
Abstract
The acceleration of environmental pollution and global warming has resulted in increased environmental awareness and regulations to reduce carbon emissions. As the automotive industry is evolving from internal combustion engine (ICE) vehicles to electric vehicles (EVs) and urban air mobility (UAM), composites have gained attraction for increased driving range and green mobility. However, composites, acclaimed to be an alternative to metals for its reduced weight and high mechanical properties, have not achieved successful mass adoption due to the tradeoff in performance and cost. While legislation is continuously being updated to tackle environmental concerns, automotive original equipment manufacturers (OEMs) have been hesitant to apply composite technology to mainstream vehicles, largely due to economic reasons. Therefore, latest developments have been focused on application of biodegradable composites and integration of robotic automation into composite manufacturing processes for eco-friendly, sustainable, cost-effective production. This paper reviews the latest applications of composite materials into modern vehicles and evaluates state of the art of composite manufacturing and recycling processes for green mobility.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
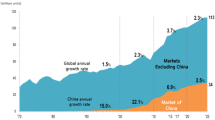
In recent years, the changes in markets, regulatory requirements, and technologies have led to growing demand of composites in the automotive industry [1]. With the rise in the pace of electrification and advances in technology, the trend in the automotive industry is shifting from ICE vehicles to EVs, hydrogen fuel cell cars, and hybrid vehicles [2]. There has also been an exponential growth in publications related to UAM, a disruptive new technology in the transportation sector for large-scale aerial operations in the cities to counter traffic congestion [3]. For EVs and UAMs to integrate with the existing urban infrastructure, lightweight components are required for maximizing driving range [4]. The main driving factor for the utilization of composites in upcoming vehicles is due to the pressure placed on car manufacturers to satisfy legal regulations to alleviate greenhouse gas (GHG) emissions [5]. Transportation is the second largest GHG emission source in the world, taking up 29% of the total GHG emissions in the EU, as shown in Fig. 1 [6, 7]. In 2015, the Paris agreement set a temperature control target of 1.5 °C, with 196 parties submitting intended nationally determined contributions indicating that they will achieve the economy wide goal of reducing GHG emissions [8]. In 2020, EU proposed to reduce greenhouse gas emissions to 45% from 1990 levels by 2030, and California declared all new commercial vehicles sold in-state to be emissions free by 2035 [9, 10]. The legal regulations responsible for the paradigm shift in powertrain technology increases the demand for composites to produce lightweight components, eco-friendly solutions, and sturdy battery enclosure systems.

Economic sectors responsible for GHG emissions in the EU
Polymer composites are known to be lightweight with good thermomechanical properties, making them favorable for efficient energy transportation [11,12,13,14,15]. Composites are created through the combination of matrix and reinforcement, where the matrix surrounds and binds reinforcement while forming the shape of the composite material [16, 17]. In 2021, the total composites market was valued at 88.8 billion U.S. dollars, and the market is likely to expand to 144.5 billion U.S. dollars by 2028 with a compound annual growth rate (CAGR) of 6.6% [18]. In comparison, to currently available alloys, composite materials have higher stiffness-to-weight ratio [19]. With the composition of metals for automobiles being 63% by weight, a 10% weight reduction can potentially increase the fuel efficiency of ICE vehicles and EVs by 6–8% and 10% [13]. A weight reduction of 25% can result in 250 million barrels of crude oil being saved [20]. Additionally, as polymer composites with a thermosetting matrix have higher specific energy absorption potential compared to various aluminum alloys, they have been applied in Formula 1 racing cars to mitigate the severity of accidents [21]. However, the wastes from thermosets are not reusable from the irreversibility of the hardening reaction [22]. Therefore, the majority of the thermoset composite materials that are currently being used end up in landfills, causing serious environmental concerns and loss of potential for capital recovery. [23] Moreover, the recycled materials from the current thermoset resin technology are of low quality, which is devalued compared to virgin materials [24]. Without a proper recycling infrastructure, the recycling cost for composites is exorbitant [23]25. Such challenges must be properly addressed for composites to be integrated with mainstream vehicles.
Nevertheless, substantial developments have been made to make composite technology more sustainable and economical2627. For example, applications of natural fiber composites (NFCs) have gained momentum from legislation’s initiative for automotive manufacturers to reuse and recycle materials [28]. Natural fibers provide great stiffness-to-weight ratio, reduced cost, and biodegradability [29, 30]. The density of natural fibers is lower compared to that of glass fibers, allowing for the production of lighter and eco-friendly components [31, 32]. It has been demonstrated by various researchers that NFCs typically can be recycled 4 to 6 times before their thermomechanical properties alter [33]. In addition, traditional composite manufacturing processes have been modified for faster production times through robotic automation. Automotive manufacturers have already begun the transition to automated composite manufacturing for improved process and cost efficiency [34].
Overall, this paper highlights the importance of composites for the future of the automotive industry. The latest applications of composite materials to modern vehicles are reviewed, along with state-of-the-art research on composite technology for future mobility, such as EVs and UAMs. Developments in composite manufacturing and recycling processes are also discussed in detail. Lastly, composite materials and manufacturing processes are evaluated for the successful integration of composite technology into upcoming mobility. An environmentally friendly, cost-effective approach for manufacturing composite parts for EVs and UAMs is suggested for maximized weight reduction and recyclability. For example, primary structures including the fan/rotor blades, landing gears, and frames can be manufactured with carbon fibers, and secondary components including doors, fairing, and floor panels can be manufactured with cheaper composites since the stress level of components is significantly lower in comparison to the primary structures [35]. Such design evaluations could provide the future direction of research and development for cost efficiency, recyclability, and green mobility.
2 Current Applications of Composites for Urban Transport
As the composites industry matured over the years, various types of materials were tested for constructing composites. Carbon fiber-reinforced composites (CFRP) and glass fiber-reinforced composites (GFRP) are representative composites with high mechanical properties used for various industrial applications, where 95% of the total volume of manufactured composites uses glass fibers as reinforcement [36]. Researchers have also used natural fibers to construct bio-degradable composites [37]38. To illustrate the mechanical properties of the various materials presented in this manuscript, an Ashby chart is presented in Fig. 2. This section provides the latest developments in composites technology for modern ICE vehicles, as well as the additional composite components built for EVs.

Ashby material selection chart of density against young’s modulus
2.1 Internal Combustion Engine Vehicles
In this section, the current applications of composite materials for ICE vehicles are discussed. The section is divided into main automotive parts. Figure 3 depicts some of the composite materials used for producing components in numerous modern automobiles [39,40,41,42,43].

Application examples of composite components in automobiles
2.1.1 Structural Applications
The main advantage of using polymer composites in the automotive industry is weight reduction. GFRP with a thermoplastic matrix has been used for structural automotive components such as a bumper structure for BMW, and a transverse support beam for Porsche [21]. Glass mat reinforced thermoplastics (GMT) and long fiber-reinforced thermoplastics (LFT) have also been used for producing dashboard carriers, front ends, bumper carrier, and underfloor systems [44]. Glass filled sheet molding compounds (SMC) with a thermoset matrix provides the benefits of weight reduced, design flexibility, reduced tooling cost, outstanding corrosion resistance, and improved noise, vibration, and hardness (NVH) properties. Meridian Automotive Systems has used SMC for molding a removable roof component and various other automotive exterior components in Chevrolet Corvette, Cadillac XLR, GM Hummer-2, Dodge Viper, Ford Escape, Ford Edge, and Pontiac Solstice. In 2006, nearly 182,000 tons of SMC were used for automotive and heavy truck applications [45]. CFRP has also been widely used as robust structural parts in various automobiles. BMW i3, which was one of the lightest and most fuel-efficient cars sold, used an extensive amount of carbon fiber for the body structure, as shown in Fig. 4 [46]. Automotive B-pillars have also been manufactured with CFRP for improved crashworthiness [47].

Composition of materials utilized for BMW i3 body parts
2.1.2 Drivetrain and Suspension Systems
Various companies have also integrated composites into suspension components and drive shafts. In 2017, Ford Motor Co. (Dunton, UK) produced a composite knuckle with a combination of carbon fiber/vinyl ester SMC with carbon fiber/epoxy prepreg through compression molding under a 5-min cure. The composite knuckle weighed 50% less than the all-steel knuckle [48]. In the same year, Saint Jean Industries developed a hybrid carbon fiber/aluminum suspension knuckle with 26% increased stiffness compared to an all-aluminum knuckle [49]. In 2021, Rassini, a producer of suspension components in the automotive industry, developed a rear suspension system for MY 2021 Ford F-150 pickup truck with a 16 kg weight reduction, reduced carbon footprint, and increased payload [50]. The suspension system comprises a composite helper spring molded by high pressure – Resin Transfer Molding (HP-RTM); EPIKOTE resin TRAC 06150 with EPIKURE curing agent TRAC 06150 epoxy resin system was chosen for mass production [10]. In 2020, Dynexa (Laudenbach, Germany) developed a one-piece CFRP automotive driveshaft to replace the segmented steel counterparts consisting of the steel driveshaft, flanges, and intermediate bearings [51]. The unified component, which enhances performance, and reduces overall weight by 20–30%, can provide great value for upcoming vehicles for an increased driving range.
2.1.3 Under the Hood Components
Under the hood components are exposed to corrosive chemicals such as fuel, oil, and coolant, under elevated temperatures from the internal combustion engine [52]. Especially, the engine oil pan is one of the most difficult the under the hood components to manufacture, as it must handle hot aromatic hydrocarbons, withstand stones and gravel kicked up by tires, and is exposed to road salt in winter times [53]. Due to the complex internal geometries, metal oil pans are heavy multipiece assemblies [54]. The first composite oil pan module, made of 35% short glass fiber-reinforced polyamide (PA6), was integrated into Daimler Chrysler’s 2004 Actros BR 500 Class 8 heavy trucks, 2008 C-class diesel sedans, 2009 Ford Excursion sport utility vehicles (SUVs), etc. The composite oil pan was much more corrosion-resistant and 50% lighter than the original aluminum part. Also, the injection molding process reduced the number of manufacturing steps required [55]. Over the years, the base resin has continuously been optimized for higher resistance to toxic chemicals, heat, and stone impact [56].
Other under the hood parts have also been manufactured with composite materials. Lightweight air ducts molded from two grades of short glass fiber-reinforced Fortron linear polyphenylene sulfide (PPS) resin have been applied to Volkswagen AG’s 2-L diesel engines [55]. Bio-composite radiator end tanks have been developed by Toyota, for reduced carbon footprint [57]. Other metal-based under the hood components such as engine-mounted oil filter modules and engine covers have been developed with composite materials for increased heat tolerance and for longer service life [55].
