
Abstract
The (submicron + micron) SiCp-reinforced magnesium matrix composite was fabricated by stir casting. After the application of forging and extrusion, the interface between SiCp and Mg in the composite was investigated by transmission electron microscopy. Results show that the interfacial characterization was different at the interfaces of micron-SiCp/Mg and submicron-SiCp/Mg. While most interfaces between micron-SiCp and Mg were clean, the precipitated Mg17Al12 phase as well as dispersedly distributed nano-MgO particles was observed at some interfaces. Unlike the interface between micron-SiCp and Mg, no interfacial reaction product was found at the interface between submicron-SiCp and Mg in the present study. Besides, the specific orientation relationships were found at the interfaces between submicron-SiCp and Mg, which was thought to have developed during hot deformation process. At the fracture surface of the composite, the microcracks were found at the interface between micron-SiCp and Mg, while the interfacial bonding between submicron-SiCp and Mg was very well.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Compared to monolithic alloys, magnesium matrix composites exhibit better specific strength, high wear, and creep resistance as well as low coefficient of thermal expansion, so they have received much attention as important structural materials in aerospace, automobile, and transport industries, etc. [1–4]. According to the type of reinforcements, the magnesium matrix composites can be divided into fiber [5, 6], whisker [1, 7], and particle [2, 8–11]-reinforced magnesium matrix composites. Among them, particle-reinforced magnesium matrix composites fabricated by stir casting possess extensive application prospect for low processing cost, high production rate, and high performance [12, 13].
Generally speaking, the addition of particles can not only refine grain size by promoting nucleation and inhibiting the migration of grain boundaries, but also promote load transfer [14–16]. So, the interface between particle and matrix plays a key role in the development of high-performance composites [17]. It is thought that the characterization of interface may influence the crack development and load transfer effect during deformation, thus affecting the mechanical properties of composites [17]. The nature of interface depends on a variety of factors: process parameters [10], matrix composition [18], the composition and the nature of the surface of the reinforcement [19], the thermal treatment conditions applied to the composites [1, 20], etc. About the effect of above factors on the interface bonding, much work has been conducted. Luo et al. [21] reported that the interfacial reaction products were found in SiCp-reinforced AZ91 composite, but there are no reaction products in SiCp-reinforced pure Mg composite. Laurent et al. [22] found that the occurrence of reaction products depended on fabrication temperature. Wang et al. [14] reported that both the interfacial reaction products and precipitate-free interfaces were found in the as-cast SiCp/AZ91 composites fabricated at 720 °C through stir casting.
So far, the research on interfacial characterization between particle and Mg matrix mainly focuses on the as-cast magnesium matrix composite. Some orientation relationships are observed between SiC-precipitates and SiC-Mg [23]. To refine grain size, improve particle distribution and enhance the mechanical properties, and the hot deformation has been applied on the magnesium matrix composite [2]. However, the interface characteristics of the as-deformed SiCp-reinforced magnesium matrix composite have not been well understood at present.
In this work, the magnesium alloy reinforced by 1 vol% 0.2 μm SiCp and 9 vol% 10 μm SiCp fabricated through stir casting was deformed by the combination of forging and extrusion process. The aim is to reveal the interfacial characterization in the as-deformed SiCp-reinforced magnesium matrix composite.
2 Experimental
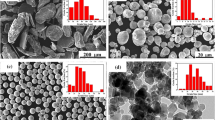
Magnesium alloy with the composition of Mg–9.3Al–0.7Zn–0.25Mn was selected as matrix alloy. Two sizes of SiC particles (0.2 and 10 μm) were selected as reinforcement. Figure 1 shows the SEM micrographs and XRD patterns of 0.2 and 10 μm SiCp. It demonstrates that both the surface of 0.2 and 10 μm SiCp were clean, as shown in Fig. 1a, c. By XRD analysis, the 0.2 μm SiCp belongs to β-SiCp (Fig. 1b) and 10 μm SiCp belongs to α-SiCp (Fig. 1d). No other phase could be detected in both the XRD patterns of 0.2 and 10 μm SiCp, which correspond to the SEM micrographs of Fig. 1a, c, respectively.

