
Abstract
In this paper, it has been presented that with macroscopic study of nugget and using “effective distance” (ED) index, the reason of different strength of joints, which are welded with different parameters and from different materials, can be explained. Welds that have longer ED carry more static lodes compared to others. ED is the linear distance of Hook tip, i.e., the separation point of two overlapped sheets in partially bounded region which is crack initiation point, and keyhole. It has presented that Hook tip geometry also is an important factor that affects joint strength. The zig-zag Hook tip type is present at high strength welds while straight Hook tip can be seen for low strength joints. Lower tool rotational speed and higher tool plunge rate result longer ED and higher shear strength. ED is shorter for joints that are welded from dissimilar alloys compared to similar ones and joint strength differs similarly. The highest shear strength was 3050 N which was obtained with specimen that was welded from similar 6063-T3 aluminum sheets with tool rotational speed of 800 rpm and tool plunge rate of 80 mm/min. For this specimen, effective distance was 2025 μm.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Because of light weight and high mechanical properties, recently using of aluminum has been increased in automotive industry. As a result, welding of aluminum sheets together and to steel have been became an interesting area of research [1]. Resistant spot welding (RSW) is the common welding method in automotive industry which is not suitable for aluminum alloys. Friction stir spot welding (FSSW) has been introduced based on friction stir welding (FSW) process to overcome the difficulty of aluminum welding with RSW. The friction stir welding process was developed by the welding institute (TWI) in 1991 as a novel method for joining Al-alloys, and since that time, the welding process has been employed when fabricating non-ferrous alloys (aluminum, titanium, magnesium, zinc, and copper alloys), as well as steel and thermoplastic substrates having thicknesses from 1 to 50 mm [2]. Spot friction welding technology to join aluminum sheets has been developed by Mazda Motor Corporation (2001) and Kawasaki Heavy Industry (2003) [3]. In this process, firstly, a rotating tool penetrates in overlapped sheets till tool shoulder comes in contact with upper sheet. It should be noticed that tool material should be harder than base material. When tool pin penetrates in lower sheet, tool shoulder penetrates in upper sheet simultaneously. This rotary contact exerts frictional heat to workpieces and temperature arises up to 80 % of workpiece material melting point [4]. In the other hand, lower sheet material moves upward to the upper sheet. Rotation of tool makes stirs material and axial movement of that enhances proper force to join two sheets.
Welding nugget microstructure is divided in four different regions: (1) stir zone (SZ), (2) thermo-mechanically affected zone (TMAZ), (3) heat affect zone (HAZ), and (4) base metal (BM). For refilling FSSW, fifth region has been introduced, the mixed zone (MZ), which is surrounded by stir zone [5, 6]. In the stir zone because of recrystallization, there are fine and equiaxed grains [7]. The advantages of FSSW comparing to RSW are reduction in energy usage, no thermal distortion because of lower temperature of process (lower than melting point), no need to coolant, no spatter, high tool life, high efficiency, and no need to gas or powder coverage [5, 8–11].
