
Abstract
This paper presents experimental and simulation study to minimize residual stress in cylindrical deep-drawing process. Eight significant process parameters including initial blank thickness, punch and die shoulder radii, blank–holder force, punch velocity, and coefficients of friction between die–blank, holder–blank, and punch–blank are considered. According to number of parameters, the Taguchi’s method is employed to perform design of experiments. The die is designed and manufactured, and the experiments are carried out using AISI 1006 carbon steel sheet. Hole-drilling method based on ASTM E 837-99 standard is applied to measure the residual stresses in drawn cups. Moreover, the deep-drawing process is simulated wholly using ABAQUS/explicit software and the accuracy of finite-element model is verified using experimental results. Finally, the analysis of variance method is applied to define the most important parameters and obtain an optimum level to minimize the residual stress in cylindrical deep-drawing process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Residual stresses which are defined as stresses remain in deep-drawn products even after unloading have a key influence on the quality of products. In fact, residual stresses occur almost in most of metal forming processes as a result of non-uniform deformation, production procedure, treatment, etc. Residual stresses would have influences on the product dimensions and properties including toughness, static and dynamic strengths, fatigue life, resistance to cracking, magnetic characteristics, corrosion, etc. Especially, in case of large deformation processes such as deep-drawn cup, the residual stresses remain in the product may achieve great magnitudes. Hence, unexpected failure can be happened in these circumstances [1]. Consequently, significant concerns have been taken into account to investigate this characteristic in the metal forming processes.
Although the annealing process can eliminate the residual stresses considerably, it is preferred in most cases to avoid that. Maintaining the geometrical and dimensional tolerances as well as decreasing the final production cost are the main reasons for not applying an annealing process. Hence, it is more logical to set the process parameters on the optimum levels to minimize the residual stresses during the process.
Deep-drawing process has been used broadly in different industries. Considering the effect of input process parameters on the quality of deep-drawn products, several investigations have been published regarding different aspects of this process. However, a limited number of papers have been reported to study the effect of deep-drawing process parameters on the resulted residual stresses.
A code of FEM for elastic and plastic behaviors of material has been developed by Kuriyama et al. [2] to compute distribution of residual stresses in D–I can by both-sided ironing. From the simulations, they obtained quite different distributions of residual stresses based on mutual positions of dies for the ironing. Incandela et al. [3] presented a procedure to evaluate the residual stress and strain by finite-element technique with explicit algorithm. They demonstrated that it is possible to obtain reliable results from the simulation by containing the process in quasi-static range during the explicit simulation. Padmanabhan et al. [4] presented a numerical investigation on the deep-drawing of LPG bottles. They considered variable blank–holder forces and contact friction conditions at specific location during deep-drawing process. Thickness distribution, punch force, and residual stresses in multi-stage deep-drawing process were assessed by Pourkamali Anaraki et al. [5]. They verified the accuracy of their FE model by comparing with the experimental studies.
Danckert [6] investigated the effect of ironing on residual stresses in wall of drawn cup by simulation. They used both slitting and X-ray methods to measure the residual stresses in deep-drawn products and compared the results with each other. To determine the effect of ironing on the residual stresses in deep-drawn cups, an experimental investigation was carried out by Ragab and Orban [7]. They used a separation technique to find out the residual stresses in both axial and tangential directions. Using FE simulation, Singh et al. [8] investigated the effect of ironing behavior on the quality of the product like thickness distribution and residual stresses.