In the present study, the 0.2 μm SiCp is denoted as “S-SiCp” and the 10 μm SiCp is denoted as “M-SiCp.” The whole volume fraction of SiCp is set as 10 vol%. The (1 vol% S-SiCp + 9 vol% M-SiCp) reinforced magnesium matrix composite was fabricated by stir casting. The detailed description of stir casting has been described in Ref. [16]. After solution treatment at 415 °C for 24 h, the composite was forged at 420 °C with 50% reduction, and then subjected to extrusion at 370 °C with a ratio of 16:1 at a constant ram speed of 15 mm/s.
Microstructure observation was carried out by optical microscopy (OM), scanning electron microscopy (SEM), and transmission electron microscopy (TEM, Tecnai G2 F30). The specimens for OM were ground, polished, and then etched in acetic picral (5 mL acetic acid + 6 g picric acid + 10 mL H2O + 100 mL ethanol (95 vol%)) to investigate the morphological characteristics of grains. The as-deformed composite was ground and polished to investigate the particle distribution by SEM. A foil with 50-μm thickness was prepared by grinding and polishing. After being punched to 3-mm-diameter disks, the foil was ion-thinned by following parameters: voltage is 4.5 kV, current is 0.5 mA, and angle of incidence is 7°–15°. Then, the interface in the composites was examined by TEM.
3 Results and Discussion
3.1 Microstructures
Figure 2 shows the SEM images of SiCp-reinforced magnesium matrix composite after hot extrusion. It illustrates that the S-SiCp and M-SiCp were relatively uniformly distributed in the Mg matrix (Fig. 2a). Besides, no porosity was detected (Fig. 2b), and the interface between SiCp and Mg was very good by SEM observation, which might be attributed to the application of forging and extrusion process [16].

SEM images of SiCp-reinforced magnesium matrix composite after hot extrusion: a lower magnification; b higher magnification
The morphology of M-SiCp and S-SiCp is shown in Fig. 3a, b, respectively. Stacking faults could be seen clearly in both of the M-SiCp and S-SiCp. Such faults are also found in a number of micron and submicron SiC particles. In the author’s previous study, it had demonstrated that the micron-SiCp belongs to hexagonal structure, while the submicron-SiCp belongs to face-centered cubic structure [16].

Morphologies of M-SiCp by TEM a, S-SiCp by HREM b in the as-extruded composite
3.2 Interface between M-SiCp and Magnesium
By the TEM observation of M-SiCp in Fig. 3a, the interface between M-SiCp and Mg matrix was very clean, no interfacial reaction products (IRPs) were observed at the interface. Based on the authors’ study, most interfaces between M-SiCp and Mg matrix are clean.
The precipitated phase could be found at the interfaces between M-SiCp and Mg matrix, as shown in Fig. 4a. Figure 4b shows the electron diffraction pattern of the secondary phase along \( [1\overline{1} \overline{3} ] \) zone axis, which indicates that the precipitate phase is Mg17Al12. As described in Sect. 2, the composite was treated at 415 °C for 24 h in order to eliminate the influence of Mg17Al12. At the first deformation process, the forging temperature is 420 °C which is higher than the solution temperature. So the Mg17Al12 phase could not be precipitated at this process. However, the subsequent extrusion temperature is 370 °C, which is within the precipitated temperature range of Mg17Al12. So unlike the results that were reported by Wang et al. [14] and Cai et al. [23], the Mg17Al12 at the interface of M-SiCp most likely precipitated during the hot extrusion process. In fact, it has been illustrated by Zheng et al. [26] that the addition of SiC whisker can not only provide more nucleation sites but also enhance solute diffusion. So the Mg17Al12 precipitated preferentially at the interface between M-SiCp and Mg matrix.

TEM micrograph at the interface between M-SiCp and Mg a, electron diffraction pattern of secondary phase (Mg17Al12) along \( [1\overline{1} \overline{3} ] \) zone axis b
A small amount of Mg17Al12 phase was also found at the area away from M-SiCp. The TEM morphology of secondary phase in this area is shown in Fig. 5a. It demonstrates that the secondary phase can be classified into two types according to the shape. One kinds of the phase had an angular shape. By electron diffraction pattern along \( [1\overline{1} \overline{3} ] \) zone axis, this kind of phase was determined to be S-SiCp with face-centered cubic structure. The other kinds of the phase had a circular shape. With the help of electron diffraction pattern along \( [\overline{1} 13] \) zone axis, this kind of phase was determined to be Mg17Al12. Figure 5a also shows that the size of circular Mg17Al12 was smaller than that of angular S-SiCp. Even though the amount of precipitated Mg17Al12 was very little, it is thought to favor for the improvement of mechanical properties.