Numerous numbers of researchers all around the world have studied FSSW from different points of view. Tier et al. have studied the effect of refill FSSW parameters on welding strength [12]. Yang et al. have demonstrated the effect of tool rotation rate on FSSW welded AZ31 magnesium alloy [13]. Lin et al. have used W and Cu powders to track material flow on different tool geometries [14]. Gao et al. have employed DEFORM-3D FE software to study microstructure evolution of welding during FSSW [15]. Mahmoud et al. have focused on AA5754 aluminum alloy and Babu et al. have focused on AA2014 aluminum alloy [16, 17]. Rostamiyan et al. have studied ultrasonically assisted friction stir spot welding [18]. Zhang et al. have studied keyholeless friction stir spot welding of AZ31 and mild steel alloy [19]. Bozkurt et al. and Tutar et al. have applied taguchi approach to optimize welding parameters [20, 21]. Merzoug et al. have studied the effect of tool rotational speed and tool plunge rate on welding strength and heat propagation [4]. Zhang et al. have introduced walking FSSW and have reported that dwell time has no significant effect on welding strength [7]. Tozaki et al. have concluded that increasing of tool rotational speed and dwell time leads to stronger joints [10]. Wang et al. have written on their paper that the boundary of HAZ and TMAZ has lowest hardness in welding microstructure, where cracks start and develop there under loading [22]. Lin et al. have studied fatigue life of FSSW welded specimens with flat and concave tool [23, 24]. Klobčar et al. have studied refilled FSSW with pinless tool [25]. Pathak et al. have studied the effect of welding parameters on strength and microstructure of AA5754 aluminum sheets and have pointed out that SZ size and hardness affect crack growth [26]. Badarinarayan et al. have indicated that welding strength affected by welding condition, i.e., welding parameters, and tool geometry. Joints which have bigger stir zone can carry bigger loads. Bigger stir zone is enhanced by lower tool rotational speed. They also have indicated that Hook geometry, i.e., the partially bonded region of two sheets, is important on welding behavior [27]. Tran et al. have used weld diameter measuring to evaluated welding quality according to the quality index suggested by auto steel partnership in 1997 for RSW. They have indicated that dwell time increasing leads to bigger diameter of weld and, as a result, bigger under stress area during static loading which leads to stronger joints. They also have reported that tool plunge depth decreases the effective thickness of upper sheet which decreases welding strength [3]. Buffa et al. have studied the influence of tool path and have reported that by changing tool path to helical form bigger stir zone and stronger joints can be achieved. Also, welding time increases in this type of welding [28]. Bozzi et al. have studied intermetallic compounds for aluminum steel friction stir spot welded joints and have indicated that intermetallic compounds can explain changes in welding strength [29]. Shiraly et al. have pointed out the effect of tool rotational speed on Al/Cu FSSW [30]. Song et al. have investigated the effect of plunge speed of pin and shoulder on hook formation and shear strength of AA6061 welded sheets separately and have reported that pin plunge rate has no effect on welding strength while shoulder plunge rate affects welding strength. They also have presented that effective width is related to shear strength of welds [31].
Also, many studies have been carried out on FSSW but there are limited number of researchers that have paid attention on Hook region and its geometry. Even these researchers did not pointed applicable microstructural index to explain different joint strengths that were welded with different welding parameters. In this paper, it has been presented that effective distance is a microstructural index for FSSW joints that can be used as a qualification index for these joints, independently. This index not only explains welding parameter effect on joint strength but also can explain different strength of welded specimens from different alloys. In the other hand, it has been presented that Hook tip geometry changes with welding parameters and study of Hook region can be a key to explain effect of welding parameters on joint strength. In the literature, it has been indicated that welding tool rotational speed deeply affects joint strength, but there is no focus on plunge rate. Actually, it is believed that there is no significant relation between tool plunge rate and shear strength of welded specimens. Experimental results of this article have confirmed this for low plunge rates, but by increasing tool plunge rate and tool rotational speed, effect of tool plunge rate on shear strength cannot be neglected.
2 Experiments
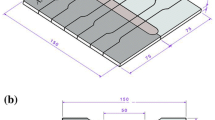
Aluminum 5052-H1 and 6063-T3 alloy sheets with thickness of 2 mm on REVOLTA, FSSW adapted CNC milling machine, have been used to perform tests. Samples were cut off in rectangular shape with 40 × 120 dimensions. For spot welding, 40 mm of sheets have been overlapped in length. The welding configuration has been shown in Fig. 1a. H13 hot-work tool steel is a most popular material which has been reported in the literature as aluminum alloys FSSW tool material [8, 11, 32]. So, a simple cylindrical pin type tool with 5-mm diameter pin which was 3.9 mm in length was designed and was machined from H13 steel bar. It has been reported in the literature that the higher tool probe length results stronger joints, because of bigger stirring zone that is developed with longer pins [10]. So, according to thickness of welded sheets, 3.9 mm has been selected as tool pin length. Thickness of upper sheet is considered as a one of main parameters that affect joint strength [3, 10, 27]. It has been reported that tools with concave shoulder, because of resulting thicker upper sheet, lead to stronger joints [27]. So, shoulder of tool has been fabricated cylindrical with 14-mm diameter and with 5 degrees of concavity. Also, tool shoulder plunge depth was kept zero to prevent upper sheet thinning. Tool shank was machined with 16-mm diameter, and the overall tool length was 83.9 mm. The chemical composition of H13 steel alloy has been represented in Table 1. The machinery drawing of tool has been shown in Fig. 1b. The tool was hardened to 52 HRC after machining. A rectangular mild steel plate with 20 mm thickness, which was machined and ground on both faces, was used as back plate.

