
Abstract
Areca nut husk fibre is an agricultural waste, which does not contribute to the economy of areca nut plantation. The use of areca nut husk fibre as reinforcing material in the preparation of low-cost and lightweight composites provides utility value to areca nut husk fibre. Low-cost and lightweight composites have wide range of applications in construction industry, marine structures, automobile industry and aerospace industry. The present work focuses on extraction of areca nut husk fibre with alkali treatment process by using 6% of sodium hydroxide solution, composite panel preparation and determination of mechanical properties of composite panels. Different fibre compositions (fine fibre, coarse fibre and coarse fibre sandwiched with glass fibre) of 15% by weight were used in the present study. Tensile, flexural and impact tests were conducted to find the mechanical characteristics the composite materials. The tensile strength of composites made with fine fibre (15.1 MPa) is observed to be more than that of composites made with coarse fibre (10.8 MPa). Further improvement in tensile strength of composite panels made of coarse areca nut husk fibre layer sandwiched with two layers of glass fibre (24.8 MPa) is observed. The flexural strength of fine fibre composites is more when compared to that of the coarse fibre composites. The average flexural strength of composites reinforced with fine fibre, coarse fibre and coarse fibre sandwiched with glass fibre is observed as 73 MPa, 66.7 MPa and 284 MPa, respectively. The impact strength of coarse fibre composites is found to be higher when compared to that of fine fibre composites.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Rapid population growth leads to utilization of natural resources and generation of enormous quantity of waste material. Waste management of agricultural by-products is vital to developing country like India. Several researchers focused on utilization of both organic and inorganic waste materials for manufacture of composite panels and found improvement in physical, mechanical and thermal characteristics of composite panels. Organic waste materials such as bagasse [1], jute [2], coir [3] and areca nut husk fibre [4] were used for manufacturing of low-cost composite materials. Areca nut, obtained from areca nut palm, consists husk of 15–30% by weight of raw areca nut [5]. Bonding between the natural fibre and epoxy resin depends on the quality of fibre which requires proper surface treatment of fibre [6]. Usually, natural fibres are treated with alkaline solution to remove the debris present on the fibre surface [7]. They used 2–10% NaOH solution by volume to treat areca nut husk fibre and concluded that treating areca nut husk fibre with 6% NaOH solution by volume resulted in obtaining optimum tensile strength of areca nut husk fibre. Several researchers [8,9,10] performed static tests, dynamic tests and thermal tests to characterize natural fibre composite panels. Sudhir Kumar Saw et al. [3] studied the mechanical properties of natural fibre composite panels produced from bagasse, coir fibre and epoxy by conducting static and dynamic experiments. The authors observed tensile strength of composite panel made from tri-layer (bagasse, coir, and bagasse) fibres was 27 MPa and Young’s modulus was 0.8 GPa.
The organic waste materials such as grain straw and cotton waste [11], processed tea waste [12], bamboo waste [13], corn cob [14] and areca nut husk fibre [15] were used for manufacturing composite materials. Currently, few agricultural waste materials are being used for commercial purposes and other agricultural waste materials are being studied across the globe [16]. Hence, detailed studies are essential for identifying the unutilized waste materials from which composite material can be produced and thereby generate revenue. Karnataka is a major cultivator of areca nut, contributing about 40% of India’s overall production [17]. India is the largest producer of areca nut in the world. The detailed study and research initiatives are required for the improving utilization of areca nut husk fibre. The current research work focuses on characterization of composites with areca nut husk fibre (AHF) and epoxy. Therefore, areca nut husk fibre could be effectively utilized for fabrication of structural components in engineering applications. The present work focuses on extraction of areca nut husk fibre with 6% of sodium hydroxide solution by alkali treatment process, composite panel preparation and determination of mechanical properties (tensile, flexural and impact) of composite panels.
