
Abstract
This study explores a new composite material enhanced with biocarbon from Selenicereus undatus (dragon fruit) and pineapple fibers, set in a sturdy vinyl ester base. We used a green method, pyrolysis, to obtain the biocarbon, adding an eco-friendly aspect to our work. Following the strict ASTM standards, we crafted the composites using the hand layup method to ensure quality and consistency. Our findings reveal that the composite named VPB3, with its specific mix of 2% biocarbon and 40% pineapple fiber, shows outstanding mechanical strength, achieving high marks in tensile, flexural, and compression strengths, along with significant impact resistance. However, increasing the biocarbon content in another composite, VPB4, slightly lowered these properties due to the clumping of biocarbon but improved hardness and wear resistance. VPB3 also exhibited excellent fatigue resistance, while VPB4 showed reduced creep and better hydrophobic properties. Overall, our research highlights the benefits of adding biocarbon and pineapple fibers to composites, enhancing their strength, durability, and environmental resistance. The use of these natural fibers not only improves the material’s performance but also contributes to a more sustainable approach to composite manufacturing.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
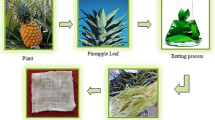
Biocomposites are the exclusive domain of composites, a specific type of composite. A regular composite can also address all of the concerns associated with biocomposite materials, with the exception of the extra biocompatibility requirement. Among these concerns are the following material selection of composite manufacture from individual components, mechanical, physical, and geometrical characterization of the composite and its components, and analysis and design of the composite to optimize its performance in the intended application [1]. This article primarily focuses on the analysis and design issue, whereas the other difficulties have been handled using illustrations. A bottom-up design goal can be achieved by combining the bridging model with the matrix true stress theory. It works for any two-phase composite where the void content can be ignored, whether it is formed of continuous fibers, short fibers, particles, or the matrix. Analytical calculations of the mechanical behaviors of biocomposites are possible with simply the geometric data of fibers or particles and the parameter values of constituent properties [2]. Among those, polymer matrix biocomposites are widely utilized in many industrial areas due to their specific characteristic features such as corrosive resistance, wear resistance, chemical resistance, and improved stability and strength in the material [3]. Generally, the polymer matrix biocomposite constituents’ natural fiber or natural fillers as reinforcing agents will produce lightweight, less dense, high strength, high stiffness, and improved mechanical and tribological properties of the material [4]. The plant natural fibers have been prominently researched and utilized in recent decades, and it is due to the presence of natural cellulose content [5]. These specific features of natural fibers are obtained from banana, coir, abaca, pineapple, aloe vera, sisal, basalt, bamboo, hemp, etc. From these natural fibers, the pineapple leaf fibers are tremendously utilized because they are naturally available, affordable, non-toxic, and less dense, and the natural presence of cellulose ranges up to 70% which indeed enhances the tensile behavior of the composite material [6].
Further, Saha et al. [7] examined the mechanical and thermal properties of natural pineapple fiber–reinforced composite material. The author has found that the addition of 5% NaOH solution into 30 vol.% of pineapple fiber has improved the bonding adhesion between fiber and polymer matrix, tensile, flexural, compression, and impact strength of the composite material. Similarly, Gokilakrishnan and Uvaraja [8] investigated the mechanical, wear, and flammability properties of chitin biopolymer dispersed pineapple fiber–reinforced polyester composite. The study reported that the addition of 40 vol.% pineapple fiber and 4 vol.% of chitin biopolymer reinforcement within the composite shows a lower specific wear rate, good fire retardant, and water-resistant properties. Furthermore, Pandurangan et al. [9] evaluated how the fiber aspect ratio of pineapple leaf fiber influences the mechanical properties of the composites. The resultant of the study reveals that fiber length between 5 and 20 mm, diameter of 42.65 µm, and weight of 30 vol.% has significantly improved the mechanical properties of the composite. However, poor interfacial adhesion, bonding strength, delamination between fiber and matrix, and some void formation occurred during the fiber and matrix reinforcement [10]. To overcome such a thing and to fill the void gaps, as well as enhance the strength of the composite, the filler particulates are reinforced along with the composites [11]. There were many studies done on bio-based filler particle–reinforced composite material. The fillers such as biocarbon, cellulose, lignin, biosilica, and chitin from waste biomass reinforcement have been prominently researched in recent decades due to their renewable, affordable, eco-friendly, and improved mechanical and thermal properties of the composite [12]. For example, Dahal et al. [13] studied the mechanical properties of hemp biocarbon-reinforced composite material. The biocarbon reinforced in this composite was extracted from hemp fiber and switch grass, and it has a particle size of 50 µ. The biocarbon filler of that size range and a weight of 10% show maximum tensile strength and flexural strength.
Similarly, Selenicereus undatus extracted biocarbon, and their influence on mechanical, wear, fatigue, and hydrophobic properties of acrylonitrile butadiene styrene biocomposite was examined by Alshahrani et al. [14]. The biocarbon from this banana bract of 3 wt.% shows maximum tensile, flexural, and impact strength, and then, the addition of 6 wt.% biocarbon shows good wear-resistant and hydrophobic properties. Furthermore, Kumar et al. [15] investigated the mechanical and thermal behavior of curtain climber fiber and Kigelia pinnata biochar–reinforced composite. The author reported improved load-bearing properties when 5 vol.% of biochar was added. Further, the presence of biochar also enhances the thermal conductivity and dielectric properties of the composite. Thus, based on the above literature studies, the biocarbon in the composite not only provides better bonding strength but also increases the overall mechanical and thermal behavior of the composite [16, 17]. Further, it also cleans the environment by utilizing the waste biomass into utilized filler particulates. One such agro biomass was Selenicereus undatus commonly called dragon fruit, which is a perennial crop and widely grown in most of the tropical climatic conditions. The edible part of this Selenicereus undatus or dragon fruit is rich in nutritious content and consumed by all the people around the nation. The outer cover from this edible part of dragon fruit is considered waste biomass [18]. Thus, the utilization of this biomass-extracted biocarbon reduces global carbon footprints, as well as enhances the material strength of the composite. Further, biocarbon has certain specific characteristic features such as high surface area which promotes better bonding adhesion and carbon sequestration [19].
