
Abstract
At present, balancing the relationship between strength and toughness is a promising strategy for the development of magnesium-based composites with high performance. In this research, the new nano-SiC/Mg-8Al-1Sn (nano-SiC/AT81) composites reinforced by nano-SiC particles with different volume fractions (0.25, 0.5 and 1.0 vol.%) were successfully prepared by powder metallurgy method. The precipitated Mg17Al12 phases became more homogeneous with increasing amounts of added nano-SiC. Furthermore, there were no apparent reaction products at the interface between the nano-SiC and the AT81 matrix. As the content of nano-SiC increased, the compressive properties first improved and then declined when the nano-SiC content exceeded 0.50 vol.%. The ultimate compressive strength and fracture strain of the 0.50 vol.% nano-SiC/AT81 composite increased from 300 and 9.8% to 424 MPa and 15.7% respectively, which were 41.3 and 60.2% higher than the AT81 matrix. We tested the wear rates in a load range of 5-30 N, which decreased as the content of nano-SiC increased from 0 to 1.0 vol.% at 5-20 N. However, the wear rate of the 1.0 vol.% nano-SiC/AT81 composite slightly increased under the load of 30 N. The increase in yield strength for the nano-SiC/AT81 composite could be attributed to the Hall-Petch strengthening and Orowan strengthening. The results are preliminary but can be used to significantly promote the development of nano-SiC-reinforced magnesium metal matrix composites.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Magnesium (Mg) and its magnesium alloys have excellent physical and chemical properties, such as low density, good damping performance and large hydrogen storage capacity, and are widely used in aerospace, electronic 3C, biomedical and energy fields (Ref 1, 2, 3). In recent years, more and more researchers have paid attention to the research of metal matrix composites (MMCs), especially because of their high specific stiffness, specific strength and creep resistance, and the advantages of improving material wear performance (Ref 4, 5, 6, 7). In commercial Mg alloys, Mg-Al-based alloys are widely used, because the addition of aluminum (Al) effectively enhances the mechanical properties at room temperature at a reasonable cost (Ref 8, 9, 10). The strengthening phase Mg17Al12 is very important to the strength of materials. However, due to the softening of the Mg17Al12 phase at grain boundaries, the tensile properties and other mechanical properties of commercial Mg-Al systems are relatively low at high temperatures, resulting in limited applications (Ref 11). Compared with several aluminum alloys that can age harden, Mg-Al-based alloys exhibit poor age-hardening response. This is due to the orientation and roughness of continuous precipitates, which play an insufficient barrier role in the migration rate of dislocations (Ref 8). The Mg2Sn phase formed in Mg-Sn alloys has a high melting point, therefore it is expected to have excellent heat resistance. Previous studies have shown that Mg-Sn alloys can be processed over a wide range of temperatures and velocities (Ref 12). Meanwhile, the addition of an appropriate amount of Sn at room temperature and high temperature could improve the mechanical properties of the Mg-Sn system (Ref 12, 13, 14). Hence, Mg-Al-Sn systems have potential application as a metal matrix in magnesium MMCs.