Materials
In the present study, the composite panels were manufactured using areca nut husk fibre and epoxy resin. Chemically treated areca nut husk fibre and epoxy resin HSC 7600 (1.16 g/cc) with epoxy hardener HSC 8210 (0.93 g/cc) were utilized for the panel preparation. The areca nut husk fibre can withstand the tensile load acting on the composite material and the epoxy resin acts like a binding agent of these fibres. The areca nut husk fibres are also protected by epoxy resin by preventing interaction of the fibres with environment.
Areca nut Husk Fibre
Areca nut husk fibre is a non-toxic and eco-friendly material. The weight of areca fibre is less when compared to the weight of synthetic fibres [8]. The strength and durability of areca fibre is dependent on the amount of the cellulose content present in the fibre [18]. The moisture absorption of areca fibre increases with increase in hemicellulose content which decreases the fibre performance [16]. Areca nut husk fibre contains 53.2% cellulose content, 32.98% hemicellulose content and 7.2% lignin content [19]. Fibre obtained from matured areca nut husk was used for composite panel preparation due to its low moisture absorption when compared to fibre obtained from raw areca nut. The dried areca nut fibre contains fine soil particles and chemical substances on the surface of fibres. In the present study, the fibres were treated with alkali solution to remove unwanted substances on the fibre surface. The alkali-treated fibres of finer and coarser areca nut fibres are used for composite panel preparation.
Epoxy Resin
Epoxy resins have been used in many industries due to its wide range of applications. Epoxy resins are belonging to polymers family. Epoxy resin was used in the present study for manufacturing composite panels due to the typical properties of the epoxy resin such as good adhesive capacity with wide variety of materials, fast curing, low shrinkage after curing, good mechanical properties, electrical resistance, chemical inertness and insoluble in water [20].
Epoxy resin protects the areca fibres from the severe environmental conditions like marine environment, moisture content and chemicals. Due to the cost of the epoxy resin material, the certain volume of the components made with pure epoxy can be replaced by a cheaper and strength enhancing material. In the present study, areca nut fibre is used as the volume filler and strength enhancing material of epoxy composites. Due to the wide advantages of epoxy resin material, the composites manufactured with areca fibre and epoxy can be used for marine application, electrical insulating components, light weight components, automobile industry and chemical industry.
Preparation of Composite Panel with Areca nut Husk Fibre
Alkali Treatment and Fibre Extraction
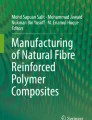
Dried husk of matured areca nut was collected from the plantation. Dried husk was soaked for 24 h in fresh water to loosen the fibres. Later, the water soaked areca nut husk was cleaned with freshwater to remove the soil partials attached to the fibres. Consequently, the areca nut husk was soaked in 6% by volume NaOH alkali solution for 24 h at room temperature of 26 ± 2 °C to perform the chemical retting process. The alkali-treated husk was washed with distilled water to remove the chemical traces on surface of the fibres. The washed areca nut husk was sun dried for 2 days to reduce the absorbed moisture content from the areca nut fibres. Fibres were extracted from the sun dried areca nut husk and stored in airtight covers to avoid the moisture absorption. The process of treated areca husk fibre extraction is given in Fig. 1. Coarser fibres were observed at inner surfaces of the areca nut shell and increase in fineness of the fibres was observed towards to outer layers of the areca nut shell. The coarser and finer fibres were removed from the areca shell and stored separately.

