
Abstract
The recycling of quaternary plastic wastes irrespective of their chemical nature into a value-added material has been investigated in this paper. Household plastic wastes like polyethylene terephthalate bottles, polyethylene bags, polyvinyl chloride sheets, and polypropylene decorative ribbons were recycled based on their polarity by utilizing poly (ethylene-co-methacrylic acid) copolymer sodium ion. The composition of the blend is varied by altering the level of loading of a two-phase compatibilizer. The composition with 7 wt% loading of compatibilizer showed improved properties than the neat blend. Tensile strength and elongation at break (%) improvement of 117% and 485%, respectively reflected in the composition containing 7 wt% of ionomer as a compatibilizer on comparing with 0 wt% of ionomer, making them ideal composition. The compatibilization and improved mechanical performances were supported by nanometric level phase morphological characteristics. The stability and thermal degradation of the compositions are discussed through thermal analysis. Comparative study on repeated processing up to three cycles and their compatibilization mechanism based on polarity has been reported here.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Plastic waste is a burning issue for our modern world. Every country is battling to overcome the trouble related to plastic waste. Recycling of plastic waste become a popular phrase in the twenty-first century. The recycling process transforms the waste materials into a useful end product. Although recycling and reuse of plastic wastes are discussed every day; the accumulation of plastics is increasing from industrial and domestic usages making them harder to handle. In earlier days, metals and glasses are widely used for packaging applications [1]. The major portion of earlier packaging materials are replaced by PET bottles and polythene bags. PVC has become a universal plastic for different domestic applications. Its wide range of applications includes pipes, flexible sheets, packaging applications and more are very common nowadays. Household applications are now made in various synthetic plastics, which are hard to recycle. It eventually ends up as landfill/ocean fill; polluting the environment. Among the plastic waste accumulation, polyethylene is the major volume fraction followed by polypropylene. Other plastics like polyethylene terephthalate and polyvinyl chloride can also be found extensively [2]. Since the accumulation process generally happens in bulk rate, separation of materials before recycling is necessary. The conventional separation process like froth flotation and hydro clone are limited to size fractions. Zhao et al. [3] has reported a two-step magnetic levitation for the separation of plastic waste. The two-step separation process is time-consuming and economically not feasible for everyday industrial trials. Although disposal techniques and recycling methodologies are introduced by many communities, a small percentage of it is globally adopted. In 2018, around 11.1 billion plastics entangled across the Asia-Pacific region [4].
Therefore, the recycling process has been improvised by making polymer blends. Plastic wastes are blended alone or with virgin materials to reduce environmental impacts [5]. Plastic wastes like HDPE are mixed with cement for the development of lightweight materials [6]. In composites, plastic wastes are used as a part of concrete materials [7]. Virgin HDPE along with waste HDPE showed better absorption; while PET bottle waste with polycarbonate used for construction showed improvement in mechanical properties [8]. Although recycled bottles are used for construction, still mix design and feasibility are question marks. PVC waste is blended with polyurethane and reused as a modifier in PVC formulations [9]. In the case of mixed plastic wastes, although impact strength was in an acceptable range, other mechanical properties deterioration were higher [10, 11]. So, the compatibilization of mixed plastic wastes was adopted as a blending strategy. Compatibilizers act as an interfacial agent, which reduces the interfacial tension of the participating materials. This prevent coalescing of interphase [12]. Block, graft or random copolymers are added to achieve the effect of compatibilizations in immiscible blends. A random copolymer of styrene and 3-isopropenyl-a, a-dimethylbenzene isocyanate was used to blend of polystyrene/polyamide [13]. Maleic anhydride grafted polyethylene improved blending of LDPE/PA6 [14]. Apart from common compatibilizers; acrylonitrile butadiene rubber [15], maleic anhydride polyethylene (MAPE) and SEBS-g-MA [16] were used to improve the miscibility of different immiscible blends.
