
Abstract
Thermal barrier coatings (TBCs) are the state-of-the-art techniques for protection against degradation of surface (nickel-based superalloy) hot regions of engines. This work has investigated the hot corrosion behavior of various compositions of YSZ/Al2O3/CeO2 coatings, applied on substrate at higher temperatures. Plasma Spray technique has been used to prepare coatings, which is deposited on the substrate. Various properties such as, microstructure, the morphology, and compositions of the coatings have been carried on an XRD-based analysis. The EDAX analysis of the coated surfaces has indicated that the growth of yttrium, vanadium and oxygen crystals has occurred over the corroded YSZ coating. Adding CeO2 to TBCs would lead to enhanced thermal stability, improved corrosion resistance, reduced thermal conductivity; further enhancement of mechanical properties, and thus, it becomes one of the best candidates as a TBC component. These advantages are indispensable to the development of the new generation of advanced materials. Furthermore, CeO2 is relatively cheap and available.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
A driving force in pushing the use modern materials (particularly in energy generating systems) that saw ever-increasing energy extraction from the workpiece was the need to improve their efficiency and energy output. Increasing the energy output is a driving factor behind the development of new coatings for workpieces operating at high temperatures through better protection against corrosion, thermal shock and other environments. Sometimes, coatings are used solely to reduce mechanical friction and increase efficiency, thereby minimizing energy costs over the lifecycle of the construction [1,2,3,4,, 2]. Thermal barrier coating (TBC) is a state-of-art protective coating for the hot zone of nickel-based superalloy components in turbine engines. Its metallic-based components’ surface texture goes through a thermal oxidation and hot corrosion alteration leading to a reduction of life time. When uncoated these variables overlap causing an all-round decrease in strength and inducing component deterioration [3, 4]. This is because; now the workpiece has better performance and more stable in usage. It means, coating application can offer barrier against corrosion and oxidation. The coated component is wishes to be working longer without damage. Coating can reduce the time of maintenance and save the cost [5, 6]. The reason why 8YSZ is widely used in TBCs material because of its low thermal conductivity and a relatively high co-efficient of thermal expansion. Due to the low thermal conductivity, there is the potential for a slower cooling rate, which would increase the lifespan of the coating. On the other hand, 8YSZ also offers a relatively high CTE (co-efficient of thermal expansion) that aids in reducing stress concentrations and improving corrosion resistance [7, 8].
A significant number of studies have been presented so far to explore the hot corrosion performance of the TBC coatings based on YSZ. However, TBCs are designed to work in highly corrosive environments, i.e., they are regularly used in an environment that utilizes low-quality fuel, which can have contaminants of sodium sulfate salt [9, 10]. Additionally, the YSZ coating fairs poorly as a corrosive protection when exposed to molten salts such as vanadium and sulfur and sodium, and other contaminants which penetrate the coating microstructure. Molten salts condense around 600–1300 °C to form at the coating microstructure spot, penetrating the coat. Hot salts also interact with yttria, a t′ zirconia, destabilizing the substance [11]. The YSZ coating will fail due to the transition of t′ zirconia, which will induce volume expansion. This volume expansion can lead to microcracks, which in turn can cause the coating to spall and flake off [12].
