases from 0.1608 without lubricant to 0.1053 with lubricating oil Enklo68 to the outer surface of tube and optimum thickness (S0) also decreases from 0.6 mm to 0.3 for SS316L.

Variation of COF (µ) with optimum tube thickness (S0) for SS316L
Figure 5 shows comparison of coefficient of friction (µ) with optimum thickness (S0) = 0.25, 0.3 and 0.6 mm for hydroforming oils as oil1 (Enklo100), oil2 (Enklo32), oil3 (Enklo46) and oil4 (ethylene glycol) and oil5 (Enklo68) for SS304. From Fig. 5, it is seen that with Enklo68, the coefficient of friction (µ) is minimum as 0.1292 and is maximum as 0.1775 with Enklo100 for optimum thickness (S0) = 0.25 mm. With lubricant, Enklo68 coefficient of friction (µ) is minimum as 0.1173 and is maximum as 0.1706 with Enklo10 for optimum thickness (S0) = 0.3 mm. Again with Enklo68, the coefficient of friction (µ) is minimum as 0.1277 and is maximum as 0.1723 with lubricant Enklo100 for optimum thickness (S0) = 0.6 mm. It is observed that coefficient of friction (µ) decreases from 0.1706 to 0.1173 with the application of Enklo68 for optimum thickness (S0) = 0.3 mm for SS304 (Table 4).

Variation of COF (µ) with different oils for SS304
The comparison of coefficient of friction (µ) with optimum thickness (S0) = 0.25, 0.3 and 0.6 mm for hydroforming oils oil1 (Enklo100), oil2 (Enklo32), oil3 (Enklo46), oil4 (ethylene glycol) and oil5 (Enklo68) for SS316 is shown in Fig. 6. With hydroforming fluid Enklo68, the coefficient of friction (µ) is minimum as 0.1273 and is maximum as 0.1764 with Enklo100 for optimum thickness (S0) = 0.25 mm (Table 5). With Enklo68, the coefficient of friction (µ) is minimum as 0.1144 and is maximum as 0.1533 with Enklo100 for optimum thickness (S0) = 0.3 mm (Table 5). With Enklo68, the coefficient of friction (µ) is minimum as 0.1187 and is maximum as 0.1573 with Enklo100 for optimum thickness (S0) = 0.6 mm. It is observed that coefficient of friction (µ) decreases from 0.1533 to 0.1144 with the application of Enklo68 for optimum thickness (S0) = 0.3 mm for SS316 as seen from Table 5.

Variation of COF (µ) as the function of different oils for SS316
Figure 7 shows comparison of coefficient of friction (µ) with optimum thickness (S0) = 0.25, 0.3 and 0.6 mm for hydroforming oils as oil1 (Enklo100), oil2 (Enklo32), oil3 (Enklo46), oil4 (ethylene glycol) and oil5 (Enklo68) for SS316L. With Enklo68, the coefficient of friction (µ) is minimum as 0.1157 and is maximum as 0.1632 with Enklo100 for optimum thickness (S0) = 0.25 mm. With Enklo68, the coefficient of friction (µ) is minimum as 0.1053 and is maximum as 0.1502 with Enklo100 for optimum thickness (S0) = 0.3 mm. With Enklo68, the coefficient of friction (µ) is minimum as 0.11 and is maximum as 0.1549 with Enklo100 for optimum thickness (S0) = 0.6 mm. It is observed that coefficient of friction (µ) decreases from 0.1502 to 0.1053 with the application of Enklo68 for optimum thickness (S0) = 0.3 mm for SS316L as shown in Table 6.

Variation of COF (µ) as the function of different oils for SS316L
5 Conclusion
From analytical and experimental work, following conclusions are drawn.
The tube upsetting method is easy to perform experimentation as compared to other methods as it does not require measurement of applied force.
From analytical and experimental work, it is seen that COF depends on two main factors, i.e., initial thickness of tube S0 and internal pressure pi.
For SS304 without lubricant, the coefficient of friction (µ) is minimum and obtained analytically as 0.1053 and experimentally as 0.1769 for optimum thickness (S0) = 0.6 mm. With hydroforming fluid, the coefficient of friction (µ) is minimum and obtained experimentally as 0.1173 for optimum thickness (S0) = 0.3 mm. It is observed that coefficient of friction (µ) decreases experimentally from 0.1769 to 0.1173 with the application of lubricant Enklo68 and optimum thickness (S0) also decreases from 0.6 to 0.3 mm for SS304.