Thus, recent development in biocomposite promotes sustainable growth both economically and environmentally. Though there are more biocomposites developed and characterized in the past, still there is possible scope for new high-performance composites for specific engineering applications. It is now clear that the biocomposites made out of fruit fiber and fillers now gotten much attention due to their eco-friendliness and easy processing ability. But still, few biomass resources are out of researchers’ eyes, and they have huge potential to conduct research and make composites. In this lineup, there is no previous research conducted on dragon peel waste biomass and its biocarbon content.
The burgeoning interest in sustainable materials has catalyzed the exploration of biocomposites, which are emerging as viable alternatives to synthetic materials in numerous industrial applications. Despite extensive research into various natural fibers and fillers for biocomposites, the utilization of pineapple leaf fiber and Selenicereus undatus (dragon fruit) peel as a source of biocarbon remains underexplored, particularly in their application within vinyl ester composites. This gap highlights a critical need for a focused study on these materials to understand their potential to enhance the mechanical and environmental performance of biocomposites.
This study aims to characterize the mechanical properties of pineapple leaf fiber and Selenicereus undatus peel biocarbon within a vinyl ester matrix, examine the load-bearing properties of these composites, and compare these properties to those of traditional composite materials to validate the effectiveness and sustainability of the proposed biocomposites. The research will utilize a combination of mechanical testing, scanning electron microscopy (SEM) analysis, and environmental impact assessments to evaluate the performance of the composites. The scope is confined to understanding how these specific biocomposite configurations can be optimized for use in sectors such as automotive, aviation, defense, and other structural applications. This study will also contribute to the broader discourse on sustainable material development, focusing on underutilized resources like dragon fruit peel waste, which offers significant potential due to its high biocarbon content. Through this study, we seek to expand the knowledge base on biocomposite materials, thus supporting the development of more sustainable industrial practices.
2 Experimental procedure
2.1 Raw material
With a viscosity of 350 cps and a density of 1.05 g/cm3, the present study used stiff vinyl ester resin (V-9102) as its matrix. The vendor, Aypols Polymers Private Limited of Chennai, India, sells it in a light yellow hue. Also, Huntsman Private Limited of Mumbai, India, supplied the cobalt naphthenate accelerator, methyl ethyl ketone peroxide catalyst, and dimethyl amine promoter needed to start the process. Metro Composite of Chennai, India, supplied the pineapple leaf fiber used for reinforcing. The fiber is woven in a plain weave pattern ranging from 0 to 90 degrees, and it has a density of 1.18 g/cm3. Its areal density is 220 GSM. The higher tensile strength (350 MPa) and elongation (around 15–20%) of this fiber made it the choice for this research. And (3-aminopropyl)triethoxysilane, or APTMS, is what is used for silane surface treatment. Its molar mass is 221.372 g/mol, and its density is 0.9 g/cm3. The liquid is white. The supplier was Sigma-Aldrich in the USA. The last step in making biocarbon was using peel from Selenicereus undatus, sometimes known as dragon fruit, which was sourced from a plant nursery in Chennai, India.
2.2 Synthesis of porous biocarbon from Selenicereus undatus
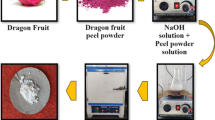
Peels of the Selenicereus undatus plant were used to prepare the biocarbon material used in this study. There are a lot of nutrients in fresh dragon fruit peel, including water (92.6%), protein (0.95%), fat (0.10%), ash (0.10%), carbs (6.20%), betacyanin (150.4 mg/100 g), pectin (10.8%), and dietary fiber (up to 69.5%) [20]. In order to remove any pollutants, such as moisture and dust, the Selenicereus undatus was first washed three times with distilled water and then dried in a hot air oven at 80 ℃ for 3 h. The next step was to chop the Selenicereus undatus and store it in the pyrolysis kiln. The biocarbon is extracted using the slow pyrolysis process to get high carbon content [21].
After preparing the Selenicereus undatus in the kiln, it is time to put it beneath the furnace and raise the temperature slowly. Nitrogen inert gas was passed through the system to create an oxygen-depleted environment with temperatures ranging between 400 and 700 ℃ since the temperature range going beyond could compromise the structural integrity of the biochar. Permitting pyrolysis rather than combustion, this heat treatment is applied gradually. It is normal practice to let the biocarbon-containing kiln cool down to room temperature when the pyrolysis process is finished. Providing nitrogen and preventing atmospheric reaction are two examples of the many measures used to safeguard the environment during this procedure.
Additional processing involves fine-grinding the biocarbon particles in a high-energy ball mill at 150 RPM for 30 min. For optimal particle collision and size reduction, this lower RPM is used. Ten tungsten carbide balls, each with a diameter of 10 mm, were utilized in keeping with the 1:15 powder-to-ball ratio [22]. Lastly, Fig. 1 shows the process flow chart for obtaining 1 µm biocarbon from Selenicereus undatus. The biocarbon yield was 17.4%, calculated from the starting mass of peels. In contrast to previous studies, this one actually found a higher biocarbon content. A study on the synthesis of biocarbons from bio-oil wastes via a slow pyrolysis process was described by Mishra et al. [23]. At 600 °C, the author obtained a yield of 13.57%, whereas at 900 °C, it was 10.27%.