Composite ceramic coatings have been developed to improve the high-temperature oxidation (HTO) and hot corrosion resistance (HCR) properties of ceramic materials. It also provides desirable mechanical characteristics of coating structure, which is impossible for the individual coating material to meet [13, 14]. Many studies have found that TBC coatings based on (Al2O3/YSZ) ceramic material have outstanding mechanical qualities, such as spallation resistance, adhesive strength, and sliding wear resistance [15]. On the other hand, there have been comparatively few studies on CeO2-based TBC. The cerium oxide (CeO2) is used as doping metal oxides in conventional YSZ ceramic material to improve the top coat structure's thermal resistance and hot corrosion in TBC operations [16, 17]. Brandon et al. demonstrated that CeO2 (2–25 wt%)-ZrO2 could withstand 100 h at 1600 °C without forming monoclinic crystals, making it a significant competitor for the ultra-high-temperature coating material. Former research showed that when implementing in very demanding conditions, like hot corrosion, greater temperatures and stress were examined, the ZrO2–Y2O3–CeO2 (CYSZ) coating provides encouraging results [18]. Despite current efforts, further research is needed to address the drawbacks of composite coatings. This group's previous work revealed that the coating properties might be improved by developing new coating techniques and coating material compositions [19]. This can be done through optimizing the coating composition and deposition process. Additionally, the coating should be tested against real-world scenarios to ensure its performance. The primary goal of this work is to investigate how to study the HC behavior of various compositions of YSZ/Al2O3/CeO2 coatings at higher temperatures, using the plasma spray technique. The 50 wt% Na2SO4 + 50 wt% V2O5 mixture was tested at 900 °C for 50 cycles to examine the effects of hot corrosion.
Experimental Procedures
Plasma Sprayed Coatings on the Substrate Metal and Materials as Accepted
The SS304 of dimension 15 mm × 10 mm × 5 mm has been used as the substrate material for deposition of the coatings. The chemical composition of SS304 is shown in Table 1.
The powder applied for the bond coat was NI-164/NI-211, Praxair Surface Technologies (Ni–23Co–18Cr–6Al–1Y (wt %)) including the particle size of 40–70 μm. The YSZ (8wt% Y2O3–ZrO2) powder was Oerlikon Metco 234A trademark, Switzerland, with average particle dimensions of 90 ± 15 μm. In this study, Al2O3 powder with particles of 70 ± 15 μm and CeO2 powder with particles of 80 ± 20 μm. These two ceramic powders have been received from Samics Research Materials, India.
Preparation of TBC Using Plasma-Spraying
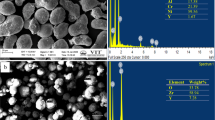
The feedstock powders needed to be free-flowing, conveniently fed by the plasma spraying gun, and have a limited size distribution for the plasma spraying process. The 8YSZ, Al2O3, and CeO2 powders mix by ball-milled for 6 h at 350 rpm rotational velocity with the addition of five zirconia balls to mix these ceramic powders. Then all these were spray-dried to create rounded shape good quality composite ceramic powders. Overall, as shown in Table 2, there are two coatings referred to as powders YSZ, 60%YSZ + 30%Al2O3 + 10%CeO2, 60%YSZ + 38%Al2O3 + 2%CeO2 (C1), 60%YSZ + 34%Al2O3 + 6%CeO2 (C2) and 60%YSZ + 30%Al2O3 + 10%CeO2 (C3), respectively. Fig. 1 represents the C1 blended powder and shows the lowest concentration of Ce. The SEM micrograph shows the Spherical shaped particles and equivalent concentration of elements as presented in Fig. 1a and b, respectively. The Ce concentration has increased in C2 blended powders as shown Fig. 2a and b, respectively. The maximum concentration of Ce is presented by Fig. 3a and b, respectively for C3 blended powders. The process involves the use of a plasma jet to melt and propel ceramic powder particles onto a substrate, where they solidify to form the coating. The TBC system, composed of a bond coat (130 ± 20 μm thickness) and a top coat (270 ± 30 μm thickness), was deposited on the SS304 substrate via PS process using a 9 MB Plasma gun (Oerlikon Metco, Switzerland). The spraying factors are shown in Table 2.