a Dried areca nut husk, b soaking areca nut husk in alkaline solution, c drying of areca nut husk and d fibre extracted from areca nut husk
Microscopic Observation of Areca nut Fibres
The extracted fibres from alkali-treated and untreated areca nut husk were separated as coarser and finer fibres. They were examined using optical microscope to observe the average diameter of coarser fibres and finer fibres and their surface texture. From Fig. 2, the untreated fibres were observed to have light brown colour, whereas the treated fibres were having silky texture. Smooth surface with presence of foreign particles was observed on coarse untreated fibres, while the surface of treated fibres was undulated due to the chemical treatment process. The undulated surfaces may give better bonding between epoxy and fibres. The fibre diameter of untreated fibres was observed more than that of treated fibres. The chemical treatment process reduces the diameter of the fibre due to removal of lignin content from the surface of the fibre [21]. The average fibre diameter of coarse fibres of untreated fibres and treated fibres are in the range of 400–300 µm and 200–150 µm, respectively. The average diameter of fine fibres of both untreated fibres and treated fibres is in the range of 80–50 µm. The detailed surface morphology of areca nut fibres observed using optical microscope is given in Fig. 2.

Micromorphology of coarser and finer fibres of, untreated a, b treated, c, d areca nut husk fibres
Composite Panel Casting
Areca nut husk composite panels were cast with different fibres (coarse fibre, fine fibre and coarse fibre with glass fibre). The fibres of length ranging from 25 mm to 65 mm were considered for the composite panel preparation. The composite panels were cast using a fabricated mild steel mould of dimensions 320 mm × 320 mm × 3 mm as shown in Fig. 3a. Covering plate of 3 mm thickness was utilized to avoid the bending of the covering plate to ensure uniform thickness of the composite panel. The inner surfaces of the mild steel mould were smoothened using the zero grade emery sheet and cleaned with acetone solution to remove the metal debris present on the mould surfaces. All the inner surfaces of the mould were coated with thin wax layer to provide ease in unmoulding process.

a Waxing of mould, b random arrangement of fibre in mould, c application of uniformly distributed load on mould and d unmoulded composite panel
The composite panels were prepared with 15% by weight [10] of areca fibre loading. The coarse fibre sandwiched with glass fibre composite was cast with 5.8% of coarse fibre, 9.2% of glass fibre, by weight of composite. A thin epoxy layer was applied on the inner surfaces of mould to provide the clearing thickness to the composite and to avoid exposure of areca nut fibres to environment. The selected fibres were dipped in the mixture of epoxy resin and hardener, and the fibres were arranged randomly on the surface of the mould. Uniformly distributed load of 150 kg was applied on the covering plate placed on the mould to remove the air voids present in the inner surfaces of the composite during casting and to obtain uniform thickness of the panel. The mould was cured for 6 h duration and the composite panel was removed from the mould. This procedure was followed for the composite panels made with coarser fibre, finer fibre and coarser fibre with glass fibre. While casting the glass fibre composite panel the bottom and top layer of areca nut fibres were covered with glass fibre sheets of 0.2 mm thickness as shown in Fig. 4b, the schematic view of areca nut husk fibre and glass fibre layers of the composite is given in Fig. 4a.

Arrangement of fibres in coarse fibre with glass fibre composites (a) schematic diagram and (b) image of fibre arrangement
Results and Discussion
Tensile Strength
Specimens for tensile testing were prepared by cutting the cast areca nut husk fibre panel with dimensions of 280 mm × 25 mm × 3 mm. Griping portions of tensile specimens were pasted with knurled aluminium sheets (50 mm × 25 mm × 2 mm) as shown in Fig. 5b to avoid the slip between holding grips and specimen while conducting the experiments. Experiments were conducted on specimens made with coarse fibre (CF), fine fibre (FF) and coarse fibre with glass fibre (CF + GF) according to the standards of ASTM D3039 using tensile testing machine shown in Fig. 5a. Each test was repeated with three samples to observe the consistency of the results.

a Tensile testing setup used for the study and b test specimen pasted with knurled aluminium sheet
Tensile strength, elastic modulus and percentage of elongation of composite specimens made of treated areca nut coarse fibre, fine fibre and coarse fibre with glass fibre were observed by conducting tensile tests. The typical stress versus strain curves of the three different fibre composites are shown in Fig. 6. Experiments were conducted with loading rate of 0.5 mm per minute. From the experimental results, all the composite specimens display linear trend and fail suddenly at particular load. The composites made with coarse fibre and fine fibre had shown lower tensile strength when compared to that of composites made of coarse areca nut husk fibre with glass fibre. The average mechanical properties observed form the experiments were given in Table 1. The composites made with finer fibre had displayed marginally higher tensile strength when compared to the composites made with coarser fibre. The composites made with coarser fibre had given marginal increase in elastic modulus and percentage of elongation when compared to the composites made with fine fibre. The increase in tensile strength of composites made with fine fibres is due to the increase in interaction between fibre surface and epoxy matrix. The tensile strength, elastic modulus and percentage of elongation of composites made with coarser fibre were increased by adding two layers of glass fibre.