For SS316 without lubricant, the coefficient of friction (µ) is minimum and obtained analytically as 0.0939 and experimentally as 0.1634 for optimum thickness (S0) = 0.6 mm. With hydroforming fluid, the coefficient of friction (µ) is minimum and obtained experimentally as 0.123 for optimum thickness (S0) = 0.3 mm. It is observed that coefficient of friction (µ) decreases estimated experimentally from 0.1634 to 0.123 with the application of Enklo68 and optimum thickness (S0) also decreases from 0.6 to 0.3 mm for SS316.
For SS316L without lubricant, the coefficient of friction (µ) is minimum and obtained analytically as 0.0903 and experimentally as 0.1608 for optimum thickness (S0) = 0.6 mm. With lubricant, the coefficient of friction (µ) is minimum and obtained experimentally as 0.1053 for optimum thickness (S0) = 0.3 mm. It is observed that the coefficient of friction (µ) obtained experimentally decreases from 0.1608 to 0.1053 with the application of Enklo68 and optimum thickness (S0) also decreases from 0.6 to 0.3 mm for SS316L.
For SS304 with Enklo68, the coefficient of friction (µ) is minimum as 0.1292 and is maximum as 0.1775 with Enklo100 for optimum thickness (S0) = 0.25 mm. With Enklo68, the coefficient of friction (µ) is minimum as 0.1173 and is maximum as 0.1706 with Enklo100 for optimum thickness (S0) = 0.3 mm. With lubricant Enklo68, the coefficient of friction (µ) is minimum as (0.1277) and is maximum as 0.1723 with Enklo100 for optimum thickness (S0) = 0.6 mm. It is observed that the coefficient of friction (µ) decreases from 0.1706 to 0.1173 with the application of Enklo68 for optimum thickness (S0) = 0.3 mm for SS304.
For SS316 with Enklo68, the coefficient of friction (µ) is minimum as 0.1273 and is maximum as 0.1764 with Enklo100 for optimum thickness (S0) = 0.25 mm. With Enklo68, the coefficient of friction (µ) is minimum as 0.1144 and is maximum as 0.1533 with lubricant Enklo100 for optimum thickness (S0) = 0.3 mm. With lubricant Enklo68, the coefficient of friction (µ) is minimum as 0.1187 and is maximum as 0.1573 with lubricant Enklo100 for optimum thickness (S0) = 0.6 mm. It is observed that the coefficient of friction (µ) decreases from 0.1533 to 0.1144 with the application of Enklo68 for optimum thickness (S0) = 0.3 mm for SS316.
For SS316L with Enklo68, the coefficient of friction (µ) is minimum as 0.1157 and is maximum as 0.1632 with Enklo100 for optimum thickness (S0) = 0.25 mm. With Enklo68, the coefficient of friction (µ) is minimum as 0.1053 and is maximum as 0.1502 with lubricant Enklo100 for optimum thickness (S0) = 0.3 mm. With lubricant Enklo68, the coefficient of friction (µ) is minimum 0.11 and is maximum as 0.1549 with lubricant Enklo100 for optimum thickness (S0) = 0.6 mm. It is observed that coefficient of friction (µ) decreases from 0.1533 to 0.1144 with the application of Enklo68 for optimum thickness (S0) = 0.3 mm for SS316.
