
Abstract
In this study, chemical recycling products of waste poly(ethylene terephthalate) with oligoesters were used as new plasticizers for poly(vinyl chloride) (PVC). The preparation conditions of the dry blend mixtures of the suspension PVC containing synthesised plasticizers were similar to the conditions of the preparing mixtures with commercial plasticizers. The plasticization efficiency of PVC plasticizers was then examined by analysis of the mechanical, physical and chemical properties, as well as the thermal resistance and migration of plasticizer molecules from polymer matrix. Test results proved that compositions with synthesised oligomeric plasticizers possessed similar or better properties than those containing commercial oligomeric plasticizers and much better properties than those having monomeric plasticizers. Thermal stabilities of the proposed plasticizers were higher than those of the commercial plasticizers either monomeric (bis(2-ethylhexyl)phthalate) or oligomeric, despite the fact that the synthesised oligoesters did not contain any antioxidant. The best properties, especially low volatility, very good mechanical properties, low migration were resulted of the transesterification of the waste PET with oligoesters based on adipic acid, triethylene glycol and 2-ethylhexanol which were selected as plasticizers synthesised on the technical scale. The tested plasticized PVC compositions possessed very good tear resistance, tensile strength, decrease of weight loss after 168 h at 80 °C and low migration. Processing properties of PVC compositions containing these synthesised plasticizers confirmed their effectiveness in these compositions for extrusion process.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Plasticizers constitute roughly one-third of the world’s market of additives used in plastics processing, and their global consumption is estimated at 6.4 million tonnes per year [1]. The continuous growth in demand for plastic products also creates a growing demand for plasticizers. Currently, plastic processors have to choose from a wide range of plasticizers available on the market. Each plasticizer is made for a given application and produces an end product with specific functional properties.
Plasticizing generally leads to changes in the thermal and mechanical properties of the plasticized polymer, e.g., lowering of glass transition temperature, and consequently, a lowering stiffness of the material at room temperature; reducing the force necessary to induce deformation; increasing the elongation-at-break and impact resistance values. For this purpose, either external plasticizers, in the form of the low molecular weight or oligomeric compounds added to the polymer or internal plasticizers which are incorporated in the polymer during the copolymerization process were used. The introduction of a plasticizer into the matrix of a specified polymer significantly changes its sensitivity to the processing by reducing the viscosity of the melt of the processed composition [2]. The properties of ideal plasticizers are included as highly compatibility with polymers, stability at high and low temperature environments, lubricating sufficiently over a wide range of temperatures, insensitivity to ultraviolet (UV) radiation, leaching and migration resistant, low cost, and fulfillment with health and safety regulations [3]. The most common plasticizers which are at their monomeric conditions are included phthalates, adipates, and benzoates.
In the poly(vinyl chloride) (PVC) industry, phthalates and more specifically, bis(2-ethylhexyl) phthalate (DEHP) are widely used as plasticizers, constituting more than 80% of all the plasticized PVC on the market [2, 4]. The disadvantages of monomeric plasticizers include the lower resistance of the bond line to heat and their possible migration. In addition, this group of phthalate plasticizer compounds demonstrates a certain degree of toxicity, due to their tendency to sweat out from the plastic, have a significant impact on human health and the natural environment [1, 5]. This has led many countries to introduce new and restrictive regulations on the use of phthalate plasticizers in the flexible PVC products [6, 7]. The latest research on the synthesis of plasticizers is focused on the technological requirements, their elution, and migration from the polymer matrix, volatility, decomposition, as well as the elimination of human health hazards.
Various methods have been proposed to reduce the migration of plasticizers from PVCs using: (1) polymeric or oligomeric plasticizers, generally saturated polyesters [8] e.g., oligoisosorbide esters [9], (2) alternative to phthalates non-toxic plasticizers such as di(2-ethylhexyl) adipate, acetylated tributyl citrate [3], phenol alkyl sulfonate plasticizer, diethylene glycol dibenzoate, dipropylene glycol dibenzoate [4], and lactones-based aliphatic copolyesters [10], and (3) natural-based plasticizers such as epoxidized triglyceride vegetable oils from soybean oil, linseed oil, castor oil, sunflower oil, rice bran oil [11–13] and compounds from renewable bio-sources, e.g., cardanol and its derivatives [14].
The objective of the presented work was to fully replace the currently used low molecular weight toxic phthalate-based plasticizers in PVCs with the environmentally friendly materials. This study presents the use of the new oligomeric ester plasticizers which we have obtained from poly(ethylene terephthalate) (PET) waste [15] as the primary PVC plasticizers.