a SEM micrograph and, b EDS mapping of C1 coating blended feedstock powder

a SEM micrograph and, b EDS mapping of C2 coating blended feedstock powder

a SEM micrograph and, b EDS mapping of C3 coating blended feedstock powder
The alumina particles with a 30–70 grain mesh have used sand-blasted under 0.29–0.35 MPa on (SS304) metal surface to improve the coating material's surface roughness and improve coating adhesion strength before the PS system. The surface roughness was calculated by utilizing a TIME 3220 (Innovates, Netherland) roughness analyzer, and the average roughness (Ra) of the surface was detected to be 2.98 µm. Furthermore, the substrate metal surface (SS304) samples were degreased, cleaned with ethanol in an ultrasonic bath sonicator, and preheated with a 9 MB plasma gun at 90–100 °C before implementing the coating in order to decrease the residual stresses inside the layer during the thermal spray [20]. It is worth noting that the primary and secondary plasma gases were argon and hydrogen, respectively. Various experiments were conducted to optimize the material deposition parameters that help obtain dense PS coatings.
Hot Corrosion Test at 900 °C
Low-quality fuels are mostly to blame for the hot corrosion of TBC at a higher temperature condition. As previously stated, these fuels typically contain impurities like Na and V, which can create Na2SO4 and V2O5 salts on the coating surface. These salts can accelerate the corrosion of TBC, leading to a shorter lifespan. To prevent this, it is important to use high-quality fuels with low levels of impurities [21]. Hot corrosion testing evaluates the resistance of protective coatings against severe degradation caused by high-temperature interactions between metal substrates and corrosive salt mixtures. One such experimental setup utilizes a combination of sodium sulfate (Na2SO4) and vanadium pentoxide (V2O5), where Na2SO4 contributes to fluidity and V2O5 enhances the corrosivity of the mixture. Table 3 lists some of the salient features of each salt. To prepare the corrosive salt mixture, a 50:50 weight ratio of Na2SO4 and V2O5 powders is blended for 4 h in a planetary ball milling machine (PM 100 CM, Retsch). Zirconia balls serve as the mixing tool during this process. Afterward, the coatings are preheated at 250 °C for 1 h to facilitate better salt adherence onto the coating surface. A glass fiber brush applies the prepared salt mixture uniformly across the warm coating surfaces, resulting in a consistent coverage of about 30 mg of the mixture per square centimeter. Careful attention is paid to avoid corner impressions by maintaining a 3 mm distance from the edges.
This experimental design allows for the investigation of the interaction between the protective coating and the aggressive salt mixture under controlled conditions, simulating real-life situations and predicting the long-term durability of the protective layers. By examining the morphological changes, chemical compositions, and mechanical properties of the coating post-exposure to the corrosive environment, researchers can gain insights into the effectiveness of the protective layer and develop improved formulations accordingly [22]. Those salts-containing layers were dry within the furnace (Carbolite Gero, Model RHF 15/3 with EPC3008P10 programmer, India) at the temperature of 260 °C for 1 h to eliminate the moisture from the depositing salt. These samples were then loaded in the same electrical furnace and heated at 900 °C in an air atmosphere set for 4 h inside the furnace. The coated samples were carried out from the furnace for cooled at atmospheric temperature conditions. After each 4 h of hot corrosion testing, the samples' peripheral conditions (after complete cooling inside the furnace) were thoroughly examined. The test was called off when any cracks or separation in the coated edge were seen. Meanwhile, the time it took for the coating material to start deteriorated was also recorded. It should be noted that the test temperature and corrosive salt concentration were chosen to expedite the hot corrosion process based on the temperature of zirconia phase change.