2.1.4 Interior Applications
Luxury automotive manufacturers have taken the initiative to utilize NFCs for automotive interior applications to reduce carbon footprint, vehicle weight, and cost [58]. The first commercial application of NFC in an automotive was for the inner door panel of the 1999 S-Class Mercedes-Benz, where the NFC comprised 35% Baypreg F semi-rigid (PUR) elastomer and 65% mix of flax [59]. Other automotive manufacturers such as Audi, BMW, Mercedes, Toyota, and Volkswagen have also implemented NFCS and bio-hybrid composites for interior parts in vehicles as renewable resource content [31]. Faurecia, a tier 1 automotive supplier, developed wood fiber composites consisting of 85% wood fiber and 15% phenol–formaldehyde (PF) binder resin for interior-trim components with boosted sound-deadening performance [60].
2.1.5 Wheels
Wheels, an essential component of automotive, have recently been innovated through CFRPs. Carbon Revolution (Waurn Ponds, Australia) was the first to fully commercialize carbon fiber wheels in 2008 [61]. Carbon fiber wheels were then introduced for Ford Mustang Shelby GT350R in 2015 for $15,000 per set [62]. The largest all-carbon fiber wheel made was in 2021, by Bucci Composites SpA (Faenza, Italy) for implementation into Bentley’s Bentayga SUV. The 22-inch all-carbon fiber wheel was manufactured with the HP-RTM process, and its advantages include weight savings of 6 kg/wheel and less rotational inertia [10]. In 2021, Vision Wheel (Decatur, Ala., U.S.) also presented a carbon fiber wheel manufactured with compression molding [63]. While carbon fiber wheels provide greater acceleration and better vehicle handling, the cost limits their integration into high-volume vehicles.
2.2 Electric Vehicles
EVs can benefit from the same applications of composite materials in ICE vehicles, mentioned in the previous section. This section examines several additional components pertaining only to EVs, which could utilize composite technology for greener mobility.
2.2.1 Battery Enclosure Systems
Battery packs, comprised of battery modules, add a tremendous amount of weight to EVs [64]. In order to compensate for the weight of the vehicle because of the battery pack, battery enclosures should be lightweight. Composites are a great candidate for battery enclosure systems, which require high mechanical and impact performance. Moreover, battery enclosure systems need to be resistant to flame, smoke, and toxic chemicals [10]. With the right selection of the reinforcement and matrix, composites can play a considerable role in EVs. In 2020, IDI Composites International (Noblesville, Ind., US) launched FLAMEX products consisting of fiber reinforcements and resins dedicated precisely to battery enclosure systems. FLAMEX products are composites made from a combination of chopped glass fibers with unsaturated polyester (UPR) and a combination of UPR with vinyl ester; they have been qualified for use in battery packs since passing the Chinese Standard GB/T 31467.3 test [10]. In the same year, Teijin Automotive Technologies, a supplier of compression-molded composite EV battery covers, unveiled a full-scale demonstrator of its multi-material EV battery enclosure that uses composites in both the upper cover and the lower tray. The company has developed various composite materials with a fusion of fire-resistant Alumina Trihydrate (ATH) with SMC, a fusion of a glass fiber reinforcement with phenolic, 834E vinyl ester, and snap-cure resins through RTM [65]. TRB Lightweight Structures (Huntingdon, U.K.) has also announced the development of a novel composite battery enclosure manufacturing operation for electric buses, which can produce a single enclosure every 11 min through an automated fabrication line. The enclosure is manufactured from automated cutting and compression molding of pre-impregnated carbon fiber [10]. In 2021, a consortium led by Evonik Industries developed an economical, lightweight high-voltage battery housing concept with glass fiber-reinforced epoxy SMC. The novel solution, which houses three different battery sizes, provides a resource-efficient alternative to metals and expensive CFRP [66]. In the same period, German chemical company Lanxess and Korean auto parts specialist INFAC jointly developed a battery enclosure with halogen-free, flame-resistant glass fiber-reinforced PA6 to qualify for the stringent mechanical and chemical property requirements. The battery cell casing has already been adopted for series production of a Korean automaker’s EVs [10].
2.2.2 Energy Storage
Structural composite energy storage devices (SCESDs) are simultaneously able to provide high mechanical performance and energy storage capacity [67]. Xu et al. fabricated a SCESD through lithium triflate with polyvinylidene fluoride (PVDF) binder, epoxy resin electrolyte, and electrodes made of aligned discontinuous carbon fiber dry prepregs [68]. Pandey et al. developed a supercapacitor-based energy-storing CFRP as a part of an EV’s floor panel. The high-strength composite was manufactured through alternate layer patterning of epoxy and polyacrylamide gel electrolyte with graphene sheets attached on carbon fiber electrodes deposited with different metal oxides [69]. The capability of energized composites to store and distribute electrical energy can significantly reduce the weight of the battery and vehicle itself, increase driving range, and provide more flexibility in design. However, such technology brings considerable safety risks to the passengers, which is why unmanned aerial vehicles (UAVs) seem more suitable for SCESDs.
3 Development of Composite Manufacturing Processes
Countless methods have been developed throughout the years for manufacturing composites. The main methods used for modern automotive applications are discussed in this section along with their latest developments.
3.1 Automated Lay-Up
Hand lay-up with prepreg fiber reinforcements is one of the earliest and most common composite manufacturing processes used [17]. Prepregs, which are sticky and flexible, are sheets or unidirectional fibers pre-impregnated with a partially cured resin matrix [70]. The process heavily depends upon manual labor, and autoclave curing is accompanied by high-quality structural components in aerospace applications [71, 72]. Autoclave curing is an expensive process that helps to cure the resin at a predetermined temperature and pressure in a vacuum state [73, 74]. The hand lay-up process, however, has not been favorable for the mainstream automotive industry, which requires high speed, volume, repeatability, and consistency in production [75]. Therefore, there was a demand for automated lay-up technology, resulting in the creation of automated tape layering (ATL) and automated fiber placement (AFP) systems [76]. Such systems enabled the automation of prepreg fabric placement, but they lacked efficiency and cost-effectiveness [75]. Moreover, the processes were limited to simple geometry with no deep contours, as shown by the example of the ATL process in Fig. 5. To counteract this issue, Elkington et al. developed a two-staged method for automated layup, capable of forming complex shapes. Plies are formed in the approximate shape of the mold with a press mechanism in the first step and the multiple end effectors controlled by a single six-axis robot were used for the lay-up in the second step [77]. Optimization has also been performed for high-speed automated layup for CFRP with a thermoset matrix [78]. At the Center for Automated Manufacture of Advanced Composites (AMAC), a multi-axis AFP robot is featured with a head for laying parallel thermoset prepreg composite tows and a specialist thermoplastic composite head for single-step fabrication of high-performance composites, as shown in Fig. 6. It is expected that robotic automation will become more common in composite manufacturing of components in upcoming vehicles.

Illustration of the automated tape layering process

Images of the AFP robot in AMAC used for producing high-performance composites
3.2 Spray-Up
In the Spray-Up process, chopped fibers of reinforcement material and resins are sprayed at the same time, while a roller fuses the composite [79]. The process is faster than hand lay-up, but the direction of fibers is random [80]. While the process is offered by various suppliers worldwide, it is not as widely used compared to other composite manufacturing processes, as low-viscosity resins are required and the short fibers limit the mechanical properties. Still, the method is applicable to lightly loaded structural panels and caravan bodies. Automation is necessary for increased volume production as rolling in the final step is usually conducted by workers. Recently, Zin et al. developed an automated spray process for pineapple leaf fiber hybrid biocomposites through the integration of a chop spray gun into an industrial robotic arm [81].
3.3 Resin Transfer Molding (RTM)
The RTM process, illustrated in Fig. 7, involves using a closed mold to fabricate a composite part. The dry reinforcement material is placed in a closed mold cavity according to the mold shape [55]. Resin is then injected under pressure for impregnation for complete wetting [82]. RTM and its variants are recognized as the most sound techniques for the production of CFRP cost-effectively [83, 84]. Other advantages include the capability of producing complex-shaped parts with close dimensional tolerance and improved surface finish. However, the part quality of RTM suffers from the inherent variation in process parameters that generate variations in mechanical properties and voids [82]. The variants of the RTM process include low pressure RTM (LP-RTM), HP-RTM, and compression RTM (C-RTM) [83]. The RTM processes have been categorized in Table 1. LP-RTM uses lower resin injection pressure and a vacuum is used to clamp the molds, with reduced tooling costs compared to RTM [85]. For HP-RTM, the reinforcement is placed on a one-sided mold and sealed with a vacuum bag at high pressure levels [86]. Though HP-RTM requires high tooling costs, the cycle time can be reduced substantially [83]. This process is currently widely being used in the energy, aerospace, marine, defense, and infrastructure building industries [87]. A lot of the automotive applications utilizing RTM and HP-RTM have been mentioned in the previous section.

Main process steps of resin transfer molding
C-RTM currently has the lowest cycle time, due to the gap existing between the dry preform and the mold upper part that decreases flow resistance. A study reported that C-RTM required the lowest cost for producing an automobile roof, while the cost required for HP-RTM was 9.2 times higher and RTM was 14.8 times higher [84]. In 2020, Nissan Motor Co. (Yokohama, Japan) demonstrated that using C-RTM for manufacturing CFRP resulted in a 50% reduced development time [88]. Within the variants of RTM, C-RTM provides the highest productivity and lowest tooling cost, making it a great candidate for eco-friendly manufacturing of composites through further developments.
3.4 Reaction Injection Molding (RIM)
Reaction injection molding (RIM) was first introduced at the 1967 International Plastic Fair as a method for producing an all-plastic car, and the process was used for manufacturing front and rear bumper fascia covers for several General Motors automobiles in 1975 [89]. RIM is a liquid injection molding process where two or more liquid intermediates react to form a cured polymer to be injected into the mold cavity [90]. RIM includes variants such as structural RIM (S-RIM) and reinforced RIM (R-RIM), classified by the type of fiber. For S-RIM, the resin is injected into a mold cavity that already occupies a continuous fiber preform lay-up. For R-RIM, chopped fibers are injected into the mold cavity with rapid-cure resin. [13] Programmable robots have been utilized for controlling fiber orientation and automation of the process. Structural parts that do not require high-quality finish have been manufactured with a combination of S-RIM with rapid preforming methods by various automotive industry suppliers [91].