Biocarbon extraction route from Selenicereus undatus (dragon fruit)
The morphology, crystalline structure, structural, and porosity/cum surface of the biocarbon isolated from Selenicereus undatus peels are revealed in Fig. 2 using the FESEM, X-ray diffraction (XRD) graph, Raman shift, and BET analysis. Biocarbon was prepared as shown in the FESEM image (Fig. 2a). These particles have pores that vary in size from 10 to 40 µm. The XRD graph of the produced biocarbon is also shown in Fig. 2b. A sharp peak at 20.45 (002) indicates that the biocarbon is crystalline, according to the graph. The presence of little peaks at 41.74 (100) further verifies the C–C bond in the synthesized biocarbon. Figure 2c also displays the prepared biocarbon’s Raman spectra. The presence of a hexagonal arrangement of carbon atoms is shown by the peak at 1180 cm−1. Lastly, the biocarbon adsorption and desorption curves in N2 gas flow are displayed by the BET analysis. Juxtaposed with its pore volume of 0.83 cm2g2 and average pore size of 26 µm, the graph shows that the biocarbon has a BET surface area of 725 m2g2. In addition, Table 1 displays the results of comparing different biocarbons. The biochar from this study is very similar to other biocarbon made from different sources, as can be seen in the table. This proves that the dragon fruit peels used in this investigation resulted in a notable biocarbon output.

a FESEM, b XRD, c Raman, and d BET analysis of biocarbon prepared
2.3 Silane surface treatment on fiber and biofiller
In order to achieve high mechanical and bonding strengths between the matrix and the natural fiber, the biofiller reinforcement and the natural fiber were treated with silane. Simple and inexpensive, silane treatments of surfaces include a chemical reaction that can take place in either the liquid or vapor phases. Surfaces that have been hydroxylated are often modified through silane reactions. Surfaces of metal oxides, glass, silicon, alumina, titania, and quartz are especially rich in hydroxyl groups, making them ideal candidates for modification using silanes. It is possible to add a wide variety of chemical functions onto surfaces using the many commercially available silane chemicals. Because of their covalent, cross-linked structure, silane reactions are advantageous since they are stable and easy to implement. Hydrolysis can also affect the silane hydroxyl group coupling, which means that film disintegration under certain conditions needs to be taken into account. The fiber and particles are cleaned thoroughly before the silane treatment procedure. Typically, there are two phases involved in treating reinforcements with silane. The silane (APTMS) solution was first made by gently swirling 95% ethanol and 5% water for 10 min. The pH of the solution was tested using a pH card after the fine mixing had taken place, and acetic acid was added to bring it up to a range of 4.5 to 5.5, where it would facilitate a more effective hydrolysis process [27].
Overdosing on silane can harm the fiber surface, so it is limited to 2 wt.% when added. Before being spread out throughout the solution bath, the fiber is soaked in it to make sure it is treated evenly. The particles are immersed in a cotton bag once the fiber treatment process is complete. To create Si–O-Si (silanol) structures, the treated fiber and particles are extracted from the solution using Whatman filter paper and then heated to 110 ℃ for 20 min in a hot air oven [28]. By forming strong covalent bonds, the resin’s amine-functionalized fiber and filler may enhance the load-bearing effect. The FTIR spectra of biocarbon particles and fibers treated with silane are displayed in Fig. 3a, b. It is likely that the silane solution is responsible for the amine stretch, as indicated by the peaks at 3486 and 3466 cm−1. During the curing process, this is where the composite reacts. In a similar vein, the CH stretch in the connected propyl group on the particle and fiber surfaces is indicated by 2975 and 2928 cm−1, respectively. Biocarbon and fiber peaks at 1487 and 1473 cm−1, respectively, show the CH bend in the connected propyl group. The result of treating the fibers and particles with condensed silane is seen as a peak at 992 and 1028 cm−1, which is indicative of vibrations in the silane group on their surfaces. Thus, the FTIR spectra reveal that the technique of treating the surface of the fibers and particles with silane was effective.

FTIR spectra of silane-treated (a) fiber and (b) particle
2.4 Biocomposite fabrication using hand layup method
Composites were made using a process called hand layup. When it comes to open molding techniques, the earliest and most basic way to create composites is by hand layup. The process begins with the physical placement of dry fibers in the shape of woven, knitted, stitched, or bond fabrics into the mold. Then, the reinforcing material is coated with a resin matrix using a brush. The next step is to roll the wet composite using hand rollers. This will make sure the reinforcement and matrix interact better, distribute the resin evenly, and get the desired thickness. The last step is to let the laminates cure at a typical room temperature and humidity. Mold preparation, gel coating, layup, and curing are the four main processes in this procedure. The fiber-reinforced resin composite is hardened during curing, which does not use any external heat [29]. The mold is prepared for the production of high-quality products by first applying a colored gel coat. Table 2 shows the volume percentages of vinyl ester resin combined with biocarbon particles generated from Selenicereus undatus, and Fig. 4 shows the process flow of composite fabrication. Twenty minutes of sonication in a water bath at room temperature was used to create a uniform solution from the resulting mixture. The curing process was accelerated by adding 2 wt.% of accelerator and promoter. Before pouring resin into the silica rubber mold, a layer of wax was applied to ensure a smooth final surface. To meet ASTM criteria, the mold had to be 3 mm thick to guarantee that the created composites would also be 3 mm thick.

Process flow of composite fabrication
In addition, a base layer of catalyst-mixed resin was applied, and three layers of pineapple fiber woven mat, each accounting for 40% vol., were deposited in sequence. As the operation progressed, the air bubbles that formed during the laying process were gently compressed with a cotton roller, which was moved forward and backward with light hand pressure. After meticulously removing any surplus resin and allowing it to cure for 24 h at room temperature, the final product met all specifications. To make sure that the composites were fully cured, they were post-cured in a hot air oven at 120 °C for 48 h [30]. Previous literatures confirm the successful curing method, which is used to select the curing period. Composites require utmost caution throughout production. Protect your eyes with goggles and your hands with fireproof gloves. Also, we made sure that the extra resin in the bowl and the wiped-out resin contents were not damaging the air or land by disposing of them safely for potential recycling in powder form.