Experimental
Materials
Polanvil S 70 (K value = 69.1; apparent bulk density = 0.505 g/cm3; plasticizer absorption = 29 g/100 g; average grain size = 0.13 mm; residual VCM = 0.7 ppm; \(\overline{{M_{w} }}\) = 83,600 g/mol and dispersity = 2.2) is a suspension PVC (Z.A. Anwil Wloclawek, Poland) which was used to prepare plasticized PVC compositions. PET flakes (Industrie Maurizio Peruzzo POLOWAT, Poland, \(\overline{{M_{w} }}\) = 50,000 g/mol); anhydrous 2-ethylhexanol (Grupa Azoty Zakłady Azotowe Kędzierzyn, Poland), adipic acid and triethylene glycol (Brenntag, Poland) were used in the synthesis of the plasticizers. All reagents were used as purchased without further purification. Fascat 4100 and butyl stannoic acid were used as catalyst.
Synthesis of plasticizers
For economic considerations, analysis of the properties (volatility, viscosity) of the plasticizers synthesised on the laboratory scale is needed. On the other hand, the results of preliminary physical and mechanical studies of PVC compositions constituted the main criterion for the decision to carry out the synthesis of the PETTEAd plasticizer on the technical scale.
The oligoester plasticizers synthesised in the transesterification of PET with aliphatic oligoesters, derivatives of dicarboxylic acid (adipic or azelaic), and the following glycol types: ethylene, dipropylene, triethylene or 1,4-butanediol and interchangeably glycerine. The obtained plasticizers were named as follows:
-
PETDEAz-azelaic acid with diethylene glycol and a 2-ethylhexanol end-group;
-
PETDPAd-adipic acid with dipropylene glycol and a 2-ethylhexanol end-group;
-
PETDPAz-azelaic acid with dipropylene glycol and a 2-ethylhexanol end-group;
-
PETBDAd-adipic acid with 1.4-butanediol and a 2-ethylhexanol end-group;
-
PETBDAz-azelaic acid with 1.4-butanediol and a 2-ethylhexanol end-group;
-
PETDPAdGl-adipic acid with glycerine and dipropylene glycol and a 2-ethylhexanol end-group;
-
PETDPAzGl-azelaic acid with glycerine and dipropylene glycol and a 2-ethylhexanol end-group;
-
PETDEAzGl-azelaic acid with glycerine and diethylene glycol and a 2-ethylhexanol end-group;
-
PETTEAd-adipic acid with triethylene glycol and a 2-ethylhexanol end-group.
DEHP (Boryszew SA, Poland) and an oligomeric plasticizer designated as H-1 (adipic oligoester, Lanxess, Germany) were used as commercial plasticizers to be compared with the synthesised samples. The results of the molecular weight determinations of the used plasticizers by SEC are shown in Table 1. Calcium-zinc BP MC 8656-ST (Baerlocher, Germany) as a thermal stabiliser, and epoxidised soybean oil (Ergoplast ES, Boryszew, Poland) and technical stearic acid (Brenntag, Poland) were also used. The softened PVC formulations are shown Table 2.
Synthesis of the plasticizers was carried out according to the same method as described earlier elsewhere [15] using adipic acid, triethylene glycol, 2-ethylhexanol and waste PET in a reactor with a capacity of 2000 kg. The obtained product was characterised using NMR spectroscopy, and thermal analyses (DSC, TGA) and was tested for volatility.
1HNMR (300 MHz, CDCl3): δ 0.83–1.01 (–CH3); 1.22–1.80 (–CH2–); 2.26–2.44 (–CH2–C(=O)–); 3.58–4.75 (–CH2–O–, >CH–O–); 8.03–8.19 (HAr) (Fig. 1).

1HNMR (CDCl3, 300 MHz) spectrum of the product of the transesterification of PET with TEAd (PETTEAdts)
Sample preparation and formulation
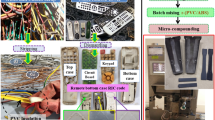
The softened PVC formulations included polymer, plasticizer, calcium-zinc BP MC 8656-ST (Baerlocher, Germany) thermal stabiliser, epoxidised soybean oil (Ergoplast ES, Boryszew, Poland) and technical stearic acid (Brenntag, Poland) (Table 2). Compositions were prepared in a high-speed, hot–cold mixer (MDF-30 type, Metalchem Torun, Poland). To achieve proper dispersion of the individual components of the composition, the mixture was stirred in a hot mixer up to temperature of 130 °C. The plasticizer was added to the mixer at 70 °C. The obtained dry blends of PVC were extruded by using a laboratory extruder to obtain granules, which were then pressed. The compressed tiles were used to prepare samples for tests.