Welding specimen (a) FSSW tool (b)
In this study, tool rotational speed, tool plunge rate, and sheet materials have been selected as studied parameters. Two rotational speeds, 800 and 1000 rpm, have been selected based on knowledge of higher shear strength for joints that are welded with lower tool rotational speed, which has been reported by many researchers [4, 7, 27]. Ten, 20, 40 and 80 mm/min have been considered as tool plunge rates. Two sets of welding have been performed. First, one has been welded from same 6063-T3 aluminum alloys, and the latter has been done on dissimilar 5052-H1/6063-T3 aluminum sheets. For all dissimilar welds, upper sheet was 5052-H1 aluminum alloy. Specimen numbers and welding parameters have been summarized in Table 2. For all specimens, dwell time was kept 4 s, constantly. Dwell time is a period of time that tool rotates in nugget without any horizontal movement when it reaches to defined plunge depth, i.e., 3.9 mm in this study.
To measure the tensile shear strength of welded specimens, they were tested with SANTAM tensile testing machine with 5 mm/min constant displacement rate. To prevent unsymmetrical loads during tensile test, two supporting rectangular aluminum pieces with 40 × 40 × 2 mm dimensions were used, as presented in Fig. 1a. Joint cross-section micro-hardness tests were conducted according to ASTM E384. To study Hook region, joints cross section was grinded with flat grinding cotton according to normal metallographic procedure then was polished using alumina solution with 1-μm powder grain size. Celler acid (1 % HF, 1.5 % HCl, 2.5 % HNO3, and 95 % H2O) was used to etch joints cross section. Optical microscope and SEM have been applied to study Hook region and failure morphology.
3 Results and discussion
3.1 Effect of tool rotational speed
Tool rotational speed can be considered as most important parameter which affects joint strength. Tool rotation is the main source of heat input which results plastic deformation of sheets. It also makes the stirring of materials possible. Our tests have confirmed that welds that are made by lower tool rotational speed have better shear strength, which has been reported in the literature too [4, 7, 27]. For example, for specimen No. 04, which was welded with tool rotational speed of 800 rpm, shear strength was 3050 N, while shear strength for specimen No. 08 was 2612 N. The latter was welded with tool rotational speed of 1000 rpm. Both these specimens were welded from similar 6063-T3 aluminum alloy and with tool plunge rate of 80 mm/min. This indicates that lower tool rotational speed has increased joint shear strength by 17 %. It is accepted generally that any decrease in tool rotational speed increases shear strength, but some published papers represents completely different results. Tran et al. have expressed that shear strength has increased with increasing of tool rotational speed in 7075/5054 aluminum welds [3]. Tozaki et al., Bozzi et al., and Pathak et al. have published same results for other aluminum alloys [10, 26, 29]. Shiraly et al. have reported that shear strength increases with increasing of tool rotational speed up to 1400 rpm [30]. But as mentioned above, it is accepted that lower tool rotational speed results bigger stir zone and fine grain size which lead to more shear strength. Tutar et al. have noted that “this can be associated with the higher heat input with increasing tool rotational speed, which gives rise to the grain growth in the weld region of non-heat treatable aluminum alloys or the precipitate coarsening in the weld region of heat treatable aluminum alloys. However, stir zones produced using rotational speeds below 750 rpm did not exhibit good bonded regions. This can be associated with the low heat input, which causes improper stirring action around the tool pin due to insufficient plasticization of the base metal under the tool shoulder” [20]. Some others have stated that increasing of tool rotational speed firstly increases and then decreases joint strength [18].