In order to overcome the difficulty in the recycling of mixed plastic materials, compatibilization strategy based on the polarity of plastics by ionomers is introduced. Ionomers are a class of copolymers containing less than 15 mol% of ionic groups. This type of polymer contains electrically neutral repeating units and ionized units covalently bonded to the polymer as a pendent group moiety. Due to its dual polar characteristic, it can be used as a compatibilizing agent in blends of polymer with different polarities. Poly (ethylene-co-methacrylic acid) copolymer sodium ion, a class of copolymer containing 4.1 mol% of methacrylic acid has been used here as a compatibilizer. Since these copolymers contain ionic groups, these materials show a significant influence on mechanical properties and promote better adhesion between polymers. As they are semi-crystalline in nature; making them easier to dissolve in the polymer blend at temperature and easing the recycling process. Indeed, our strategy was to analyse and evaluate the recycling efficiency of different plastic wastes irrespective of their nature in the presence of an ionomer. Mechanical and thermal behaviour of the mixed plastics are analysed in the presence of a varied level of ionomer. The morphological characteristics are correlated to their property improvements. Recycling and re-processability have been checked up to three cycles to estimate their long term re-cyclability.
Experimental Procedures
Materials
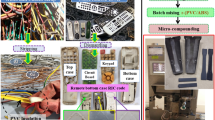
Household plastic wastes like polyethylene terephthalate bottles, polyethylene bags, polyvinyl chloride sheets, and polypropylene ribbons (Fig. 1) were used in this research. Poly (ethylene-co-methacrylic acid) copolymer sodium ion was purchased from M/S Dupont Ltd. India and was used as a compatibilizer.

Plastic waste materials used for recycling
Recycling Scheme
After collecting, the commonly generated household plastic wastes like polyethylene terephthalate bottles, polyvinyl chloride sheets, polypropylene ribbons, and polyethylene bags, they were thoroughly washed with water and dried prior to processing. The materials were shredded into flakes and dried in an oven at 50 °C for 24 h. Poly (ethylene-co-methacrylic acid) copolymer sodium ion referred to as ionomer was dried in an oven at 40 °C for 24 h before processing.
The materials were selected based on their different chemical nature. Two polar polymers (polyethylene terephthalate bottle flakes, polyvinyl chloride sheet flakes) and two non-polar polymers (polyethylene bags, polypropylene ribbons) were chosen for recycling. Blending/recycling of these mixed plastic wastes was done at a standard weight ratio of 3:1 [17] as per our previous paper, while the percentage of ionomer was varied. All four materials selected for recycling occupy a large share in plastic waste and as a solution for reducing plastic wastes efficiently in lesser time, we added equally same amount of PVC, PET, and PP, PE in composition. In order to study the improved properties and morphological stability, the compatibilizer is loaded at a varied amount, maintain the equal mass ratio of remaining.
Ionomer was added at the varying weight percentage of 0 wt%, 3 wt%, 7 wt% and 10 wt% (Table 1). Thermo Scientific HAAKE MiniCTW Micro compounder and HAAKE MiniJet piston injection molding system was used for mixing the components followed by sample preparation.
The profile of the system is shown in Fig. 2. The micro conical twin-screw in micro compounder melts and homogenizes the plastic wastes. The homogenized melt was transferred to an injection molding system where recyclate was molded. The micro compounder was maintained at 285 °C, rpm of 30–80 and the mixing time was 5–7 min. The cylinder of the injection unit was maintained at 285 °C, mold temperature of 70 °C, injection pressure around 450 bar and time is set to 6 s.

Schematic representation of mechanical recycling of four plastic wastes along with ionomer
The scheme of reprocessing is shown in Fig. 3. The first set of molded specimens (first extrudate) after testing was broken into small flakes for further processing. The reprocessed materials were remolded (second extrudate). The second extrudates were tested and characterized in a similar pattern as the first extrudate. Again the specimens were cut into smaller flakes for final reprocessing. The second extrudate specimens were reprocessed and remolded for a final time (third extrudate). The third extrudates were tested in a similar pattern like the first extrudate. Thus, the properties of the samples were characterized and analyzed up to three cycles.

