
Abstract
Dissimilar friction stir welding (FSW) of aluminum alloys has paved way for the manufactures to explore the possibilities of using cost-effective materials. This paper investigates the microstructural characteristics and mechanical behavior for joining AA6061-T6 and AA7075-T6 aluminum alloys by FSW technique. A total of 20 joints were fabricated by varying the ranges of tool rotational speed (N), welding speed (S), axial load (L) and tool shoulder diameter to pin diameter ratio (R). The effects of these parameters are evaluated by varying one parameter within the range and keeping all other parameters constant. Macro-, microstructural and fractographic studies for each joint were presented in detail. The variation in tensile strength, hardness, and grain size for each joint was analyzed and presented. Fractographic analysis clearly shows that the failure has occurred due to ductile fracture. It was found that at rotational speed of 1100 RPM, welding speed of 26 mm/min, axial load of 7 kN, and a tool shoulder diameter to pin diameter ratio of 3 quality welds with higher tensile strength and hardness can be obtained. A greater reduction in grain size can be seen in stir zone was the reason for increase in mechanical behavior.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Joining of dissimilar aluminum alloys has numerous applications in aerospace and shipbuilding industries. Most of the traditional welding processes involve local melting along the joint line, and successive solidification leads to formation of a joint which affects their strength significantly [1]. The main advantages of joining dissimilar aluminum alloys by FSW are greater reduction in cost, avoidance of the formation of solidification cracking, porosity, and tailored mechanical properties of the part [2]. Many authors have studied the feasibility of joining different dissimilar aluminum alloys and their effects on the material flow and mechanical behavior of AA2024-T3 and AA7075-T6 [3], fatigue and microstructural properties of dissimilar AA5083-H111 and AA6082-T651 [4], the effect of process parameters for joining AA5574/AA7075 [5], and the effect of pin profile and tool rotational speed on mechanical properties of the joints for joining AA5083-H111 and AA6351-T6 [6].
Rodriguez et al. [7] examined the microstructure of the cross-sectional area of the dissimilar joint of 6061–7050 aluminum alloy and found distinct lamellar bands and different degree of mixing of materials was associated with the tool rotational speed. The rupture took place at AA6061 side for all joints. Further, they concluded that at low tool rotational speed, due to inadequate material intermixing cracks were found and at high rotational speed failure occurred due to the material softening and it was confirmed by hardness test. Landry Giraud et al. [8] have presented the experimental results obtained by temperature and effort measurements by varying the welding speed and rotational speed while welding dissimilar FSW of heat treated aluminum alloys AA7020-T651 and AA6060-T6 by FSW. They revealed the complex mechanisms of material flow into the nugget by observing through macro- and microstructural investigations and studied the material mixing. Further, they have presented the microhardness data for all the configurations. Karam et al. [9] studied the prospect of welding dissimilar cast A319 and A413 Al–Si alloys using FSW. They explored the impact of both tool rotational and welding speeds on the mechanical and microstructural features. The outcomes demonstrated that sound joints between the A319 and A413 plates were effectively acquired and the normal size of the Si particles in the weld zone increments with increasing tool rotational speed and diminishing the welding speed. The α − Al grains were increased at higher tool rotational speed and lower welding speed. The tensile results showed a higher value than the base metals and the rupture occurred outside the welded joints for all specimens. Guo et al. [10] have investigated the FSW joints of 6061 and 7075 aluminum alloy by varying the process parameters. They studied the impact of material location and welding