Results and Discussion
As-Sprayed Microstructural Analysis
The coating's morphology at the surface, a value of C1, revealed evenly dispersed particles, as shown in (Fig. 4a). The surface has a melted zone and an unmelted zone [23, 24]. The EDS measurements corresponding to (Fig. 4b) demonstrate the presence of Ce particles just below the surface. As demonstrated in (Fig. 4b), EDS analysis verifies the higher wt% of Ce and O in C2. Unmelted clusters of ceramic can be seen in the surface's topography. The SEM micrograph in displays a consistent distribution of ceramic particles, and an EDS reading collected to verify the micrograph's corresponding composition C2. The EDS an increase in Ce and O in coatings matching to the mixture created by adding different feedstocks. This indicates that the feedstocks used in the coating process were successfully incorporated into the ceramic matrix. Furthermore, the distribution of ceramic particles in the coatings is stable and consistent. The higher the Ce concentration, resulting brighter the CeO2. Maximum CeO2 intensity is also seen in (Fig. 5a) C3 is shown in (Fig. 5b) SEM micrograph form in EDS maps of C3 showing elemental distribution on the surface corresponding to SEM micrograph. The SEM micrograph shows a homogeneous and evenly coated surface with a uniform distribution of elements. The EDS maps confirm the SEM micrograph results, showing a homogeneous distribution of elements throughout the surface. The C2 and C3 show the highest CeO2 intensity; while, C1 shows the lowest. It indicates that CeO2 is evenly distributed in the coatings. C1 also shows the lowest CeO2 intensity, indicating that it is less stable.

a SEM micrograph of C1 and b EDS maps of C1 showing elemental distribution on the surface corresponding to SEM micrograph C1

a SEM micrograph of C3 and b EDS maps of C3 showing elemental distribution on the surface corresponding to SEM micrograph C3
Hot Corrosion Tests
As a result, a high level of corrosion resistance is the most significant need for engineering components that work in high-temperature corrosive environments. These components come into direct contact with hot gases. Used in high-performance applications like as GT and marine engine parts. Some burning fuels contain V2O5 and Na2SO4 in amounts ranging from 5 to 10%, particularly in commercially approved maritime fuels such as Heavy Fuel Oil (HFO) and Low Sulfur Fuel Oil (LSFO). The liquid salts are exceedingly corrosive in nature and extremely hazardous to stainless steel and other alloy materials that are normally resistant to corrosion and high temperatures. However, it has been discovered that chemical contact is the primary corrosive mechanism responsible for the breakdown of these substrate metals, limiting its use in situations where corrosion might occur.
Weight Gain Data
The results shown in (Table 4) show that the C1 state has a when it are heated to a temperature of 900 °C. The greater value that can be attributed to these authors can be attributed to the fact that they utilized a higher test temperature than utilized in the investigation that is being discussed here. It is because these authors used a higher test temperature than utilized in the investigation that is being discussed here. It is important to keep in mind that the rate constant is raising when more Al2O3 is added; this is an interesting finding that provides for a good point of discussion. This increase follows a pattern that is consistent with the trend of the statistics about weight growth, so it should come as no surprise that it has been occurring.
Microstructure C3 TBCs found to have higher HC resistance compared to that previously reported for C1, and C2 TBCs. There are two main causes for this: the first is due to the strong acidity and high stabilizer content in comparison with C1, and C2 TBCs, and the second is due to the diffusional resistance in C3 TBCs micro-structures, which is caused by the porosity associated with the micro zones and provided high stability against deterioration during the HC study C1, and C2, TBCs. As a result, the microstructure of C3 TBCs provides promising opportunities for the creation of novel TBCs with improved resistance to thermal oxidation and HC.
Microstructure Analysis
At a microscopic level, microstructure analysis of TBCs examines the internal structure, morphology, and composition of these coatings [25]. The SS-304, when put through HC exhibit analysis at 900 °C, the surface began to exhibit ploughing scars and microscopic fissures, as depicted in (Figs. 6, 7, 8). Surface cavities and HC attacks might be seen because of corrosion testing. At a temperature of 900 °C, the SS- 304 surface flaunted its microscopic cracks and porosity. Examine the surface attack and, separately, the microstructure of the SS-304 substrate that is subjected to heat corrosion. The samples are then subjected to a cyclic HC procedure in an electric furnace, where the temperatures reach at 900 °C, which causes fatigue and the fracture initiation brought on by corrosive salts direct hits. After the HC test, the coating surface of a sample displayed abrasion marks, resulting in microcracks shaped crystals that are characteristic of this material are seen in the field emission scanning electron microscopy (FE-SEM) picture [26]. The dendritic and rod of the C2 taken under high magnification (Fig. 7). The crystals have a homogenous structure that is free from voids and cracks. The C2 are firmly adhered to the substrate and exhibit excellent corrosion resistance.