Pictorial representation of re-processing of plastic wastes
Characterization Techniques
FTIR spectra of plastic wastes were characterized using FTIR spectrometer (PerkinElmer FTIR, UATR spectrum Two) in attenuated total reflectance (ATR) mode. The plastic wastes are characterized at the wavenumber range of 4000–500 cm−1 at a scan rate of 4 cm−1 and an average of 16 scans per sample. The mechanical testing was performed using (model No 3365, Instron Co., Macclesfield, UK) Instron Universal Testing machine following ASTM D638 standard, with a load cell of 5 kN at a crosshead speed of 10 mm/min. A set of three samples in every composition were tested and their average was reported. EXSTAR TG/DTA 6300 (SII Nanotechnology) was used to study thermal stability and degradation of all compositions. Under a nitrogen atmosphere, 10 mg of a sample was analyzed at the rate of 10 °C/min by placing it in a crucible alumina pan. Weight change of the material with temperature was analyzed. Repeatability was checked three times. Field Emission Scanning Electron Microscopy from MIRA3 TESCAN, USA was used to analyze the morphological characteristics. Using backscattering electrons, a two-dimensional surface of the object was produced by operating at an accelerating voltage of 5 kV in a vacuum. Atomic force microscopy analysis was performed by using the Multi-Mode Scanning Probe Microscope model (Bruker Dimension Icon AFM, USA) at room temperature. Three-dimensional images were produced by using scan assist mode probes at constant amplitude using etched silicon tip. The obtained images were further analyzed by image analysis software NanoScope 1.4 and based on the theoretical concepts available [18, 19] power spectral density analysis was performed.
Results and Discussion
Mechanical Properties
Mechanical behavior for four plastic waste mixtures (PET/PVC/PP/PE), with different loadings of compatibilizer (EMAA Ionomer), are shown in Fig. 4.

Mechanical behavior of all blends of waste polymer varying ionomer loading
The composition without ionomer (0 wt%), behaves brittle while other compositions with ionomer exhibit ductile failure. With 3 and 7 wt% loading of ionomer, strain hardening effect and necking of the samples are observed. In Fig. 5, the composition with 7 wt% of ionomer loading showed high stress with low strain values. On the other hand, 3 and 10 wt% sample showed the increase of mechanical behavior on comparing with 0 wt%, but poor property than 7 wt% loading of ionomer.

Mechanical behavior as a function of the weight of ionomer
A comparison of the mechanical properties of blends with different weight percentages of ionomer is shown in Table 2. Although plastic blends of different plastic wastes are reported earlier, the properties are changed for mixed plastic wastes. The tensile strength improvement blends with other compatibilizer is below 50% and 90% [20,21,22] as reported in literature. EMAA ionomer as compatibilizer showed an increase in mechanical properties with ionomers ranging from 3 to 10 wt%. With 0 wt% loading, the material experienced tensile strength of around 11 MPa, which is lower than all other compositions due to the incompatible nature of mixed plastic wastes. While 3 wt% of ionomer improved the mechanical strength of around 21 MPa, with 7 wt% of ionomer, the tensile strength improvement is around 24 MPa. This indicates the efficiency of EMAA ionomer as a compatibilizer for PP/PE/PET/PVC. When the ionomer was added in excess (10 wt%), it tends to agglomerate and made hindrance to uniform stress distribution. The effective compatibilization with an improved tensile strength of around 117% utilizing a non-toxic ionomer of 7 wt% for PE/PP/PET/PVC is reported for the first time.
Adding ionomer to the plastic waste blend has also improved Young’s modulus and elongation at break of the materials. With loading of 7 wt% of ionomer, around 85% modulus was improved and 70% of elongation break was achieved from 4% compared without loading of ionomer. Thus, among all compositions, 7 wt% of the ionomer loaded specimen showed a synergistic effect which make them an ideal composition.
