
Abstract
Naval Group has been involved in additive manufacturing research for a decade in order to judiciously replace traditional processes when relevant, more particularly with regard to obsolescence and supply chain failure management, increased productivity but also performance enhancement thanks to innovative design. Amongst different evaluated metallic solutions, the research works in Joint Laboratory for Marine Technology between Naval Group and Centrale Nantes, have allowed to consider the “wire arc additive manufacturing” (WAAM) process as a suitable alternative to traditional casting for the production of large metal components. As an emblematic example, spare part blades have been built by WAAM process for the propeller of the French Navy mines hunter “Andromède.” With the contribution of the French MoD procurement agency (DGA), the French Fleet Support Service (SSF) and Bureau Veritas Marine & Offshore as certification partner, a technical program has been shared including risk analysis and blade manufacturing process definition, and controls and tests plan to validate the good behaviour and the conformity of each blade. The associated results for metallurgical, mechanical, and corrosion resistance at each step have shown that WAAM process is a well-adapted process to produce and install naval propellers. Since the end of 2020, the French Navy mines hunter “Andromède” is equipped with a propeller with WAAM-made blades and is carrying out its mission at sea. The periodic inspections that have been planned for this pioneering experimentation provide a first feedback from the use of this technology under severe conditions.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In a context where maintaining an industrial sector of propeller founders in France is an increasingly difficult challenge, obtaining propeller or propeller blade rough castings that meet military quality requirements in increasingly tight deadlines is a major sovereignty issue. Moreover, as the propeller of a military ship is a vital component, it must meet the highest quality requirements. For the most critical applications, these requirements push the foundry to the limits of its technical capabilities, which can lead to significant scrap rates, the impact of which for our military programs is not neutral.
The upstream work carried out jointly by Naval Group and DGA as of 2015 rapidly led to the identification of the WAAM (wire arc additive manufacturing) additive manufacturing process as a credible alternative to obtain higher quality rough components and thus secure this critical link in the supply chain.
The production of propellers by WAAM process would also make these propellers fully repairable throughout their life cycle, contrary to traditional castings, which is a definite advantage in terms of ship Through-Life Support policy: reduction in spares stocks, reduced ship down time, etc.
In order to make these advantages accessible, it was essential to go through a qualification stage that is to say a validation of the quality of the process, its reproducibility, and validation of its fitness for purpose under real conditions. This is now done with the production by Naval Group of a set of blades obtained by additive manufacturing which could be installed on board a French Navy minehunter, thanks to the joint involvement of industrial contributors (Naval Group, Bureau Veritas) and state contributors (French Defence Procurement Agency, French Navy—fleet support service) in this project. Thus, this is the first propeller obtained by additive manufacturing, navigating in operational conditions on a military ship without any mission restriction (Fig. 1).

Naval Group robot cell
2 Presentation of the WAAM additive manufacturing process for the production of ship propeller blades
The WAAM process is a metal additive manufacturing process of depositing material by fusion of a metal wire by means of an electric arc. The process commonly used is the MIG-MAG welding process but there are variants in TIG or plasma processes. The welding torch is mounted on a robotic arm (or more rarely on a Cartesian machine) to cover complex trajectories resulting from a programming defined layer by layer from a theoretical geometry of the part to be manufactured. Depending on the geometric complexity of the part, a positioner can be used to complete the displacement axes of the effector and provide mobility of the part during manufacturing, necessary for the addition of geometric singularities.
In view of the welding deposit conditions, the rough deposit surfaces of the part at the preform stage show ripples or sometimes projections which have to be reworked by machining or other finishing solutions according to the functional requirements of the final application (Fig. 2).