3.2 Effect of tool plunge rate
As it can be seen in Fig. 2a, when tool rotational speed is 800 rpm, tool plunge rate has approximately no effect on shear strength for similar welds, but for tool rotational speed of 1000 rpm and with rising of tool plunge rate from 20 to 80 mm/min, the effect of tool plunge rate on strength of weld cannot be neglected. In the other hand, for dissimilar welds, in both tool rotational speeds, tool plunge rate has affected shear strength, but it is clear that for specimens that were welded with tool rotational speed of 1000 rpm, this effect is stronger. So, it can be concluded that for higher tool rotational speeds and plunge rates, effect of tool plunge rate on welding strength become stronger. Unlike tool rotational speed, shear strength changes directly with tool plunge rate. For sample No. 08, which was welded with tool rotational speed of 1000 rpm and tool plunge rate of 80 mm/min from similar 6063-T3 sheets, 2612 N shear strength has been recorded, while for specimen No. 05, this is 2045 N. This specimen has been welded with plunge rate of 10 mm/min and with same tool rotational speed and from same sheet material of specimen No. 08. This means that the higher tool plunge rate has increased shear strength by 28 %. So, for spot welding, if one has to increase tool rotational speed, for example, for more heat input because of hardness of welding material, the drop in the welding strength can be retreated by higher tool plunge rate. It is clear that using the higher tool rotational speed and plunge rate, at the same time, requires more power input and the economy of process should be considered.

Shear load of similar and dissimilar welds (a) and effective distance of similar and dissimilar welds (b)
3.3 Failure mechanism
To use FSSW joints for parts which will be subjected to load, in different machines and structures, understanding of failure mechanism is very important [5]. In present paper, we have studied failure mechanism of welded samples using scanning electron microscopy (SEM). Figure 3 shows the typical top view of lower and upper sheet after tensile test. The material of lower sheet is Al 6063-T3, and for upper sheet, it is Al 5052-H1. As it can be seen, shear mode fracture has been occurred for this sample. In general, shear mode failure was the main failure mechanism of welded samples in this study. In this type of failure, under tensile load, crack grows in a circular path around keyhole, without diversion to the upper or lower sheet. This has been shown in Fig. 4. Dimples that have been presented in Fig. 5a, b, which have been captured from failed nugget of welded samples, confirm ductile fracture mechanism. Beside dimples, the layer type movement (tearing) of materials has been recorded in nugget which indicates deformation of nugget before fracture. Tearing has been shown in Fig. 5c.

Welding nugget after tensile test. a lower sheet and b upper sheet

Failed nugget surface on lower sheet

Dimples in failed area of nugget (a) and (b). Layer type movement of materials (tearing) (c)
3.4 Hook region
Hook region is a region of welding nugget which two sheets are partially bonded. In this region, because lower sheet material moves to upper sheet, a hook type region is created which can be seen clearly in Fig. 6d. Badarinarayan et al. have stated that “a characteristic feature of friction stir spot welds in lap configuration is the formation of a geometrical defect originating at the interface of the two welded sheets, called as ‘Hook’. Metallic materials oftentimes have a thin oxide film, presented on the surface. During welding, Hook is formed because of the upward bending of the sheet interface due to the tool penetration into the bottom sheet. The oxide film is broken up into particles by the stirring of the tool. Depending upon the volume and distribution of these oxide particles in the weld region, it inhibit the metallurgical bonding that forms between the overlapped sheets. Hook geometry affects the failure mode and therefore the static strength of friction stir spot welds” [27]. In this paper, considering the failure mechanism, we have used the linear distance between crack tip, in the Hook region, and the keyhole as indicator of load carrying region size which we have called it “effective distance” or ED. The schematic view of effective distance has been presented in Fig. 7.