speed on material flow, microstructure, and mechanical properties of the joints. The concluded that the material mixing was proper and the mechanical properties were higher when 6061 aluminum alloy was placed in the advancing side. All the joints ruptured in heat affected zone where the microhardness values are minimum. Venkateswarlu et al. [11] studied the optimization and processing of dissimilar FSW of AA2219 and AA7039 aluminum alloys. They have presented a detailed microstructural study of the welded joints and observed that the shoulder flat surface and the tool rotational speed affect the weld quality considerably. The microstructure and the mechanical properties were investigated by electron backscatter diffraction techniques. They found that the hardness distribution in the joints was not uniform due to improper mixing of materials. Ghosh et al. [12] joined A356 and 6061 aluminum alloy by FSW technique keeping tool rotational speed constant and varying welding speed. The microstructural studies on the weld nugget showed a uniform spreading of Si particles and reduced grain size of 6061 aluminum alloy. They recorded a joint efficiency of 116% when compared to base material of 6061 aluminum alloy at intermediate welding speed. Saravanan et al. [13] have discussed the effect of welding speed and the tool diameter ratio for welding Aluminum alloy 2014-T6 and 7075-T6. They have presented the microstructural study and the mechanical properties of the joints fabricated. X-ray diffraction analysis was performed, and the formation of precipitates in the weld zone was presented. They have concluded that with the welding speed of 20 mm/min and D/d ratio of 3, maximum tensile strength and hardness were exhibited. Saravanan et al. [14] have discussed in detail the effect of shoulder diameter to pin diameter ratio for welding aluminum alloy 2024-T6 and 7075-T6 aluminum alloys on macrostructure, microstructure, and mechanical properties of the joints. They have used five different types of D/d ratio and presented a detail microstructural study at different zones of the each joints. SEM analysis of the fractured tensile specimen was presented and confirmed that the rupture occurred in ductile mode. The hardness distribution for each joint was presented and concluded that the D/d ratio of 3 exhibits a higher tensile and hardness when compared to all other joints.
From the literature review, it was found that the process parameters, tool geometry, and the material location play an important role in determining the joint efficiency. The main aim of this investigation is to study the effect of tool rotational speed, welding speed axial load and shoulder diameter to pin diameter ratio on mechanical properties and microstructure of the dissimilar joining of AA6061-T6 and AA7075-T6.
Experimental Methods
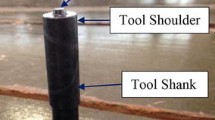
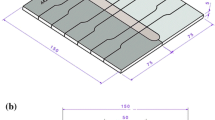
For investigation, the materials used are AA6061-T6 and AA7075-T6 aluminum rolled plates. The materials are prepared to the base dimensions of 150 mm × 75 mm × 5 mm by using a bandsaw and milling machines. Butt joints are fabricated by FSW process by placing AA6061-T6 on the advancing side and AA7075-T6 on the retreating side [15] as shown in Fig. 1(a). The materials are held firmly in a fixture with mechanical clamps. The parameters and ranges used for this investigation are presented in Table 1. Computerized FSW machine was used to fabricate the dissimilar joint. The tensile specimens were sliced at three different locations perpendicular to the FSW joint, and the dimensions of the tensile specimens are as per ASTM E8 M-09 guidelines [16] which are shown in Fig. 1(b). The averages of these three specimens were considered for the study. Macro- and microstructural study was performed using light optical microscope. Scanning electron microscopy (SEM) was used to examine the fractured surfaces of the tensile tested specimens. Tensile test and Vickers microindentation hardness were measured to reveal the mechanical properties of the joint made. The grain size was measured in the stir zone by Heyn’s line intercept method [17] using image analysis software.