Comparative view of the rough deposit state and the machined state
Most of weldable metal grades are eligible for the application by WAAM process. The final metallurgical quality of the part is ensured by the conditions of fusion of the weld bead with operating parameters optimised according to the type of wire and the trajectory to be covered, but also by the strategy of filling the layers.
This bead-by-bead, layer-by-layer manufacturing solution offers design freedom by allowing the material to be placed where necessary, while guaranteeing controlled metallurgical quality.
In the case of the propeller, the WAAM process makes it possible to respond to quality and time failures of the traditional foundry solution. Mechanical and corrosion-resistant performances achieved in additive manufacturing are at least equal to or higher than that known for castings. Manufacturing control at weld bead scale also allows to overcome the inherent defects of the foundry (all kind shrinkages) and guarantees the control of the delivery lead times for propeller blades.
3 Qualification method of the WAAM process
Investigating a new process for the manufacture of propeller blades or even monobloc propellers, a qualification method had to be defined in order to ensure the full-scale feasibility, to check that adequate properties are obtained and to define the conditions necessary to check the production of parts intended to be installed onboard.
In order to help marine industry in the control process of this new technology which constitutes the WAAM process, Bureau Veritas (BV) has published, in May 2019, a “guide note” [NI 662] entitled “Additive Manufacturing - Guidelines for the certification of the products obtained by WAAM process” [1]. This document was used in the context of this project.
As an initial approach, it was intuitive to check to what extent the existing Naval Group and Bureau Veritas repositories [2, 3], designed for castings, could be used in order to assess the manufacturing of theparts by WAAM process. Then, it had to be adapted to the technical and industrial requirements and specificities of this new process [4, 5].
WAAM being a special process, one of the key points was to ensure perfect reproducibility of the properties and characteristics of the parts. The lessons and results learnt from a qualification blade were essential to establish the production and inspection procedures, to determine the production parameters and to set up the Manufacturing and inspection technical program (PTFC).
In order to be conservative, the project input data was as follows:
-
Profile, geometry, and surface condition identical to cast propeller blades mounted on minehunters in service;
-
Attachment system of blades (refer to Fig. 3) on the cast hub unchanged;

Attachment system of blades in the hub
-
Identical material used;
-
Requirements for mechanical characteristics identical to those imposed for cast blades;
-
Non-destructive testing requirements adapted to the nature of the process while maintaining an equivalent or higher quality level.
The qualification program has been completed on a full-scale blade marked “zero.” It was subjected to destructive tests conducted by a recognized and independent organisation, the French welding institute: Institut de Soudure (IS).
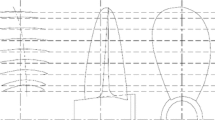
The cutting drawing of the blade is given in Figs. 4 and 5; the test program is covered by reference document [6].

Blade zero before cutting

Blade zero sampling drawing (each blue rectangle represents a sample for tensile test)
Materials used:
-
Support plate in CuAl 10 Ni5 Fe5;
-
Welding wire in CuAl 9 Ni5 Fe3 Mn2, in accordance with section 2, §7 of the BV guide note [1], supplied as per standard NF EN ISO 24373, 1.2 mm diameter, in 200 kg barrels.
Welding equipment:
-
Generator: Fronius TPS 4000;
-
Robot: Yaskawa MA 1440 – 6 axes.
Welding process:
-
MIG CMT (Cold Metal Transfer);
-
Shield gas: Argon 100%
-
Welding position: PA (flat position).
-
Note : deposition strategies are a strategical industrial know how and will remain confidential
The results of the mechanical qualification tests are given in Table 1 and Fig. 6 containing the criteria derived from Bureau Veritas [2] and Naval Group [3] repositories, criteria corresponding to those of standard NF EN ISO 6892-1.

Mechanical characteristics results of blade zero
The mechanical characteristics obtained from the tensile tests are all, whatever the sampling area, superior to the tensile test characteristics required for casting. Thus, the yield strength fluctuates between 384 MPa for the blade tip area and 429 MPa (or 1.8 times the specified criterion of 240 MPa) for the blade current area (refer to Figs. 4, 5, 6). Strength (Rm) is very homogeneous and varies between 722 and 745 MPa depending on the sampling area.
The blade studied also provides excellent ductility since the elongation (A%) varies between 27% for the blade tip and 22% for the most solid section (blade shank), compared to the criterion of 15% specified.
These very good tensile test characteristics open up design perspectives to improve the design and lighten the propeller, all things beneficial for the shaft line and bearings without compromising on propulsion performance.
Based on these satisfying results, no further development was carried on and the production was launched straight afterwards.
Besides, this prototype also enabled, thanks to 3D laser scan to check that the targeted blade profile could be machined out of the obtained rough. This allowed to validate the extra-thickness we had selected for this prototype (2 to 5 mm).
As a side note, the chemical composition was check both on the wire and on the part, with regard to potential evaporation of components. No significant evaporation was found.
4 Industrial production of blades
One of the key elements of the demonstration was that the blades should be fully produced under industrial conditions. The most visible part was the integration of a large capacity cell (capable of printing parts up to 5 tons and 3.5 metres wide) on the Naval Group industrial site of Nantes-Indret.
The investment in this outstanding means was decided in mid-2018. Then began a phase of definition, design, and procurement conducted quickly since a year later, a production cell with an area of more than 200 m2, equipped with 2 positioners and a welding robot was installed. The installation of this unit is obviously accompanied by other industrial axis of development: development and capitalisation of skills, training of operators, implementation of procedures, etc.
In order to optimise the schedule, in parallel with the installation phase of the production cell, our teams have produced a prototype blade on a twin robot at the cell’s designer and supplier. To do so, it was first necessary to start from a digital model of the blade (Fig. 7). As it was not available, it was rebuilt by 3D laser scan directly on a spare blade of the ship made available by the fleet support service (SSF), who is the owner responsible for the maintenance of ships.