3.5 Resin Film Infusion
Resin film infusion (RFI) uses thin thermoset resin film instead of liquid resin for manufacture [92]. The process uses one male or one female mold of the desired shape [93]. The assembly is then vacuum bagged, and the air is removed with a vacuum pump for oven or autoclave curing [94]. Currently, the method has only been successful with epoxy resin [92]. The process was developed as an effective replacement for the need of prepreg materials [95]. Though RFI has not found widespread use in the automotive industry, the process is increasingly getting accepted in the aerospace industry for its low cost and capability of producing large structures with thermoset composites [96]. Such technology also seems applicable for marine transportation, and for fabrication of large boat hulls.
3.6 Other Notable Resin Infusion Processes
Patented by the Boeing Company in 2008, Double Bag Vacuum Infusion Process (DBVI) has an inner bag for trapping air and an outer bag for compacting laminate [97]. The Boeing Company, NASA, and other firms have used the technology to make parts with aerospace quality [91]. Membrane-assisted resin infusion (MARI) process with 100% impregnation was also used to develop CFRP wing for Russian OEM Irkut’s MS-21 single-aisle jetliner; the patented process involves laying down of dry fibers and much work remains in optimization [98].
3.7 Compression Molding and Injection Molding of SMC and BMC
Compression molding enables mass production of composites through hot pressing with large hydraulic or mechanical molding presses [99]. With SMC, a composite sheet material with chopped fibers between thick resin paste, 200,000 parts can be generated from forged steel dies. Automakers have used carbon fiber-reinforced SMC for exterior body panels and they have also formulated resins for SMC to manufacture parts with UV, moisture, and impact resistance [19]. Bulk molding compound (BMC) is a bulk prepreg, consisting of chopped fiber and resin [100]. Unlike SMC, which is a sheet form, BMC is made in form of a thick rope [101]. Automated BMC injection molding has infiltrated various markets with thermoplastic and metal casting manufacturers. Electronic throttle control (ETC) valves in the engines of BMW Mini and Peugeot 207 have been manufactured through BMC injection molding [19]. BMCs have also been utilized for non-heavy load bearing parts, for reduced fuel consumption in aircraft and automobiles [102]. In Europe, SMC and BMC have the largest contribution to the total production volume of GFRP [36].
While injection molding enables the production of parts with complex geometry, it cannot be utilized for producing large-scale components. Alternatively, thermoforming is adequate for large parts but is limited in geometrical complexity [103]. Therefore, a hybrid injection molding/thermoforming process, illustrated in Fig. 8, has been developed to overcome the limitation of both processes. The process developed during the SpriForm project can form PA12 tapes and mats, and overmold plastic features in a single step in a fully automated production cell [104]. The bumpers produced from this process have high strength and energy absorption, with a 20% weight reduction compared to aluminum designs. The Carbon fiber/Amid/Metal Interior Structure using Multi-material System Approach (CAMISMA) team manufactured and crash tested a full-scale seat back structure made from the hybrid process from 2011 to 2015. The results of the crash tests were in line with the expectations and there were no failures that presented serious issues [105].

Main process steps of the hybrid injection molding/thermoforming process
3.8 Filament Winding
Filament winding is an automated computer-controlled process, where fibers pass through a hot resin bath for molding around a rotating mandrel [99]. Solid rocket motor cases and liquid fuel bottles were manufactured from filament winding after World War II [106, 107]. Nowadays, filament winding is a popular process used for producing parts such as driveshafts, yacht masts, bicycle rims and forms, aircraft fuselages, spacecraft structures, and car wheels [108]. Some of the latest innovations have shown great potential for filament winding to be used for future mobility with high precision, high productivity, with zero waste. For example, Cygnet Texkimp’s 3D winding machine is able to produce complex parts varying in cross-section and shape [109]. MF Tech and MIKROSAM are in the development of a process that combines filament winding with automated fiber placement [108]. FibreTEC3D is an upgraded 3D winding process developed by Daimler that produces load-tailored, lightweight structures without generating waste [108]. FibreTEC3D has been used for the Mercedes E-Class and other vehicles since the middle of 2019 [110]. In 2015, Murata presented MFW-48–1200, a multiple fiber system that simultaneously applies 48 fiber inputs. The multiple filament winding process is being tested by Murata for building prototype hydrogen storage cylinders for automotive applications [111, 112]. There is a possibility for filament winding to be utilized for producing all parts of a car in the future, as the latest research and development involving robots and automation allow for economical and eco-friendly production of components with high precision.
3.9 Pultrusion
Pultrusion, patented by W. Brandt Goldsworthy in 1959, is a continuous process that is able to produce a constant cross-section of FRP [99, 113]. A mechanism enables continuous strands of reinforcement infused in a resin bath to be pulled through a steel die, which is heated rapidly for consolidation [17]. The manufacturing process can produce composites with complex cross-sectional shapes and high structural properties [114]. Considered to be one of the most cost-efficient processes for manufacturing composites in high volumes, pultrusion has been used for producing automotive parts such as bumper beams, roof beams, front-end support systems, door intrusion beams, chassis rails, and transmission tunnels [115]. In 2018, L&L Products, Inc. launched Continuous Composite Systems (CCS) pultrusions, where products that are 75% lighter than steel and 30% lighter than aluminum were sold at an economical price [116].
The biggest limitation of the standard pultrusion process is that the generated profile is oriented along a linear axis. Various unsuccessful attempts have been made to produce curved pultrusions with this manufacturing process. The earliest attempt was by W. Brandt Goldsworthy, who invented the pulforming process for the production of curved thermoset composite leaf springs [117]. The composite leaf springs applied in modern automobiles are molded mainly by RTM [113]. However, in 2017, Thomas Technik & Innovation (TTI) reported considerable success with curved pultrusion technology through the development of a radius-pultrusion system with five degrees of freedom, depicted as a simple schematic in Fig. 9 [116]. As an automated process, such development shows promise for further integration into upcoming vehicles.

Schematic of the curved pultrusion process
3.9.1 Additive Manufacturing
Additive manufacturing (AM), also referred to as 3D printing, provides the advantages of freedom in design, mass customization, and the ability for the production of complex geometries [118]. However, AM is limited in the efficiency of energy, cost, and production speed [119]. Currently, AM technology, such as fused deposition modeling (FDM), selective laser sintering (SLS), and selective laser melting (SLM) are used for manufacturing exterior, fluid handling components, and exhaust/emission components [120]. Since the build size of AM systems is limited, AM is suitable for small components with complex geometry such as alternator brackets, complex ducting structures, and bellows [121]. Economically, AM technique is more cost-efficient for the production of very small series components [122]. Though there is a fast acceptance of AM by automotive OEMs, AM should not be considered a replacement for traditional manufacturing processes suited for mass production; rather, AM should be considered a complementary manufacturing process for low volume, customized automotive components [123]. Rapid curing carbon fiber composite printers have also been developed for the automated repair of small-scale parts with higher quality compared to those repaired through conventional hand lay-up [124].
3.9.2 Joining
Despite composites’ structural and lightweight advantages, joining and connecting complex components have always been significantly challenging. Large components for both aerospace and automotive applications generally require the joining of different parts including the hybrid joining of composites and alloys. Currently developed conventional joining methods include adhesive bonding, mechanical fastening, and welding [125]. Adhesive bonding is used the most for joining two different materials. Due to the presence of an adhesive layer between the two different materials, adhesive bonding can prevent cracks and galvanic corrosion, and effectively seal the joint [126]. Moreover, significant weight can be saved due to the simplified design of the structure [127]. It may reduce the weight of individual components, but the overall weight of the structure is only marginally reduced since a large weight of the adhesive is added. For example, in the production of BMW i3, 16 kg of adhesive is used for joining CFRP components [128]. Furthermore, due to long processing time, limited joining strength, environmental degradation, and strength durability have bounded its use on large scaled components [127, 129].
Hybrid joining can also be undertaken by the mechanical fastening of the two components; riveting and bolting. Riveting is implemented for joining multiple components via axial force to form a nail head. Among the different types of riveting, through-hole riveting uses a punch and a die. During the process, no waste materials and minimal thermal impact are incurred [130]. Wang et al. developed a post-curing self-piercing riveting (SPR) method to join CFRP with aluminum alloy joints [131]. The quality of the joint was analyzed through mechanical strength and microscopic examination; results showed that post-curing SPR joints had better strength than regular SPR joints [131]. Riveted joining has been used for manufacturing BMW 7 series. The main aluminum body of the chassis and a carbon composite structure was joined through riveting [132]. The main difference between bolting and riveting is that for bolting, the bolt is inserted into a drilled hole and fixed by tightening with a nut [133]. It is one of the most common and simple principles but it has limitations due to poor sealing of the joints and increasing the stress concentration near the hold edge [126].
Three most common welding procedures undertaken for hybrid joining composites and alloys are ultrasonic, laser, and friction welding. Ultrasonic welding is one of the most implemented welding methods for composite materials. It generates heat by molecular friction at the surface through high frequency and low amplitude vibration energy [134]. Through the ultrasonic application, a molten liquid film is created, and the hybrid materials are joined through an application of pressure. Laser welding is a precise and rapid method that implements a focused laser beam to create the weldment. Since the source of the laser beam is highly dense and concentrated in a specific area, the unnecessary area beyond the welding area is less affected by the heat [135]. Such advanced welding process has been readily used by both the automotive and aerospace industries. Friction welding has also been widely used for automotive and aerospace applications. The welding process is undertaken by creating heat between two surfaces via induced rubbing motion [136]. Such joining methods have been favorable since it is pollution-free, energy-saving, and highly efficient [126]. However, the set-up cost is very expensive, and it has limitations to angular and flat butt joints.
4 Recycling
As tens of thousands of aircraft and automobiles consisting of high amounts of composites are to retire, recycling challenges are likely to emerge as serious environmental concerns [137]. Thermoset composites, in particular, are not being properly recycled, and are piling up in landfills [138]. With Germany already banning composite landfilling in 2019, more countries will follow to reduce environmental pollution [139]. Through the life cycle assessment of CFRP in automobile applications, Zhang et al. emphasized the importance of recycling for reduced energy consumption [140]. Future manufacturing processes will have to be designed to minimize and eventually remove waste from the system [141]142. This section provides the latest progress in composite recycling methods. The percentage of the tensile strength of recycled fiber compared to virgin fiber that was obtained through the latest research has been listed in Table 2. It should be noted that recycled NFCs with polypropylene (PP) matrix have little to no reduction in tensile and flexural strength from increasing recycling steps in contrast to recycled carbon fiber or glass fiber composites with PP matrix; however, even after numerous recycling steps, recycled natural fiber/PP composites have weaker material properties compared to PP composites with carbon fiber or glass fiber [143].