To find out the stress conditions and their effects on the springback manners of deep-drawn tailor-welded blanks, numerical simulations were performed by Padmanabhan et al. [9]. The tailor-welded blank models consisting of different steels were simulated and the springback was computed using split ring test. Moreover, prediction of springback using unloading behavior of dual phase steels DP600, DP1000, and cold-rolled steel DC04 for the deep-drawing process was investigated by Hassan et al. [10]. They presented a strategy to reduce the springback according to variable BHF.
Cylindrical deep-drawing process was simulated and analyzed experimentally by Danckert [11] to investigate the effect of the geometrical shape of die shoulder on the resulted residual stresses. The residual stresses created in deep-drawing of AISI-1010 cups were investigated by Gnaeupel-Herold et al. [12] using neutron diffraction method. They found that the axial and tangential stress profiles are similar to what is expected from a bending–unbending operation. Using two punches with cylindrical and conical shapes and applying an FE method, Brabie et al. [13] studied the effect of punch shape on spring back and residual stresses distribution in the conical deep-drawing process. Moreover, an FE model was developed by Sherbiny et al. [14] to investigate the effects of both geometrical and physical deep-drawing process parameters on the thickness distribution, thinning, and the maximum residual stresses.
Colgan and Monaghan [15] investigated the effect of deep-drawing process parameters such as die and punch radii, punch speed, BHF, friction, and draw depth on the thickness distribution and punch force using design of experiments (DOE) method. In addition, utilizing experimental analysis in parallel to design of experiments, Browne and Hillery [16] studied the effects of punch and die radii, BHF, lubrication position and type on punch force, and thickness distribution of deep-drawn products. Applying Taguchi method with experimental work, Raju et al. [17] investigated the effects of process factors like punch radius and BHF on thickness distribution in deep-drawing process. Furthermore, considering FE simulation based on the Taguchi method, it was shown by Venkateswarlu et al. [18] that blank temperature is the most significant parameter on drawability of aluminum 7075 alloy.
Having investigated the literate, no research has been reported to study the influences of several input parameters on minimizing the residual stresses in deep-drawing process. In this paper, a study considering simultaneous influence of eight key process parameters on the resulted residual stresses in deep-drawn parts as well as achieving an optimum condition is presented for the first time. The punch and die radii, blank thickness, blank–holder force (BHF), punch velocity, the lubrication conditions at the interfaces of blank–die, blank–punch, and blank–blank–holder are eight main input parameters considered in this research. Taking into consideration three levels for each parameter, the necessary experiments are designed based on Taguchi’s method. The FE model of whole process is created in ABAQUS/explicit software package. Furthermore, based on Taguchi’s parameters setting, the experimental facilities were designed and set up, and the required tests were performed using AISI 1006 carbon steel. Comparing the results of FE model with those from experiments, the FE model is fully verified. The analysis of variance (ANOVA) is considered to evaluate the outcomes and a condition to have a minimum residual stresses in the process is obtained.
2 Experiments
The effect of eight significant process parameters including initial blank thickness, punch and die shoulder radii, blank–holder force, punch velocity, coefficients of friction between die–blank, holder–blank, and punch–blank on the residual stress are investigated based on the Taguchi’s method. According to Table 1, three levels for each parameter are taken into account.
2.1 Design of experiments
According to eight parameters with three levels given in Table 1, 27 experiments known as L27 designed by Taguchi method (Roy [19]) are considered. These sets of experiments defined by statistical package of Qualitek software are demonstrated in Table 2. By means of data given in Table 1, a quantity of each parameter level can be defined for each experiment.
2.2 Experimental setup
The experimental facilities including the lower pad, die–holder, die, blank–holder, upper pad, and punch–holder were designed and set up according to Fig. 1. Eight bolts were used to connect the blank–holder plate to the die–holder by which the blank–holder force can be adjusted using a torque meter. Moreover, the punch speed can be adjusted in three levels using control valve of the hydraulic machine. The press capacity is 100 tons and loads are presented in a monitor attached to the machine during the test.