Blade zero produced in the workshops of the robot manufacturer
This step allows direct injection of the lessons learnt into the design of the production cell. Visible result of this anticipation, the commissioning, and reception process was fast and smooth. As a result, in summer 2019, 6 blade preforms of 300 kg each were produced (Fig. 8). Production takes place under real industrial conditions, and under the supervision of DGA and BV. 2 series of 3 blades are thus produced; three-shift work allows to produce each of the 2 batches in 3 weeks.

Production of the series blade preforms
This production also allowed to demonstrate the industrial fitness for purpose of the process as the frequency of routine maintenance (mainly consumable changing, such as the contact tips) appears to be very reasonable for an industrial application.
Subsequently, the blades followed a more conventional production path: heat treatment, X-ray examinations to ensure material internal soundness, machining, polishing, dye penetrant testing and balancing. It is this complete cycle that ensures the full feasibility of blades from additive manufacturing (Fig. 9).

Machining of blades
Some blades required minor welding repairs, performed under the supervision of DGA and BV, thus ensuring that these repairs—generally not allowed on cast blades—would in no way compromise their quality and durability. These hazards have thus created the opportunity to demonstrate one of the advantages of additive manufacturing with regard to casting: repairability (Fig. 10).

Blades repaired by welding
The numerous inspections and tests have led to a rich technical file, on the basis of which Naval Group, DGA, BV, and SSF have decided on the suitability of blades for embarking, as we shall see below.
Finally, in parallel with this manufacturing period, preparation work for the operation on the target ship was carried out with the Naval Group site of Brest, appointed by the SSF as prime contractor for the Through-Life-Support of the French Navy minehunters. In cooperation with the SSF, the blade replacement operations have been defined, as well as all the tests required for the requalification of the propeller (Fig. 11). This operation, involving the complete removal of the propeller, can only be performed during scheduled dry-docking of the ship. Perfect preparation is therefore a key element; indeed, the operation can in no case compromise the duration of the dry-docking period of the minehunter.

Assembly of the blades on the hub and installation of the propeller on the Andromède
It is the close cooperation of the teams of Naval Group Innovation, Industry and Services, its state partners DGA and SSF, and the certification organisation BV that allowed this innovation to set sail in December 2020.
5 Acceptance process
In the particular context of this new technology, the acceptance of the blades was carried out jointly by DGA technical expertise division for SSF in the form of a technical note referenced [7] and by Bureau Veritas in the form of a certificate referenced [8], for the 5 blades delivered.
After an Ordinary Delivery Committee, Naval Group submitted to BV and the owner DGA, the manufacturing and inspection record of the blades produced [9].
This record, consisting of no less than 122 parts, included the following documents for each blade:
-
Clamping and deposit strategy (parameters);
-
CAD /CAM profile of preforms;
-
Production specimens for each batch of wire and each heat treatment batch;
-
Records of the stress-relieving heat treatment after deposit;
-
Dimensional check after heat treatment and fitting;
-
Visual inspections and dye penetrant testing of the blade shank after machining;
-
Ultrasonic testing to check that the microstructure is permeable to US waves and thus ensure the absence of a “dark area” reflecting the presence of a columnar dendritic solidification structure. On the other hand, ultrasonic testing does not allow to size and locate the defects;
-
X-ray examination to determine the internal soundness of the blade;
-
Roughness check after machining but before polishing;
-
Dye penetrant testing of the blade surface;
-
Final geometric inspection;
-
Marking.
In the case of repair linked to the presence of out-of-criteria indications with respect to the BV NR216 rule referenced [2] and Naval Group technical instructions (IT) referenced [3, 4], repairs by surface grinding and surfacing resulted in:
-
Issuing a Non-Conformity Sheet (NCS);
-
Dye penetrant testing at the bottom of the surface ground-area, with a requirement of colourless dye penetration;
-
Dye penetrant testing of the repaired area.
Note: considering the failure mode of propeller blades is fatigue, particular caution was taken to avoid any cracks initiating factor. As a result, no planar or linear defect was tolerated.
To secure the schedule, an additional blade was planned for production as a spare part. One of the 6 blades, the blade marked CMT02, had to be discarded due to a machining issue while all material soundness aspects were compliant. Nevertheless, in the interests of transparency, all the documents relating to this blade have been included in the manufacturing record communicated to the DGA and BV.
6 Sea trials
The tripartite minehunter (CMT) Andromède was chosen by the fleet support service (SSF), delegate owner for the Through-Life Support (TLS) of ships, to accommodate this innovation. The schedule of its major technical stop (ATM) was in the right timing of the delivery date of the new propeller produced by additive manufacturing.
This ATM of a nominal duration of 4 months, conducted under the supervision of Naval Group, holder of the CMT TLS contract, known as “CMT19,” was the occasion to conduct the ten-year inspection of the shaft line, as defined in the shaft line maintenance circular specified by the SSF. This inspection led to the need, during sea trials, to perform endurance and performance tests of the propulsion system, which were used to assess the operation of the new propeller.
These tests consist of speeding up according to the scales set by the SSF circular, operating at 90% of the maximum propulsive power (PMP), then at the PMP, and finally, performing astern navigation tests (Emergency Astern, etc.). The day after this day of testing, the divers on the Andromède completed the checks with an inspection dive of the shaft line and the propeller.
The crew of the CMT Andromède, Naval Group and the SSF did not observe any changes in the ship propulsion performance after the propeller produced by additive manufacturing was installed. As the results were first taken in accordance with the expected standard, the sea trials could be quickly validated by the SSF in conjunction with the DGA experts (Fig. 12).