4.1 Mechanical Recycling
The recycling process for composites can largely be divided into the mechanical, thermal, and chemical processes, as depicted in Fig. 10 [156]. Mechanical recycling processes for composites involve shredding waste into smaller pieces through slow-speed cutting or shredding mills [139]. The smaller pieces can be divided into coarse recyclates with higher fiber content and fine recyclates with higher resin content. In comparison to other recycling processes, mechanical recycling requires the least amount of energy of 5–10 MJ/kg, as pyrolysis requires 24–30 MJ/kg and solvolysis requires 21–91 MJ/kg [157,158,159]. Though mechanical recycling does not have the ability to separate fibers from the matrix like other recycling methods, it is the most cost and energy-efficient recycling process [139]. Thomas et al. tested CFRP powder wastes with epoxy resin to produce recycled composites. While the inclusion of powder waste increased overall mechanical properties, more than 20 wt.% of carbon powder waste was not recommended due to reduced fluid viscosity [160]. Researchers at Windesheim University of Applied Sciences developed a push-pultrusion process for flakes and strips cut from end-of-life composite parts to be incorporated into a standard pultrusion process. The novel composite could consist of up to 70% of recycled composite by weight [161]. Overall, the mechanical recycling process is more suitable and economical for recycling GFRP in comparison to CFRP, despite the reduction in mechanical performance [139]. The process is applicable to both thermoset and thermoplastic composites [162].

Schematic of the three main types of composite recycling processes
4.2 Pyrolysis
The most commonly used recycling process used in the industry is pyrolysis [138]. The process results in char, fiber, oil, and gas residue, and requires post-processing to obtain pure fiber from the solid residue [146]. Li et al. reported that the recycled fiber from microwave-assisted pyrolysis resulted in higher tensile strength and impact performance compared to the original carbon fiber. [163]. Lopez et al., reported a 28% reduction of tensile strength for recycled carbon fibers, while Nahil et al. reported a minimum 10% reduction for recycled carbon fibers with pyrolysis [145, 146]. Anmet (Szprotawa, Poland), a recycling company, developed an experimental furnace capable of recovering carbon fibers with 90% strength compared to virgin carbon fiber at a processing speed of 200 kg of carbon fiber per day [161]. The carbon fiber reinforcements recovered from thermal recycling do not have a significant loss in properties, in contrast to recovered glass fiber reinforcements, which lose at least 80% or more of their strength in temperatures typically used in thermal recycling processes [139]. However, recycling thermoset GFRP is more economically viable in contrast to recycling thermoset CFRP [164].
4.3 Solvolysis
Solvolysis is a chemical treatment recycling process that uses a solvent to degrade the matrix [162]. Water is the solvent that is mostly used, and the process results in high-quality recycled carbon fibers [139]. Yuyan et al. developed a chemical recycling method for thermoset epoxy composites by using water at a temperature and pressure below its critical point. The process that was performed with subcritical water left only fiber behind. However, since the size of the reactor used for experiments was 100 mL, further verifications with large-scale reactor are required for integration in industries [165]. While solvolysis can reduce energy consumption and provide excellent recovery, the process is not economical and the majority is still in the developmental stage [138]. The recycling process has a high potential for reusing the matrix, and the solvolysis is recommended to be used for thermoset CFRP and thermoplastic CFRP [139].
5 Evaluation of Composite Materials and Processes for Future Mobility
In this section, composite materials are assessed based on performance and environmental friendliness. Composite manufacturing processes are also evaluated based on different process features for their sustainability and productivity. The appropriate combinations of composite materials and processes are ultimately chosen for an eco-friendly, cost-effective approach to manufacturing UAMs.
5.1 Material Selection
Currently, the most commonly used composites in the automotive industry are glass-reinforced thermoset composites [166]. While thermoset composites are favored for their high performance, their inability to be reshaped or to be recycled make them incompatible with green mobility. Thermoplastic composites, which can be recycled, have the potential for fast, clean automated manufacturing and infinite shelf life [167]. However, the high viscosity of the thermoplastic matrix inhibits proper impregnation and makes the composite prone to defects [168]. If thermoplastic composites can be created with higher thermomechanical properties with a built-in recycling infrastructure, applications of thermoplastic composites would substantially increase.
For green mobility, the ideal choice of reinforcement for automotive composites would be natural fibers. Glass fiber production requires 5–10 times more non-renewable energy compared to natural production, as cultivation of natural fibers mainly require solar energy, while glass and glass fiber production are both energy-intensive processes highly dependent on fossil fuels [169]. Additionally, natural fibers can be incinerated theoretically with no addition to carbon emissions as the plants used for cultivating natural fibers sequester carbon dioxide during their growth [169]. However, NFCs, which have high flammability, low moisture resistance, and weak bonding, do not comply with the demanding requirements that an automotive is subjected to [170]. An automotive composed mainly of NFCs would likely have low thermomechanical performance and exposure to corrosive chemicals and fluids would be devastating. With the automotive industry already having a well-established structure, a considerable amount of risk and capital is required for developing a whole new infrastructure for profitability [171]. To resolve the fundamental limitations of NFCs, active research is happening in the field of hybrid composites172173174. While there have been successful attempts to increase thermomechanical properties, the majority of the methods used in research are not feasible for mass-scale production [175,176,177,178]. Therefore, it is suggested to use CFRP for lightweight structural parts and NFC for interior applications at the current stage of development in composite technology.
5.2 Process Evaluation
The main composite manufacturing processes currently applicable to the automotive industry were evaluated based on six important process features, as shown in Table 3. The processes were assessed based on cited references and the author’s expert opinion. While some of the processes such as RTM and compression molding are already implemented for the production of automotive parts, processes such as hand lay-up, spray-up, and filament winding with robotic automation are still in development [188]. Once robotic automation is implemented into these processes, the speed of production is expected to drastically increase, making the process much more economical. Automotive OEMs are likely to favor manufacturing processes with low investment costs and high productivity.
Flexibility in design and the size of the part that can be manufactured with the process are also important factors to be considered. Not all fast and low-cost processes are applicable to every part of the vehicle. For example, it is very difficult to manufacture complex single-piece air ducts with RTM, due to the hollow cross-sections of each duct pointing in various directions. Such components are more suitable to be manufactured with AM processes such as SLS or SLM [122]. While AM is suitable for parts with complex geometry, the process is limited to the low volume production of small components. The size of parts that can be manufactured with some of the composite manufacturing processes relative to the level of complexity in design are depicted in Fig. 9. Table 3 and Fig. 11 can be used as general guidelines for manufacturers to choose the appropriate manufacturing process for targeted automotive parts.

Composite manufacturing processes according to the design complexity and part size
Green factor was given to each of the manufacturing processes listed in Table 3. The green factor was decided by the author through the assessment of the matrix materials, energy consumption, and service life. Composite manufacturing processes that utilize thermoset composites were given a lower score in comparison to those that utilize thermoplastic composites, due to the difficulty of recycling and the reduced mechanical properties of recycled materials. In addition, high-speed production of large-scale components is likely to consume vast amounts of energy. Manufacturing processes with a lower green factor are likely to be restricted by the increasingly demanding environmental regulations in the future. Overall, the evaluation provides insights into the direction of how the current manufacturing processes should be advanced for current manufacturing processes to be greener and more productive.
5.3 Recommended Composite Materials and Processes for Manufacturing Parts in UAM
Several concepts of electrical vertical take-off and landing (eVTOL) aircraft have been developed for UAM, which can benefit from the use of composites [189]. The suggestion of composite materials and manufacturing processes for producing different parts in an eVTOL aircraft are displayed in Fig. 12. The ideal options were explored through the latest composite applications in ICE vehicles and EVs, along with the process evaluation conducted in the previous section.

Environmentally friendly cost-effective approach of applying composite technology to UAM
Prepreg compression molding (PCM) of CFRP was selected as the main process for producing robust structural components such as the frame, body panels, and door panels. CFRP is the ideal choice of material as the weight of UAM must be light, and the material must be compliant with aerospace regulations. The use of carbon fiber in this process results in components with high energy absorptance, mitigating the chance of fatal aviation accidents. Co-injection RTM can also be implemented for manufacturing these components, as extra materials can be added for the components to be more weather-resistant.
Smaller components such as interior components, fans, rotor blades, and battery enclosure systems can also be manufactured with compression molding. A single process for manufacturing all these components would be simple and convenient for automotive OEMs. Damage to the fans and rotor blades could prove fatal for the flight of UAM, which is why carbon fiber-reinforced SMC/BMC was suggested as the ideal choice for high mechanical properties. Glass fiber-reinforced thermoplastics were chosen for the battery enclosure system, as they are cheaper and safeguarded by robust exterior components. Interior trim components and seats can be manufactured with recyclable, biodegradable NFCs for substantial weight reduction and for increased green mobility. Hybrid Injection molding/thermoforming process can also be used for interior applications as it overcomes the limitations of injection by being able to produce larger scale components, and recent developments have already enabled fully automatic production of car seats in a single step.
The windshield can also be constructed through thermoforming sheets of glass fiber-reinforced polycarbonates. The polycarbonate layer helps the windshield to absorb the energy from the striking object projectile [190]. Optically transparent composite windshields are a safe lightweight solution for UAM applications and replace the need for minerals used in conventional windshields. However, more research is required for automotive OEMs to favor composite windshields as the material costs for producing polycarbonates are high.
Unlike ICE vehicles, EVs, and airplanes, eVTOL aircraft do not require wheels for vertical take-off and landing. Instead, helicopter skids can be applied as landing gears. Pultrusion process was chosen as the ideal manufacturing process as it is a cost-effective continuous process. Recent developments enable the production of single-piece skids with curved edges through curved pultrusion technology. Carbon fiber-reinforced thermoplastics are the appropriate composites for the landing gear, as they can reduce the damage caused by ground contact, but also be recycled with minimal reduction in mechanical properties to replace the landing gear every few years.
Overall, this section provides speculation of how UAM can be manufactured with current manufacturing processes. It is estimated that more than 30% of the materials can be recycled with this approach, with approximately 70% weight reduction in comparison to when the aircraft is manufactured with metals. An automotive specialist in lightweight materials stated that compression molding and AFP/ATL are the composite manufacturing processes that are highly likely to be utilized with CFRP for the majority of the parts in upcoming UAM. The opinions presented in this article are conjectures based on modern composite technology, as there are years before functional UAM will become mainstream in society, and more advanced composite manufacturing processes could emerge at the current pace of development. It is up to the automotive OEMs to decide on the processes to use based on cost-effectiveness, productivity, and environmental regulations.