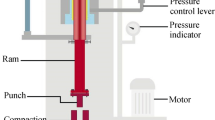
Due to the advantages of high hardness, high elastic modulus, and low cost of particle-reinforced materials (such as SiC), the mechanical properties of metal substrates can be effectively improved. The strengthening mechanisms of alloys under different conditions were usually divided into the dislocation pinning effect, precipitation strengthening, solid solution strengthening, grain boundary strengthening, and so on. The dislocation occurred which led to the increase in mechanical strength, due to the large difference in thermal expansion coefficient between the reinforced particles and the matrix. Meanwhile, the grain boundaries could limit the slip and movement of dislocation, while grain refinement increased the number of grain boundaries and dislocation density, leading to the improvement of mechanical properties. Previous research has mainly focused on micro-SiC (m-SiC) enhanced MMCs. For instance, Vaidya et al. (Ref 15) investigated high cycle fatigue characters of m-SiC/AZ91D composites prepared by squeeze casting combined with hot extrusion. Rauber et al. (Ref 16) investigated the microstructure and the mechanical properties of AZ91 enhanced by m-SiC particles with different volume fractions. Interestingly, Zhang et al. (Ref 17) discovered that the yield strength (YS) and ultimate tensile strength (UTS) of Al2014 could be significantly increased by nano-SiC without sacrificing plasticity. At 493 K, the comprehensive mechanical properties of 0.5 vol.% nano-SiC/Al2014 composites were better than those of the 4 vol.% micro-SiC/Al2014 composites. Therefore, the focus on using nano-SiC to enhance MMCs has increased significantly (Ref 1, 17, 18). Particle-reinforced MMCs have been fabricated by numerous methods, such as squeeze casting, stir casting, spray deposition, and powder metallurgy (Ref 19, 20, 21, 22, 23). The powder metallurgy method stands out in these methods. Powder metallurgy (PM) could be used to achieve mass production of complex-shaped parts and could be used to adjust the composition of alloying elements. At the same time, the PM process also had the advantages of high dimensional accuracy, good processability, good surface finish, and long component life. Kelen et al. successfully prepared magnesium-based composites mainly used for automotive applications using powder metallurgy technology. The mechanical compression test revealed that the strength of automotive components reached a sufficient level (Ref 24).
The matrix Mg-8Al-1Sn has represented the optimized component of our research group in a previous study. However, to date, few studies on Mg-8Al-1Sn matrix composites enhanced by nano-SiC and processed by powder metallurgy have been conducted. In addition, the compression and wear behavior are important parameters describing the properties of MMCs. Therefore, this study focuses on the wear behavior and compression of the nano-SiC/AT81 composites enhanced by nano-SiC with different volume fractions (0.25, 0.5, and 1.0 vol.%) and powder metallurgy manufacturing. In this work, we have determined the optimal volume fraction of nano-SiC particles in composites and developed an efficient way to improve the mechanical properties of MMCs reinforced by nano-SiC. The experimental results indicate that the enhancement of nano-SiC on the matrix has a significant effect, and we expect that the preliminary results will significantly promote the development of nano-SiC-reinforced MMCs.
2 Experimental Procedure
In this study, tin (Sn, 99.0 wt.%, ~ 38 μm), magnesium (Mg, 99.9 wt.%, ~ 74 μm), silicon carbide (3C-SiC, 99.9 wt.%, ~ 40 nm) and aluminum (Al, 99.8 wt.%, ~ 10 μm) serve as the matrix and ceramic reinforcement materials. As shown in Fig. 1, the particulate morphology and particle grain size distribution of the above materials were studied using scanning electron microscopy (SEM) and transmission electron microscopy (TEM). The Mg-8Al-1Sn (wt.%) powders and nano-SiC/AT81 composites reinforced by different volume fractions of nano-SiC (0.25, 0.5, and 1.0 vol.%, respectively) were first ultrasonicated in ethanol for 30 min. Then the composite mixtures were added to ethanol and were stirred for 30 min. For obtaining composite powders, the powder mixtures were dried in a 323 K vacuum oven for approximately 12 h. Then the composite powders were mixed thoroughly in a planetary ball mill (Model: PMQW2L, China) at 120 rpm for 12 h. The mixing process was carried out in high-purity argon to avoid the introduction of impurities, and 0.5 g stearic acid was used as a lubricant. The diameter of the ball was about 10 mm and the ratio of the ball to powder was about 10:1 during the mixing process. The powder mixtures were held at a pressure of 70 MPa for 2 min in air and then cold pressed into a Φ30 mm × 30 mm cylindrical block. After that, the cylindrical billets were then sintered at 733 K in a vacuum and kept at this temperature for 45 min (vacuum degree ≤ 0.01 Pa). Finally, the nano-SiC/AT81 composites were pressed at a pressure of 105 MPa for about 10 min, and then the furnace was cooled to room temperature.