Stress–strain curves of composites made with fine fibre, coarse fibre and coarse fibre with glass fibre
Failure Analysis of Tensile Specimens
The specimens, which failed during tensile test, were analysed to find the mode of failure through micro-level and macro-level observations. From the macro-lever observations, most of the tensile test specimens failed closer to mid-length of the span and the crack propagation was transverse to the loading direction (Fig. 7a). One specimen out of all the casted samples failed with propagation of crack along the fibre direction where a bunch of fibres was stacked (Fig. 7b). The stacked fibre bunch creates weaker plane when stacked fibres got arranged in transverse direction and has weaker bonding between matrix material and fibres. So, proper de-husking is required to avoid such failures caused due to stacked fibre bunches. From the load deflection curves of tensile testing samples and the physical observation of failed specimen, the failure was observed as brittle failure.

a Transverse crack propagation and b crack propagation along stacked fibre bunch, of specimens subjected to tensile test
Micro-level observation of composite specimens failed due to tension was carried out using optical microscope. The cross-sectional images of tensile test specimens at failure positions were captured using optical microscopy. From these images, crack propagation from longitudinal fibre surface into the epoxy matrix and bonding failure between transverse fibres and epoxy matrix were observed. The cross section of a fibre with crack propagation into the epoxy matrix is given in Fig. 8a. The failed transverse fibres due to de-bonding of fibre and epoxy matrix and failed cross section of longitudinal fibres are given in Fig. 8b. From Fig. 8b, air bubbles with diameter of 40 micrometres were observed on the cross sections of failed tensile specimens. The concentration of air bubbles leads to decrease in strength of composites. The drawback of hand-lay technique in composite casting is the formation of air bubbles in the composites which cannot be avoided completely using hand-lay technique.

a Nanocrack propagation and b air bubble, in cross section of failed tensile specimen
Surfaces of all the composites before conducting the tensile tests were captured. Voids of different sizes (maximum of 1 mm diameter) were observed (Fig. 9a, c, e) on surfaces of all the samples; those cannot be avoided in hand-lay technique of composite panel casting. The specimens failed at the cross sections where longitudinal fibre density is less. In all the composites, cracks were observed on the cross section. These cracks started from the periphery of the longitudinal fibres (Fig. 9b, d, e) and propagated radially outward from the fibre in the epoxy matrix. From the failure patterns of tensile specimens, areca nut husk fibre failed before the epoxy matrix. The periphery of failed fibre resulted in a circular hollow in epoxy matrix, and the crack formation at the periphery of failed areca fibre is due to high stress concentration at the periphery of failed areca fibre. These cracks propagated along the weak planes where the failure of adjacent areca fibres was observed (Fig. 9d).

a, c, e Surface and b, d, f are cross section, of composites made with fine fibre, coarse fibre and coarse fibre with glass fibre respectively
Flexural Strength
Experiments were conducted to analyse flexural properties of composites containing areca nut husk fibre, according to relevant standards enlisted in ASTM-D790 [22]. The composite panel was cut into a specimen of dimensions 150 mm length, 25 mm width and 4 mm thickness. Three-point bending experiments were conducted with effective span length of 100 mm. All the experiments were conducted with a mid-span deflection rate of 0.5 mm per minute. Flexural tests were conducted on composites made with FF, CF and CF sandwiched with two layers of glass fibre (CF + GF). Three samples of each composite type were tested to verify the consistency of the results. The experimental setup used for the study is given in Fig. 10.