Thermal Analysis
The thermogravimetric curves of blends with varied loading of ionomers show the thermal stability of the compositions and their readings are mentioned in Table 3. Multiple decompositions are hard to differentiate when the blends compose different polymers due to its increase in grafting degree [23]. The DTG curve (Supplementary Information—Figs. S1 and S2) for all compositions are shown in supplementary. With 0 wt% of ionomer the sample shows doublet, which indicate their immiscible behaviour. But while, the composition is with ionomer, it shows a sharp peak; this confirms that the addition of ionomer has introduced compatibility in the blend system. This compatibility is responsible for strength and modulus improvement in the blends. Plastic waste blend with 3, 7 and 10 wt% of ionomer showed a peak temperature of 445 °C, 454 °C, and 453 °C. Among them, plastic waste blend with 7 wt% showed maximum thermal stability of around 454 °C. This indicates synergistic effect thermal and mechanical properties improvement with addition of 7 wt% ionomer in blend of waste polymers. The value of 50% decomposition temperature was measured from the 50% mass loss. For blend without ionomer 50% mass loss possess a lower value of 428 °C whereas, the blend with ionomer shows the highest value of 432 °C. This supports the fact that the ionomer added to mixed plastic wastes acts as an efficient compatibilizer among which 7 wt% showed the highest thermal property, supporting mechanical performance.
Morphology
The compatibilization can also be confirmed by analysing the phase morphology of the samples. In general, twin-screw extruder produces polymer blends with better homogeneity [24]. FESEM of the sample without compatibilizer (0 wt%) showed microstructural phase separations at the nanoscale (Supplementary Information—Fig. S3). After the addition of ionomers, the blend was observed to have better homogeneity in comparison to the neat plastic waste blend. The non-polar PP and PE in the presence of polar polymers tends to nucleate resulting in polypropylene spherulites. When ionomers are added to the mixing process, the segmental motion of polypropylene gets restricted. It eventually results in size reduction of crystallites or spherulites giving rise to smaller dimensions. In the case of the mixed plastic waste blend, it was observed nono-dimension of non-polar phases as is shown in Supplementary Information—Fig S3. This is the first time that the nanostructure has been reported for plastic waste composition. Fracture surfaces of plastic waste blend with compatibilizer are shown in Fig. 6. In non-compatible blends since the materials do not mix together as a single component, phase separations can be visualized. The voids and breaks on the surfaces are marked with a circle. As the compatibilizer promotes the adhesion between different phase. The applied stress transfers between the matrix to the dispersed particles. The stress transfer leads to the elongation of interconnecting fibrils together with the plastic growth. Similar observations are reported for binary and ternary blends of polymers [25, 26]. At 3 wt% of ionomer, the materials start introducing compatibilization, where fibrous nature and adhesion behaviors were observed. This behavior of 3 wt% increased the mechanical property of the specimen on comparing with 0 wt% loading. Mechanical properties further get increased, when the loading of ionomer was increased to 7 wt%. At 7 wt%, the formation of individual strands of long fiber from the matrix can be visualized which confirm better mixing and compatibilization. The elongated fibres improve the strength of mixed plastic wastes, resulting in maximum tensile strength. Thus, making 7 wt% of ionomer is an ideal composition.

Fractured surfaces of first extrudate (a—3 wt%, b—7 wt%, c—10 wt%, d—0 wt%) and third extrudate (a′—3 wt%, b′—7 wt%, c′—10 wt%, d′—0 wt%) of plastic waste blends with ionomers
At higher loading (beyond 7 wt%) of ionomers, they tend to form clusters or agglomerations. With 10 wt% of ionomer loading, the blend does not exhibit uniform mixing, resulting of microstructural phase separation. The non-uniformity results in fiber pull-out which can be clearly visualized on the image shown (Fig. 6). This behavior confirms the decrease in mechanical strength with higher amount of ionomer.