a Experimental deep-drawing tool. b Different parts of tool
The geometrical dimension of produced cup is shown in Fig. 2. The initial blank diameter was 95 mm for three considered blank thicknesses.

Geometrical dimension of produced cup
2.3 Measuring procedures
An overview to different methods for residual stress measurement as well as the recent advances in this area was presented by Rossini et al. [20] to assist the researchers on selecting the appropriate techniques for each application. They also summarized physical limitation, and advantages and disadvantages for destructive, semi-destructive, and non-destructive methods.
Having done the tests, three cups were produced according to experiments number 3, 21, and 26 of Table 2. Since the maximum blank thickness is 1.5 mm, the hole-drilling method described in ASTM E 837-99 [21] is the most efficient method to measure the residual stresses. In this method, the released strains are measured at positions where the strain gauges are attached. Applying the numerical calculations given in ASTM E 837-99, the residual stresses could be obtained by the following procedure.
As illustrated in Fig. 3, a rosette strain gage with three or more elements of general type A is attached to the cup at the area under consideration.

Rosette strain gage attached to the cup
A hole with 1 mm diameter is drilled at the geometric center of the rosette strain gage, see Fig. 4a. The depth of hole is equal to 40% of the mean diameter of the strain gage circle. After drilling process, the residual stresses close to the hole will be relieved. Using the proper data logger, as shown in Fig. 4b, the relieved strains are measured. Using the procedure and formulation defined in ASTM E 837-99 [21], the residual stresses are calculated.

a Hole-drilling process at the center of rosette strain gage. b Residual stress measuring device
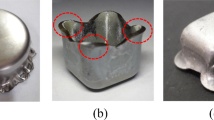
As presented in Fig. 5, punch nose radius region, the wall, and die nose radius region are three different positions in three cups in which the residual stresses were measured.

Measuring the residual stresses at a punch nose radius region, b wall, and c die nose radius region of the drawn cup
3 Finite-element simulation
Taking into account the axisymmetric condition, model of cup as shown in Fig. 6 was created using ABAQUS/explicit software. Instead of 3D model, an axisymmetric wire model was used to save a computational time.

Finite-element model of deep-drawing process
Similar to experiments, AISI 1006 carbon steel was considered as sheet material in the simulation. To achieve the anisotropy characteristics of the sheet, the axial tensile tests were carried out using specimen with 1 mm thickness in three directions, i.e., 0°, 45°, and 90° based on ASTM E8M-04 [22]. The obtained mechanical properties of the sheet are illustrated in Table 3.
According to the measured data given in Table 3, the stress rate parameters for AISI 1006 carbon steel were computed based on equations defined in ABAQUS analysis user’s manual. These parameters which are given in Table 4 can be calculated using anisotropic parameters r0, r45, and r90 from Table 3 as follows:
The mechanical properties obtained for a sheet with 1 mm thickness were also considered for the other thicknesses. The achieved data from Tables 3 and 4 were implemented in Abaqus explicit to define the material properties of the model.
In sheet metal stamping, several variables must be taken into account such as the material’s mechanical properties, tool’s geometry, interface lubrication between punch and sheet metal, and deformation rate [23]. Performing sliding friction tests, the coefficients of friction between surfaces which are affected by lubricants defined in Table 1 were measured. The measured values for friction coefficients are presented in Table 5 according to each lubrication condition. Generating high amount of adhesion as a result of using Paraffin for lubricant can be considered as a reason for having a greater coefficient of friction. In this regards, high viscose lubricant such as silicone emulsion remains more continuous than the liquid paraffin which effectively keeps separate the punch and the sheet metal surfaces. More homogeneous deformation will result into products with lower residual stresses [23]. The liquid lubricants did not show the same performance as the silicone emulsion.
The blank has been modeled by deformable axisymmetric wire and meshed with 200 SAX1 elements. The number of elements is checked to be appropriate by applying the mesh sensitivity test. Moreover, the other components including the punch, holder, and die were created considering discrete rigid axisymmetric wire model. Because of decreasing computational time along with necessity to change the punch velocity, respectively, dynamic explicit solution was considered for finite-element analysis. Three steps for simulation were taken into account and appropriate boundary conditions for each one were applied. At the first step, the holder was placed in a position to hold the blank and punch became tangent to the blank. In the second time step, which was concerning as forming process, the punch velocity was defined based on values extracted from design of experiments. Step three was used to measure the residual stress at the middle plane of cup wall when there was no interaction between blank and the other components. Actually, in this step, punch and die took some distance from the blank, holder was unloaded, and the interaction conditions were removed to achieve the most accurate results. In general, the convergence rate of calculation was acceptable and the duration of each numerical process was almost 20 min. According to Fig. 7, average amount of maximum principal stresses at five critical nodes in the cup wall was considered to determine the residual stress in each case.