Three-point bending experimental setup used for the study
The load–deflection curves are plotted using the data obtained from three-point flexure tests and are given in Fig. 11a. The load increases linearly with increase in vertical deflection at loading point on beam for all three types of composites. From the observation of load–deflection relationship of composites made with fine fibre and coarse fibre, the composites fail at vertical deflection of 2 mm and 3 mm, respectively. The flexural strength of composites was calculated using the guidelines provided in ASTM-D790. The relationship of flexural stress and flexural strain at outer most layers of the composites is plotted in Fig. 11b. The average flexural strength of composites reinforced with FF, CF and coarse fibre sandwiched with glass fibre (CF + GF) are given in Table 2. The improvement in flexural strength of fine fibre composites is due to increase in surface area of fine fibre, which resulted in better bonding between fibre and epoxy. Considerable improvement in flexural strength of CF + GF composites is due to the presence of glass fibre, which has higher strength than areca nut husk fibre, at outer layers of the composites where higher stress occurs in composite during flexural test.

a Load–deflection curves and b flexural stress–strain curves of epoxy composites reinforced with FF, CF and CF with glass fibre sheets (CF + GF)
Impact Strength
Impact experiments were performed to determine response of composite materials to shock loads. Experiments were conducted using Fractovis Plus drop weight impact testing machine (Fig. 12a), as per ASTM-D5628 standard [23]. The schematic diagram of specimen arrangement and loading details are given in Fig. 12b. The composite panel of thickness 4 mm was cut into specimen of dimensions 60 mm length and 60 mm width to conduct impact test. A hemispherical impactor of diameter 12.7 mm was used for the experiments. The impact test conditions are specified in Table 3. Impact tests were conducted on composites cast with FF, CF and CF + GF. Three samples of each composite type (FF, CF and CF + GF) were tested to verify the consistency of results. For each sample, the impact force, impact energy absorbed, deformation, and velocity of impactor were recorded and analysed. Figure 13 shows the result of the impact test for composites made with FF, CF and CF + GF.

a Fractovis plus drop weight impact testing machine and b schematic diagram of specimen arrangement and load frame

a Force–time curves, b force–deflection curves, c energy-time curves and d velocity–time curves recorded during impact tests of epoxy composites reinforced with FF, CF and CF + GF
In all the tested composites, impact force increases with time in first 2-ms duration, and then, it decreases to zero. From Fig. 13a, the fall in force curves represents the initiation of failure of the fibre composites. The coarse fibre composites resist higher impact force when compared to that of the fine fibre composites. The coarse fibre sandwiched with glass fibre composite material increases the impact force resistance by a factor of one and half times that of the coarse fibre composites. From the force deflection curves displayed in Fig. 13b, the gradual increase and decrease in impact force indicates resistance of material and failure of material, respectively. The typical decrease in displacement after failure of coarse fibre sandwiched with glass fibre composite material is due to partial failure of composite and bouncing of impactor after impact. Figure 13c shows energy absorbed during the impact test. All absorbed energy profiles of the three types of composites increased linearly up to some point before it changes its gradient. This change in gradient is due to the initiation of internal damages in the composite material, these internal damages are due to cracks in the matrix or other forms of internal damages like delamination, these internal damages are invisible during physical examination of specimen. These internal damages cause reduction in material stiffness. The fine fibres in composite material fail easily than the coarse fibres during impact due to high stress concentration induced by the impactor on composite. So, the coarse fibre composites can resist more impact loads than fine fibre composites. The velocity of impactor during impact test was observed and plotted in Fig. 13d. The decrease in velocity of impactor represents the increase in the absorbed impact energy. In fine fibre composites and coarse fibre composites, velocity of impactor decreased gradually and then stabilized after complete failure of specimen. The negative velocity in coarse fibre sandwiched with glass fibre composite is due to bouncing of impactor after impact. From the macroscopic observations (Fig. 14) of failed impact test specimens, the fine fibre composites failed with radial cracks (Fig. 14a), punching failure mode without radial cracks is observed in coarse fibre composites (Fig. 14b), delamination of glass fibre sheet at the bottom side of the failed coarse fibre sandwiched with glass fibre specimens is observed (Fig. 14d). The fine fibre composites and coarse fibre composites failed fully and the coarse fibre sandwiched with glass fibre composite failed partially (Fig. 14c) for the loading conditions given in Table 3. The two glass fibre layers added to the coarse fibre layer improved the impact strength of areca fibre epoxy composites.