Effective distance for specimen No. 04 (a), specimen No. 08 (b), specimen No. 01 (c), and specimen No. 09 (d)

Schematic illustration of hook region and effective distance on welding cross section
As it can be seen in Fig. 4, the crack growth path is a circular path which is started from Hook region, i.e., the separation point of two sheets, and is grown around the keyhole. So, if the effective distance be longer for a joint then the crack path becomes longer to form fracture circle. Therefore, it is predictable that welds with longer effective distance will be stronger. To examine the property of this thought, the effective distance for welds has been measured using optical microscope captures. For example, for sample No. 04, which had highest strength, this distance has been shown in Fig. 6a, which is 2052 μm. This sample has been welded with tool rotational speed of 800 rpm and tool plunge rate of 80 mm/min, from similar 6063-T3 aluminum sheets. For specimen No. 08, which has been welded with tool rotational speed of 1000 rpm and tool plunge rate of 80 mm/min from similar 6063-T3 aluminum sheets, effective distance is 1654 μm, as it can be seen in Fig. 6b. Shear strength for this sample was 2612 N. Figure 2b presents the effective distance versus welding parameters for specimens which were welded using similar 6063-T3 and dissimilar 5052-H1/6063-T3 aluminum alloys. Comparing this graph with graph of shear strength which has been presented in Fig. 2a, it can be concluded that lower tool rotational speed and higher tool plunge rates lead to longer effective distance (ED) and, as a result, higher shear strength. Additionally, welds that have been jointed from dissimilar aluminum alloys have shorter ED and lower strength compared to those that have been welded from similar sheets.
It is believed that crack growth starts from separation point of welded sheets in the Hook region. So, Hook tip geometry can affect crack initiation. Two types of Hook tip geometry have been observed in this study. One has been called “straight Hook tip” and other one has been called “zig-zag Hook tip”. An example of each of these two types has been shown in Fig. 8. Hook tip for joints which has higher shear strength was zig-zag type while others mostly had straight one. It seems that at zig-zag type, crack growth path is blocked with nugget material while for joints with straight Hook tip, there is no path blocker and therefore crack growth starts at lower loads.

Straight Hook tip (a) and zig-zag Hook tip (b)
3.5 Dissimilar welds
Micro-hardness tests have indicated that tool rotational speed and tool plunge rate do not affect nugget hardness considerably. Figure 9a, b presents micro-hardness profile of nugget for similar and dissimilar welds, respectively. In both joint types, micro-hardness was measured in 6063-T3 aluminum alloy. As it can be seen, micro-hardness profile is w-type and symmetric relative to weld center. Hardness of stir zone is higher than other areas, because of homogenous precipitates distribution as it has been reported in the literature [4].

Micro-hardness of welding nugget for similar welds (a) and dissimilar welds (b)
For strength of dissimilar welds, same results were obtained as similar ones, i.e., higher shear strength was obtained with lower tool rotational speed and higher tool plunge rates, see Fig. 2a. Also nugget hardness for dissimilar joints was higher than similar ones, but dissimilar joints have represented lower strength compared to similar ones with same welding parameters, see Figs. 2 and 9. This is because of shorter effective distance of dissimilar joints. For example, ED for specimen No. 01, which has been welded with tool rotational speed of 800 rpm and tool plunge rate of 10 mm/min from similar 6063-T3 aluminum alloys, is 1749 μm, as it has been presented in Fig. 6c, while this index for specimen No. 09, which has been welded with same parameters but from dissimilar 5052-H1/6063-T3 aluminum alloys, is just 679 μm, see Fig. 6d. So, it can be concluded that dissimilarity of welded sheets shortens ED and restricts the area that is subjected to load and then welds fail on lower loads compared to similar joints. As it mentioned above, effective distance can explain even effect of sheet materials on welding strength. Also, hardness of dissimilar welds was higher than similar joints, and therefore, for dissimilar welds, it had been predicted that crack initiation took place on higher loads compared to similar ones but, because of shorter ED, these welds were failed on lower loads. It should be considered that bonding condition in dissimilar welds may differ from similar ones but ED can be used as a macroscopic indicator based on stress analyzes that explains the variation of welding strength.