As an evidence to support the nano-level distribution in the composition, AFM analysis was carried out (Fig. 7). At 0 wt% of the plastic wastes like PE and PP are non-uniformly dispersed because of their incompatible behavior with the polar phases of the blend. Although ionomers enhance the compatibility of these components, beyond 7 wt% the surface of the blend starts showing phase separations due to the cluster forming tendency of ionomers. The formation of clusters is marked in Fig. 7d. The light-yellow spots are soft segments compiling of polypropylene and ionomer. Ionomers as clusters hinder the uniform distribution of materials and it also prevents uniform stress transfer which affect the mechanical properties. This morphological analysis of the sample with 10 wt% of ionomer support its poor mechanical performance. At 3 wt% of ionomer, the non-polar polymers PE fiber and PP particle distributions were observed. At 7 wt% of ionomer, the dimensions of the non-polar polymer decrease with the improved distribution. The present of 7 wt% of ionomer in blend of waste plastics has improved the compatibility of the components. In the morphology of the plastic waste blend, it has reflected that the reduced PE fibre and PP particle into smaller dimension improve the uniform distribution of dissimilar polymer matrixes (Fig. 7). This uniform distribution of the nanometric level phase promotes better stress distribution throughout the surface of the plastic waste blend. This supports the raise in mechanical properties of 7 wt% better than 0, 3 and 10 wt%.

AFM analysis of the dispersion of the non-polar phase on the polar matrix. a 0% of ionomer; b 3% of ionomer; c 7% of ionomer; d 10% of ionomer
The chosen materials for blending are post consumed plastic wastes, hence contaminations are to be expected. Contaminations and the presence of other impurities may modify the morphology of the plastic waste blends altering the roughness of components. The power spectral density for blends of all composition supporting the presence of aggregates and clusters, which influence the material properties (Fig. 8) along with fractal dimension. The fractal dimension with the function of the weight percentage of the ionomer is plotted, explaining the roughness of all compositions.

a Fractal dimensions versus weight % of ionomer, b power spectral density as a function of frequency
Roughness on the surface can be related to fractal dimensions: the smaller the fractal dimension, the higher will be the roughness. The plastic waste blends with 3 and 7 wt% of ionomer showed the almost similar roughness value as a non-compatible blend. But above these percentage, the increase of roughness of the surface have been noticed. From this, it could be understood that the presence of a minimum percentage of ionomer results in better compatibility and it also does not influence the surface roughness. However, with addition beyond 7 wt% loading of ionomer, the roughness increases. This is because of the agglomeration caused by the excess of ionomer. As the agglomeration increases, the roughness also increases, which influences the decrement in the mechanical properties.
The power spectral density data show the presence of aggregates and clusters in supporting the property improvements. In power spectral density for blends, the low-frequency regions represent the presence of aggregates while the higher frequency denotes clusters. The curve tends to converge at high frequency supporting the formation of clusters, while it moves away at lower frequency confirming the presence of aggregates. The presence of aggregates at lower frequency influences the mechanical properties.
With the increase in loading, the possibility of clusters gets raised. These clusters decrease the mechanical strength of the materials by interfering with the uniform stress transfer. Thus, the presence of aggregates and clusters are supported by power spectral density explain the behavior of the compositions.
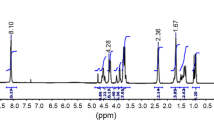
Fourier Transform Infrared Spectroscopy
The raw materials were identified by FTIR before processing. Figure 9a is the representation of FTIR spectra of different polymer collected. The corresponding peak assignment to the particular functional group has been presented in the Table 4. Identification of plastic wastes were done and matched with existing literature spectra [27,28,29,30,31] The presence of PET, PVC, PE, and PP were confirmed by identifying their respective functional groups.

a FTIR spectrum of plastic wastes, b FTIR spectrum of plastic waste blend with a varied weight percentage of ionomer
The FTIR spectrum of mixed plastic waste with and without ionomers are shown in Fig. 9b. On comparing with the neat blend, no new peaks were observed for a blend with compatibilizers. It confirms that the ionomer added for compatibilization does not influence any chemical interaction and the blends are formed based on physical compatibilization. The peak shifting can be observed and the intensity of peaks from 1500 to 1000 cm−1 was less for a 3 and 7 wt%. Along with reduced intensity, the peaks also became broader, suggesting higher physical interaction. In composition, more than 7 wt%, the peaks with high intensity was observed. This suggests that beyond 7 wt% the interaction between the blend starts to deteriorate resulting in high-intensity peaks.