The grain size distribution and SEM images of (a) Mg, (b) Al, (c) Sn powders, (d) TEM image of nano-SiC particulates
The phase composition of the nano-SiC/AT81 composites was examined by x-ray diffraction (XRD, X’Pert PRO PANalytical, Cu Kα, Netherlands) at a scanning speed rate of 4 °/min. The microstructures of the samples were researched by SEM (FEI Quanta 200, USA) equipped with an energy dispersive spectrometer (EDS, Oxford-x-maxn, England) analyzer, a field emission scanning electron microscope (FESEM, JSM6700F, Japan) and TEM (JEM 2100F, Japan). The samples observed by TEM were first thinned to about 60 mm using 1000, 2000, and 5000 grit abrasive papers, and then were thinned by ion milling (Gatan 691, USA). The samples were polished and observed under SEM, and then chemically etched in a solution of acetic picric acid (1 ml distilled water, 3 ml acetic acid, 2 g picric acid and 20 ml ethanol). The orientation of samples observed by SEM and TEM was perpendicular to the direction of sintering extrusion.
Prepare cylindrical specimens with a height of 6 mm and a diameter of 3 mm for compression testing at room temperature. The direction of compressing the sample is parallel to the direction of extrusion. Compression tests were performed at a constant strain rate of 6.0 × 10-4 s-1 on a hydraulic materials testing system (MTS, MTS810, USA). In mechanical tests, at least three samples were used for each condition and their average value was calculated as the compressive value.
In the wear tests, the wear velocity was 0.44 m/s over a sliding distance of 17 m on a pin-on-disc rotating type wear instrument. During the wear test, the pin was pressed onto the rotating specimen under 5 N, 10 N, 20 N, and 30 N using 800 mesh abrasive papers. Use an analytical balance (Sartorius Genius Me215P, Germany) to measure wear weight loss. The wear rate was calculated as the volume loss per wear distance (mm3/m), and the volume loss was converted to mass loss using respective densities. The density of the nano-SiC/AT81 composites was determined by the Archimedes method. Meanwhile, the reported data was the average of three test samples.
3 Results and Discussion
3.1 Microstructure
The theoretical density, actual density, and porosity of the nano-SiC/AT81 composites after sintering are shown in Table 1. In general, the porosities of the materials increase when the powder metallurgy method is used. However, the porosities of Mg-8Al-1Sn and nano-SiC/AT81 composites were relatively low, indicating that the hot-pressing sintering process was feasible.
Figure 2 shows the EDS spectrum of the Mg-8Al-1Sn alloy and shows its chemical composition. The microstructure and grain distribution size of the sintered matrix and nano-SiC/AT81 composite materials can be seen from the SEM spectrum, as shown in Fig. 3(a), (b), (c) and (d). It was evident that the grain size was progressively refined. To examine the distribution of the Mg17Al12 phases, SEM observations and an EDS line scan analysis of the AT81 alloy were performed, as shown in Fig. 4. It could be seen that the Mg17Al12 phases were disorderly distributed because of the lack of heat treatment (Ref 25).

The EDS spectrum of the Mg-8Al-1Sn alloy

SEM microstructures and grain size distribution of the (a) AT81, (b) 0.25, (c) 0.50 and (d) 1.0 vol.% nano-SiC/AT81 composites

(a) SEM image and (b) EDS line scan analysis of AT81 alloy
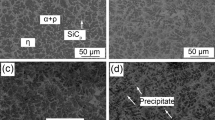
Figure 5(a) and (b) shows the TEM image of the AT81 alloy and the selected area electron diffraction (SAED) patterns of the Mg17Al12 phases. The precipitated phases that formed during the sintering process were nearly spherical and the structure of the Mg17Al12 was cubic. The micrograph and x-ray maps of the Mg, Al, Sn, and Si in the 0.50 and 1.0 vol.% nano-SiC/AT81 composites are shown in Fig. 6. Because of the small size of the nano-SiC, it is difficult to observe their distribution in the AT81 alloy, so the EDS spectrum of Si is provided to illustrate the distribution of the nano-SiC in the metal matrix. It can be observed from the figure that the Si element was relatively evenly distributed in the 0.50 vol.% nano-SiC/AT81 composite. However, when the nano-SiC content increased to 1.0 vol.%, agglomeration of the Si element occurred, which further indicated the agglomeration of nano-SiC as shown in Fig. 6(b).