(a) Joint dimensions and (b) tensile specimen
Results and Discussion
The chemical and mechanical properties of AA6061-T6 and AA7075-T6 at room temperature are shown in Tables 2 and 3. The microstructural features of the base metals are shown in Fig. 2.

Microstructure of base metals (a) AA6061-T6 (b) AA7075-T6
Effect of Tool Rotational Speed
To study the influence of rotational speed, joints were fabricated by varying the rotational speed from 500 to 1700 RPM and by keeping other parameters at constant value. The range for the parameters were chosen carefully after conducting number of trial runs and checked for any visible deformities in joints. Figures 3, 4, 5, and 6 show the macrostructure, microstructure, fractographic images and mechanical properties of the dissimilar AA6061-T6 and AA7075-T6 aluminum alloy joints with different tool rotational speeds. From Fig. 3, it was observed that the joint fabricated with the rotational speed of 500 and 1700 RPM produced with defects, whereas the joints fabricated with the 800, 1100 and 1400 RPM are defect free. From Fig. 4, we observed a decrease in grain size when rotational speed increased and the grain size increased with further increments in rotational speed. The joint made with rotational speed of 1100 RPM shows lower average grain size of 12.4 μm. Figure 6 shows that the tool with the tool rotational speed of 1100 RPM exhibits the higher tensile strength of 212 MPa. The joints fabricated from different rotational speeds: lower hardness value of 112 HV was observed with rotational speed 500 RPM and higher hardness value of 136 HV with 1100 RPM rotational speed. It was observed that the tensile strength and hardness initially increase with the increase in rotational speed and at a rotation speed of 1400 RPM it begins to decline with the further increase in rotational speed. Due to this excessive stirring action takes place, this releases the material to move to the upper side, creating voids at the bottom side and the course dimples seen in the SEM images favors the reduction of mechanical properties of the joints at higher rotational speed [18]. At lower rotational speed, there is a lack of stirring action which prevents the movement of material from one side to other side to produce a sound joint. The macroscopic observation showed the pin hole defect which was formed due to lack of sufficient energy to mix the material at the joint. The incomplete plastic deformation affects the grain structure and thereby lowering the mechanical properties. At higher tool rotational speed, the heat generated was high resulting in the free flow of material. Metallurgical changes such as increased solubility of the precipitates and formation of precipitates affect the tensile strength of the joints [19] which could be the reason for the low tensile and hardness at high tool rotational speed of 1600 RPM. Worm hole defect can be seen in the macroscopic observation at 1700 RPM which affects the mechanical properties of the joints. The joint fabricated with a rotational speed of 1100 rpm produced finer grains which exhibits a higher hardness and tensile strength in the FSW region. The fractographic image and their effects with respect to different speeds and their inferences are shown in Fig. 5. The fractured tensile specimen of the joint fabricated with the tool rotational speed 1100 RPM shows the uniform distribution of fine dimples.

Effect of tool rotational speed on macrostructure of the welded joints

Effect of tool rotational speed on microstructure (stir zone) of the welded joints

Effect of tool rotational speed on fractographic images of the fractured tensile specimen

Effect of tool rotational speed on tensile strength, hardness, and grain size
Effect of Welding Speed
Figures 7, 8, 9, and 10 show the influence of welding speed on macrostructure, microstructure, mechanical properties, and fractographic images of the joint fabricated by varying the welding speeds and at constant tool rotational speed, axial load, and D/d ratio. Figure 7 shows the macrostructure of the joints, fabricated using different welding speeds. Defect-free joints were made at speed of 22 and 26 mm/min. The onion ring-shaped structure seen in the nugget zone was observed for the joint fabricated with 26 mm/min welding speed. Figure 8 shows recrystallization of grains in stir zone with respect to different welding speeds. A welding speed of 26 mm/min resulted in an average grain size was 11.4 μm. Figure 10 shows that at welding speed of 26 mm/min, a tensile strength of 210 MPa was observed. Figure 10 also shows the hardness value variation for different welding speed by keeping tool rotational speed, axial load, and D/d ratio at constant value. Higher hardness value of 138 HV was observed at the welding speed of 26 mm/min, and lower hardness value of 104 HV was observed at the welding speed of 18 mm/min. As the welding speed increases, the heat generated decreases, which results in the inadequate flow of materials to the bottom side and favors the formation of tunnel defect [20]. When the welding speed increases from 18 to 34 mm/min, both the tensile strength and hardness increase to a maximum value and reduce with further rise in welding speed. At low welding speed, the heat generated will be more, resulting in a slow cooling rate and severe clustering of precipitates in stir zone. This lowers the tensile strength and hardness of the joint. The grain size observed at high welding speed in the stir zone was found to be 14.6 μm which was large when compared to the joint fabricated at the welding speed of 26 mm/min. The coarse dimples and the microvoids can be observed from the fractograph. The grain size, low hardness, and the coarse dimples are the reasons behind the low tensile strength. Low welding speed results in high heat input which slows down the cooling rate that affects the formation of fine grains and favors the metallurgical transformation in the weld zone [21]. This greatly affects the tensile strength and the hardness value of the joint and pin hole defect can be observed at low welding speed. The joint fabricated with a welding speed of 26 mm/min produced finer grains, which exhibits a higher hardness value and tensile strength in the FSW region. The fractographic images of fine dimples distributed eventually, and the presence of microvoids confirms the mode of fracture as ductile.