3 Composite characterization and testing

4 Results and discussion
4.1 Mechanical characteristics
Figure 6a–e shows the mechanical properties of composites with the designations V, VPB1, VPB2, VPB3, and VPB4. In terms of mechanical properties, composite material V initially exhibits somewhat moderate values, such as flexural strength of 110 MPa, compression strength of 97 MPa, impact energy of 0.36 J, and a Shore-D hardness of 75. Because of its vinyl ester matrix’s intrinsic brittleness and the absence of reinforcement, V has lower mechanical characteristics than other composites [31]. This causes the matrix to have lesser strength. Mechanical properties are significantly improved upon with the addition of pineapple mat fiber (40 vol.%) and biocarbon isolated from Selenicereus undatus at different concentrations (0.5, 1, 2, 4 vol.%). Some examples of enhanced mechanical properties are increased hardness (78), impact energy (3.62 J), flexural strength (160 MPa), compression strength (137 MPa), and tensile strength (114 MPa) of composite VPB1. Surface treatment with silane improves mechanical qualities by chemically binding fiber and resin and facilitating load transmission from matrix to natural fiber. In the process of creating composites, the NH2 functional group binds effectively to the resin’s OH group, reacting with the treated fibers and particles. As a result, the qualities are much enhanced.

a–e Mechanical properties of various composite designations
The molecules travel moderately over the major C–C chain because the operating setting is room temperature. This may have a small effect on the composites’ mechanical characteristics, especially their flexural and impact strengths [32]. When biocarbon is slowly added to the vinyl ester matrix, it improves mechanical capabilities. Among the composite designations, VPB3, which contains 2 vol.% of biocarbon, is the strongest. The specific mechanical properties of VPB3 include a hardness of 81, impact energy of 4.69 J, a flexural strength of 188 MPa, compression strength of 164 MPa, and a tensile strength of 147 MPa. There are significant improvements between V and VPB3. The tensile strength, flexural strength, compression strength, impact energy, and hardness are all up 59.1%, 41.4%, 40.85%, and 92.3%, respectively, over V. There are multiple pathways by which the mechanical qualities of a vinyl ester matrix that contains biochar and pineapple fiber were improved. One option is to use biochar, a carbon-rich substance obtained from biomass, as a filler to strengthen the composite. The material’s strength and stiffness are enhanced by its large surface area and strong interfacial contact with the matrix. Because of its natural origins, high aspect ratio, and ability to lie flat within a matrix, pineapple fiber can also serve as reinforcement.
Pineapple fiber interacts with biochar to improve the composite’s qualities even further. To further distribute and align the pineapple fibers within the matrix, biochar particles can act as anchor points. Better mechanical qualities are the outcome of improved alignment, which in turn improves load transfer between the matrix and the fibers [33]. Additionally, synergistic benefits can be achieved when biochar and pineapple fiber are combined. One typical problem with composites made of natural fibers is that they absorb too much water. Biochar can help with this. The combination of biochar’s mechanical reinforcing and pineapple fiber’s moisture resistance leads to enhanced mechanical qualities such as strength, impact resistance, and stiffness [34]. The filler and fiber are both treated with silane, which guarantees that the biocarbon is evenly distributed and increases the adhesion between the biocarbon particles and pineapple fiber by the reaction of the attached NH2 functional group.
However, while the higher biocarbon content did improve mechanical strength at first, subsequent escalation led to a small loss of characteristics. The mechanical parameters of VPB4, which contains 4% biocarbon, were slightly reduced; it exhibited a flexural strength of 173 MPa, compression strength of 152 MPa, and impact energy of 4.34 J. The tensile strength, flexural strength, compression strength, and impact energy of VPB4 were all lower than those of VPB3. The reductions were 8.16%, 7.97%, 7.31%, and 7.46%, respectively. Because biocarbon particles aggregate at larger volumes, they create stress points within the matrix and cause the material to break under load [35]. Particles at larger volumes can fill the gaps in polymer chains and enhance cross-linking at specific locations. When the stress is too great for the crack tip to store, cracks form at these stress points, which also serve as points of high-stress intensity. Among the composite designations, VPB4 had the highest hardness of 84, even though its mechanical qualities decreased.
This provides more evidence that biocarbon’s stiffness and rigidity had a favorable effect on hardness. In spite of a drop in mechanical qualities, VPB4 outperformed the simple vinyl ester matrix in terms of overall performance, which is worth noting. Research by Sundarakannan et al. [36] used a polymer matrix to strengthen biochar made from cashew nutshells. Results showed that a tensile strength of 31 MPa and a flexural strength of 108 MPa were achieved with 10 wt.% biochar added to the matrix, respectively, as the highest mechanical properties. In contrast to this study, the VPB3 designation, which incorporates 2 vol.% biochar from the dragon fruit peel and 40 vol.% pineapple leaf fibers, performs better. So VPB3 has a flexural strength that is 42% greater and a tensile strength that is 78% higher than what Sundarakannan et al. found.
Overall, the developed composites are capable of serving and utilizing the automotive panels since the strength requirement of the component is around this present composite level. In most cases, the door inner panels in the composites are made using cardboard or paper boards. The life of these boards and materials will last up to 5–7 years. But compared with these materials, the present composites could last up to 15 years since they have higher strength than the presently used materials. Thus, based on these achievements, it is suggested that with different new fibers also, the present research could be conducted to improve the mechanical properties further. Fibers like hemp, kenaf, and ramie could be implemented as fiber reinforcement since they are bast fibers and have medium cellulose content. Moreover, by keeping the cost constraints, blended resins also could be used, and low-cost fillers like biomass residues also could be used.