Hot corroded surface of C2 and corresponding EDS spectrum

Hot corroded surface of C3 and corresponding EDS spectrum

Hot corroded surface of C3 and corresponding EDS spectrum
It makes them suitable for a variety of applications. According to the results of an EDAX study performed on the surfaces of the coatings, the crystals that developed over the C1 comprised yttrium, vanadium, and oxygen. This implies that the crystals were formed because of the YVO4 crystal formation process. As it can be seen from Fig. 6, the surface of C1 coating corroded when it was hot as well as the corresponding EDS spectrum of C1. Thus, EDAX was a useful method/technique to determine the elemental composition of TBCs before and after the HC procedure. If this information is carefully analyzed, one can distinguish which elements decrease due to the HC procedure and which ones increase. By taking this into consideration, the source of corrosion can be localized, and preventive measures can be taken. Additionally, EDS can also determine the type of corrosion. As a result of the EDAX analysis of the surfaces that were coated, it was found that the crystals that formed above the YSZ and Al2O3/YSZ coating consist of yttrium, vanadium, and oxygen. This may be related to the fact that the crystal as YVO4 covers the coated surfaces. The crystals that form above CeO2/YSZ coatings may consist of cerium, vanadium, and oxygen. Consequently, the Type of corrosion is CeVO4’s presence. The findings further add to the assumption that crystal covers YVO4-based and CeO4-based surfaces, which enhances the catalytic activities. C2’s corroded surface, which is also hot irradiation, is shown in Fig. 5. This is supported by the spectrum of EDS. This implies that the crystal was formed because of the corrosion. Understanding why these crystals form may help people comprehend the corrosion rate of the coatings. The presence of the crystal may have contributed to lower the corrosion rate of the coatings. As a result, additional research is required.
The surface of the C3 coating that has been affected by HC and high temperatures is presented in Fig. 8 alongside the EDS spectra. The concentration of CeO2 has also increased in these coatings in comparison with the previous coating. CeO2-doped TBCs possess benefits such as high-temperature stability, resistance to corrosion, low heat capacity, and strong mechanical qualities. Such properties increase the longevity of TBCs and improve their performance in high-temperature conditions. Additionally, CeO2-doped TBCs provide several other significant advantages that could help reduce the need for other subs related to TBC applications in the presence of damage. These benefits suggest that CeO2 could be used to improve the output of tanks in high-temperature and corrosive settings. There was some reduction in the appearance of dendritic and rod-shaped crystals on the surface as well. CeO2 addition gives rise to a molten surface, which substantially enhances the resistance to HC by lowering the porous nature of the coating. This process allows the alloy to form a coat to protect the surface. This coat prevents any compound between the surface and hazardous elements in the atmosphere hence reduce HC. Also, in the absence of HC, CeO2 acts as a barrier minimizing the impacts of the corroding substances. Without the latter, the corrosion rate can be reduced, and the life of the alloy can be increased. In addition to its protective function, the layer facilitates the resistance of the compound to oxidation, ensuring its durability. Enhancing the alloy's properties allows for its effective utilization in environments characterized by extreme temperatures.
The Cross section of hot-corroded C3 coating and line scan is presented in Fig. 9a and b, respectively. The coating has retained its structure, as no diffusion was observed across-section the cross section of C3 coating.