Characterization
The thermal stability studies were carried out on a Mettler-Toledo TGA/SDTA 851e analyser (Switzerland) at a heating rate of 20 °C/min from 25 to 600 °C under nitrogen atmosphere with a gas flow rate of 60 mL/min. Experiments were performed in an aluminium oxide pan. The volatilization of the plasticizers was determined using the isothermal thermogravimetry method at 180 °C for 60 min under nitrogen atmosphere with a flow rate of 60 mL/min from a starting temperature of 25 °C to an isothermal testing temperature. The samples were heated at a rate of 50 °C/min. After establishing the isothermal conditions (programmed temperature), the weight loss of each sample was taken as the starting value. The deviation of the real temperature value from the programmed temperature value amounted to approx. ±0.25 °C. The volatility of the plasticizers was also determined by the authors’ own method. The tested plasticizers samples were placed in the Petri dishes (100 mm diameter) in an oven without air circulation for 2 h at temperatures from 160 to 180 °C, and the obtained values (expressed in %) were calculated on the basis of the mass loss of the samples.
Molecular weight was measured by means of size exclusion chromatography analysis (SEC) using a Waters system equipped with refractive index detector. Two 300 × 7.5 mm Pl-gel μm Mixed C columns (Polymer Laboratories, USA) were used and maintained at 40 °C. Fisher Chemical’s tetrahydrofuran (THF) was used as eluent at a flow rate of 1 mL/min. Polystyrene standards (Polymer Laboratories, USA) were used to calibrate the system.
Differential scanning calorimetry (DSC) of the samples was performed using a DSC 822e/700 model Mettler-Toledo calorimeter (Switzerland). The specimens of 6–8 mg were heated from −70 to 150 °C at a rate of 20 °C/min and cooled with the same rate in an atmosphere of nitrogen with a flow rate of 60 mL/min. The samples were hermetically closed in aluminium DSC capsules. The glass transition temperature was determined during the second heating run.
The hardness of the plasticizers was determined according to EN ISO 868:2005 Shore Hardness A. Determination of the plasticizer migration from the plastic was carried out as per EN ISO 177:2003. Polyethylene film was used as an absorbing material. Tensile strength and elongation-at-break values were determined acc. EN ISO 527-2.
Plastographic tests of the prepared compositions were performed using a Brabender Plasti-Corder rheometer (Brabender® GmbH & Co. KG, Germany), a W30H mixer while maintaining the following constant measurement conditions: mixer temperature = 150 °C; rotor RPM = 30/min; and sample weight = 26–28 g. The require time to achieve the individual stages of the composition plasticization process, gelation time of the composition, torques, mass temperature and energy consumed in the subsequent stages of PVC melting were recorded in the course of the measurements.
Results and discussion
In general, plasticization reduces the relative number of polymer–polymer contacts by introducing interactions between the plasticizer and polymer molecules as well as between the plasticizer molecules themselves. Consequently, plasticizers improve processability, flexibility, durability and in some cases, reduce the cost of the product [16]. Plasticization efficiency is mostly related to the chemical structure of the plasticizer molecules and their compatibility with the polymer. To compare the different plasticizers, volatility, thermal stability and glass transition temperature as three basic physical and chemical properties were determined for the oligoesters we have obtained from waste PET, commercial DEHP and adipic oligoester (H-1). The plasticization efficiency of PVC plasticizers was then examined by analysis of the mechanical, physical and chemical properties (tensile strength, elongation-at-break, hardness, glass transition temperature) as well as the thermal resistance and migration of plasticizer from the polymer matrix.
In laboratory scale
The laboratory tests described earlier led us to assume that waste PET may be a valuable raw material for obtaining oligoester plasticizers for PVC [15]. Two dicarboxylic acids, i.e., adipic acid and azelaic acid and four glycols including diethylene, dipropylene, triethylene and 1,4-butanediol were selected for this process. Glycerin was also used for synthesis in order to obtain branched plasticizers which according to the literature are more permanent than the equivalent but linear plasticizers. Since branching tends to hinder movements or entangles of the plasticizer molecules within the polymer matrix, making it more difficult for them to migrate or to be removed by volatilization or extraction [8].