4 Conclusion
In this paper, failure of friction stir spot welded specimens from similar 6063-T3 and dissimilar 6063-T3/5052-H1 aluminum alloys has been studied using optical microscope and SEM, experimentally. Tool rotational speed and plunge rate were studied welding parameters. It has been presented that effective distance (ED) can be used as an index to determine welding quality. It can explain the effect of welding parameters and welded materials on joint shear strength. It is clear that other indexes, like grain size and precipitates distribution, deeply affect shear strength but ED can be considered as a macroscopic index to determine joint strength. The following results can be concluded from this study:
-
1.
Tool rotational speed has main effect on weld strength for aluminum alloys. Joints that were welded with lower tool rotational speed were stronger.
-
2.
Tool plunge rate, at low rates and low tool rotational speed, has mostly no effect on welding strength, but as plunge rate or tool rotational speed increases, shear strength changes directly with plunge rate. For dissimilar welds, the effect of tool plunge rate is stronger.
-
3.
Similar welds from 6063-T3 aluminum alloys had longer ED and higher strength compared to dissimilar 5052-H1/6063-T3 welds.
-
4.
Nugget hardness wasn’t changed considerably with welding parameters. So, it cannot be used as an index to determine effect of welding parameters on shear strength.
-
5.
Also dissimilar welds had higher hardness compared to similar joints, but similar joints were stronger.
-
6.
Stir zone was the hardest zone of nugget.
-
7.
The main failure mode, for friction stir spot welded specimens, was shear mode which was in result of crack propagation in a circular path around keyhole.
-
8.
Specimens that carry higher loads have larger effective distance which is measured from Hook tip to keyhole. Larger ED provides longer path for crack to run and, as a result, more under load area, simultaneously. ED not only explains the effect of welding parameters on shear strength but also can be used to explain the effect of welding materials on joint strength.
-
9.
The crack initiation point was Hook tip. Specimens with higher shear strength have zig-zag Hook tip while others have straight Hook tip.
References
Tran VX, Pan J (2010) Effects of weld geometry and sheet thickness on stress intensity factor solutions for spot and spot friction welds in lap-shear specimens of similar and dissimilar materials. Eng Fract Mech 77(9):1417–1438
Yin YH, Ikuta A, North TH (2010) Microstructural features and mechanical properties of AM60 and AZ31 friction stir spot welds. Mater Des 31(10):4764–4776
Tran VX, Pan J, Pan T (2009) Effects of processing time on strengths and failure modes of dissimilar spot friction welds between aluminum 5754-O and 7075-T6 sheets. J Mater Process Technol 209(8):3724–3739
Merzoug M et al (2010) Parametric studies of the process of friction spot stir welding of aluminium 6060-T5 alloys. Mater Des 31(6):3023–3028
Uematsu Y et al (2008) Effect of re-filling probe hole on tensile failure and fatigue behaviour of friction stir spot welded joints in Al–Mg–Si alloy. Int J Fatigue 30(10–11):1956–1966
Tozaki Y, Uematsu Y, Tokaji K (2010) A newly developed tool without probe for friction stir spot welding and its performance. J Mater Process Technol 210(6–7):844–851
Zhang Z et al (2011) Effect of welding parameters on microstructure and mechanical properties of friction stir spot welded 5052 aluminum alloy. Mater Des 32(8–9):4461–4470
Çam G, Mistikoglu S (2014) Recent developments in friction stir welding of Al-alloys. J Mater Eng Perform 23(6):1936–1953
Thoppul SD, Gibson RF (2009) Mechanical characterization of spot friction stir welded joints in aluminum alloys by combined experimental/numerical approaches: part II: macromechanical studies. Mater Charact 60(11):1352–1360
Tozaki Y, Uematsu Y, Tokaji K (2007) Effect of tool geometry on microstructure and static strength in friction stir spot welded aluminium alloys. Int J Mach Tools Manuf 47(15):2230–2236