Figure 7a–d depicts the SEM tensile fractographs of composite designations V, VPB1, VPB3, and VPB4. In Fig. 7a, fragility marks are evident on the plain vinyl ester matrix, highlighting its vulnerability to deformation due to the absence of reinforcement. Moving to Fig. 5b, fiber breakage is observed, indicating lower bonding in the matrix where 0.5 vol.% of biocarbon is insufficient to fulfill the bonding requirements. In Fig. 7c, there is a noticeable improvement in bonding and adhesion, attributed to the presence of 2 vol.% of biocarbon. The silane treatment applied to both fiber and filler further enhances adhesion within the matrix.

a–d SEM images of fractured tensile specimens
Figure 7d portrays agglomerated particles of biocarbon at 4 vol.% with fiber, initiating material breakage under applied load. This aggregation results in clusters within the matrix, creating stress points and ultimately leading to material failure. The microscopic analysis underscores the critical role of biocarbon content in influencing the bonding and mechanical integrity of the composite. While lower concentrations lead to insufficient bonding, an optimal level, such as 2 vol.%, enhances bonding and adhesion, contributing to improved material strength. However, excessive biocarbon at 4 vol.% can result in particle agglomeration, leading to structural weaknesses and material breakage. The significance of proper bonding and distribution of biocarbon particles is highlighted, emphasizing the delicate balance needed for optimal composite performance [37].
4.2 Fatigue properties
Figure 8 illustrates the fatigue life counts of various composite designations, with the initial composite designation V exhibiting fatigue counts of 1185, 964, and 329 for 25%, 50%, and 75% of the ultimate tensile strength (UTS). These lower fatigue life counts are the reason for the vinyl ester resin’s inherent brittleness. In contrast, the incorporation of pineapple fiber (40 vol.%) and varying concentrations of biocarbon (0.5, 1, 2, 4 vol.%) significantly boosts fatigue counts. For instance, VPB1 achieves fatigue counts of 21,521; 19,972; and 16,451 for 25%, 50%, and 75% of UTS, respectively. The incremental increase in biocarbon content further enhances fatigue resistance. VPB3 demonstrates the highest fatigue counts of 27,436; 24,981; and 22,144 for 25%, 50%, and 75% of UTS, emphasizing the reinforcing role of biocarbon in distributing stress uniformly throughout the material.

Fatigue counts of different composite designations
The combination of biocarbon with pineapple leaf fiber has shown a promising trend in enhancing fatigue resistance in composite materials. This improvement can be attributed to several factors, including the reinforcing effects of biocarbon and pineapple leaf fiber, as well as their effective adhesion with the composite matrix via silane surface treatment. Biocarbon, being a carbon-rich material derived from biomass, can act as filler in the composite, enhancing its stiffness and strength. This reinforcement helps to distribute stress more evenly throughout the material, reducing the likelihood of fatigue failure. Additionally, biocarbon particles can serve as nucleation sites for crack propagation, thereby hindering the growth of fatigue cracks and increasing the material’s resistance to cyclic loading [38].
However, there is a strong relationship between biocarbon content and fatigue resistance. While the presence of biocarbon enhances fatigue resistance, an excessive 4 vol.% results in agglomeration in the matrix, leading to reduced fatigue strength [39]. VPB4 records fatigue counts of 26,327; 24,001; and 21,307 for 25%, 50%, and 75% of UTS, respectively, presenting a slight decrease compared to VPB3. Nevertheless, VPB4 still outperforms the plain vinyl ester matrix (V composite designation) in terms of fatigue resistance. This intricate balance between biocarbon content and fatigue resistance underscores the importance of optimized composite formulations for superior mechanical performance. Wang et al. [40] investigated the effect of adding flax and glass fiber–reinforced epoxy resin composite and its fatigue properties. According to the study’s results, the present study composites produced higher fatigue life counts in the S–N curve plot. Similar research studies [41] also reported marginally closer results to the present study composite.
Figure 9 shows the SEM fractograph of fatigue failure test specimens. Figure 9a shows the plain flat fracture with propagated cracks. This is because of the brittle nature of the resin. However, in Fig. 9b, the fiber-resin interface bonding is high, and more cracks are propagated; thus, the wavy fracture is observed. Moreover, Fig. 9c–e shows evidences of particles and wavy fracture. This wavy fracture indicates the improved toughness and also the effective load-bearing phenomenon.

SEM images of fatigue fractured composites
4.3 Creep strain behavior
Figure 10 illustrates the creep behavior of composite designations V, VPB1, VPB2, VPB3, and VPB4. The V designation exhibits a higher creep strain of 0.0082, 0.014, and 0.062 for 5000; 10,000; and 15,000 s, respectively. This elevated creep strain in V is attributed to the absence of reinforcement, leaving the matrix more susceptible to deformation under continuous load at elevated temperatures. However, the incorporation of pineapple fibers (40 vol.%) and biocarbon filler particles (at 0.5, 1, 2, 4 vol.%) results in a notable reduction in creep strain. For instance, VPB1 demonstrates decreased creep strain values of 0.0071, 0.0099, and 0.029 for 5000; 10,000; and 15,000 s. This reduction is the cause of an improved load-bearing effect across the composite and its effective load dispersion. Thus, when the composites are subjected to prolonged temperatures, the climb dislocation and local mobility of polymer molecules are hampered due to highly adhered fiber-matrix interfaces and densely packed cross-linked structures [42].