a Cross section of hot-corroded C3 coating and b Line scan corresponding to 9a
XRD Analysis of Hot Corroded TBCs:
X-ray diffraction XRD analysis can be a useful technique for studying the crystallographic structure of hot corroded coatings. This technique can help identify the phases present in the coating and can provide information on the extent of the corrosion. The intensity of the diffraction peaks can be used to determine the amount of each phase present in the coating. Although the as-sprayed YSZ coating only included the tetragonal phase, Zr shown to exist in both the tetragonal and monoclinic phases after a HC experiment. Not only did the corroded YSZ coating reveal the phases that are indicated above, but it also showed that there are a few peaks of YVO4 present in the coating (Fig. 10a). The growth of YVO4 crystals over the corroded YSZ coating has been demonstrated by the EDAX analysis of the coatings that are subjected to HC. These findings provided evidence that supported that study.

XRD patterns of the hot corroded surface of a C1, b C2, and c C3
On the other hand, the XRD spectra of the corroded C1 coating showed no considerable evolution of addition peaks, other than a YVO4 and CeVO4 peaks apart from the α-Al2O3, CeO2, and t- ZrO2 as observed in (Fig. 10b and c). It suggests that the corrosion of C1 coating is more severe than that of YSZ coating. Furthermore, the EDAX analysis also showed that the corrosion of YSZ coating is less severe than that of C2 and C3 coatings. However, the XRD spectra of the corroded CeO2/YSZ coatings only showed the presence of a few CeVO4 crystalline peaks other than the CeO2 peaks. In addition to the above mentioned two coatings, the remaining two coatings have shown the presence of YVO4 and CeVO4 peaks with lower intensity. The peaks of CeO2 have increased intensity in the coatings with increased content. The results of the XRD analysis can be used to interpret the corrosion behavior of the coating. The addition of CeVO4 has also been shown to reduce the thermal diffusivity of the coatings. It has contributed to retaining the coating microstructure even at high temperatures.
Conclusions
The conclusion emphasizes the significance of advanced coatings in improving the performance and longevity of energy systems. It also acknowledges the on-going research endeavors aimed at addressing challenges and enhancing coating technologies for future applications.
Based on the comprehensive academic conclusion provided, several key points can be highlighted:
-
The hot corrosion test was performed on plasma sprayed YSZ/Al2O3/CeO2 coatings at 900°C. Results ought to mix outcomes particularly weight gain differences and micro-structures changes when different composition of coatings was used.
-
Importance of Coatings in Energy Systems Coatings play a crucial role in enhancing the efficiency and durability of energy generating systems, particularly those operating at high temperatures. They protect against corrosion, thermal shock, and environmental factors, while also reducing friction and improving efficiency, thus lowering energy costs by adding in YSZ such as CeO2 and Al2O3.
-
Thermal Barrier Coatings (TBCs) TBCs, such as those based on YSZ (Yttria-Stabilized Zirconia), are advanced solutions for protecting components in turbine engines from surface degradation due to hot corrosion and thermal oxidation. These coatings improve component performance and stability, prolonging their lifespan. C3 coating has shown the maximum hot corrosion resistance as compared to C1 and C2 coatings, respectively.
-
Challenges with YSZ-based TBCs Despite their effectiveness, YSZ-based TBCs face challenges, particularly in highly corrosive environments with substances like molten salts. The problem was encountered by altering the composition by adding CeO2 and Al2O3 in YSZ.
-
The fact is that the presence of these factors can contribute to the destabilization of the coating and cause its failure phenomenon, suggesting that future studies are required on more durable coating materials and their compositions. Composite ceramic coatings, such as those made of several materials, have better mechanical properties and strong resistance to high-temperature oxidation and hot corrosion. Studies has promising data on improving the quality of such coatings through more precise tuning of their composition and deposition methodology.
-
The microstructural analysis guides the reader about the distribution of the ceramic particles in the coatings and their stability. In contrast, the X-ray analysis helps to identify the various crystallographic changes that can have taken place, including the creation of YVO4 and CeVO4 crystals. This critical information enables the expertise to gauge the level of corrosion, among other factors. Coerced degradation of the corrosion resistance offers by the coatings.
Data Availability
Not applicable.