The new method for the synthesis of these plasticizers consists of two successive steps. The first stage involves the synthesis of oligoesters from dicarboxylic acid, glycol and 2-ethylhexanol. It was conducted until an acid value of less than 10 mg KOH/g was achieved. The second stage, on the other hand, involves the transesterification of waste PET using the previously synthesised oligoester and the Fascat 4100 catalyst until a hydroxyl and acid value of less than 10 mg KOH/g was achieved. This made it possible to assume that the obtained oligoesters had 2-ethylhexanol ends on the both sides. Based on the analysis of 1HNMR spectrum (Fig. 1), it is also revealed that no free function groups, i.e., hydroxyl or carboxyl groups were present. Additionally, signals originating from protons of methylene groups (1.25–1.75 ppm) and aromatic rings (8.00–8.25 ppm) confirmed the expected course of the transesterification reaction.
The volatility and thermal stability of the synthesised plasticizers, and comparatively, the DEHP and commercial oligomeric plasticizer were determined via the oven method at temperatures of 160, 170 and 180 °C (Fig. 2). Determination were also made of the temperatures at which there were losses of 3 and 5 wt% in mass, the temperature of decomposition, as well as the weight loss value after 1 h in isothermal conditions at a temperature of 180 °C under the atmosphere of nitrogen by TGA (Table 3).

Variation of the volatility of the plasticizers at temperatures of 160–180 °C
The greatest volatility, especially at 180 °C was demonstrated by the DEHP monomeric plasticizer. As expected, all of the synthesised oligoester plasticizers were characterised by lower volatility (below 2%) compared to the volatility of the commercial DEHP plasticizer. The lowest values, less than 1% were demonstrated by PETBDAz and PETTEAd which are even better results than the plasticized PVC with commercial oligomeric plasticizer (H-1).
Based on the determined decomposition temperature values of the tested plasticizers, it was found that all the synthesised plasticizers are characterised by markedly higher thermal stability compared to the thermal stability of the monomeric and commercial oligomeric plasticizers. The PETDEAzGl plasticizer was the most thermally stable (decomposition temperature: 445.8 °C). Similarly, the temperatures correlated with 3 and 5% weight losses were also higher for the PETDEAzGl plasticizer. This significant difference between synthesised and commercial plasticizers allows expecting the possibility of reduction of the amount of the used stabiliser (which is very often bisphenol A-BPA). Unfortunately, BPA has an adverse effect on human health, especially on the endocrine system [17].
Mass loss values in isothermal conditions under nitrogen atmosphere was varied, and in many cases similar to those for the commercial products. However, it must be noted that the synthesised products were not stabilized intentionally in order to show their real thermal stability and volatility at elevated temperatures. Taking into account the functional properties, the commonly accepted method for estimation of the plasticizer effectiveness is the determination of the hardness of the modified material at room temperature (Table 4). As can be seen in Table 4 the mechanical properties of the plastificates containing the analysed plasticizers were depended on the molecular weight and the structure of the plasticizer used, as well as on its quantity which for comparison was kept the same. The hardness of the samples containing oligomeric plasticizers was slightly greater than that of the samples containing DEHP. The overall tendency suggests that hardness increases with the molecular weight of the plasticizer [2]. However, these samples were characterised by greater tensile strength than those containing the monomeric plasticizer. In addition, in the most cases, the elongation of the dicarboxylic acid chains had a positive impact on the resulting mechanical properties. The best results (tensile strength values over 26 MPa) were obtained for three plasticizers: PETDPAd, PETDPAzGl and PETTEAd.
The mechanical properties of plasticized PVC are also affected by the amount and structure of the plasticizer used. For a plasticizer to be effective and useful in PVC, it must contain two types of structural components, namely polar and non-polar ones. The polar unit/group of the molecule is bound reversibly with the PVC polymer chain and is responsible for the softening of its matrix. The solvation power of the non-polar portion of the molecule on PVC, however, is not significant enough to destroy the arranged (crystalline) structure of the polymer. In other words, the plasticizing efficiency of plasticizers depends on the ratio of particular components in the molecule, i.e., polar groups (esters and ethers), non-polar polarizable groups (benzene rings), and non-polar non-polarizable groups (alkyl and alkyne chains). The balance between the polar and non-polar portions of the molecule is critical to controlling its solubilizing effect and when a plasticizer is too polar, it can destroy PVC crystallites, and when it is too non-polar, compatibility problems can arise [18].