(a) TEM bright image of AT81 and (b) SAED pattern of Mg17Al12

The micrograph and x-ray maps of the Mg, Al, Sn and Si in (a) 0.50 and (b) 1.0 vol.% nano-SiC/AT81 composite
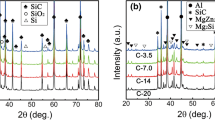
The XRD patterns of the AT81 and 1.0 vol.% nano-SiC/AT81 composite after sintering were determined by Fig. 7. The MgO phases were not observed in the XRD pattern, which showed that very small amounts of MgO phases appeared in the AT81 and 1.0 vol.% nano-SiC/AT81 composite. This also indicated in the preparation process the use of vacuum extraction and high-purity argon had greatly reduced the oxidation of the magnesium matrix. The interface between the nano-SiC and the AT81 matrix as detected by TEM is shown in Fig. 8, which indicates the lack of an interfacial product, suggesting that the nano-SiC bonded well with the matrix. Moreover, the well-bonded interface indeed plays an important role in transferring the load from the AT81 matrix to the nano-SiC, resulting in an enhancement of the compression and wear properties (Ref 26).

XRD patterns of (a) AT81 and (b) 1.0 vol.% nano-SiC/AT81 composite

(a) TEM bright-field image, (b) SAED pattern of nano-SiC and (c) the HRTEM image of the interface between SiC and matrix in 0.50 vol.% nano-SiC/AT81 composite
3.2 Compression
Figure 9 shows the engineering stress-strain curves of AT81 and nano-SiC/AT81 composites under compression. As can be seen from the figure, the ultimate compressive strength (UCS) of the nano-SiC reinforced composites is improved over the unreinforced AT81 alloy. The mean values and standard deviations of the YS, UCS, and fracture strain (ε) are summarized in Table 2. The results show that the YS, UCS, and ε of AT81 alloy were 164, 300 MPa, and 9.8%, respectively. As the nano-SiC content increased from 0 to 0.25 vol.%, the YS, UCS, and ε of the composites increased to 172, 377 MPa, and 13.0%, respectively. The 0.50 vol.% nano-SiC/AT81 composite showed the best mechanical properties, and the YS, UCS, and ε were 176, 424 MPa, and 15.7%; these values were 7.3%, 41.3% and 60.2% higher than those of the AT81 alloy.

Engineering stress-strain curves of (a) AT81, (b) 0.25, (c) 0.50 and (d) 1.0 vol.% nano-SiC/AT81 composites
The main reinforcing mechanisms for metal matrix nanocomposites under different conditions include Hall-Petch strengthening, Orowan strengthening, Taylor strengthening, load transfer mechanism and so on (Ref 27, 28, 29, 30). Among them, the Hall-Petch strengthening mechanism is mainly used to describe the effect of grain refinement on the mechanical properties of materials. The effect of grain refinement can be expressed by the Hall-Petch equation (Ref 31, 32):
where σ is the mechanical strength of the alloy, σo is the initial strength of the material, d is the average grain size of the alloy, and K is the material constant, depending on the crystal structure of the Mg material (which is given as 0.13 MPa·m1/2). From Eq 1, the mechanical properties increase with the grain refinement. From Fig. 3, it can be seen that as the volume fraction of nano-SiC ceramics increased, the grain size of the matrix alloy gradually decreased from 8.13 to 3.76 μm. This leads to an increase in theoretical mechanical strength from 8.76 to 21.45 MPa. Due to the limited number of slip systems in magnesium alloys and their composites, grain refinement has a significant impact on their mechanical properties. The increase in strength caused by the Orowan strengthening can be expressed as (Ref 32):
where G≈17.3 GPa is the shear modulus of the magnesium matrix, b = 0.32 nm is the burgers vector, D = 40 nm is the average size of nano-SiC, and VS is the volume fractions of SiC. The mismatch between the coefficient of thermal expansion (CTE, CTEmatrix = 26 × 10-6 K−1, CTESiC = 4.7 × 10-6 K−1) and elastic modulus between the matrix and reinforcement can generate geometrically necessary dislocations in metal matrix composites (Ref 33). For metal matrix composites reinforced with nanoparticles, the particle size and spacing of nanoparticles are small, which hinders the movement of dislocations. When the volume fractions of nano-SiC were from 0.25 to 1.0 vol.%, the mechanical strength theoretically increased from 15.35 to 27.72 MPa because of the Orowan strengthening. The Orowan strengthening mechanism is an important mechanism for metal matrix nanocomposites.