TEM micrographs of the composite showing the morphology of secondary phases a, electron diffraction patterns of S-SiCp along [011] zone axis b, Mg17Al12 along \( [\overline{1} 13] \)zone axis c
Three kind interfaces between M-SiCp and Mg matrix are found by TEM observation in the present study: (1) clean interface without IRPs; (2) interface with the existence of Mg17Al12 phase; and (3) interface with the dispersedly distributed nano-MgO particles. Figure 6 shows the third type interface between M-SiCp and Mg matrix. Figure 6a shows that the nano-sized secondary phases were dispersedly distributed at the interface. By the selected area diffraction in Fig. 6b, it confirms that this kind of secondary phase is nano-MgO particles. Figure 6c shows the high resolution electron microscopy (HREM) image of the nano-MgO particle. It indicates that the interface bonding between nano-MgO and Mg was very good, and no defects were found at the interface. It is thought that the nano-MgO particles were formed during the fabrication process of the composite [14]. In the present study, the SiCp-reinforced magnesium matrix composite was fabricated by semi-solid stir casting technology. During this process, a small amount of the liquid surface might contact with O2, which would react with Mg, thus the MgO particles could form and then were stirred into the material. On the other hand, the surface of M-SiC particles could adsorb a small amount of O2, which would react with Mg during the fabrication process, resulting in the formation of the MgO particles. However, the whole fabrication process was protected by the mixed gas of (CO2 + SF6), and the SiCp was preheated at 600 °C for 2 h before being added into Mg, so the amount of MgO particles generated during the fabrication process is very small. The nano-sized MgO particles were also found in SiCw/Mg composites by Zheng et al. [27], and it was thought to be beneficial to the improvement of mechanical properties. Only a little amount MgO particles exists in the present composite, so the effect of MgO on the mechanical properties is negligible.

Secondary phases at the interface between M-SiCp and Mg: a morphology of secondary phases; b selected area diffraction indicates that secondary phases are nano-MgO particles; c HREM image of nano-MgO particle
3.3 Interface between S-SiCp and Magnesium
As mentioned in Sect. 3.2, the interfaces of both M-SiCp/Mg and S-SiCp/Mg are very well by SEM observation. Unlike the interface between M-SiCp and Mg, the interface between S-SiCp and Mg was very clean and no IRPs were found in the present study. Figures 3b, 4 and 5 show the TEM morphologies of S-SiC particles. It is revealed that the interface was sharp and clean and no voids could be found at the interface. Especially, the HREM image of Fig. 3b demonstrates that the interface was clean and no interfacial reaction product existed. Besides, two kinds of orientation relationships at the interface between S-SiCp and Mg were found by HREM. The TEM morphology of the first kind of interface is shown in Fig. 7a. It illustrates that the S-SiCp and Mg connected directly at the interface. By the Fourier transform image of Fig. 7b, the diffraction pattern of interface could be obtained, as shown in Fig. 7c. By combining Fig. 7b with c, the orientation relationships at the interface can be described as follows:

TEM images of interface between S-SiCp and Mg: a TEM morphology of interface; b HREM image of interface; c filtration image of Fig. 7b
The second orientation relationship between S-SiCp and Mg is shown in Fig. 8. Figure 8a shows the TEM morphology of the interface along the axis zone \( [ 0 1 1 ] \) of S-SiCp. By the Fourier transform of Fig. 8b, the diffraction pattern of interface is shown in Fig. 8c. By combining Fig. 8b with c, the second orientation relationship at the interface can be described as follows:

The Second orientation relationship between S-SiCp and Mg: a TEM morphology of the interface along axis zone \( [ 0 1 1 ] \) of S-SiCp; b HREM image of interface; c filtration image of Fig. 8b
From the above analysis, two kinds of different orientation relationships between S-SiCp and Mg were observed in the as-extruded composite. For the \( (\overline{1} 1\overline{1} ) \) plane of S-SiCp parallel to the \( ( 1\overline{ 1} 0 0 ) \) plane of Mg, the mismatch can be generated as follows:
For the orientation relationship of \( (\overline{2} 00)_{\text{S-SiCp}} / / ( 0\overline{ 1} 1 2 )_{\text{Mg}} \), the mismatch generated is about 3.17%. For the two kinds of interface, the lattice mismatch is small with little lattice misfit strain at the interface, and the two kinds of interface can be considered as a semi-coherent interface. It suggests a good interface bonding between S-SiCp and Mg matrix.
The specific orientation relationships had been reported in the as-cast magnesium matrix composite [23, 28]. It was thought that the energy needed for nucleation and growth is lower if the matrix crystallized at certain orientation relationships between secondary phase and Mg, which could result in low misfit stain and good interface bonding. As mentioned in Sect. 2, the composite was forged at 420 °C, and then subjected to extrusion at 370 °C. Figure 9 shows the optical micrographs of SiCp-reinforced magnesium matrix composite. In the as-cast composite, the grain size was very large, as shown in Fig. 9a. By the first forging process, the grain size was refined obviously, as shown in Fig. 9b. After the subsequent extrusion process, the average gain size was only ~1.5 μm, as shown in Fig. 9c. Besides, the equiaxed grains were obtained after both forging and extrusion process. So the fine grains with equiaxed shape means the occurrence of dynamic recrystallization (DRX) during hot deformation process. Thus, the two kinds of orientation relationships observed at the present investigation appeared most likely during the hot deformation process. On the previous study [29] of single S-SiCp reinforced Mg matrix composite, it was found that the \( ( 0 1\overline{ 1} \overline{ 1} ) \) of Mg parallelled to \( (11\overline{1} ) \) of S-SiCp, and the S-SiC particles had obvious effect on promoting DRX nucleation. Based on the above observation and analysis, it could be concluded that the S-SiCp may provide nucleation site for Mg during hot deformation process, and the DRXed grains may nucleate preferentially at these particles.

Optical micrographs of as-cast a, as-forged b, as-extruded c SiCp-reinforced magnesium matrix composites
3.4 Interface after Fracture
Fracture surface of the as-extruded SiCp-reinforced magnesium matrix composite is shown in Fig. 10. Many dimples can be seen clearly in Fig. 10a, which indicate ductile fracture of the matrix. Besides, the interface debonding between M-SiCp and Mg indicated by white arrows in Fig. 10b also exists. This result consists with the authors’ previous investigation in bimodal size SiCp-reinforced magnesium matrix composite [30]. The microcracks mainly exist near closely spaced M-SiCp, and there are no microcracks around S-SiCp after tension at room temperature.