In addition to the molecular weight of the plasticizer, the rate of plasticizer diffusion in the polymer matrix is one of the most important factors determining its effectiveness. Some symptoms of the system instability are excessive and rapid sweating out of the plasticizer, which leads to the deterioration of the mechanical properties. Plasticizing efficiency improves with the rate of diffusion into the morphological structures of the polymer. Although the diffusion rate of the small-particle monomeric plasticizers is high, such systems are unstable which can be related to the rapid migration of the plasticizer from the polymer matrix. The migration of all the synthesised plasticizers was lower than that observed for the monomeric DEHP (Fig. 3). The lowest migration values were noted for the plasticizers containing 1,4-butanediol glycol (Compositions 5 and 6) or triethylene (Composition 10) and adipic acid. The plasticizers containing glycerine molecules in their structure (Compositions 7, 8 and 9) demonstrated a slightly higher migration value. This may be the result of a greater molecular weight distribution among these samples and a possibly higher content of molecules with a lower weight. The migrations of plasticizers present in the compositions 5, 6 and 10 are comparable to the migration value of the commercial oligomeric plasticizer (Composition 11).

Variation of the migration of the plasticizers from the softened PVC samples
In technical scale
Based on earlier test results, a plasticizer for synthesising on a technical scale in a reactor with a capacity of 2000 kg was selected. The crucial properties for plasticizer selection included low volatility, very good mechanical properties, low migration, as well as economic aspects, that is, the price of the raw materials used for obtaining the plasticizer. In the technical scale, plasticizer containing adipic acid, triethylene glycol, 2-ethylhexanol and waste PET was synthesised [PETTEAdts (ts-technical scale)]. Analogical properties to those for the plasticizers obtained on a laboratory scale were determined for the obtained product. The results shown below are compared to the values for the DEHP and the commercial polymeric plasticizers (Table 5).
The plasticizers selected above were used to prepare the dry blend type compounds. The plastificates containing the plasticizer synthesised on the technical scale (Composition 12) were analysed and compared with the samples containing DEHP (Composition 1) and the commercial oligomeric variety (Composition 11). To determine the processing properties and functional performance of one of the selected synthesised PETTEAdts plasticizers, a plastographic assessment of the PVC blend containing this plasticizer was carried out. The established parameters were compared with those determined for the PVC blend samples containing monomeric and oligomeric commercial plasticizers. The results of the plastographic measurements are shown in Fig. 4 and in Table 6.

A sample torque curve of the PVC composition containing 50 phr of PETTEAdts plasticizer; A point of loading, B minimum point of mixing, G inflection point, X maximum point of gelation, E equilibrium state, t gelation time
In the case of polymer plasticization, compatibility should be interpreted as the ability to create a homogeneous system consisting of a polymeric matrix and plasticizer. Homogenization of the polymer–plasticizer system already takes place when the two substances are initially mixed. The subsequent intensive process assisted by thermal and mechanical (shear) energy takes place at the processing stage. What is important is that the obtained polymer melt, after gelation and cooling, was thermodynamically stable. A lack of or limited compatibility of the plasticizer with the polymer will be apparent at the processing stage. In such cases, the compositions show much longer gelation time or they do not gel altogether and delaminate.
The gelation time (t g) of the PVC composition containing PETTEAd was longer than those of the monomeric (DEHP) and the oligomeric (H-1) plasticizers. Following the gelation stage, the homogenization of the PVC blend melt proceeds under similar conditions for both the composition containing the commercial polymeric plasticizer as well as for the evaluated PETTEAdts plasticizer, as evidenced by similar M E torque values and the total W 5 energy value (Table 5). Every PVC composition requires a precise determination of the optimum conditions for its processing. Based on the plastographic studies, it can be concluded that the use of the PETTEAdts plasticizer in PVC compositions requires processing at slightly higher temperatures of the plasticizing system.
The synthesised PETTEAdts oligomeric plasticizer gave the softened PVC samples the very good tear resistance, tensile strength, decreased weight loss after 168 h at 80 °C and low migration (Table 7). These samples, however, were least resistant to changes in the tensile strength and relative elongation-at-break values caused by thermal ageing. This is most probably a result of the lack of an antioxidant (e.g., bisphenol A) in the sample of the synthesised plasticizers. These substances are usually included in the commercial plasticizers.