Taylor strengthening mechanism is commonly used to evaluate the effect of dislocation density on the strength of the material (Ref 34, 35). During hot extrusion or compression, residual plastic strains related to work hardening or mismatches in thermal expansion coefficient and elastic modulus between the matrix and reinforcement may lead to the generation of dislocations in the composite material, thereby increasing in strength. The strength change caused by the Taylor strengthening is a local phenomenon for nanocomposites (Ref 31, 34, 35). The excellent interfacial bonding between the reinforcement to the matrix helps to transfer the load applied on the materials to the nano-SiC (Ref 31, 35). The load transfer mechanism can be ignored for nanocomposites because the volume fraction of SiC nanoparticles is very low. The increase in yield strength is mainly related to Hall-Petch strengthening and Orowan strengthening for the present composites. The difference in experimental and theoretical yield strength may be attributed to the presence of porosity and particle aggregation in the microstructure of the prepared nanocomposites (Ref 35).
In this study, the grain size was progressively refined and the mechanical properties improved with the increase of nano-SiC content. However, with the further increase of nano-SiC content to 1.0 vol.%, UCS and ε decreased slightly to ~ 387 MPa and ~ 12.5%. This may be due to the agglomeration of the nano-SiC, as shown in Fig. 6(b).
Figure 10 shows the SEM fractograms of the AT81, 0.50 and 1.0 vol.% nano-SiC/AT81 composites. It is obvious from the figure that the fracture of the composites is a typical cleavage fracture and belongs to a brittle fracture (Ref 36). With the increase of nano-SiC content, the fracture structure becomes more uniform, as shown in Fig. 10(b) and (c), which led to the improvement of the compressive strength of nano-SiC/AT81 composites.

The SEM fractographs of (a) AT81, (b) 0.50 and (c) 1.0 vol.% nano-SiC/AT81 composites
3.3 Wear
The wear rates of the AT81 and 0.25, 0.50, 1.0 vol.% nano-SiC/AT81 composites under different loads are given in Fig. 11. The wear rates of the AT81 and nano-SiC/AT81 composites increased with the increase in the loads. In addition, it was evident that the wear rates decreased with increasing nano-SiC content. This finding is in good agreement with the observation of Guo et al. (Ref 37). According to the famous linear wear law of Archard, the wear rate is directly proportional to the applied load. However, the wear rate of the composite slightly increased when the volume fraction of the nano-SiC was 1.0 vol.% under 30 N. Therefore, the 0.50 vol.% nano-SiC/AT81 composite exhibited the preferable wear resistance under different loads and outperformed the AT81 alloy.

The wear rates of AT81 and nano-SiC/AT81 composites reinforced with different volume fractions of SiC under different loads
Figure 12 shows the SEM microstructures of the worn surfaces of the AT81 and nano-SiC/AT81 composites under loads of 30 N and the results indicate similar wear surfaces for both compounds. In addition, the main form of wear was abrasive wear. The abrasion grooves and damaged areas were parallel to the sliding direction, and the “furrow” observed in the nano-SiC/AT81 composites was relatively shallow and narrow compared to that of the AT81 alloy. Plastic deformation was visible as a result of the wear process at room temperature because the AT81 matrix was soft. The nano-SiC protected the soft matrix during the abrasive sliding. With the increase of nano-SiC content to 1.0 vol.%, a large area of peeling was observed on the worn surface, as shown in Fig. 12(d). This may be due to the interface fracture during the wear process because of the agglomeration of the nano-SiC (Ref 38). The wear debris analysis results using EDS are shown in Fig. 13. It was evident that the main components of the wear debris were oxides of magnesium and aluminum that had formed during the process of wear and tear. In conclusion, the improvement of the wear property may be due to the hard strengthening and good bonding interface between the matrix and nano-SiC (Ref 39).