References
J.R. Davis, ASM specialty handbook: heat-resistant materials: Asm International, (1997)
G.W. Goward, C.L.L. Seigle, Diffusion coatings. ASM Handbook (1994), vol. 5, pp. 611–620
N.P. Padture, M. Gell, E.H. Jordan, Thermal barrier coatings for gas-turbine engine applications. Science 296, 280–284 (2002)
M.R. Loghman-Estarki, R.S. Razavi, H. Edris, H. Jamali, Life time of new SYSZ thermal barrier coatings produced by plasma spraying method under thermal shock test and high temperature treatment. Ceram. Int. 40, 1405–1414 (2014)
R.S. Dinesh Gond, D. Lalbondre, S. Prakash. Puri, High temperature oxidation and hot corrosion behaviour of Yttria- stabilised zirconia as plasma sprayed coating in air and salt at 900 °C under cyclic condition. J. Miner. Mate. Charact. Eng. 11(03), 285–302 (2012). https://doi.org/10.4236/jmmce.2012.113021
C. Zhang, M. Li, Y. Zhang, L. Guo, J. Dong, F. Ye et al., Hot corrosion behavior of (Gd0.9 Sc0.1) 2Zr2O7 in V2O5 molten salt at 700–1000° C. Ceram. Int. 43, 9041–6 (2017)
L. Guo, Z. Yan, J. Yu, C. Zhang, M. Li, F. Ye et al., Hot corrosion behavior of TiO2 doped, Yb2O3 stabilized zirconia exposed to V2O5+ Na2SO4 molten salt at 700–1000° C. Ceram. Int. 44, 261–268 (2018)
H.-f Liu, X. Xiong, X.-b Li, Y.-l Wang, Hot corrosion behavior of Sc2O3–Y2O3–ZrO2 thermal barrier coatings in presence of Na2SO4+V2O5 molten salt. Corros. Sci. 85, 87–93 (2014)
Y. Hui, S. Zhao, J. Xu, B. Zou, Y. Wang, X. Cai et al., High-temperature corrosion behavior of zirconia ceramic in molten Na2SO4+ NaVO3 salt mixture. Ceram. Int. 42, 341–350 (2016)
B.-U. Yoo, S.-C. Kwon, S.-H. Cho, H.H. Nersisyan, J.-H. Lee, High-temperature stability of CSZ, YSZ, and MSZ ceramic materials in CaCl2-CaF2-CaO molten salt system. J. Alloy. Compd. 771, 924–935 (2019)
L. Guo, C. Zhang, M. Li, W. Sun, Z. Zhang, F. Ye, Hot corrosion evaluation of Gd2O3-Yb2O3 co-doped Y2O3 stabilized ZrO2 thermal barrier oxides exposed to Na2SO4+ V2O5 molten salt. Ceram. Int. 43, 2780–2785 (2017)
L. Guo, M. Li, F. Ye, Comparison of hot corrosion resistance of Sm2Zr2O7 and (Sm0.5 Sc0.5) 2Zr2O7 ceramics in Na2SO4+ V2O5 molten salt. Ceram. Int. 42, 13849–54 (2016)
C. Zhang, J. Fei, L. Guo, J. Yu, B. Zhang, Z. Yan et al., Thermal cycling and hot corrosion behavior of a novel LaPO4/YSZ double-ceramic-layer thermal barrier coating. Ceram. Int. 44, 8818–8826 (2018)
U. Bardi, C. Giolli, A. Scrivani, G. Rizzi, F. Borgioli, A. Fossati et al., Development and investigation on new composite and ceramic coatings as possible abradable seals. J. Therm. Spray Technol. 17, 805–811 (2008)
A. Afrasiabi, Aplication of plasma spraed YSZ-AL2O3 composite TBC on Ni-based Super Alloy (IN-738) and evaluation of the microestructure and its thermall stability (2008)
A. Keyvani, M. Saremi, M.H. Sohi, Microstructural stability of zirconia–alumina composite coatings during hot corrosion test at 1050° C. J. Alloy. Compd. 506, 103–108 (2010)