Procedure to determine the residual stress in the FE model
4 Results and discussion
Referring to Table 2, experiment numbers 3, 21, and 26 were simulated in ABAQUS/explicit. The obtained residual stresses from FE simulation as well as those ones from hole-drilling measurements are presented in Table 6. According to this table, there exists good agreement between the results of FEM and experiments. Therefore, the accuracy of present FE model for residual stress measurement in deep-drawing process is verified.
To accomplish the analysis, the residual stresses measured at the middle plane of the cup wall in each simulation are considered for all cases. To increase the accuracy, both the maximum principal and von-Mises residual stresses have been taken into account. Table 7 indicates the residual stresses at the middle plane of the cup wall for every 27 simulations.
The effects of eight process parameters on mean residual stresses are illustrated in Figs. 8, 9, 10, 11, 12, and 13, separately. In Fig. 8, the variation of mean residual stress with respect to blank thickness change is shown. Although there is a deviation in the curve, the inverse relation exists between mean residual stress and blank thickness. In other words, the mean residual stress will be increased gradually when the thickness increases from 0.6 to 1 mm. However, this quantity be decreased more sharply by increasing the blank thickness from 1 to 1.5 mm. This sharp downfall could be resulted by lack of wrinkling and intensive plastic strain when 1.5 mm sheet is used. Moreover, the higher spring back in case of 1 mm sheet would cause higher residual stress when thickness is increased from 0.6 to 1 mm.