6 Conclusion
The desirable material properties that cannot be achieved by any material alone provide composites tremendous potential for future mobility. Currently, automotive OEMs have manufactured high-grade parts with composites with their focus on light-weighting and reduced fuel consumption. The author expects heavy use of composites for upcoming vehicles such as EVs and UAMs not only for lightweight structural parts but also for battery enclosure systems and efficient energy storage. Latest research and developments have allowed for the robotic automation of various composite manufacturing processes for economical mass-scale production. Further process development for higher production rate, and higher mechanical properties with increased fiber volume fraction of flexible and complex composite parts is expected. Meanwhile, environmental regulations are tightening, and they have continuously influenced the composites market. For automotive suppliers and manufacturers to continue to thrive in their field, it is recommended for increased utilization of eco-friendly composites, the establishment of a proper recycling infrastructure, and development of a cost-effective approach for manufacturing parts. This paper hopes to prove beneficial for upcoming mobility by providing the latest developments and evaluation of manufacturing processes.
References
Kumar, S., & Bharj, R. S. (2018). Emerging composite material use in current electric vehicle: a review. Materials Today: Proceedings, 5(14 Part 2), 27946–27954. Accessed Sept 2022
Schulze, A., Paul MacDuffie, J., & Täube, F. A. (2015). Introduction: knowledge generation and innovation diffusion in the global automotive industry—change and stability during turbulent times. Industrial and Corporate Change, 24(3), 603–611. Accessed Sept 2022
Garrow, L. A., German, B. J., & Leonard, C. E. (2021). Urban air mobility: a comprehensive review and comparative analysis with autonomous and electric ground transportation for informing future research. Transportation Research Part C: Emerging Technologies, 132, 103377. Accessed Sept 2022.
Pejman, R., Gorman, J., & Najafi, A. R. (2022). Multi-physics design of a new battery packaging for electric vehicles utilizing multifunctional composites. Composites Part B: Engineering, 237, 109810. Accessed Sept 2022.
Lukin, E., Krajnović, A., & Bosna, J. (2022). Sustainability strategies and achieving sdgs: a comparative analysis of leading companies in the automotive industry. Sustainability, 14(7), 4000. Accessed Sept 2022.
Transport could burn up the EU’s entire carbon budget - International Council on Clean Transportation. 2021 2021–04–09; Available from: https://theicct.org/transport-could-burn-up-the-eus-entire-carbon-budget/. Accessed Sept 2022.
Elgowainy, A., et al. (2018). Current and future United States light-duty vehicle pathways: cradle-to-grave lifecycle greenhouse gas emissions and economic assessment. Environmental Science & Technology, 52(4), 2392–2399. Accessed Sept 2022.
Tanaka, K., et al. (2021). Cost-effective implementation of the Paris agreement using flexible greenhouse gas metrics. Science Advances, 7(22), eabf020. Accessed Sept 2022.
Tol, R. S. (2021). Europe’s climate target for 2050: an assessment. Intereconomics, 56(6), 330–335. Accessed Sept 2022.
Sloan, J. (2022). Composites end markets: Automotive (2022). Available from: https://www.compositesworld.com/articles/composites-end-markets-automotive-2022. Accessed Sept 2022.
Yorseng, K., et al. (2022). Towards green composites: bioepoxy composites reinforced with bamboo/basalt/carbon fabrics. Journal of Cleaner Production, 363, 132314. Accessed Sept 2022.
Rangappa, S. M., et al. (2022). Bioepoxy based hybrid composites from nano-fillers of chicken feather and lignocellulose Ceiba Pentandra. Scientific Reports, 12(1), 1–18. Accessed Sept 2022.
Sarfraz, M. S., Hong, H., & Kim, S. S. (2021). Recent developments in the manufacturing technologies of composite components and their cost-effectiveness in the automotive industry: a review study. Composite Structures, 266, 113864. Accessed Sept 2022.
Bhandari, B., et al. (2011). Development of CFRP precision gantry beams for 11th generation LCD panel manufacturing. In: ICCM International Conferences on Composite Materials. Accessed Sept 2022.
Kim, C., Yun, M. G., Kim, S., & Jeon, G. W. (2022). Mathematical Model to Predict the Moduli of Wet-Laid Pulp/Fiber/Resin Composite Materials. International Journal of Precision Engineering and Manufacturing, 23(11), 1315–1324. https://doi.org/10.1007/s12541-022-00700-8. Accessed Sept 2022.
Loeliger, A., Yang, E., & Bomphray, I. (2021). An overview of automated manufacturing for composite materials. In: 2021 26th international conference on automation and computing (ICAC). Accessed Sept 2022.
Rajak, D. K., et al. (2019). Recent progress of reinforcement materials: a comprehensive overview of composite materials. Journal of Materials Research and Technology, 8(6), 6354–6374. Accessed Sept 2022.
Composites Market Size | Industry Report, 2021–2028. 2022; Available from: https://www.grandviewresearch.com/industry-analysis/composites-market. Accessed Sept 2022.
Nagavally, R. R. (2017). Composite materials-history, types, fabrication techniques, advantages, and applications. Int. J. Mech. Prod. Eng, 5(9), 82–87. Accessed Sept 2022.
Frost, S. and A. Sullivan. (2009). Global analysis of weight reduction strategies of major OEMs. Market Engineering Research. https://store.frost.com/global-analysis-of-weight-reduction-strategies-of-major-oems.html. Accessed Sept 2022.
Friedrich, K., & Almajid, A. (2012). Manufacturing aspects of advanced polymer composites for automotive applications. Applied Composite Materials., 20, 107–128. Accessed Sept 2022.
Biron, M. (2018). Thermoplastics and thermoplastic composites. Elsevier. Accessed Sept 2022.
Murray, R. E., et al. (2021). Structural validation of a thermoplastic composite wind turbine blade with comparison to a thermoset composite blade. Renewable Energy, 164, 1100–1107. Accessed Sept 2022.
Ramirez-Tejeda, K., Turcotte, D. A., & Pike, S. (2017). Unsustainable wind turbine blade disposal practices in the United States: a case for policy intervention and technological innovation. NEW SOLUTIONS: A Journal of Environmental and Occupational Health Policy, 26(4), 581–598. Accessed Sept 2022.
Galve, J. E., Elduque, D., Pina, C., & Javierre, C. (2022). Life Cycle Assessment of a Plastic Part Injected with Recycled Polypropylene: A Comparison with Alternative Virgin Materials. International Journal of Precision Engineering and Manufacturing-Green Technology, 9(3), 919–932. https://doi.org/10.1007/s40684-021-00363-2. Accessed Sept 2022.
Yun, Y. S., & Kim, J. C. (2021). Reducing Curve Squeal Noise Using Composite Materials Based on Experimental Investigation. International Journal of Precision Engineering and Manufacturing, 22(9), 1573–1582. https://doi.org/10.1007/s12541-021-00540-y. Accessed Sept 2022.
Seo J, Kim DY, Kim DC, Park HW (2021) Recent Developments and Challenges on Machining of Carbon Fiber Reinforced Polymer Composite Laminates. International Journal of Precision Engineering and Manufacturing 22(12) 2027-2044. https://doi.org/10.1007/s12541-021-00596-w. Accessed Sept 2022.
Huda, M. S., et al. (2008). Natural-fiber composites in the automotive sector. In K. L. Pickering (Ed.), Properties and Performance of natural-fibre composites (pp. 221–268). Woodhead Publishing. Accessed Sept 2022.
Zhao, X., et al. (2022). Recycling of natural fiber composites: challenges and opportunities. Resources, Conservation and Recycling, 177, 105962. Accessed Sept 2022.
Pandey, J. K., et al. (2012). An overview on the cellulose based conducting composites. Composites Part B: Engineering, 43(7), 2822–2826. Accessed Sept 2022.
Pervaiz, M., et al. (2016). Emerging trends in automotive lightweighting through novel composite materials. Materials Sciences and Applications, 7(01), 26. Accessed Sept 2022.
Pandey, J. K., et al. (2012). Preparation and properties of cellulose-based nano composites of clay and polypropylene. Journal of Applied Polymer Science, 125(S1), E651–E660. Accessed Sept 2022.
Pandey, J. K., et al. (2010). Recent advances in the application of natural fiber based composites. Macromolecular Materials and Engineering, 295(11), 975–989. Accessed Sept 2022.
Frketic, J., Dickens, T., & Ramakrishnan, S. (2017). Automated manufacturing and processing of fiber-reinforced polymer (FRP) composites: An additive review of contemporary and modern techniques for advanced materials manufacturing. Additive Manufacturing, 14, 69–86. Accessed Sept 2022.
Composite and speciality materials for Urban Air Mobility. 2020; Available from: https://www.solvay.com/sites/g/files/srpend221/files/2020-12/Composite-UAM.pdf. Accessed Sept 2022.
Holmes, M. (2014). Continued growth for European GRP market. Reinforced Plastics, 58(6), 28–30. Accessed Sept 2022.
Ali, N., & Hoque, M. E. (2022). Bionanocomposites in the automotive and aerospace applications. Polymer based bio-nanocomposites (pp. 237–253). Springer.
C., Tezara M., Zalinawati J. P., Siregar J., Jaafar M. H. M., Hamdan A. N., Oumer K. H., Chuah,. (2022). Effect of Stacking Sequences Fabric Orientations and Chemical Treatment on the Mechanical Properties of Hybrid Woven Jute-Ramie Composites. International Journal of Precision Engineering and Manufacturing-Green Technology, 9(1), 273–285. https://doi.org/10.1007/s40684-021-00311-0. Accessed Sept 2022.
Huda, M.K. and I. Widiastuti. (2021). Natural fiber reinforced polymer in automotive application A systematic literature review. In Journal of Physics: Conference Series. IOP Publishing. Accessed Sept 2022.
Malnati, P. (2021). Riding pretty: Hybrid upper control arms move to pickups. Available from: https://www.compositesworld.com/articles/riding-pretty-hybrid-upper-control-arms-move-to-pickups. Accessed Sept 2022.
DeMattia, N. (2015). Chassis, CFRP & Suspension: 2016 BMW 7 Series. 2015–06–10; Available from: https://www.bmwblog.com/2015/06/10/chassis-cfrp-suspension-2016-bmw-7-series/. Accessed Sept 2022.