SEM micrographs of worn surfaces of (a) AT81, (b) 0.25, (c) 0.50 and (d) 1.0 vol.% nano-SiC/AT81 composites under 30 N loads

(a) SEM micrographs of worn surfaces of AT81 and (b) EDS line scan analysis of wear debris
4 Conclusions
Nano-SiC/AT81 composites were successfully prepared by PM technology reinforced by different volume fractions (0, 0.25, 0.5 and 1.0 vol.%) of nano-SiC. TEM showed that no obvious interfacial products were observed between the nano-SiC and matrix, indicating that there is no reaction between the interfaces. The nano-SiC significantly improved the mechanical properties of the AT81. The UCS of the 0.50 vol.% nano-SiC/AT81 composite could reach ~ 424 MPa at room temperature, which was higher than that of the unreinforced alloys (~300 MPa). The ε showed the same trend, increasing from 9.8 to 15.7%. Notably, the 0.50 vol.% nano-SiC/AT81 composite showed excellent wear resistance compared to the particulate-free AT81. The wear rates decreased with the increase in the nano-SiC content at 5-20 N. However, a large area of peeling was observed on the worn surface of the 1.0 vol.% nano-SiC/AT81 composite under 30 N, resulting in a reduction in the wear rate. The distribution of nano-SiC is relatively uniform and the well-bonded interface between nano-SiC and the AT81 matrix may lead to an improvement in compression and wear properties.
References
A.P. Carvalho and R.B. Figueiredo, The Contribution of Grain Boundary Sliding to the Deformation in an Ultrafine-Grained Mg–Al–Zn Alloy, J. Mater. Sci., 2023, 58(19), p 8130–8142.
P. Bharathi and T.S. Kumar, Latest Research and Developments of Ceramic Reinforced Magnesium Matrix Composites-A Comprehensive Review, P, I. Mech. Eng. Part E-J. Pro., 2023, 237(3), p 1014–1035.
K.N. Braszczynska-Malik, Microstructure and Mechanical Properties of Hybrid AZ91 Magnesium Matrix Composite with Ti and SiC Particles, Materials, 2022, 15(18), p 6301.
S.K. Khatkar, Hybrid Magnesium Matrix Composites: A Review of Reinforcement Philosophies, Mechanical and Tribological Characteristics, Rev. Adv. Mater. Sci., 2023, 62(1), p 20220294.
A. Meher, M.M. Mahapatra, P. Samal, and P.R. Vundavilli, A Review on Manufacturability of Magnesium Matrix Composites: Processing, Tribology, Joining, and machining, CIRP J. Manuf. Sci. Technol., 2022, 39, p 134–158.
H. Simsir and Y. Akgul, Using a New Sustainable Carbon Reinforcement in Magnesium Matrix Composites, Mater. Chem. Phys., 2022, 281, p 125886.
P.T. Zhao, X.J. Li, H.L. Shi, X.S. Hu, C.L. Zhang, C. Xu, and X.J. Wang, Fabrication, Microstructure and Mechanical Properties of In Situ GNPs Reinforced Magnesium Matrix Composites, ACTA Metall. Sin. Engl., 2023, 36, p 5.
P. Vignesh, G. Venkatesh, and S. Kumaran, Second-Phase Precipitates and Their Influence on Mechanical and Work Hardening Behavior of Mg-Al-Sn Alloy, J. Mater. Eng. Perform., 2022, 31, p 5288–5297.
R.H. Shi, Nonisothermal Dissolution Kinetics on Mg17Al12 Intermetallic in Mg-Al Alloys, J. Magnes. Alloy, 2022, 10(9), p 2421–2432.
Y.Y. Zhang, K.L. Xu, J. Ge, and B. Liu, Study on Hydrogen Evolution Risk and Suppression Methods of Mg-Al/Mg-Zn Alloy Waste Dust in Wet Dust Collector, Process Saf. Environ., 2022, 163, p 321–329.
Y. Tang, C. Xie, J.B. Chen, and X.F. Wang, Atomistic Insights into the Competition Between Damage and Dynamic Recrystallization Stimulated by the Precipitate Mg17Al12 in Magnesium Alloys, Metals, 2022, 12(4), p 633.