Working Mechanism of Poly(ethylene-co-methacrylic acid) Copolymer Sodium Ion as Compatibilizer
The compatibilizer reported earlier promoted compatibility by chemically reacting with individual polymers or by the hydrogen bonding. In polyamide 6/polyvinylidene fluoride (PA6/PVDF) blend methyl methacrylate-co-glycidyl methacrylate copolymers (MMA-co-GMA) was used as a compatibilizer. It helps to interact chemically between amino groups of PA6 and epoxy groups of compatibilizer [32]. Compatibilization of poly(lactic acid)/poly(E-caprolactone) (PLA/PCL) was obtained by the hydrogen bonding of methylene groups of polyoxymethylene (POM) which was used as compatibilizer in the blend [33]. Maleic anhydride–grafted ABS (ABS-g-MA) was reported as a compatibilizer for PC/ABS blend. The chemical reaction between terminal -OH group of PC and anhydride group of ABS-g-MA promotes interfacial adhesion enabling the compatibility [34]. In this paper, a non-toxic poly(ethylene-co-methacrylic acid) copolymer sodium ion (EMAA) has been chosen as a compatibilizer for mixed plastic wastes, which promotes compatibility based on the polarity of plastics. The mechanism of recycling based on polarity is schematically represented in Fig. 10. The plastic wastes chosen for recycling include two polar polymers (PET and PVC) and two non-polar polymers (PE and PP). The ionomer is judiciously selected, due to the presence of its two-phase system, a polar phase (methacrylic acid) and a non-polar (polyethylene) phase. The polar phase of the ionomer interacts with the polar segments of plastic wastes (PET and PVC). Meanwhile, the non-polar phase of the ionomer interacts with the non-polar segments of plastic wastes (PE and PP). Thus, introducing compatibility between the segments of PET/PVC/PE/PP household plastic wastes based on the polarity of plastics.

Working mechanism of Polyethylene-co-methacrylic acid copolymer sodium ion as compatibilizer
The comparative radar chart of the mechanical and thermal properties of all compositions are shown in Fig. 11. For neat blend, the properties are lower due to their non-compatibility. The compatibilization of mixed plastic waste with 7 wt% of ionomer shows high mechanical properties and thermal behavior among all compositions. The composition with 7 wt% of poly(ethylene-co-methacrylic acid) copolymer sodium ion showed better interaction and uniform distribution of non-polar plastic wastes of reduced dimensions, which resulted in improvised mechanical and thermal behavior; making the ionomer an efficient compatibilizer for recycling mixed plastic wastes.

Radar comparison chart of all compositions
Reprocessing of Extrudates
The extrudates were subjected to two separate scenarios: a mechanical stability scenario and a thermal stability scenario [35]. They were carried out to study the influence of repeated reprocessing on the properties of materials. In mechanical properties; tensile strength and Young’s modulus of the materials were analyzed for the first three extrudates with a variable weight percentage of ionomers (Fig. 12a). In the comparison between plastic waste blends without ionomer and with ionomer; it has been observed that the mechanical properties of the third extrudate of compatible blends have better properties retention than the first extrudate of non-compatible blend.

a Tensile strength with respect to the weight percentage of ionomer for the first three extrudates and b Young’s modulus with respect to the weight percentage of ionomer for the first three extrudates
This confirms that the added ionomer provides better compatibilization even after exposing the blends up to three recycling cycles. It has been observed that the tensile strength value for the second recycling cycle (extrudate 2) of plastic waste blends with compatibilizer has only lowered in a range of 2–4 MPa by comparing to extrudate 1. The third recycling cycle (extrudate 3) has lowered in the range of 5–10 MPa in comparison to the first recycling cycle (extrudate 1). The tensile strength of the plastic waste blend with ionomers has shown deterioration in the range of only around 20%, while blends without ionomers show more than 50% property deterioation. The tensile strength of the third recycling cycle of 7 wt% of ionomer showed almost 50% property improvement on comparing to the first recycling cycle of 0 wt% of ionomer. This confirms that the 7 wt% ionomer added as compatibilizer promotes higher interfacial adhesion even after the third recycling cycle, making the material as a better choice for compatibilization of mixed plastic wastes.