Malnati, P. (2020). Composites-intensive masterwork: 2020 Corvette, Part 1. Available from: https://www.compositesworld.com/articles/composites-intensive-masterwork-2020-corvette-part-1. Accessed Sept 2022.
Every gram counts: BMW M Carbon Compound wheels. 2022; Available from: https://www.bmw-m.com/en/topics/magazine-article-pool/every-gram-counts.html. Accessed Sept 2022.
Mitschang, P., & Hildebrandt, K. (2012). Polymer and composite moulding technologies for automotive applications. In J. Rowe (Ed.), Advanced materials in automotive engineering (pp. 210–229). Woodhead Publishing. Accessed Sept 2022.
McConnell, V. P. (2007). SMC has plenty of road to run in automotive applications. Reinforced Plastics, 51(1), 20–25. Accessed Sept 2022.
Starke, J. (2016). Carbon composites in automotive structural applications. EuCIA: Composites and Sustainability. Accessed Sept 2022.
Kim, D.-J., et al. (2021). Design and manufacture of automotive hybrid steel/carbon fiber composite B-pillar component with high crashworthiness. International Journal of Precision Engineering and Manufacturing-Green Technology, 8(2), 547–559. Accessed Sept 2022.
Sloan, J. (2017). Ford assesses SMC/prepreg suspension knuckle to replace metal. Available from: https://www.compositesworld.com/articles/ford-assesses-smcprepreg-suspension-knuckle-to-replace-metallic-predecessor. Accessed Sept 2022.
Gardiner, G. (2017). Hybrid carbon fiber/aluminum suspension knuckle. Accessed Sept 2022.
Nehls, G. (2021). Hexion partners with Rassini for composite leaf spring application in new Ford F-150 mode. Available from: https://www.compositesworld.com/news/hexion-partners-with-rassini-for-composite-leaf-spring-application-in-new-ford-f-150-model. Accessed Sept 2022.
Mason, K. (2020). Composite output shaft ready for automotive proving ground. Accessed Sept 2022.
Winkler, M. (1990). Automotive under-the-hood applications in vinyl ester resin SMC/BMC. SAE transactions. 675–690. Accessed Sept 2022.
Granowicz, P., Molteni, G. L., & Kobayashi, T. (2011). New polymer" SHIELD" technology protects high-performance nylon and ppa polymers to replace more metal-for weight and cost savings-under the hood. SAE International Journal of Materials and Manufacturing, 4(1), 430–439. Accessed Sept 2022.
Dev, V.S., Angadi, S., & Roy, S. (2002). Forming and modal analysis of sheet metal oil pan. SAE Technical Paper. Accessed Sept 2022.
Malnati, P. (2011). Under the hood: Thermoplastics tackle tough jobs. https://www.compositesworld.com/articles/under-the-hood-thermoplastics-tackle-tough-jobs. Accessed Sept 2022.
Mike, & Brady, P. (2010). Technology developments in automotive composites. Reinforced Plastics, 54(6), 25–29. Accessed Sept 2022.
Sanyang, M. L., et al. (2016). Recent developments in sugar palm (Arenga pinnata) based biocomposites and their potential industrial applications: a review. Renewable and Sustainable Energy Reviews, 54, 533–549. Accessed Sept 2022.
Puglia, D., Biagiotti, J., & Kenny, J. M. (2005). A review on natural fibre-based composites—Part II. Journal of Natural Fibers, 1(3), 23–65. Accessed Sept 2022.
Manolis, S.L. (1999). Natural fibers: the new fashion in automotive plastics. Plastics Technol. p. 62–68. Accessed Sept 2022.
Malnati, P. (2010). Interior innovation: The value proposition. Available from: https://www.compositesworld.com/articles/interior-innovation-the-value-proposition. Accessed Sept 2022.
High Performance Carbon Fiber Wheels. World First One-Piece Carbon Fiber | Carbon Revolution. 2022. Available from: https://www.carbonrev.com/. Accessed Sept 2022.
Sloan, J. (2022). Shelby GT350R features carbon fiber wheels. Available from: https://www.compositesworld.com/news/shelby-gt350r-features-carbon-fiber-wheels.
Vision Wheel. 2022; Available from: http://www.visionwheel.com/. Accessed Sept 2022.
Dhoke, A., & Dalavi, A. (2021). A critical review on lightweight design of battery pack enclosure for electric vehicles. International Journal of Sustainable Transportation Technology, 4(2), 53–62. Accessed Sept 2022.
Mason, H. (2021). Designing a versatile, multi-material EV battery enclosure. Available from: https://www.compositesworld.com/articles/designing-a-versatile-multi-material-ev-battery-enclosure. Accessed Sept 2022.
Sloan, J. (2021). Evonik-led group targets epoxy SMC for EV battery housings. Available from: https://www.compositesworld.com/articles/evonik-led-group-targets-epoxy-smc-for-ev-battery-housings. Accessed Sept 2022.
Zhou, H., et al. (2022). Structural composite energy storage devices — a review. Materials Today Energy, 24, 100924. Accessed Sept 2022.
Xu, Y., et al. (2021). High-performance structural supercapacitors based on aligned discontinuous carbon fiber electrodes and solid polymer electrolytes. ACS Applied Materials & Interfaces, 13(10), 11774–11782. Accessed Sept 2022.
Pandey, D., et al. (2022). Energized composites for electric vehicles: a dual function energy-storing supercapacitor-based carbon fiber composite for the body panels. Small (Weinheim an der Bergstrasse, Germany), 18(9), 2107053. Accessed Sept 2022.
Hubert, P., et al. (2018). Out-of-autoclave prepreg processing. Elsevier. Accessed Sept 2022.
Crump, D. A., Dulieu-Barton, J. M., & Savage, J. (2010). The manufacturing procedure for aerospace secondary sandwich structure panels. Journal of Sandwich Structures & Materials, 12(4), 421–447. Accessed Sept 2022.
Hubert, P., Fernlund, G., & Poursartip, A. (2012). Autoclave processing for composites. Manufacturing techniques for polymer matrix composites (PMCs) (pp. 414–434). Elsevier. Accessed Sept 2022.
Hjellming, L. N., & Walker, J. S. (1989). Thermal curing cycles for composite cylinders with thick walls and thermoset resins. Journal of Composite Materials, 23(10), 1048–1064. Accessed Sept 2022.
Mahdavi, S. (2017). Thermal cycling of out‐of‐autoclave thermosetting composite materials. Concordia University. Accessed Sept 2022.
Sloan, J. (2016). Taking the hand out of hand layup. Available from: https://www.compositesworld.com/articles/taking-the-hand-out-of-hand-layup. Accessed Sept 2022.
Dirk, H.-J.L., Ward, C., & Potter, K. D. (2012). The engineering aspects of automated prepreg layup: history, present and future. Composites Part B: Engineering, 43(3), 997–1009. Accessed Sept 2022.
Elkington, M.P., Ward, C.,& Potter, K.D. (2016). Automated layup of sheet prepregs on complex moulds. in SAMPE Long Beach 2016. Accessed Sept 2022.
Lukaszewicz, D.H.-J.A. (2011). Optimisation of high-speed automated layup of thermoset carbon-fibre preimpregnates. University of Bristol. Accessed Sept 2022.
Karlsson, K. F., & TomasÅström, B. (1997). Manufacturing and applications of structural sandwich components. Composites Part A: Applied Science and Manufacturing, 28(2), 97–111. Accessed Sept 2022.
Perna, A. S., et al. (2019). Manufacturing of a metal matrix composite coating on a polymer matrix composite through cold gas dynamic spray technique. Journal of Materials Engineering and Performance, 28(6), 3211–3219. Accessed Sept 2022.
Zin, M. H., et al. (2019). Automated spray up process for pineapple leaf fibre hybrid biocomposites. Composites Part B: Engineering, 177, 107306. Accessed Sept 2022.
Hamidi, Y.K. & Altan, M.C. (2016). Process induced defects in resin transfer molded composites. Accessed Sept 2022.
Vita, A., et al. (2019). Comparative life cycle assessment of low-pressure RTM, compression RTM and high-pressure RTM manufacturing processes to produce CFRP car hoods. Procedia CIRP, 80, 352–357. Accessed Sept 2022.
Baskaran, M., et al. Manufacturing cost comparison of RTM, HP-RTM and CRTM for an automotive roof. In: Proceedings of the 16th European Conference on Composite Materials, ECCM. 2014. Accessed Sept 2022.
Davenport, D. E., Petrovich, R., & Sutton, G. (2007). Low pressure resin transfer molding for cost effective aircraft quality structures. Cleveland OH: North Coast Composites. Accessed Sept 2022.
Du, R. K., et al. (2013). Flow simulation and optimization of the car bumper beam by VARTM process. Advanced Materials Research., 753, 236–240. Accessed Sept 2022.
Kang, M., Lee, W., & Hahn, H. (2001). Analysis of vacuum bag resin transfer molding process. Composites Part A: Applied science and manufacturing, 32(11), 1553–1560. Accessed Sept 2022.
Nehls, G. Carbon fiber automotive parts production industrialized via C-RTM process. 2020; Available from: https://www.compositesworld.com/news/carbon-fiber-automotive-parts-production-industrialized-via-c-rtm-process. Accessed Sept 2022.
Lee, L. J. (1989). 12 - Reaction injection molding. In G. Allen & J. C. Bevington (Eds.), Comprehensive polymer science and supplements (pp. 379–426). Pergamon. Accessed Sept 2022.
Halley, P. J. (2012). Rheology of thermosets: the use of chemorheology to characterise and model thermoset flow behaviour. Thermosets (pp. 92–117). Elsevier. Accessed Sept 2022.
Materials & Processes: Fabrication methods. 2022; Available from: https://www.compositesworld.com/articles/fabrication-methods. Accessed Sept 2022.
Ratna, D. (2022). Thermoset composites. In D. Ratna (Ed.), Recent advances and applications of thermoset resins (2nd ed., pp. 371–418). Elsevier. Accessed Sept 2022.
Meola, C., Boccardi, S., & Carlomagno, G. M. (2016). Infrared thermography in the evaluation of aerospace composite materials: infrared thermography to composites. Woodhead Publishing. Accessed Sept 2022.
Mouritz, A. P. (2012). Introduction to aerospace materials. Elsevier. Accessed Sept 2022.
Frost, M., & Mills, A. (2003). Resin film infusion process of carbon fibre composite automotive body panels. Sampe Journal, 39, 44–49. Accessed Sept 2022.