Effect of welding speed on macrostructure of the welded joints

Effect of welding speed on microstructure (stir zone) of the welded joints

Effect of welding speed on fractographic images of the fractured tensile specimen

Effect of welding speed on tensile strength, hardness, and grain size
Effect of Axial Load
Figures 11, 12, 13, and 14 show the influence of axial load on macrostructure, microstructure, mechanical properties, and fractographic images of the dissimilar AA6061-T6 and AA7075-T6 aluminum alloys. Figure 11 shows the macrostructure for the varying axial load; an axial load of 6 and 7 kN yields the defect-free joint. From Fig. 12, the grain size for different axial load varies from 16.1 to 11.8 μm at the axial load of 5 and 7 kN, respectively. From Fig. 14, for the axial load of 7 kN, maximum tensile strength was observed as 209 MPa. Figure 14 shows hardness value of joints fabricated with five different axial load and the higher harness value of 131 HV was observed at the axial load of 7 kN. The axial load has a direct impact on the amount of heat generated during welding. The greater the axial load, the greater will be the amount of heat generated [22]. At low axial load, the penetration of the shoulder into work piece is less, which results in the improper material flow. Due to this, the mechanical properties of the joints are found to be less. At high load due to excess penetration of the shoulder, the material sweeps out the shoulder resulting in the flaws and reduction of the material thickness. Due to the high load, the weld nugget region will be widened which can be observed from the macrostructure [23]. At the axial load of 9 kN, the penetration of the tool was higher resulting in lowering of the tensile strength since the depth of penetration greatly depends on the axial load. The grain size was observed to be 14.8 µm which reduces the hardness value to 109 HV in stir zone. An optimum axial load is required to produce a quality weld. From the joints fabricated by varying the axial load, the joint made with 7 kN axial load shows a finer grain structure resulting in higher mechanical properties. The axial load was increased from 5 to 9 kN, as the axial load increases the tensile strength and harness increases to maximum and falls down with the further increase in the axial load.

Effect of axial load on macrostructure of the welded joints

Effect of axial load on microstructure (stir zone) of the welded joints

Effect of axial load on fractographic images of the fractured tensile specimen

Effect of axial load on tensile strength, hardness, and grain size
Effect of D/d Ratio
The effect of shoulder diameter to pin diameter ratio on macrostructure, microstructure, and fractographic images of dissimilar FSW joints fabricated by varying D/d ratios is shown in Figs. 15 and 16. Figures 17 and 18 represent the effect of D/d ratio on tensile, hardness, and grain size of dissimilar AA6061-T6 and AA7075-T6 aluminum alloy joints. Figure 15 shows the effect of D/d ratio on macrostructure. The D/d ratio of 2.5, 3.3.5 yielded the defect-free joints. With D/d ratio of 3, the grain size was 11.4 μm and for the different D/d ratio the corresponding grain size is presented in Fig. 16. From Fig. 18, at D/d ratio of 3, maximum tensile strength was observed as 212 MPa. From Fig. 18, high hardness value of 135 HV was seen for the D/d ratio of 3 and lower hardness value of 118 HV was seen for the D/d ratio of 4.