Conclusion
The properties of the PET-based synthesised oligoesters, including volatility and weight loss proved that they can be used as PVC plasticizers. This is also confirmed by the achieved hardness, tensile strength and relative elongation-at-break values. Despite the fact that the synthesised oligoesters did not contain any antioxidants, their thermal stability was higher than the stability of the monomeric plasticizer and its oligomeric variety which are sold commercially and used in industry. The determined gelation time for the composition containing the PETTEAdts plasticizer was longer compared to those of the monomeric and polymeric versions. However, it fully meets the criteria determining whether a plasticizer is suitable for the processing of PVC compositions. The most significant of the resistance changes observed are most likely caused by the lack of additional thermal stability. It would be advisable to carry out further work on the possibility of using PET-containing oligoester plasticizers for industrial purposes.
References
Selvaraj KK, Sundaramoorthy G, Ravichandran PK, Girijan GK, Sampath S, Ramaswamy BR (2015) Phthalate esters in water and sediments of the Kaveri River, India: environmental levels and ecotoxicological evaluations. Environ Geochem Hlth 37:83–96
Wypych G (2004) Handbook of plasticizers. Chem Tech Publishing, Toronto-New York
Rahman M, Brazel CS (2004) The plasticizer market: an assessment of traditional plasticizers and research trends to meet new challenges. Prog Polym Sci 29:1223–1248
Kastner J, Cooper DG, Marić M, Dodd P, Yargeau V (2012) Aqueous leaching of di-2-ethylhexyl phthalate and “green” plasticizers from poly (vinyl chloride). Sci Total Environ 432:357–364
Sunny MC, Ramesh P, George KE (2004) Use of polymeric plasticizers in polyvinyl chloride to reduce conventional plasticizer migration for critical applications. J Elastom Plast 36:19–31
Pielichowski K, Świerz-Motysia B (2006) Influence of polyesterurethane plasticizer on the kinetics of poly(vinyl chloride) decomposition process. J Therm Anal Calorim 83:207–212
Fenollar O, Sánchez-Nacher L, García-Sanoguera D, López J, Balart R (2009) The effect of the curing time and temperature on final properties of flexible PVC with an epoxidized fatty acid ester as natural-based plasticizer. J Mater Sci 44:3702–3711
Marcilla A, García S, García-Quesada JC (2004) Study of the migration of PVC plasticizers. J Anal Appl Pyrol 71:457–463
Yin B, Hakkarainen M (2011) Oligomeric isosorbide esters as alternative renewable resource plasticizers for PVC. J Appl Polym Sci 119:2400–2407
Zhou J, Ritter H (2011) Copolyesters as non-toxic plasticizers. Polym Int 60:1158–1161
Nihul PG, Mhaske ST, Shertukde VV (2014) Epoxidized rice bran oil (ERBO) as a plasticizer for poly(vinyl chloride) (PVC). Iran Polym J 23:599–608
Lakeev SN, Maydanova IO, Mullakhmetov RF, Davydova OV (2016) Ester plasticizers for polyvinyl chloride. Russ J Appl Chem 89:1–15
Jia PY, Feng GD, Hu Y, Zhou YH (2016) Synthesis and evaluation of a novel N-P-containing oil-based fire-retardant plasticizer for poly(vinyl chloride). Turk J Chem 40:65–75
Calò E, Greco A, Maffezzoli A (2011) Effects of diffusion of a naturally-derived plasticizer from soft PVC. Polym Degrad Stabil 96:784–789
Langer E, Waśkiewicz S, Lenartowicz-Klik M, Bortel K (2015) Application of waste poly(ethylene terephthalate) in the synthesis of new oligomeric plasticizers. Polym Degrad Stabil 119:105–112
Mekonnen T, Mussone P, Khalil H, Bressler D (2013) Progress in bio-based plastics and plasticizing modifications. J Mater Chem A 1:13379–13398
Waśkiewicz S, Zenkner K, Langer E, Lenartowicz M, Gajlewicz I (2013) Organic coatings based on new Schiff base epoxy resins. Prog Org Coat 76:1040–1045
Wilkes C, Summers J, Daniels C (2005) PVC Handbook. Carl Hanser Verlag, Munich
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Langer, E., Waśkiewicz, S., Bortel, K. et al. Application of new oligomeric plasticizers based on waste poly(ethylene terephthalate) for poly(vinyl chloride) compositions. Iran Polym J 26, 115–123 (2017). https://doi.org/10.1007/s13726-016-0502-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-016-0502-0