Cicala, G., et al. (2018). Hybrid composites manufactured by resin infusion with a fully recyclable bioepoxy resin. Composites Part B: Engineering, 132, 69–76. Accessed Sept 2022.
Hindersmann, A. (2019). Confusion about infusion: an overview of infusion processes. Composites Part A: Applied Science and Manufacturing, 126, 105583. Accessed Sept 2022.
Gardiner, G. (2016). Resin Infusion: Taking Off. Composites World. https://www.compositesworld.com/articles/resin-infusion-taking-off. Accessed Sept 2022.
Mazumdar, S. (2001). Composites manufacturing: materials, product, and process engineering. CRC Press. Accessed Sept 2022.
Greene, J. P. (2011). Compression Molding. In J. P. Greene (Ed.), Automotive plastics and composites (pp. 265–278). William Andrew Publishing. Accessed Sept 2022.
Mallick, P. K. (2018). 2.18 Particulate filled and short fiber reinforced polymer composites☆. In P. W. R. Beaumont & C. H. Zweben (Eds.), Comprehensive composite materials II (pp. 360–400). Oxford: Elsevier. Accessed Sept 2022.
Faudree, M. C., Nishi, Y., & Salvia, M. (2022). Increasing impact strength of a short glass fiber compression molded BMC by shortening fibers without change in equipment. Materials, 15(3), 1145. Accessed Sept 2022.
Aurrekoetxea, J., et al. (2006). Failure of multimaterial fusion bonding interface generated during over-injection molding/thermoforming hybrid process. Journal of Applied Polymer Science, 102(1), 261–265. Accessed Sept 2022.
Schuck, I.M. (2012). New processes for mass production of thermoplastic composite lightweight components. In: Proceeding of the 15th European Conference on Composite Materials, Venice, Italy. Accessed Sept 2022.
Gardiner, G. (2014). CAMISMA’s car seat back: Hybrid composite for high volume. Available from: https://www.compositesworld.com/articles/camismas-car-seat-back-hybrid-composite-for-high-volume. Accessed Sept 2022.
Qing, X. P., et al. (2006). Advances in the development of built-in diagnostic system for filament wound composite structures. Composites Science and Technology, 66(11), 1694–1702. Accessed Sept 2022.
Calabro, M. and J. Perret. (1992). History of solid propellant rocket motors at Aerospatiale. In: 28th Joint Propulsion Conference and Exhibit. Accessed Sept 2022.
Gardiner, G. (2018). Filament winding, reinvented. Available from: https://www.compositesworld.com/articles/filament-winding-reinvented. Accessed Sept 2022.
Gardiner, G. (2017). High-speed, 3D winding of large, complex-shaped composites. Available from: https://www.compositesworld.com/articles/high-speed-3d-winding-of-large-complex-shaped-composites. Accessed Sept 2022.
Jochum, M. (2019). Daimler Sustainability Report 2019. 70546 Stuttgart, Germany. Accessed Sept 2022.
Uozumi, T. (2018). Improving filament winding productivity by multiple feeds. In: Design, manufacturing and applications of composites-twelfth joint Canada-Japan workshop on composites. Accessed Sept 2022.
Jois, K.C., et al. (2021). Towpreg-based design and manufacture of multi-supply filament-wound composite pressure vessels. SAMPE neXus 2021. Accessed Sept 2022.
Dawson, D. (2017). Curved pultrusion? No longer an oxymoron. Available from: https://www.compositesworld.com/articles/curved-pultrusion-no-longer-an-oxymoron. Accessed Sept 2022.
Verma, D., et al. (2019). Processing and evaluation of mechanical properties of epoxy-filled E-glass fiber–fly ash hybrid composites. Mechanical and physical testing of biocomposites, fibre-reinforced composites and hybrid composites (pp. 293–306). Elsevier. Accessed Sept 2022.
2018 World Pultrusion Conference: full report. 2018; Available from: https://www.reinforcedplastics.com/content/news/2018-world-pultrusion-conference-full-report/. Accessed Sept 2022.
Gardiner, G. (2018). Pultrusion picks up speed in automotive applications. Available from: https://www.compositesworld.com/articles/pultrusion-picks-up-speed-in-automotive-applications. Accessed Sept 2022.
Goldsworthy, W.(2011). Pulforming. Wiley Encyclopedia of Composites. p. 1–4. Accessed Sept 2022.
Kim, S., et al. (2021). Additive manufacturing of functional microarchitected reactors for energy, environmental, and biological applications. International Journal of Precision Engineering and Manufacturing-Green Technology, 8(1), 303–326. Accessed Sept 2022.
Gao, M., et al. (2022). Integration of additive manufacturing in casting: advances, challenges, and prospects. International Journal of Precision Engineering and Manufacturing-Green Technology, 9(1), 305–322. Accessed Sept 2022.
Fentahun, M. A., & Savas, M. (2018). Materials used in automotive manufacture and material selection using ashby charts. Int. J. Mater. Eng, 8(3), 40–54. Accessed Sept 2022.
Gutowski, T., et al. (2017). Note on the rate and energy efficiency limits for additive manufacturing. Journal of Industrial Ecology, 21(S1), S69–S79. Accessed Sept 2022.
Salifu, S., et al. (2022). Recent development in the additive manufacturing of polymer-based composites for automotive structures—a review. The International Journal of Advanced Manufacturing Technology, 119(11), 6877–6891. Accessed Sept 2022.
Huang, S. H., et al. (2013). Additive manufacturing and its societal impact: a literature review. The International Journal of Advanced Manufacturing Technology, 67(5), 1191–1203. Accessed Sept 2022.
Kim, H. J. (2020). Composite Printer for Carbon/Epoxy Repair. Seoul National University. Accessed Sept 2022.
Huang, Y., et al. (2018). Friction stir welding/processing of polymers and polymer matrix composites. Composites Part A: Applied Science and Manufacturing, 105, 235–257. Accessed Sept 2022.
Jiang, B., Chen, Q., & Yang, J. (2020). Advances in joining technology of carbon fiber-reinforced thermoplastic composite materials and aluminum alloys. The International Journal of Advanced Manufacturing Technology, 110(9), 2631–2649. Accessed Sept 2022.
Maggiore, S., et al. (2021). A review of structural adhesive joints in hybrid joining processes. Polymers, 13(22), 3961. Accessed Sept 2022.
Lambiase, F., et al. (2021). A state-of-the-art review on advanced joining processes for metal-composite and metal-polymer hybrid structures. Materials, 14(8), 1890. Accessed Sept 2022.
Brockmann, W., et al. (2008). Adhesive bonding: materials, applications and technology. John Wiley & Sons. Accessed Sept 2022.
Lee, C.-J., et al. (2014). Design of hole-clinching process for joining of dissimilar materials–Al6061-T4 alloy with DP780 steel, hot-pressed 22MnB5 steel, and carbon fiber reinforced plastic. Journal of Materials Processing Technology, 214(10), 2169–2178. Accessed Sept 2022.
Wang, J., et al. (2021). A self-piercing riveting method for joining of continuous carbon fiber reinforced composite and aluminum alloy sheets. Composite Structures, 259, 113219. Accessed Sept 2022.
Slattery, E. (2017). Friction Lap Spot Joining of Aluminium Alloy 6082-T6 to Carbon Fibre-Reinforced Polyetheretherketone. Accessed Sept 2022.
Pramanik, A., et al. (2017). Joining of carbon fibre reinforced polymer (CFRP) composites and aluminium alloys – a review. Composites Part A: Applied Science and Manufacturing, 101, 1–29. Accessed Sept 2022.
Wagner, G., Balle, F., & Eifler, D. (2013). Ultrasonic welding of aluminum alloys to fiber reinforced polymers. Advanced Engineering Materials, 15(9), 792–803. Accessed Sept 2022.
Yu, G., et al. (2009). Research on key issues of laser welding of dissimilar metal. Chin J Las, 36(2), 261–268. Accessed Sept 2022.
Midling, O. T., & Grong, Ø. (1994). A process model for friction welding of AlMgSi alloys and AlSiC metal matrix composites—I. Haz temperature and strain rate distribution. Acta Metallurgica et Materialia., 42(5), 1595–1609. Accessed Sept 2022.
Wong, K., et al. (2017). Composites recycling solutions for the aviation industry. Science China Technological Sciences, 60(9), 1291–1300. Accessed Sept 2022.
Zhang, J., et al. (2020). Current status of carbon fibre and carbon fibre composites recycling. Composites Part B: Engineering, 193, 108053. Accessed Sept 2022.
Krauklis, A. E., et al. (2021). Composite material recycling technology—state-of-the-art and sustainable development for the 2020s. Journal of Composites Science, 5(1), 28. Accessed Sept 2022.
Zhang, X., M. Yamauchi, and J. Takahashi. (2011). Life cycle assessment of CFRP in application of automobile. In: The 18th international conference on composite materials. South Korea. Accessed Sept 2022.
Zhao, X., et al. (2022). Plastic waste upcycling toward a circular economy. Chemical Engineering Journal, 428, 131928. Accessed Sept 2022.
Krzywiński, K., Sadowski, Ł., Stefaniuk, D., Obrosov, A., & Weiß, S. (2022). Engineering and Manufacturing Technology of Green Epoxy Resin Coatings Modified with Recycled Fine Aggregates. International Journal of Precision Engineering and Manufacturing-Green Technology, 9(1), 253–271. https://doi.org/10.1007/s40684-021-00377-w. Accessed Sept 2022.
Evens, T., et al. (2019). The influence of mechanical recycling on properties in injection molding of fiber-reinforced polypropylene. International Polymer Processing, 34(4), 398–407. Accessed Sept 2022.
Colucci, G., et al. (2015). The effect of mechanical recycling on the microstructure and properties of PA66 composites reinforced with carbon fibers. Journal of Applied Polymer Science. 132(29). Accessed Sept 2022.
López, F. A., et al. (2013). Recovery of carbon fibres by the thermolysis and gasification of waste prepreg. Journal of analytical and applied pyrolysis, 104, 675–683. Accessed Sept 2022.
Nahil, M. A., & Williams, P. T. (2011). Recycling of carbon fibre reinforced polymeric waste for the production of activated carbon fibres. Journal of Analytical and applied pyrolysis, 91(1), 67–75. Accessed Sept 2022.
Karuppannan Gopalraj, S., & Kärki, T. (2020). A Study to investigate the mechanical properties of recycled carbon fibre/glass fibre-reinforced epoxy composites using a novel thermal recycling process. Processes, 8(8), 954. Accessed Sept 2022.