R. Ahmadi-Pidani, R. Shoja-Razavi, R. Mozafarinia, H. Jamali, Evaluation of hot corrosion behavior of plasma sprayed ceria and yttria stabilized zirconia thermal barrier coatings in the presence of Na2SO4+ V2O5 molten salt. Ceram. Int. 38, 6613–6620 (2012)
R.L. Jones, Experiences in seeking stabilizers for zirconia having hot corrosion-resistance and high temperature tetragonal (t') Stability. Naval Research Lab Washington Dc Surface Chemistry Branch (1996)
M.H. Habibi, L. Wang, J. Liang, S.M. Guo, An investigation on hot corrosion behavior of YSZ-Ta2O5 in Na2SO4+ V2O5 salt at 1100° C. Corros. Sci. 75, 409–414 (2013)
B. Mukherjee, A. Islam, K.K. Pandey, O.A. Rahman, R. Kumar, A.K. Keshri, Impermeable CeO2 overlay for the protection of plasma sprayed YSZ thermal barrier coating from molten sulfate-vanadate salts. Surf. Coat. Technol. 358, 235–246 (2019)
M. Daroonparvar, M. Azizi Mat Yajid, M.Y. Noordin, Hussain M. Sakhawat, The role of nanostructured Al2O3 layer in reduction of hot corrosion products in normal YSZ layer. J. Nanomater. (2013). https://doi.org/10.1155/2013/251921
Y. Wang, C. Zhou, Hot corrosion behavior of nanostructured Gd2O3 doped YSZ thermal barrier coating in presence of Na2SO4+ V2O5 molten salts. Prog. Nat. Sci.: Mater. Int. 27, 507–513 (2017)
V. Lakkannavar, K.B. Yogesha, C.D. Prasad, M. Mruthunjaya, R. Suresh, A review on tribological and corrosion behavior of thermal spray coatings. J. Inst. Eng. (India): Ser. D (2024). https://doi.org/10.1007/s40033-024-00636-5
C. Durga Prasad, C.R. ShanthalaKollur, T.V. Aprameya, T. Chandramouli, B.N. Jagadeesha, Investigations on tribological and microstructure characteristics of WC-12Co/FeNiCrMo composite coating by HVOF process. JOM (2023). https://doi.org/10.1007/s11837-023-06242-2
C. Durga Prasad, S. Kollur, M. Nusrathulla, G. SatheeshBabu, M.B. Hanamantraygouda, B.N. Prashanth, N. Nagabhushana, Characterisation and wear behaviour of SiC reinforced FeNiCrMo composite coating by HVOF process. Trans. IMF (2023). https://doi.org/10.1080/00202967.2023.2246259
G. MadhuSudana Reddy, C. Durga Prasad, S. Kollur, R. AvinashLakshmikanthan, A.C.R. Suresh, Investigation of high temperature erosion behaviour of NiCrAlY/TiO2 plasma coatings on titanium substrate. JOM J. Miner. Met. Mater. Soc. (TMS) (2023). https://doi.org/10.1007/s11837-023-05894-4
Acknowledgements
The authors would like to thank Central Instrumentation facility, Lovely Professional University, Phagwara for providing a FE-SEM and XRD facility. The authors also would like to acknowledge the plasma spray coating laboratory, Indian Institute of Technology, Patna for providing a plasma spray coating facility.
Funding
No funding or other financial assistance were given to this work.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The writers claim that there are not any conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Mehta, A., Vasudev, H., Thakur, L. et al. Hot Corrosion Behavior of Plasma Sprayed YSZ/Al2O3/CeO2 Thermal Barrier Coatings. J. Inst. Eng. India Ser. D (2024). https://doi.org/10.1007/s40033-024-00724-6
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40033-024-00724-6