Creep strain of different composite designations
Furthermore, an increase in biocarbon filler content contributes to a further reduction in creep strain. VPB4 stands out as the designation with the overall lowest creep strain, registering values of 0.0007, 0.001, and 0.0057 for 5000; 10,000; and 15,000 s. The collaborative effect of pineapple fiber and biocarbon particles contributes to this superior performance. Both biocarbon and pineapple fibers function as reinforcing agents, imparting additional strength and stiffness to the material [43]. This reinforcement minimizes susceptibility to deformation and creep, ensuring that the material maintains its shape under sustained loads. The improved structural integrity is further enhanced by silane treatment on both materials, optimizing their bonding with the matrix. This enhanced adhesion creates a robust interface between the reinforcing agents and the matrix, reducing the likelihood of creep-related deformation. Overall, the combined effects of reinforcing agents and surface treatments result in a composite material, exemplified by VPB4, that demonstrates significantly reduced creep strain and improved stability under prolonged loading conditions compared to the plain vinyl ester matrix (V designation). Moreover, it is noted that up to 15,000 s also, the composites produced a minor amount of strain which indicates that the composites could last for a longer time duration in the elevated temperature. Li et al. [44] studied the effect of diatomite dosage on the physical, mechanical, and rheological creep properties of poplar wood/polypropylene composites. The creep results show with the addition of wood powder into the polypropylene, the properties are improved. However, compared with the present study, the creep strain is higher. Similarly, Xi et al. [45] investigated the effect of temperature on the bending and creep properties of wood plastic composites. In this research, the creep study is conducted on the composites at 20 °C for 24 days. But, in this present study, the composites are under creep load for more days than in the reported literature. However, the composites experience very little strain due to the silane-treated fiber and particles. Figure 9 shows the SEM fractograph of composites after the creep test was performed.
4.4 Wear properties
Figure 11 illustrates the wear behavior of composite designations V, VPB1, VPB2, VPB3, and VPB4. The V composite designation exhibits low wear resistance, characterized by a high specific wear rate of 0.041 mm3/Nm and a coefficient of friction (COF) of 0.35. The inherent softness and brittleness of the vinyl ester make it susceptible to abrasion, lacking the required hardness to withstand frictional forces without material loss. However, wear resistance improved significantly with the inclusion of 40 vol.% of silane-treated pineapple fiber and silane-treated biocarbon particles at 0.5, 1, 2, and 4 vol.%. VPB1 demonstrates a reduced specific wear rate of 0.02 mm3/Nm and a COF of 0.31, marking a 51.21% decrease in wear rate and an 11.4% reduction in COF compared to the V composite designation. This improvement is the reason for the reduced direct contact area of the composite, and instead of resin, the fiber is exposed to the abrasion disc. Moreover, due to silane treatment, the fiber layers adhere to each other firmly, and no interlaminar breaking due to abrasion shear force occurred. This phenomenon reduced the 3-body abrasion and erosion wear loss in the material. Moreover, further inclusion of biocarbon continues to enhance wear resistance [46].

Wear characteristics of composites
Thus, VPB4 stands out with high wear resistance, showcasing a reduced specific wear rate of 0.002 mm3/Nm and a COF of 0.13. The carbon-rich nature of biocarbon contributes to the increase in hardness. When the particles are added, the entangling nature of resin molecules increases, and the molecules are not able to stretch. This means the hardness-improved composites effectively withstand against wear loss phenomenon. This indicates the increment in hardness directly influencing the wear loss stability [47], synergizing with pineapple fiber reinforcement. This enhanced hardness enables the material to effectively resist wear and abrasion [48]. The orientation and alignment of pineapple fibers within the matrix play a pivotal role in creating a protective barrier against abrasive forces [49]. This addition of fiber and particles reduces the direct impact on the matrix, thereby augmenting wear resistance. Both biocarbon and pineapple fibers work in concert to distribute applied loads evenly throughout the material, preventing localized wear and enhancing overall durability. In a study by Jayabalakrishnan et al. [50], it was found that the wear rate was observed to be 0.006 mm3/Nm with a coefficient of friction (COF) of 0.44 for a composite containing 2 vol.% of biochar combined with opuntia cladode fiber in an epoxy matrix. However, when compared to this study, the composite designation VPB3 demonstrates improved wear rate performance with 54.5% reduced COF at the same filler content composition within a vinyl ester composite. Figure 12 shows the optical microscope worn surface images of composites. Figure 12a shows the plain resin having wear scars. However, in Fig. 12b, the fiber shows a burnt nature indicating effective contact with the abrasion disc. Moreover, there is no fiber-matrix debonding. This indicates the improved adhesion in the silane treatment process. However, Fig. 12c–e indicates the wear scars with pit marks. These pits are possibly due to the evacuation of biocarbon as well as the matrix material. But, overall, the addition of fiber and biocarbon particles improved the wear resistance by offering effective reinforcement via fiber as well as a lubrication effect via biocarbon.

a–e Optical microscope worn surface images of composites
4.5 Water contact angle
Composite design designations V, VPB1, VPB2, VPB3, and VPB4 are shown in Fig. 13 along with their water contact angles. Because the vinyl ester matrix is hydrophobic, the first composite (V) shows a water contact angle of 93°. Because of its ester groups’ carbon–carbon double bond (C = C), vinyl ester polymers are less polar than hydrophilic materials and have a lower attraction for water molecules, which is why they are hydrophobic [51]. On the other hand, VPB1 reveals a small decrease in the water contact angle to 87°. The addition of pineapple fiber (40 vol.%) to the matrix, which introduces intrinsic hydrophilic behavior, is responsible for this reduction. Since the silane-grafted fiber is not very prone to absorb water, the contact angle value remains in the hydrophobic region [52].

Water contact angle of different composite designations
Incorporating 0.5 vol.% of biocarbon into VPB1 negates the hydrophilic properties of pineapple fiber, suggesting that a higher biocarbon concentration improves the hydrophobic properties of the vinyl ester matrix. Then, VPB2, VPB3, and VPB4 show up with 90°, 95°, and 98° of increased water contact angles, respectively. Because of their carbon–carbon bonds, which are nonpolar and have little contact with water molecules, biocarbons improve hydrophobic behavior [53]. This hydrophobic property is further influenced by the pyrolysis process that Selenicereus undatus undergoes when treated at high temperatures without oxygen. The remaining material is more carbon-rich and hydrophobic after this process removes functional groups that include oxygen, such as hydroxyl (–OH) groups. Larger biocarbon content improves the hydrophobic properties of the vinyl ester matrix, as seen by the systematic rise in water contact angles throughout VPB2, VPB3, and VPB4. However, when the atmosphere temperature increases, there may be a chance of increasing water absorption due to pore opening and accelerated water pulling. But the silane coating could further support this aspect too. Since the silane layer acts as a barrier in the fiber, its stability is high against temperature rise and acidic or base water conditions [54].