a Radial cracks in FF composites, b punching failure in CF composites, c top side of failed CF + GF composites and d delamination at bottom side of failed CF + GF composites
Scanning Electron Microscope (SEM) Analyses
VEGA3 TESCAN Scanning Electron Microscope (SEM) was used for capturing images of fractured surface of areca nut husk fibre composites. Specimens were sputter coated with gold using sputter coater to improve conductivity and prevent charging of the specimen with the electron beam. Scanning Electron Micrographs of fractured surfaces of the FF, CF and CF + GF composite panels are shown in Fig. 15. Figure 15a–c represents the tensile fracture surfaces of composites containing FF, CF and CF + GF, respectively. Good bonding between fine fibre and matrix is observed in Fig. 15a, and no cracks are observed on the failure cross section. De-bonding of coarse fibre with epoxy matrix and crack formation in matrix from periphery of the coarse fibres are observed in Fig. 15b. After tensile test, glass fibres were pulled out from epoxy due to de-bonding of fibre and epoxy as observed in Fig. 15c. Figure 15d–f represent the fracture surfaces of composites containing FF, CF and CF + GF, respectively, after conducting flexural test. Pullout of fibres and crack formation in matrix at periphery of fibres are observed in both fine fibre and coarse fibre composite specimens after flexural failure (Fig. 15d, e). Figure 15g–i represents the fracture surfaces of composites containing FF, CF and CF + GF, respectively, after conducting impact test. All the composite specimens failed due to de-bonding mechanism during the impact test (Fig. 15g–i).