Fracture surfaces of the as-extruded SiCp-reinforced magnesium matrix composite: a lower magnification; b higher magnification
By using the analogy of plane strain compression of a block between two elastic platens and applying the standard force balance with sticking friction at the interface, it can be concluded that the stress at larger size particles is larger than that at fine particles at the condition of same interspacing [31]. Therefore, as compared with S-SiCp, the M-SiCp would bear much higher stress during the deformation process. Once the stress at the interface between SiCp and Mg is larger than interfacial bonding strength, the microcracks may occur at the interface. At last, the connection of microcracks leads to the fracture of composite.
4 Conclusions
-
(1)
Both S-SiCp and M-SiCp were relatively uniformly distributed in the Mg matrix, and the interfaces between SiCp and Mg matrix were very well as observed by SEM observation.
-
(2)
Three kinds of interfaces were found between M-SiCp and Mg matrix by TEM observation: clean interface, interface with the precipitated Mg17Al12,, and the interface with the dispersedly distributed nano-MgO particles.
-
(3)
The interface between S-SiCp and Mg matrix was very clean, and no IRPs were found in the present study. Besides, two kinds of specific orientation relationships at the interface between S-SiCp and Mg matrix were found by HREM observation.
-
(4)
As compared with S-SiCp, the M-SiCp would bear much higher stress, which results in the appearance of microcracks around M-SiC particles after tension.
References
M.Y. Zheng, K. Wu, M. Liang, S. Kamado, Y. Kojima, Mater. Sci. Eng. A 372, 66 (2004)
X.J. Wang, X.S. Hu, Y.Q. Wang, K.B. Nie, K. Wu, M.Y. Zheng, Mater. Sci. Eng. A 559, 139 (2013)
C.P. Wang, H.S. Mei, R.Q. Li, D.F. Li, L. Wang, J. Liu, Z.H. Hua, L.J. Zhao, F.F. Pen, H. Li, Acta Metall. Sin. (Engl. Lett.) 26, 149 (2013)
M.Y. Zhan, C.M. Li, W.W. Zhang, D.T. Zhang, Acta Metall. Sin. (Engl. Lett.) 25, 65 (2012)
W.G. Wang, B.L. Xiao, Z.Y. Ma, Comp. Sci. Technol. 72, 152 (2012)
B. Hu, L.M. Peng, B.R. Powell, M.P. Balough, R.C. Kubic, A.K. Sachdev, J. Alloys Compd. 504, 527 (2010)
S.H. Chen, P.P. Jin, G. Schumacher, N. Wanderk, Comp. Sci. Technol. 70, 123 (2010)
Q.Q. Zhang, G.Q. Wu, Z. Huang, Y. Tao, Mater. Charact. 89, 1 (2014)
K.N. Braszczy´nska, L. Lity´nska, A. Zyska, W. Baliga, Mater. Chem. Phys. 81, 326 (2003)
B.W. Xiong, Z.F. Xu, Q.S. Yan, B.P. Lu, C.C. Cai, J. Alloys Compd. 509, 1187 (2011)
K. Wu, K.K. Deng, H. Chang, Y.W. Wu, X.S. Hu, M.Y. Zheng, Acta Metall. Sin. (Engl. Lett.) 23, 99 (2010)
K.K. Deng, K. Wu, X.J. Wang, Y.W. Wu, X.S. Hu, M.Y. Zheng, W.M. Gan, H.G. Brokmeier, Mater. Sci. Eng. A 527, 1630 (2010)
X.J. Wang, K.B. Nie, X.S. Hu, Y.Q. Wang, X.J. Sa, K. Wu, J. Alloys Compd. 532, 78 (2012)
X.J. Wang, X.S. Hu, K. Wu, M.Y. Zheng, L. Zheng, Q.J. Zhai, J. Mater. Sci. 44, 2759 (2009)
M. Habibnejad-Korayem, R. Mahmudi, W.J. Poole, Mater. Sci. Eng., A 519, 198 (2009)
K.K. Deng, J.Y. Shi, C.J. Wang, X.J. Wang, Y.W. Wu, K.B. Nie, K. Wu, Compos. A 43, 1280 (2012)
M. Pozuelo, W.H. Kao, J.M. Yang, Mater. Charact. 77, 81 (2013)
K.U. Kainer, Mater. Sci. Eng. A 135, 243 (1991)
C.A. Handwerker, J.W. Cahn, J.R. Manning, Mater. Sci. Eng. A 126, 173 (1990)
D.J. Lloyd, Comp. Sci. Technol. 35, 159 (1989)
A. Luo, Scr. Metall. Mater. 31, 1253 (1994)
V. Laurent, P. Jarry, G. Regazzoni, D. Apelian, J. Mater. Sci. 27, 4447 (1992)
Y. Cai, M.J. Tan, G.J. Shen, H.Q. Su, Mater. Sci. Eng. A 282, 232 (2000)
K.K. Deng, C.J. Wang, X.J. Wang, K. Wu, M.Y. Zheng, Mater. Des. 38, 110 (2012)
K.K. Deng, Dissertation, Harbin Institute of Technology, 2008
M.Y. Zheng, K. Wu, S. Kamado, Y. Kojima, Mater. Sci. Eng. A 348, 67 (2003)
M.Y. Zheng, K. Wu, C.K. Yao, Mater. Lett. 47, 118 (2001)
M.Y. Zheng, K. Wu, C.K. Yao, T. Sato, H. Tezuka, A. Kamio, D.X. Li, Mater. Lett. 41, 57 (1999)
K.K. Deng, X.J. Wang, M.Y. Zheng, K. Wu, Mater. Sci. Eng. A 560, 824 (2013)
K.K. Deng, X.J. Wang, C.J. Wang, J.Y. Shi, X.S. Hu, K. Wu, Mater. Sci. Eng. A 553, 74 (2012)
D.J. Lloyd, Acta Metall. 39, 59 (1991)
Acknowledgments
This work was financially supported by the National Natural Science Foundation of China (Nos. 51201112, 51101043, and 51174143) and the Natural Science Foundation of Shanxi province (No. 2013021013-3).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195
Rights and permissions
About this article

Cite this article
Deng, K.K., Li, J.C., Fan, J.F. et al. Interfacial Characteristic of as-Deformed SiCp-Reinforced Magnesium Matrix Composite. Acta Metall. Sin. (Engl. Lett.) 27, 885–893 (2014). https://doi.org/10.1007/s40195-014-0128-1
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-014-0128-1