Figure 14 shows the SEM images of composite surfaces. The plain resin shows (Fig. 14a) micropores in small content, and the remaining surface is pore-free. Thus it gives a high contact angle. However, when adding the fiber, the micropores and minor pit marks are visible (Fig. 14b). These pits and minor voids allow the water to go in and improve the surface energy. Thus, a lesser contact angle is observed. Finally, in Fig. 14b–d, the complete trace of fiber and particles on the surface shows lots of pores, interfacial gaps, and void gaps. These places significantly admit water and produce lower contact angles. Mohammed et al. [55] reported a study on improving hydrophobicity and compatibility between kenaf fiber and polymer composite by surface treatment with inorganic nanoparticles [55]. These findings are correlated with peer group researchers and their work. Prakash and Viswanthan [56] reported a hydrophobic study on the oil-toughened epoxy composite. In this, the fiber and particles are silane-treated using APTMS. Results revealed that the treated fiber and particles in the composites retain hydrophobicity. This literature indicates that the silane treatment process supports the composites well in hydrophobic conditions [57,58,59,60].

a–e SEM surface morphology of composites
4.6 Economic analysis of composites
It is noted that the developed composites in this research are almost made using biodegradable materials from agricultural biomasses. Though the composites are biodegradable, there are still issues with viability and economic perspectives. However, there could be a future scope of work where these issues could be addressed to reduce the barrier to the implementation of these biodegradable eco-friendly composites in the industrial sectors. For example, as of now, glass fiber–based composites still rule the market since they are cheaper and highly sustained. The product lineup in the market is high, and thus, the supply is greater. But in natural fiber and filler-based composites, there are some supply issues, so the initial cost is marginally higher than the glass fiber–based composites. In economical point, the cost of these glass fiber–based composites is a minimum of 30% lesser cost than the bio fiber and filler-based composites. However, in eco-friendly point, these composites are in upfront. Being good mechanical, abrasion, and fatigue properties, these composites could be used in automotive pumpers instead of so-called ABS pumpers. Cost-wise, the pumper made of ABS costs approximately 75 USD, and the proposed pumper made using the present material costs around 105 USD. However, the difference of 30 USD also can be minimized when producing the fibers and fillers on a large scale and continuing production lines. Thus, in the future, the cost may be similar, and more automotive products could be produced in a safe eco-friendly manner.
5 Future scenarios
This study has demonstrated the potential of using dragon fruit peel biocarbon and pineapple fiber in vinyl resin composites, showcasing an environmentally friendly alternative to synthetic materials harmful to both humans and the planet. While this research marks a significant step forward, the scope for exploration within the domain of bio-based composites remains vast and varied. Here are several prospective research paths that could further enhance our understanding and application of these innovative materials:
Diversification of biocarbon sources
Future studies could explore a broader range of biocarbon sources, particularly focusing on underutilized agricultural residues. For instance, the biomass wastes from crops like rice husks or coconut shells could provide unique properties worth investigating. Comparative studies on the performance of composites made from these varied sources under uniform testing conditions would offer invaluable insights into their practical applications.
Exploration of alternative plant-based fibers
Replacing pineapple fiber with other plant-based fibers such as kenaf, ramie, or jute could uncover new applications and performance metrics. These fibers, known for their robust mechanical properties and low environmental impact, could be tailored for specific uses in industries like automotive, construction, or consumer products. Understanding the unique properties of each fiber could guide their integration into composites for optimal performance.
Optimization of material properties
There is a critical need to optimize the size, shape, and pore size of biocarbon particles and to explore the effects of varying fiber dimensions and treatment methods on composite properties. Advanced material characterization techniques could help in understanding how these variables affect the mechanical strength, thermal stability, and durability of composites.
Advanced treatment techniques
Further research could delve into advanced silane treatment methods to enhance the bonding properties and water resistance of fibers. Exploring how these treatments modify the interface between the fiber and the matrix would provide deeper insights into improving composite performance.
Sustainability assessments
Conducting comprehensive lifecycle analyses of these bio-based composites could quantify their environmental benefits, such as reduced carbon footprint and potential biodegradability. Additionally, economic analyses comparing the cost-effectiveness of natural versus synthetic composites would be beneficial for assessing the feasibility of large-scale industrial adoption.
Interdisciplinary collaborations
Encouraging collaboration across disciplines—combining insights from material science, environmental science, and industrial application—could accelerate the development of bio-based composites. Such collaborations would be crucial for translating laboratory findings into scalable industrial processes that lead to sustainable material solutions.
By pursuing these directions, future research can build on the current study’s findings to develop deeper insights into the deployment of bio-based composites in engineering applications, ultimately leading to more sustainable industrial practices.