Views of the minehunter Andromède
7 Conclusions and perspectives
This achievement, the result of the joint commitment of Naval Group, DGA, SSF, and BV on this new technology, is a world first that has been widely reported through the media of the press. It demonstrates, on the one hand, the validity of the WAAM process as a viable alternative to casting, the blades resulting from this additive manufacturing process having equivalent or superior characteristics in all respects and, on the other hand, that the material obtained is repairable contrary to casting. However, it must be seen as a first step that paves the way for new work. First of all, in order to cover the range of applications of propeller blades type for military ships, it will be necessary to address blades of significantly larger size. This challenge raises in particular the question of the control of the accumulation of thermomechanical stresses in a large size part (over one ton). However, in view of the possibilities offered by the WAAM process, to limit oneself to demonstrating the ability to replace another process as casting would mean to deprive oneself of the opportunity to rethink one’s products in an enhanced way. As an illustration, on the propellers, Naval Group was able to demonstrate through the European project Ramsses that hollow blades—accessible only in additive manufacturing—by releasing the designer from the weight constraint, open up new design fields with improved performance.
Building on this success and this vision, Naval Group intends to open new fields of application, whether by working on other materials (stainless steel, titanium, etc.) or by opening up new areas of high technical stakes such as pressure equipment and, why not, certain components of the nuclear field. This approach must be accompanied by the drafting of process qualification repositories.
As for CMT blades, this ambitious roadmap can only be achieved with the support of industrial and state partners.
References
Additive manufacturing – guidelines for certification of product made using wire arc additive manufacturing (WAAM) process – BV NI 662 DT R00 E - May, 2019
BV NR216 - Part D/ Chap. 3/ Sect.1/§3 – July, 2019.
Propellers - requirements for the design of hubs and for the production of propellers and propeller blades - IT 51-18
Acceptance levels of defects and indications of defects in welded joints for industrial pipe work in copper and copper alloys - IT 26-39-7E, Iss. D
Welding institute test report No. 4459-4CJ1BK-V1 dated 04.04.2019
Trial program ISI0113702, Iss. D dated 12.03.2019
Technical opinion for the acceptance of the CMT blades produced by additive manufacturing of WAAM type - DGA note no. DGA01D20032717/DGA IP/MCM dated 25.09.2020
Certificate for propeller blade - BV Certificate 113 SNZ 19 dated 21.10.2020
CMT blades – additive manufacturing – certification and production of 6 CMT propeller blades by WAAM process - 2MNTE200003 A dated 14.09.2020
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission I - Additive Manufacturing, Surfacing, and Thermal Cutting
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Nota, C., Rückert, G., Heuzé, J. et al. A first feedback on manufacturing and in-service behaviour of a WAAM-made propeller for naval application. Weld World 67, 1113–1121 (2023). https://doi.org/10.1007/s40194-023-01475-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01475-w