Effect of D/d ratio on macrostructure of the welded joints

Effect of D/d ratio on microstructure (stir zone) of the welded joints

Effect of D/d ratio on fractographic images of the fractured tensile specimen

Effect of D/d ratio on tensile strength, hardness, and grain size
At larger D/d ratio, the contact area of the shoulder and the work piece are more. This widens the TMAZ region and HAZ region resulting in lower the tensile strength properties of the joints. In case of D/d ratio of 2, worm hole defect can be seen due to less heat generated and insufficient material mixing. A clear band can be seen separating the two different materials. As the D/d ratio increased from 2 to 4, the mechanical strength of the joint raises to a higher value and again falls at larger D/d ratio of 4. The smaller D/d ratio resulted in higher heat generation due to smaller pin diameter which results in the formation of worm hole. The grain growth of 18.13 µm results in lower hardness of 118 HV in the stir zone. So, the combined effect of grain size, lower hardness and defects in the joints decline the tensile strength properties of the joint made at a larger D/d ratio of 4 in contrast to the joint made at a D/d ratio of 3. An optimum D/d ratio is essential to produce a uniform material distribution in the stir zone. In the joint made with D/d ratio 3, the SZ microstructure shows very fine grains uniformly distribute throughout the region due to sufficient softening of the metals in contrast to the other D/d ratios. Fine equiaxed grains are seen in this region with perfect material mixing which aids higher mechanical strength of the joints. The joint fabricated with a D/d ratio of 3 produced finer grains, which exhibits higher mechanical properties in the FSW region.
Conclusions
The effects of the rotational speed, welding speed, axial load and D/d ratio on tensile strength, microhardness, and microstructure of the friction stir welded dissimilar joints of AA6061-T6 and AA7075-T6 were investigated and the following are the inferences obtained.
-
1.
The dissimilar aluminum alloy joints have undergone dynamic recrystallization which can be observed from finer grain structure in the SZ when compared to the base metal grain size. This favors the production of quality joints with higher mechanical properties.
-
2.
Fine dimples observed in the fractographic images of the joints favors higher mechanical properties. The defect-free joints for all welding conditions are characterized by the ductile rupture.
-
3.
It was observed that out of five different tool rotational speeds (500, 800, 1100, 1400 and 1700 RPM) used, at rotational speed of 1100 RPM better mechanical properties has been observed as other parameters (welding speed 26 mm/min, axial load 7 kN and D/d ratio 3) are kept constant.
-
4.
It was observed that out of five different welding speeds (18, 22, 26, 30 and 34 mm/min) used, at welding speed of 26 mm/min better mechanical properties has been observed as other parameters (tool rotational speed 1100 RPM, axial load 7 kN and D/d ratio 3) are kept constant.
-
5.
It was observed that out of five different axial loads (5, 6, 7, 8 and 9 kN) used, at axial load of 7 kN better mechanical properties has been observed as other parameters (tool rotational speed 1100 RPM, welding speed 26 mm/min and D/d ratio 3) are kept constant.
-
6.
It was observed that out of five D/d ratios (2, 2.5, 3, 3.5 and 4 mm/min) used, at D/d ratio of 3, better mechanical properties have been observed as other parameters (tool rotational speed 1100 RPM, welding speed 26 mm/min and axial load 7 kN) are kept constant.
References
L.E. Murr, A review of FSW research on dissimilar metal and alloy systems. J. Mater. Eng. Perform. 19, 1071–1089 (2010)
R. Nandan, T. Debroy, H. Bhadeshia, Recent advances in friction stir welding process, weldment structure and properties. Prog. Mater. Sci. 53, 980–1023 (2008)
A.A.M. da Silva, E. Arruti, G. Janeiro, E. Aldanondo, P. Alvarez, A. Echeverria, Material flow and mechanical behaviour of dissimilar AA2024-T3 and AA7075-T6 aluminium alloys friction stir welds. Mater. Des. 32, 2021–2027 (2011)
B. Gungor, E. Kaluc, E. Taban, A. Sik, Mechanical, fatigue and microstructural properties of friction stir welded 5083-H111 and 6082-T651 aluminum alloys. Mater. Des. 56, 84–90 (2014)