Similarly, Young’s modulus (Fig. 12b) values also showed a decrement of around 100–200 MPa for extrudate 2 and extrudate 3 in comparison to extrudate 1, for blends with an ionomer. The material with 7 wt% of ionomer showed Young’s modulus of around 1258 MPa for the third recycling cycle which is still higher than the first recycling cycle of mixed plastic waste blend without ionomer. The property improvement of around 46% was observed for a 7 wt% loading of ionomer, the third recycling cycle on comparing to the first recycling cycle of 0 wt%, making them an ideal choice. Less deterioration of property of blends for repeated recycling may be due to degradation of material, shrinkage, shortening of the fibers and decrease of molecular weight of the materials blended with an increased extrudate number. The deterioration in properties can be related to the morphology observed through FESEM. In Fig. 6a′ denotes the third extrudate of samples with 3 wt%, Fig. 6b′ denotes the third extrudate of samples with 7 wt%, Fig. 6c′ denotes the third extrudate of samples with 10 wt% and Fig. 6d′ denotes the third extrudate of samples with non-compatible 0 wt%. These figures support the mechanical behavior of materials after repeated extrusion. It can be clearly visualized that after third repeated recycling (extrudate 3). The component of the samples are broken on the matrix. The pull out and breakage of materials after third extrudates exhibits the deterioration in mechanical properties after repeated recycling as reported by Kuram et al. [36].
To analyze the thermal stability of the blends after repeated processing, thermogravimetric analysis for first, second and third extrudate for 3, 7 and 10 wt% was performed and are given in Supplementary Information—Fig. S2. On comparing the peak temperature of first to the third extrudate, a systematic drop is observed (Table 5) after every reprocessing. Less thermal property deterioration was observed for a plastic waste blends with ionomers. This small change in thermal stability of plastic waste blend after repeated reprocessing is due to the chain scission, decrease in the molecular weight of materials. The polymer chains are prone to thermal degradation and become shorter as the number of extrusion cycles increase [37]. Among the compositions, blend with 7 wt% of ionomer showed better thermal resistance than the other compositions even after the third extrusion. It supports the other results and confirms that mixed plastic waste blend using 7 wt% ionomer as compatibilizer makes an efficient recyclate even after repeated processing.
Conclusion
This paper reports, recycling plastics based on their polarity to generate compatibility. The use of poly(ethylene-co-methacrylic acid) copolymer sodium ion is reported here as an efficient compatibilizer for mixed waste plastics blends. The material showed compatibility and synergism due to the presence of two different phases in the ionomer. Addition of 7 wt% of ionomer to the mixed plastic wastes showed a good increment of elongation at break, 118% increase in tensile strength and 85% modulus value with improved thermal properties than that of blend without compatibilizer. The ionomer employed blends are re-processable without any non-toxic gas emission during processing/reprocessing. The proposed recycling methodology not only results in an alternate source of raw material with improved performance for industrial applications, but it can also be reprocessed making them an excellent waste management system. The possibility of recycling multiple polymer wastes using poly(ethylene-co-methacrylic acid) copolymer sodium ion as a compatibilizer will be discussed in our future works, suggesting their possibility as a universal compatibilizer.