The SEM micrographs of composites made with FF, CF and CF + GF after, tensile test (a–c), flexure test (d–f) and impact test (g–i)
Conclusions
The following conclusions are drawn from the experimental study of composite panels cast with fine areca nut husk fibre, coarse areca nut husk fibre and coarse areca nut husk fibre sandwiched with glass fibre layers:
-
The chemical treatment of areca nut husk fibres resulted in undulated surface of fibres which improves mechanical bonding between fibres and epoxy matrix.
-
Tensile strength of epoxy composites made with fine areca nut husk fibre (15.1 MPa) is observed to be more when compared to that of epoxy composites made with coarse areca nut husk fibre (10.8 MPa) due to higher surface interaction of fine fibres with epoxy matrix.
-
Elastic modulus of composites made with coarse fibre (3.54 GPa) and fine fibre (3.2 GPa) have not changed significantly. Elastic modulus of coarse fibre sandwiched with glass fibre composites (4.4 GPa) is more when compared to that of pure areca fibre composites.
-
The average flexural strength of composites reinforced with fine fibre, coarse fibre and coarse fibres sandwiched with glass fibre are found to be 73 MPa, 66.7 MPa and 284 MPa, respectively.
-
The improvement in tensile strength and flexural strength of composites with fine fibre is due to increase in surface area of fibre which results in better interaction between fibre and matrix.
-
Coarse fibre composites (absorbed impact energy 6 J) absorb higher impact load than the fine fibre composites (absorbed impact energy 3.6 J).
-
Addition of two glass fibre layers to coarse areca nut husk fibre composites improves the mechanical properties (tensile, flexural and impact) of the composites.
References
V. Vilay, M. Mariatti, R.M. Taib, M. Todo, Effect of fiber surface treatment and fiber loading on the properties of bagasse fiber –reinforced unsaturated polyester composites. Compos. Sci. Technol. 68, 631–638 (2008)
S. Mohanty, S.K. Verma, S.K. Nayak, Dynamic mechanical and thermal properties of MAPE treated jute/HDPE composites. Compos. Sci. Technol. 66, 538–547 (2006)
S.K. Saw, G. Sarkhel, A. Choudhury, Dynamic mechanical analysis of randomly oriented short bagasse/coir hybrid fibre—reinforced epoxy novolac composites. Fibers Polym. 4, 506–513 (2011)
L. Yusriah, M.S. Salit, E.S. Zainudin, M. Mustapha, M. Jawaid, Effect of alkali treatment on the physical, mechanical, and morphological properties of waste betel nut (Areca catechu) husk fibre. BioResources 9(4), 7721–7736 (2014)
A. Rajan, J.G. Kurup, T.E. Abraham, Biosoftening of arecanut fibre for value added products. Biochem. Eng. J. 25, 237–242 (2005)
K.L. Pickering, M.G. Aruan Efendy, T.M. Le, A review of recent developments in natural fibre composites and their mechanical performance. Compos. A Appl. Sci. Manuf. 83, 98–112 (2016)
S. Dhanalakshmi, B. Basavaraju, P. Ramadevi, Areca fibre reinforced polypropylene composites: influence of mercerisation on the tensile behavior. Int. J. Mater. Sci. Manuf. Eng. 41(2), 2051–6851 (2014)
C.V. Srinivasa, A. Arifulla, N. Goutham, T. Santhosh, H.J. Jaeethendra, R.B. Ravikumar, S.G. Anil, D.G. Santhosh Kumar, J. Ashish, Static bending and impact behaviour of areca fibers composites. Mater. Des. 32, 2469–2475 (2011)
B.F. Yousif, N.S. Gill, T.W.L. Saijod, A. Devadas, The potential of using betelnut fibres for tribo-polyester composites considering three different orientations, in ASME International Mechanical Engineering Congress and Expositio (2008)
E. Jayamania, S. Hamdanb, M.R. Rahmanb, M.K.B. Bakri, Investigation of fibre surface treatment on mechanical, acoustical and thermal properties of Betelnut fibre polyester composites. Proced. Eng. 97, 545–554 (2014)
Hanifi Binici, Mustafa Eken, Mustafa Dolaz, Orhan Aksogan, Mehmet Kara, An environmentally friendly thermal insulation material from sunflower stalk, textile waste and stubble fibres. Constr. Build. Mater. 51, 24–33 (2014)
Ismail Demir, An investigation on the production of construction brick with processed waste tea. Build. Environ. 41, 1274–1278 (2006)
M.M. Thwe, K. Liao, Effects of environmental aging on the mechanical properties of bamboo-glass fibre reinforced polymer matrix hybrid composites. Compos. A 33, 43–52 (2002)
D.N. Nkayem, J.A. Mbey, B.K. Diffo, D. Njopwouo, Preliminary study on the use of corn cob as pore forming agent in lightweight clay bricks. J. Build. Eng. 5, 254–259 (2016)
B.M. Lekha, S. Goutham, A.U. Ravi Shankar, Evaluation of lateritic soil stabilized with Arecanut coir for low volume pavements. Transp. Geotech. 2, 20–29 (2015)
S.S. Kamath, D. Sampathkumar, B. Bennehalli, A review on natural areca fibre reinforced polymer composite materials. Ciência & Tecnologia dos Materiais. 29, 106–128 (2017)
S. Sasmal, V.V. Goud, K. Mohanty, Optimisation of the acid catalysed pretreatment of areca nut husk fibre using the Taguchi design method. Biosys. Eng. 110, 465–472 (2011)
Narendra Reddy, Yiqi Yang, Biofibers from agricultural byproducts for industrial applications. Trends Biotechnol. 23, 22–27 (2005)
M.M. Hassan, M.H. Wagner, H.U. Zaman, M.A. Khan, Physico-mechanical performance of hybrid betel nut (areca catechu) short fibre/seaweed polypropylene composite. J. Natl. Fibers. 7, 165–177 (2010)
J.L. Massingill Jr., R.S. Bauer, Epoxy resins Applied Polymer Science (Pergamon, Elesiver, 2000)
M.T. Paridah, A.B. Basher, S. SaifulAzry, Z. Ahmed, Retting process of some bast plant fibres and its effect on fibre quality: a review. BioResources 6(4), 5260–5281 (2011)
ASTM-D790, Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. (2003)
ASTM-D5628, Standard Test Method for Impact Resistance of Flat, Rigid Plastic Specimens by Means of a Falling Dart (Tup or Falling Mass). (2019)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Muralidhar, N., Kaliveeran, V., Arumugam, V. et al. A Study on Areca nut Husk Fibre Extraction, Composite Panel Preparation and Mechanical Characteristics of the Composites. J. Inst. Eng. India Ser. D 100, 135–145 (2019). https://doi.org/10.1007/s40033-019-00186-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40033-019-00186-1