Piñero-Hernanz, R., et al. (2008). Chemical recycling of carbon fibre composites using alcohols under subcritical and supercritical conditions. The Journal of Supercritical Fluids, 46(1), 83–92. Accessed Sept 2022.
Wu, T., et al. (2019). Efficient reclamation of carbon fibers from epoxy composite waste through catalytic pyrolysis in molten ZnCl 2. RSC Advances, 9(1), 377–388. Accessed Sept 2022.
Kim, Y. N., et al. (2019). Application of supercritical water for green recycling of epoxy-based carbon fiber reinforced plastic. Composites Science and Technology, 173, 66–72. Accessed Sept 2022.
Pietroluongo, M., et al. (2020). Mechanical recycling of an end-of-life automotive composite component. Sustainable Materials and Technologies, 23, e00143.
Åkesson, D., et al. (2012). Microwave pyrolysis as a method of recycling glass fibre from used blades of wind turbines. Journal of Reinforced Plastics and Composites, 31(17), 1136–1142. Accessed Sept 2022.
Cunliffe, A., Jones, N., & Williams, P. (2003). Pyrolysis of composite plastic waste. Environmental Technology, 24(5), 653–663. Accessed Sept 2022.
Ginder, R. S., & Ozcan, S. (2019). Recycling of commercial E-glass reinforced thermoset composites via two temperature step pyrolysis to improve recovered fiber tensile strength and failure strain. Recycling, 4(2), 24. Accessed Sept 2022.
Oliveux, G., Bailleul, J.-L., & Salle, E. L. G. L. (2012). Chemical recycling of glass fibre reinforced composites using subcritical water. Composites Part A: Applied Science and Manufacturing, 43(11), 1809–1818. Accessed Sept 2022.
Karuppannan Gopalraj, S., & Kärki, T. (2020). A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: fibre recovery, properties and life-cycle analysis. SN Applied Sciences, 2(3), 1–21. Accessed Sept 2022.
Nakagawa, M., et al. (2014). CFRP recycling technology using depolymerization under ordinary pressure. In: Proc of the American Society for Composites (ASC) 29th Technical Conference, San Diego, CA. Accessed Sept 2022.
Howarth, J., Mareddy, S. S., & Mativenga, P. T. (2014). Energy intensity and environmental analysis of mechanical recycling of carbon fibre composite. Journal of Cleaner Production, 81, 46–50. Accessed Sept 2022.
Song, Y. S., Youn, J. R., & Gutowski, T. G. (2009). Life cycle energy analysis of fiber-reinforced composites. Composites Part A: Applied Science and Manufacturing, 40(8), 1257–1265. Accessed Sept 2022.
Thomas, C., et al. (2014). Epoxy composites containing CFRP powder wastes. Composites Part B: Engineering, 59, 260–268. Accessed Sept 2022.
Mason, H. (2021). Recycling end-of-life composite parts: New methods, markets. Available from: https://www.compositesworld.com/articles/recycling-end-of-life-composite-parts-new-methods-markets. Accessed Sept 2022.
Oliveux, G., Dandy, L. O., & Leeke, G. A. (2015). Current status of recycling of fibre reinforced polymers: review of technologies, reuse and resulting properties. Progress in Materials Science, 72, 61–99. Accessed Sept 2022.
Li, Y.-F., et al. (2021). An experimental study on mechanical behaviors of carbon fiber and microwave-assisted pyrolysis recycled carbon fiber-reinforced concrete. Sustainability, 13(12), 6829. Accessed Sept 2022.
Amaechi, C.V., et al. (2020). Economic aspects of fiber reinforced polymer composite recycling. Accessed Sept 2022.
Yuyan, L., Guohua, S., & Linghui, M. (2009). Recycling of carbon fibre reinforced composites using water in subcritical conditions. Materials Science and Engineering: A, 520(1–2), 179–183. Accessed Sept 2022.
Kim, D.-H., et al. (2019). Strain rate dependent mechanical behavior of glass fiber reinforced polypropylene composites and its effect on the performance of automotive bumper beam structure. Composites Part B: Engineering, 166, 483–496. Accessed Sept 2022.
Awais, H., et al. (2019). Effect of comingling techniques on mechanical properties of natural fibre reinforced cross-ply thermoplastic composites. Composites Part B: Engineering, 177, 107279. Accessed Sept 2022.
Vaidya, U., & Chawla, K. (2008). Processing of fibre reinforced thermoplastic composites. International Materials Reviews, 53(4), 185–218. Accessed Sept 2022.
Joshi, S. V., et al. (2004). Are natural fiber composites environmentally superior to glass fiber reinforced composites? Composites Part A: Applied Science and Manufacturing, 35(3), 371–376. Accessed Sept 2022.
Pilla, S. (2011). Handbook of bioplastics and biocomposites engineering applications. John Wiley & Sons. Accessed Sept 2022.
Akampumuza, O., et al. (2017). Review of the applications of biocomposites in the automotive industry. Polymer Composites, 38(11), 2553–2569. Accessed Sept 2022.
Khalid, M. Y., Arif, Z. U., & Al Rashid, A. (2022). Investigation of Tensile and Flexural Behavior of Green Composites along with their Impact Response at Different Energies. International Journal of Precision Engineering and Manufacturing-Green Technology, 9(5), 1399–1410. https://doi.org/10.1007/s40684-021-00385-w. Accessed Sept 2022.
Jiang, Y., Liang, M., Wang, W., Lai, X., Xie, K., Liao, L., et al. (2022). Porous Nano-Ni/Graphene/Loofah Composites for Electromagnetic Interference Shielding. International Journal of Precision Engineering and Manufacturing-Green Technology, 9(4), 1121–1132. https://doi.org/10.1007/s40684-021-00375-y. Accessed Sept 2022.
Mishra, A., Ferhan, A. R., Ho, C. M., Lee, J., Kim, D. H., Kim, Y. J., et al. (2021). Fabrication of Plasmon-Active Polymer-Nanoparticle Composites for Biosensing Applications. International Journal of Precision Engineering and Manufacturing-Green Technology, 8(3), 945–954. https://doi.org/10.1007/s40684-020-00257-9. Accessed Sept 2022.
Getu, D., et al. (2021). Production and characterization of bamboo and sisal fiber reinforced hybrid composite for interior automotive body application. Materials Today: Proceedings, 38, 2853–2860. Accessed Sept 2022.
Donald, A., et al. (2018). Development and characterization of aluminum matrix composites reinforced with carbonized coconut shell and silicon carbide particle for automobile piston application. Global Scientific Journals, 6(8), 390–398. Accessed Sept 2022.
Karikalan, L., et al. (2017). Hybridization of composites using natural and synthetic fibers for automotive application. International Journal of Scientific Research in Science and Technology, 7, 916–920. Accessed Sept 2022.
Suriani, M. J., et al. (2021). Delamination and manufacturing defects in natural fiber-reinforced hybrid composite: a review. Polymers, 13(8), 1323. Accessed Sept 2022.
Zulkepli, I. I., et al. (2019). Review of manufacturing process for good quality of composite assessment. IOP Conference Series: Materials Science and Engineering, 488, 012008. Accessed Sept 2022.
Rosenberg, P., et al. (2014) Investigating cavity pressure behavior in high-pressure RTM process variants. In: AIP conference proceedings. American Institute of Physics. Accessed Sept 2022.
Ricciardi, M., et al. (2014). A new cost-saving vacuum infusion process for fiber-reinforced composites: pulsed infusion. Journal of Composite Materials, 48, 1365–1373. Accessed Sept 2022.
Resin infusion processes. 2007; Available from: https://www.compositesworld.com/columns/resin-infusion-processes. Accessed Sept 2022.
Radhakrishnan, A. (2021). Towards creating multi-matrix continuous fibre polymer composites using an out-of-vacuum bag process. Accessed Sept 2022.
Van Oosterom, S., et al. (2019). An objective comparison of common vacuum assisted resin infusion processes. Composites Part A: Applied Science and Manufacturing, 125, 105528. Accessed Sept 2022.
Abdalla, F., et al. (2008). Determination of volume fraction values of filament wound glass and carbon fiber reinforced composites. ARPN Journal of Engineering and Applied Sciences, 3(4), 7–11. Accessed Sept 2022.
Sloan, J. (2008). ATL & AFP: defining the megatrends in composite aerostructures. High Performance Composites, 16(4), 68. Accessed Sept 2022.
Vaneker, T. (2017). Material extrusion of continuous fiber reinforced plastics using commingled yarn. Procedia CIRP, 66, 317–322. Accessed Sept 2022.
Fleischer, J., et al. (2018). Composite materials parts manufacturing. CIRP Annals, 67(2), 603–626. Accessed Sept 2022.
Johnson, W.,& Silva, C. J. (2018). Observations from exploration of VTOL Urban Air Mobility Designs. Accessed Sept 2022.
Kishorre Annanth, V., et al. (2022). Study on alternative composites materials for automobile windshields. Materials today: proceedings. Accessed Sept 2022.
Acknowledgements
This work was supported by a basic research program through the National Research Foundation of Korea (NRF) funded by the MSIT (NRF-2021R1A2B5B03087094 and NRF-2021R1A4A2001824). Any opinions, findings, conclusions, or recommendations expressed in this article are those of the authors alone, and do not necessarily reflect the views of NRF and MSIT. The authors thank Dabin Kim, who graduated from the department of design in Seoul National University, for providing the eVTOL aircraft model in Figure 12.
Funding
Ministry of Science and ICT, South Korea, NRF-2021R1A2B5B03087094, Sung-Hoon Ahn, NRF-2021R1A4A2001824, Sung-Hoon Ahn.
Author information
Authors and Affiliations
Contributions
JYC: Writing-Original Draft, Investigation, Formal analysis. JJ: Writing – Review & Editing, Conceptualization. Jang Hyeon Lyu: Investigation, Visualization. JP: Investigation, Visualization. GYK: Investigation, Visualization. SYC: Data Curation, Validation. YJQ: Validation. BB: Validation. BGP: Visualization, Validation. S-HA: Supervision, Project Administration, Funding acquisition.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this work.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
This paper is an invited paper (Invited Review)
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Choi, J.Y., Jeon, J.H., Lyu, J.H. et al. Current Applications and Development of Composite Manufacturing Processes for Future Mobility. Int. J. of Precis. Eng. and Manuf.-Green Tech. 10, 269–291 (2023). https://doi.org/10.1007/s40684-022-00483-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-022-00483-3