Mishra RS, Ma ZY (2005) Friction stir welding and processing. Mater Sci Eng R Rep 50(1–2):1–78
Tier MD et al (2013) The influence of refill FSSW parameters on the microstructure and shear strength of 5042 aluminium welds. J Mater Process Technol 213(6):997–1005
Yang J et al (2013) Effects of rotation rates on microstructure, mechanical properties, and fracture behavior of friction stir-welded (FSW) AZ31 magnesium alloy. Metall Mater Trans A 44(1):517–530
Lin Y-C, Liu J-J, Chen J-N (2013) Material flow tracking for various tool geometries during the friction stir spot welding process. J Mater Eng Perform 22(12):3674–3683
Gao Z et al (2013) FE modelling of microstructure evolution during friction stir spot welding in AA6082-T6. Weld World 57(6):895–902
Mahmoud TS, Khalifa TA (2014) Microstructural and mechanical characteristics of aluminum alloy AA5754 friction stir spot welds. J Mater Eng Perform 23(3):898–905
Babu S et al (2013) Microstructures and mechanical properties of friction stir spot welded aluminum alloy AA2014. J Mater Eng Perform 22(1):71–84
Rostamiyan Y et al. Experimental studies on ultrasonically assisted friction stir spot welding of AA6061. Arch Civ Mech Eng, (0)
Zhang Z-K et al (2014) Friction stir keyholeless spot welding of AZ31 Mg alloy-mild steel. Trans Nonferrous Metals Soc China 24(6):1709–1716
Tutar M et al (2014) The optimisation of process parameters for friction stir spot-welded AA3003-H12 aluminium alloy using a Taguchi orthogonal array. Mater Des 63:789–797
Bozkurt Y, Bilici MK (2013) Application of Taguchi approach to optimize of FSSW parameters on joint properties of dissimilar AA2024-T3 and AA5754-H22 aluminum alloys. Mater Des 51:513–521
Wang DA, Lee SC (2007) Microstructures and failure mechanisms of friction stir spot welds of aluminum 6061-T6 sheets. J Mater Process Technol 186(1–3):291–297
Lin PC, Pan J, Pan T (2008) Failure modes and fatigue life estimations of spot friction welds in lap-shear specimens of aluminum 6111-T4 sheets. Part 1: welds made by a concave tool. Int J Fatigue 30(1):74–89
Lin PC, Pan J, Pan T (2008) Failure modes and fatigue life estimations of spot friction welds in lap-shear specimens of aluminum 6111-T4 sheets. Part 2: welds made by a flat tool. Int J Fatigue 30(1):90–105
Klobčar D et al. Parametric study of FSSW of aluminium alloy 5754 using a pinless tool. Weld World, 2014
Pathak N et al (2012) Microstructure and mechanical performance of friction stir spot-welded aluminum-5754 sheets. J Mater Eng Perform 22(1):131–144
Badarinarayan H et al (2009) Effect of tool geometry on hook formation and static strength of friction stir spot welded aluminum 5754-O sheets. Int J Mach Tools Manuf 49(11):814–823
Buffa G, Fratini L, Piacentini M (2008) On the influence of tool path in friction stir spot welding of aluminum alloys. J Mater Process Technol 208(1–3):309–317
Bozzi S et al (2010) Intermetallic compounds in Al 6016/IF-steel friction stir spot welds. Mater Sci Eng A 527(16–17):4505–4509
Shiraly M et al (2013) Effect of tool rotation rate on microstructure and mechanical behavior of friction stir spot-welded Al/Cu composite. J Mater Eng Perform 23(2):413–420
Song X et al (2014) Effect of plunge speeds on hook geometries and mechanical properties in friction stir spot welding of A6061-T6 sheets. Int J Adv Manuf Technol 71(9–12):2003–2010
Nandan R, DebRoy T, Bhadeshia HKDH (2008) Recent advances in friction-stir welding—process, weldment structure and properties. Prog Mater Sci 53(6):980–1023
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission IX - Behaviour of Metals Subjected to Welding
Rights and permissions
About this article

Cite this article
Sajed, M., Bisadi, H. Experimental failure study of friction stir spot welded similar and dissimilar aluminum alloys. Weld World 60, 33–40 (2016). https://doi.org/10.1007/s40194-015-0268-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-015-0268-6