Effect of initial blank thickness on residual stress

Variation of residual stress with respect to punch shoulder radius

Effect of die shoulder radius on residual stress

Effect of BHF on residual stress

Effects of lubrication conditions on residual stress

Variation of residual stress with respect to punch velocity
The effect of punch shoulder radius on residual stress is shown in Fig. 9. It is obvious that the residual stress will be reduced about 15% when the punch shoulder radius increases from 6 to 8 mm. However, there is no significant difference between the residual stresses regarding 6 and 10 mm shoulder radii. Hence, 8 mm shoulder radius is more appropriate to reduce the residual stresses. Actually, in case of 6 mm punch shoulder radius, thinning is happened which result into the intensive plastic strain, and consequently, high residual stresses are achieved. Moreover, for 10 mm punch shoulder radius, sheet forming is not accomplished and spring back as well as residual stresses would be resulted.
Figure 10 illustrates that the residual stress will be decreased for higher values of die shoulder radius. In fact, material can flow easier by passing a die with bigger shoulder radius and lower plastic strain will be occurred. However, according to this figure, in case of big enough radii, the effects on residual stress are not so significant. Consequently, there is no apparent difference between the mean residual stresses for 8 and 10 mm die shoulder radii.
Moreover, according to Fig. 11, the optimum BHF to minimize the residual stress is 1.53 KN. This amount is not too large to create intensive plastic strain unlike 1.95 KN and is not too small to cause springback and wrinkling unlike 1.1 KN blank–holder force.
Figure 12a–c shows the variation of residual stresses according to the lubrication conditions at three different interfaces. The friction conditions between both die and holder with blank are kinematic, while the friction type between punch and blank is static. This difference would cause dissimilar trends in the residual stress variation. In other words, when friction condition between two surfaces is static, i.e., punch and blank, lower friction coefficient leads to more homogenous forming which results into minor residual stresses. On the other hand, in case of kinematic friction condition, i.e., holder–blank and die–blank, lower friction coefficient leads to higher residual stresses.
Consistent with Fig. 13, the residual stress is almost a linear function of punch velocity, while the direct relation exists between them. From physical point of view, forming is more uniform when punch moves slowly. Lack of intensive plastic strains and non-uniform wrinkling in lower speeds lead to produce cups with lower residual stresses.
The analysis of variance (ANOVA) is considered to obtain the optimum levels as well as define the most important parameters which have influence on the residual stresses. The results for analysis of variance regarding the residual stress are demonstrated in Table 8. Moreover, this table shows the intensity of effect for each input parameter on the residual stress in form of percentage number. It is clear that blank thickness has the most effect on the residual stresses with 56.6%, while the frictional condition between die and blank \( (\mu_{\text{d}} ) \) has almost no influence in this case. After blank thickness, die shoulder radius and punch velocity are the second and third parameters where have the most influence on the residual stresses with 17.6 and 5.8%, respectively. Since the material should bend and flow over the die shoulder region, this parameter has a significant effect on resulting residual stress. The lubrication condition at holder and blank interface is more important than the other interfaces. For the reason that the area of contact surface at this interface is larger and there exists a kinematic type friction.
Table 9 illustrates the optimum levels to minimize the residual stress. This table is obtained based on results presented in Figs. 8, 9, 10, 11, 12, and 13. According to calculated residual stresses from FE simulation, the optimum levels have been computed by statistical techniques for each parameter. Setting parameters on the optimum levels in FE simulation, it is found that the minimum residual stress is obtained equal to 26 MPa at the middle plane of the cup wall. This quantity is also less than the minimum amounts given in Table 7.
5 Conclusion