Abbreviations
- S 0 :
-
Initial wall thickness (mm)
- S1 :
-
Wall thickness at the side of movable punch (mm)
- S2 :
-
Wall thickness at the side of fixed punch (mm)
- da:
-
Initial outer diameter of the tube (mm)
- di:
-
Initial inner diameter of the tube (mm)
- di1:
-
Final inner diameter of the tube at the side of movable punch (mm)
- di2:
-
Final inner diameter of the tube at the side of fixed punch (mm)
- h0 :
-
Initial height of tube (mm)
- h:
-
Final height of tube after deformation (mm)
- C:
-
Strength coefficient
- n:
-
Strength hardening exponent
- pi:
-
Inner pressure of tube
- S0 :
-
Initial tube thickness
- µ:
-
Coefficient of friction
References
Koç M, Altan T (2001) An overall review of the tube hydroforming (THF) technology. J Mater Process Technol 108(3):384–393
Dohmann F, Bieling P (1991) Theoretical basis and applications of high pressure forming. Bleche Rohre Profile 38(5):379–385
Dohmann F, Hartl C (1994) Liquid bulge forming as a flexible production method. J Mater Process Technol 45(1–4):377–382
Dohmann F, Hartl C (1998) Hydroforming components for automotive applications. Fabricator, 30–38
Rudraksha SP, Gawande SH (2017) Optimization of process parameters to study the influence of the friction in tube hydroforming. J Bio Tribo Corros 3(4):56. https://doi.org/10.1007/s40735-017-9
Story JM, Jarvis GW, Murtha SJ (1993) Issues and trends in automotive aluminum sheet forming. SAE Publication Sp.- vol 944, pp 1–25
Rao KP, Wei JJ (2001) Performance of a new dry lubricant in the forming of aluminum alloys sheets. Wear 249:86–93
Erdemir A, Fenske GR (1998) Clean and cost-effective dry boundary lubricants for aluminum forming. SAE Special Publication, NO. SP-1350, pp 9–17
Simonetti C (2000) Why are you lubricating on-site, Fabricating Equipment News, October, pp 55–57
Kang BH, Lee MY, Shon SM, Moon YH (2007) Forming various shapes of tubular bellows using a single step hydroforming process. J Mater Process Technol 194(1-3):1–6
Limb ME, Chakrabarty J, Garber S, Mellor PB (1973) The forming of axisymmetric and asymmetric components from tube. In: Proceedings of the 14th international machine tool design and research conference, pp 799–805
Lee BH, Keum YT, Wagoner RH (2002) Modelling of the friction caused by lubrication and surface roughness in sheet metal forming. J Mater Process Technol 60(3):130–131
Hwang YM, Huang LS (2005) Friction test in tube hydroforming. Proc Inst Mech Eng B 219(8):587–593
Dohmann F, Klass F (1987) “Liquid bulge forming of tubular work pieces. Striped Sheets Tubes 4(1):7–10
Mariela L, Bibiana ML (2008) Numerical simulation of the lubricant performance in tube hydroforming. J Mater Process Technol 198(1–3):372–380
Prier M, Schmoeckel D (1999) Tribology of internal high pressure forming. In: Proceedings of international conference on hydroforming, Stuttgart, Germany, Oct 12–13
Meyer W, Dohmann F (1997) Tribology in internal high pressure forming (in German), Blech Rohre Profile, 36–39, Oct
Morgan B, Brownbeck P (2000) Lubricant interaction in hydroforming of tubes. Hydroforming J 11:14–16
Dalton G (1999) The role of lubricants in hydroforming. In: Proceedings of the automotive tube conference, Detroit, Apr 26–27
Ngaile G, Tibari K, Altan T (2000) Progress in tube hydroforming-formability, friction and design guidelines. In: Proceeding of international conference on innovations in THF Tech., Troy, June 13–14
Koc M (2004) Advance in tube hydroforming–An enabling technology for low-mass vehile manufacturing - material, lubrication, loading, simulation issues and alternatives. Tsinghua Sci Technol 9(5):527–545
Vollertsen F, Plancak M (2002) On possibilities for the determination of the coefficient of friction in hydroforming of tubes. J Mater Process Technol 125–126(9):412–420
Plancak M, Vollertsen F, Woitsching J (2005) Analysis, finite element simulation and experimental investigation of friction in tube hydroforming. J Mater Process Technol 170(1-2):220–228
ASME data base for nominal sizes of tube. https://www.engineeringtoolbox.com/asme-steel-pipes-sizes-d_42.html
Funding
This work is not supported fully or partially by any funding organization or agency.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interests regarding the publication of this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Rudraksha, S.P., Gawande, S.H. Influence of Lubricants on Coefficient of Friction in Tube Hydroforming. J Bio Tribo Corros 6, 14 (2020). https://doi.org/10.1007/s40735-019-0309-6
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40735-019-0309-6