Q.Y. Huang, A.T. Tang, S.D. Ma, H.C. Pan, B. Song, Z.Y. Gao, M. Rashad, and F.S. Pan, Enhancing Thermal Conductivity of Mg-Sn Alloy Sheet by Cold Rolling and Aging, J. Mater. Eng. Perform., 2016, 25, p 2356–2363.
R. Rajendran and S. Dondapati, Insights of Microstructural Features and their Effect on Degradation and the In Vitro Bioactivity Response of As-Cast Mg-Sn Alloys for Orthopedic Implant Applications, Materials, 2022, 15(18), p 6327.
L. Yang, Y. Yuan, Q. Li, J.J. Wu, T. Chen, J. Wang, X.J. Zuo, A.T. Tang, L.J. Zhang, and N. Moelans, Interdiffusion and atomic mobility of the Mg–Sn–Zn system, Calphad, 2023, 80, p 102524.
R.V. Ajay and J.L. Lewandowski, Simulation of Microstructure and Liquation Cracking in 7017 Aluminium Alloy, Mater. Sci. Eng. A, 1996, 220, p 1–2.
C. Rauber, A. Lohmüller, S. Opel, and R.F. Singer, Microstructure and Mechanical Properties of SiC Particle Reinforced Magnesium Composites Processed by Injection Molding, Mater. Sci. Eng. A, 2011, 528(19–20), p 6313–6323.
L.J. Zhang, F. Qiu, J.G. Wang, and Q.C. Jiang, High Strength and Good Ductility at Elevated Temperature of nano-SiCp/Al2014 Composites Fabricated by Semi-Solid Stir Casting Combined with Hot Extrusion, Mater. Sci. Eng. A, 2015, 626, p 338–341.
K. Amouri, S. Kazemi, A. Momeni, and M. Kazazi, Microstructure and Mechanical Properties of Al-nano/micro SiC Composites Produced by Stir Casting Technique, Mater. Sci. Eng. A, 2016, 674, p 569–578.
P. Pragathi and R. Elansezhian, Mechanical and Microstructure Behaviour of Aluminum Nanocomposite Fabricated by Squeeze Casting and Ultrasonic Aided Squeeze Casting: A Comparative Study, J. Alloys Compd., 2023, 956, p 170203.
D.S. Zhou, X.P. Su, C. Yang, Z.Y. Kang, and Z. Li, A Systematic Approach to Model and Optimize Qualities of Castings Produced by Squeeze Casting Process, Int. J. Metalcast., 2022, 17, p 1715–1735.
K.M. Senthilkumar, A. Sivakumar, R.M. Shivaji, S.K. Tamang, and M. Giriraj, Optimization of Stir Casting Process Parameter Using Response Surface Methodology, J. Ceram. Process. Res., 2022, 23(2), p 233–236.
S.Q. Dai, M. Wang, M.X. Ou, H.T. Zhou, W.D. Jia, R.H. Gao, C.Y. Wang, G.Q. Wang, Z.Y. Li, and H. Chen, Development and Experiment of an Online Measuring System for Spray Deposition, Agric. Basel, 2022, 12(8), p 1195.
Y. Xing, C.J. Li, Y.K. Mu, Y.D. Jia, K.K. Song, J. Tan, G. Wang, Z.Q. Zhang, J.H. Yi, and J. Eckert, Strengthening and Deformation Mechanism of High-Strength CrMnFeCoNi High Entropy Alloy Prepared by Powder Metallurgy, J. Mater. Sci. Technol., 2023, 132, p 119–131.
F. Kelen, Novel Magnesium Matrix Hybrid Composites Manufactured Through Powder Metallurgy Technique, Mater. Today Commun., 2023, 35, p106348.
Z. Xu, L.X. Huang, M. Li, Z.H. Zhu, and C.H. Liu, Influences of Mg17Al12 Phase Morphology on the Mechanical Properties of AZ80 Magnesium Alloy Subjected to Aging, Metals, 2022, 12(6), p 928.
Z. Luo, Crystallography of SiC/MgAlO/Al Interfaces in a Pre-Oxidized SiC Reinforced SiC/Al Composite, Acta Mater., 2006, 54(1), p 47–58.