S. Kasman, Z. Yenier, Analyzing dissimilar friction stir welding of AA5754/AA7075. Int. J. Adv. Manuf. Technol. 70, 145–156 (2014)
R. Palanivel, P. Mathews, N. Murugan, I. Dinaharan, Effect of tool rotational speed and pin profile on microstructure and tensile strength of dissimilar friction stir welded AA5083-H111 and AA6351-T6 aluminium alloys. Mater. Des. 40, 7–16 (2012)
R.I. Rodriguez, J.B. Jordon, P.G. Allison, T. Rushing, L. Garcia, Microstructure and mechanical properties of dissimilar friction stir welding of 6061-to-7050 aluminum alloys. Mater. Des. 83, 60–65 (2015)
L. Giraud, H. Robe, C. Claudin, C. Desrayaud, P. Bocher, E. Feulvarch, Investigation into the dissimilar friction stir welding of AA7020-T651 and AA6060-T6. J. Mater. Process. Technol. 235, 220–230 (2016)
A. Karam, T.S. Mahmoud, H.M. Zakaria, T.A. Khalifa, Friction stir welding of dissimilar A319 and A413 cast aluminum alloys. Arab. J. Sci. Eng. 39, 6363–6373 (2014)
J.F. Guo, H.C. Chen, C.N. Sun, G. Bi, Z. Sun, J. Wei, Friction stir welding of dissimilar materials between AA6061 and AA7075 Al alloys effects of process parameters. Mater. Des. 56, 185–192 (2014)
D. Venkateswarlu, P. Nageswararao, M.M. Mahapatra, S.P. Harsha, N.R. Mandal, Processing and optimization of dissimilar friction stir welding of AA 2219 and AA 7039 alloys. J. Mater. Eng. Perform. 24, 4809–4824 (2015)
M. Ghosh, MdM Husain, K. Kumar, S.V. Kailas, Friction stir-welded dissimilar aluminum alloys: microstructure, mechanical properties, and physical state. J. Mater. Eng. Perform. 22, 3890–3901 (2013)
V. Saravanan, N. Banerjee, R. Amuthakkannan, S. Rajakumar, Microstructural evolution and mechanical properties of friction stir welded dissimilar AA2014-T6 and AA7075-T6 aluminium alloy joints. Metallogr. Microstruct. Anal. 4, 178–187 (2015)
V. Saravanan, S. Rajakumar, N. Banerjee, R. Amuthakkannan, Effect of shoulder diameter to pin diameter ratio on microstructure and mechanical properties of dissimilar friction stir welded AA2024-T6 and AA7075-T6 aluminum alloy joints. Int. J. Adv. Manuf. Technol. (2016). doi:10.1007/s00170-016-8695-0
W.B. Lee, Y.M. Yeon, S.B. Jung, The improvement of mechanical properties of friction stir welded A356 Al alloy. Mater. Sci. Eng. A 355, 154–159 (2003)
ASTM E8 M-09, Standard Test Method for Tension Testing of Metallic Materials (ASTM International, West Conshohocken, 2009)
S. Rajakumar, V. Balasubramanian, Predicting grain size and tensile strength of friction stir welded joints of AA7075-T6 aluminium alloy. Mater. Manuf. Process. 27, 78–83 (2012)
A.K. Lakshminarayanan, V. Balasubramanian, K. Elangovan, Effect of welding process on tensile properties of AA6061 aluminum alloy joints. Int. J. Adv. Manuf. Technol. 40, 1–11 (2007)
S. Benavides, Y. Li, L.E. Murr, D. Brown, J. Mcclure, Low temperature friction stir welding of 2024 aluminum. Scr. Mater. 41, 809–815 (1999)
T.S. Srivatsan, S. Vasudevan, L. Park, The tensile deformation and fracture behaviour of friction stir welded aluminum alloy 2024. Mater. Sci. Eng. A 466, 235–245 (2007)
P. Cavalire, A. Santis, F. Panella, A. Squillace, Effect of welding parameters on mechanical and micro structural properties of dissimilar AA6082-AA2024 joints produced by friction stir welding. Mater. Des. 30, 609–616 (2009)
A. Razal Rose, K. Manisekar, V. Balasubramanian, Effect of axial force on microstructure and tensile properties of friction stir welded AZ61A magnesium alloy. Trans. Nonferrous Met. Soc. China 21, 974–984 (2011)
S. Rajakumar, C. Muralidharan, V. Balasubramanian, Influence of friction stir welding process and tool parameters on strength properties of AA7075-T6 aluminium alloy joints. Mater. Des. 32, 535–549 (2011)
Acknowledgments
The authors are thankful to M/s. RV machine Tools, Coimbatore, for permitting us to use their FSW machine to carry out this investigation.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Rights and permissions
About this article

Cite this article
Saravanan, V., Rajakumar, S. & Muruganandam, A. Effect of Friction Stir Welding Process Parameters on Microstructure and Mechanical Properties of Dissimilar AA6061-T6 and AA7075-T6 Aluminum Alloy Joints. Metallogr. Microstruct. Anal. 5, 476–485 (2016). https://doi.org/10.1007/s13632-016-0315-8
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13632-016-0315-8