Using accurate finite-element model, the effects of eight important process parameters including punch and die radii, blank thickness, punch velocity, BHF, lubrication conditions at blank–die, blank–punch, and blank–blank holder interfaces on residual stresses in cylindrical deep-drawn cup are studied. The Taguchi’s method is employed to perform design of experiments and Analysis of Variance method is applied to define the most important parameters as well as obtain an optimum level to minimize the residual stress. It is concluded that in addition to blank thickness, die shoulder radius, punch velocity, and BHF are three main process parameters which have greatest influence on residual stresses, respectively. Having simulated the deep-drawing process in the optimum levels, it is found that the minimum residual stress can be obtained equal to 26 MPa at the middle plane of the cup wall. To produce a cup with the least residual stress in deep-drawing process, setting the key parameters on optimum levels is essential. In general, die and punch shoulder radii should be adjusted in the range that minimum plastic strain and spring back are occurred. BHF should be selected in the optimum condition which is not too large to cause severe plastic strain and not too small to create wrinkling at the edge. Moreover, the residual stress will decrease when the punch velocity is set on the minimum state.
Abbreviations
- BHF:
-
Blank–holder force (KN)
- r d :
-
Die shoulder radius (mm)
- r p :
-
Punch shoulder radius (mm)
- µ d :
-
Coefficient of friction between die and blank
- µ h :
-
Coefficient of friction between holder and blank
- µ p :
-
Coefficient of friction between punch and blank
References
Reddy BL, Ravindra Reddy PVR, Chenna Kesava Rao B (2013) A review on residual stresses in deep drawing. Int J Inno Res Sci Eng Technol 3(2):802–804
Kuriyama S, Yoshida Y, Takahashi T, Kumagaya S, Aoki T, Miyauchi K (2003) Development of simulation code for calculating residual stress distribution in D-I cans produced by both-sided ironing process. J Mater Process Technol 140:13–18
Incandela O, Tabourot L, Porret P, Balland P, Arrieux R, Ducher F (2004) Modelling and analysis of a deep-drawing operation: key factors for successful comparisons between experimental and simulated results. J Mater Process Technol 155–156:1105–1110
Padmanabhan R, Oliveira MC, Alves JL, Menezes LF (2008) Numerical simulation and analysis on the deep drawing of LPG bottles. J Mater Process Technol 200:416–423
Pourkamali Anaraki A, Shahabizadeh M, Babaee B (2012) Finite element simulation of multi-stage deep drawing processes & comparison with experimental results. World Acad Sci Eng Technol 6:1–21
Danckert J (1994) The residual stress distribution in the wall of a deep-drawn and ironed cup determined experimentally and by FEM. CIRP Ann Manuf Technol 43(1):249–252
Ragab MS, Orban HZ (2000) Effect of ironing on the residual stresses in deep drawn cups. J Mater Process Technol 99:54–61
Singh SK, Kumar V, Reddy PP, Gupta AK (2014) Finite element simulation of ironing process under warm conditions. J Mater Process Technol 3(1):71–78
Padmanabhan R, Oliveira MC, Laurent H, Alves JL, Menezes LF (2009) Study on springback in deep drawn tailor welded blanks. Int J Mater Form 1:829–832
Hassan H, Maqbool F, Güner A, Hartmaier A, Ben Khalifa N, Tekkaya AE (2016) Springback prediction and reduction in deep drawing under influence of unloading modulus degradation. Int J Mater Form 9:619–633
Danckert J (1995) Reduction of the residual stresses in a deep-drawn cup by modifying the draw die profile. CIRP Ann Manuf Technol 44(1):259–262
Gnaeupel-Herold T, Foecke TJ, Prask H, Fields R (2005) An investigation of springback stresses in AISI-1010 deep drawn cups. Mater Sci Eng A 399:26–32
Brabie GH, Nanu NE, Radu M (2009) The influence of the punch shape on the residual stresses distribution and spring back in the case of conical drawn parts. The Ann of “Dunărea De Jos” University Of Galaţi Fascicle V Technol In Mach Build; ISSN 1221-4566
Sherbiny ME, Zein H, Abd-Rabou M, Shazly ME (2014) Thinning and residual stresses of sheet metal in the deep drawing process. Mater Des 55:869–879
Colgan M, Monaghan J (2003) Deep drawing process: analysis and experiment. J Mater Process Technol 132:35–41
Browne MT, Hillery MT (2003) Optimizing the variables when deep-drawing C.R.1 cups. J Mater Process Technol 136:64–71
Raju S, Ganesan G, Karthikeyan R (2010) Influence of variables in deep drawing of AA 6061 sheet. Trans Nonferr Met Soc China 20:1856–1862
Venkateswarlu G, Davidson MJ, Tagore GRN (2010) Influence of process parameters on the cup drawing of aluminum 7075 sheet. Int J Eng Sci Technol 2(11):41–49
Roy RK (2010) A primer on the Taguchi method. 2nd edn, SME
Rossini N, Dassisti M, Benyounis K, Olabi A (2012) Methods of measuring residual stresses in components. Mater Des 35:572–588
ASTM E837-13a (2000) Test method for determining residual stresses by the hole-drilling strain-gage method
ASTM E8M-16a (2004) Standard test methods for tension testing of metallic materials [metric]
Tigrinho LMV, Santos RA, Chemin Filho RA, Marcondes PV (2008) Experimental investigation on the influence of the lubricant type in the punch stretching of extra deep-drawing steel. J Braz Soc Mech Sci Eng 30:290–294
Acknowledgements
The authors are grateful for the research support of the Iran National Science Foundation (INSF).
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva.
Rights and permissions
About this article

Cite this article
Kardan, M., Parvizi, A. & Askari, A. Influence of process parameters on residual stresses in deep-drawing process with FEM and experimental evaluations. J Braz. Soc. Mech. Sci. Eng. 40, 157 (2018). https://doi.org/10.1007/s40430-018-1085-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-018-1085-9