N. Ali, L.Q. Zhang, D.M. Liu, H.W. Zhou, K. Sanaullah, C.J. Zhang, J.H. Chu, Y. Nian, and J.J. Cheng, Strengthening Mechanisms in High Entropy Alloys: A review, Mater. Today Commun., 2022, 33, p 104686.
L. Jiang, Z.F. Zhang, Y.L. Bai, S.L. Li, and W.M. Mao, Study on Sc Microalloying and Strengthening Mechanism of Al-Mg Alloy, Crystals, 2022, 12(5), p 637.
T. Liu, X.F. Gao, X. Yang, H. Ren, G. Qin, and R.R. Chen, Microstructure Evolution and Strengthening Mechanisms in Ni36Co30Cr11Fe11Al12−xNbx high entropy alloys, J. Alloys Compd., 2023, 946, p 169390.
Z.S. Yang, Y.P. Dong, W. Li, and X. Liu, Strengthening Mechanism of Sr Element on 6063 Al Alloys, Mater. Res. Express, 2022, 9(4), p 046501.
Z.D. Wang, K.B. Nie, K.K. Deng, and J.G. Han, Effect of Extrusion on the Microstructure and Mechanical Properties of a Low-Alloyed Mg-2Zn-0.8Sr-0.2Ca Matrix Composite Reinforced by TiC nano-particles, Int. J. Min. Met. Mater., 2022, 29(11), p 1981–1990.
F. Labib, R. Mahmudi, and H.M. Ghasemi, High-Temperature Mechanical Properties of the P/M Extruded Mg-SiCp Composites, J. Mater. Eng. Perform., 2018, 27, p 1224–1231.
X.Z. Zhang, T.J. Chen, and Y.H. Qin, Effects of Solution Treatment on Tensile Properties and Strengthening Mechanisms of SiCp/6061Al Composites Fabricated by Powder Thixoforming, Mater. Des., 2016, 99, p 182–192.
K.B. Nie and K.K. Deng, Characterization and Strengthening Mechanism of SiC Nanoparticles Reinforced Magnesium Matrix Composite Fabricated by Ultrasonic Vibration Assisted Squeeze Casting, J. Mater. Res., 2017, 32(13), p 2609–2620.
H.L. Shi, S.L. Xiang, X.S. Hu, X.J. Wang, C. Xu, and K. Wu, Fabrication and Strengthening Mechanisms of Magnesium Matrix Composites with Bimodal Microstructure Induced by Graphene Nanoplatelets, J. Mater. Res., 2021, 36, p 764–774.
D. Luo, C.H. Pei, J. Rong, H.Y. Wang, Q. Li, and Q.C. Jiang, Microstructure and Mechanical Properties of SiC Particles Reinforced Mg–8Al–1Sn Magnesium Matrix Composites Fabricated by Powder Metallurgy, Powder Metall., 2016, 58(5), p 349–353.
W. Guo, Q.D. Wang, X.C. Li, H. Zhou, L. Zhang, and W.J. Liao, Wear Properties of Hot-Extruded Pure Mg and Mg-1 wt.% SiC Nanocomposite, J. Mater. Eng. Perform., 2015, 24, p 2774–2778.
M. Kilic, A. Imak, and I. Kirik, Surface Modification of AISI 304 Stainless Steel with NiBSi-SiC Composite by TIG Method, J. Mater. Eng. Perform., 2021, 30, p 1411–1419.
K.C.K. Kumar, B.R. Kumar, and N.M. Rao, Tribological Parameters Optimization of AZ31-SiC Composite Using Whale Optimization algorithm, J. Mater. Eng. Perform., 2023, 32, p 2735–2748.
Acknowledgments
Financial support from the National Natural Science Foundation of China (No. 32171712) and the Project of Jilin Provincial Development and Reform Commission (No. 2021C041-6) are greatly acknowledged. Partial financial support came from the science and technology development program of Jilin Province (No. 20210101137JC and 20210202068NC).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Li, CP., Li, YQ., Li, CF. et al. Effect of SiC on Microstructure and Mechanical Properties of Nano-SiC/Mg-8Al-1Sn Composites. J. of Materi Eng and Perform (2024). https://doi.org/10.1007/s11665-024-09372-z
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s11665-024-09372-z