References
Welle F (2011) Resour Conserv Recycl 55:865
Dintcheva NT, Jilov N, La Mantia FP (1997) Polymer Degrad Stab 52:191
Zhao P, Xie J, Gu F, Sharmin N, Hall P, Fu J (2018) Waste Manag 76:46
Lamb JB, Willis BL, Fiorenza EA, Couch CS, Howard R, Rader DN, True JD, Kelly LA, Ahmad A, Jompa J, Harvell CD (2018) Science 359:46
Utracki LA (2002) Polymer blend handbook. Kluwer, Dordrecht
Jassim AK (2017) Procedia Manuf 8:635
Sojobi AO, Nwobodo SE, Aladegboye OJ (2016) Cogent Eng 3:1133480
Fraïsse F, Verney V, Commereuc S, Obadal M (2005) Polymer Degrad Stab 90:250
Grigoryeva O, Fainleib A, Stepanenko L, Sergeeva L, Pissis P (2005) Polymer Eng Sci 45:801
Luzuriaga SE, Kovářová J, Fortelný I (2011) Polym Degrad Stab 96:751
Bajracharya RM, Manalo AC, Karunasena W, Lau KT (2014) Mater Des 62:98
Huitric J, Ville J, Mederic P, Aubry T (2018) Polym Test 70:208
Zhang X, Zhang J (2018) J Appl Polym Sci 135:46839
David D, Moreno P, Saron C (2018) Waste Manag Res 36:729
Suresh SS, Mohanty S, Nayak SK (2018) Waste Manag Res 36:495
Taghavi SK, Shahrajabian H, Hosseini HM (2018) J Elastom Plastics 50:13
Rajasekaran D, Maji PK (2018) Waste Manag 74:135
Sawant PD, Sabri YM, Ippolito SJ, Bansal V, Bhargava SK (2009) Phys Chem Chem Phys 11:2374
Stawikowska J, Livingston AG (2013) J Membr Sci 425–426:58
Li H, Sui X, Xie X (2018) Chin J Polym Sci 36:848
Shen C, Zhou Y, Dou R, Wang W, Yin B, Yang M (2015) Polymer 56:395
Vazquez YV, Barbosa SE (2018) J Environ Manag 217:381
Márquez L, Sabino MA, Rivero IA (1998) Polym Bull 41:191
Bertin S, Robin JJ (2002) Eur Polym J 38:2255
Zulkifli NI, Samat N, Anuar H, Zainuddin N (2015) Mater Des 69:114
Mazidi MM, Aghjeh MKR, Hasanpour M (2018) Eng Fract Mech 191:65
Gulmine J, Janissek P, Heise H, Akcelrud L (2002) Polym Test 21:557
ASTM D 5594-98 (Reapproved 2004) Standard test method for determination of the vinyl acetate content of ethylene—vinyl acetate (VA) coplymers by Fourier transform infrared spectroscopy (FT-IR). ASTM International, West Conshohocken
Krimm S, Folt VL, Shipman JJ, Berens AR (1963) J Polym Sci Part A 1:2621
Andanson JM, Kazarian SG (2008) Macromol Symp 265:195
Vijayakumar S, Rajakumar PR (2013) Int Lett Chem Phys Astron 4:58
Li D, Song S, Li C, Cao C, Sun S, Zhang H (2015) J Polym Res 22:102
Song Z, Huang X, Lu X, Lv Q, Xu N, Pang S, Pan L, Li T (2018) J Appl Polym Sci 135:46536
Balakrishnan S, Neelakantan N, Saheb DN, Jog JP (1998) Polymer 39:5765
Imai T, Hamm S, Rothenbacher KP (2003) Environ Sci Technol 37:652
Kuram E, Ozcelik B, Yilmaz F, Timur G, Sahin ZM (2014) Polym Compos 35:2074
Camacho W, Karlsson S (2002) Polym Degrad Stab 78:385
Acknowledgements
The financial support for the fellowship of Ms. Divya R by the Ministry of Human Resource Development, India is gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Rajasekaran, D., Maji, P.K. Recycling of Quaternary Household Plastic Wastes by Utilizing Poly(Ethylene-co-Methacrylic acid) Copolymer Sodium Ion: Compatibility and Re-processability Assessments. J Polym Environ 28, 471–482 (2020). https://doi.org/10.1007/s10924-019-01607-8
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-019-01607-8