6 Conclusions of present study
Finally, this study has investigated in depth the hydrophobic, creep, wear, mechanical, and biochemical characteristics of a new composite material that is reinforced with pineapple fiber and biocarbon derived from Selenicereus undatus in a stiff vinyl ester matrix. When it comes to mechanical qualities, VPB3 stands out among the manufactured composites. The impact energy is 4.69 J, the tensile strength is 147 MPa, the flexural strength is 188 MPa, and the compression strength is 164 MPa. Conversely, VPB4, which contains a greater amount of biocarbon, has improved Shore-D hardness of 84 to make up for a little drop in mechanical characteristics. To give you an idea of how fatigued VPB3 is, at 25%, 50%, and 75% of UTS, it displays tiredness counts of 27,436; 24,981; and 22,144, respectively. When it comes to creep qualities, VPB4 shows decreases of 0.0007, 0.001, and 0.0057 for 5000; 10,000; and 15,000 s, respectively. An increased coefficient of friction (COF) of 0.13 and a decreased wear rate of 0.002 mm3/Nm are the results of VPB4’s increased hardness, which in turn improves wear resistance. Moreover, the increased biocarbon content in VPB4 contributes to heightened hydrophobic behavior, achieving a water contact angle of 98°. These findings underscore the potential of this composite material for diverse applications where a combination of strength, durability, and environmental sustainability is required predominantly. Specifically, in the automotive sector, the developed composite holds potential for applications such as bumper guards, offering a dual advantage of cost reduction and enhanced safety features. By integrating this composite into bumper guard designs, manufacturers can achieve eco-friendly sustainable products without compromising on safety standards. There is considerable potential for the future scope of the study by investigating the performance of the composite with the same filler content but utilizing different natural fibers. However, in other conditions where the composites may be subject to forced aging by temperature or water with the same fiber in silane-treated form for better stability. By conducting such evaluations, researchers can gain insights into how varying fiber types interact with the filler and matrix, influencing the mechanical properties and overall performance of the composite. Moreover, another possible potential for this research study is implementing this composite as a real-time product in an automotive either in a pumper or roof panel. This may give a wide opening for the development of similar types of composites in different application areas in automotive.
Data availability
No data is available to deposit as private.
References
Mohit H, Rangappa SM, Gapsari F, Siengchin S, Marwani HM, Khan A, Asiri AM (2023) J Market Res 23:5440–5458. https://doi.org/10.1016/j.jmrt.2023.02.162
Kumar BA, Saminathan R, Tharwan M, Vigneshwaran M, Babu PS, Ram S, Kumar PM (2022) Mater Today: Proc 69:679–683. https://doi.org/10.1016/j.matpr.2022.07.114
Gayathri N, Pragadish N, Jothi GA et al (2024). Silicon. https://doi.org/10.1007/s12633-024-03024-6
Nzimande MC, Mtibe A, Tichapondwa S, John MJ (2024). Polymers 16(8): 1103. https://doi.org/10.3390/polym16081103
Patil PD, Karvekar A, Salokhe S, Tiwari MS, Nadar SS (2024) Int J Biol Macromol: 132357. https://doi.org/10.1016/j.ijbiomac.2024.132357
Mawardi I, Razak H, Akadir Z, Jaya RP (2024) Frattura Ed IntegritàStrutturale 67:94–107. https://doi.org/10.3221/IGF-ESIS.67.07
Saha A, Kumar S, Kumar A (2021) J Polym Res 28:1–23. https://doi.org/10.1007/s10965-021-02435-y
Gokilakrishnan G, Vc U (2024) Biomass Convers Bioref: 1–10. https://doi.org/10.1007/s13399-024-05345-3
Pandurangan TE, Venkateshwaran N, Rajini N, Sivaranjana P, Alavudeen A, Ismail SO (2024) In: Biocomposites-bio-based fibers and polymers from renewable resources (pp 235–245). Woodhead Publishing. https://doi.org/10.1016/B978-0-323-97282-6.00018-9
Anandharaja M, Kumar T, Senthilkumar K, Ilyas RA, Arpitha GR, Chandrasekar M (2023). In: AIP Conference Proceedings (Vol. 2492, No. 1). AIP Publishing.https://doi.org/10.1063/5.0113445
Dattu VSC, Lokesh M, Kumar A, Rajkumar M, Vallavi MA, Britto ASF (2022) Mater Today: Proc 69:695–699. https://doi.org/10.1016/j.matpr.2022.07.126
Ashok KG, Kalaichelvan K, Anbarasu KG (2024). Polym Bull. https://doi.org/10.1007/s00289-024-05290-1
Dahal RK, Acharya B, Dutta A (2023) J Polym Res 30(7):1–22. https://doi.org/10.1007/s10965-023-03657-y
Alshahrani H, Vincent Rethnam AP (2024) Fibers Polym: 1–11. https://doi.org/10.1007/s12221-024-00475-x
Kumar V, Arun A, Rajkumar K, Palaniyappan S (2024) Polym Compos. https://doi.org/10.1002/pc.28073
Rahman MR, Bin Othman AK, Yurkin Y, Burkov A, Shestakova U, Bakri MB, ... Rahman MM (2023) BioResources 18(3): 4492. https://doi.org/10.15376/biores.18.3.4492-4509
Prasad BS (2024) Balaji. Biomass Conv Bioref. https://doi.org/10.1007/s13399-024-05754-4
Nur MA, Uddin MR, Uddin MJ, Satter MA, Amin MZ (2023) S Afr J Bot 155:103–109. https://doi.org/10.1016/j.sajb.2023.02.006
Langhorst A, Peczonczyk S, Sun H, Kiziltas A, Mielewski D (2022) Polym Compos 43(4): 2034–2046.https://doi.org/10.1002/pc.26517
Jamilah B, Shu CE, Kharidah M, Dzulkily MA, Noranizan A (2011) Physico-chemical characteristics of red pitaya (Hylocereus polyrhizus) peel. Int Food Res J 18(1):279
Shakthi Prasad M, Ramesh C (2024) Biomass Conv Bioref:. https://doi.org/10.1007/s13399-024-05591-5
Andrzejewski J, Mohanty AK, Misra M (2020) Compos Part B: Eng 200: 108319. https://doi.org/10.1016/j.compositesb.2020.108319
Mishra RK, Misra M, Mohanty AK (2024) Biomass Conv Bioref 14:7887–7901. https://doi.org/10.1007/s13399-022-02906-2
Ramaswamy R, Gurupranes SV, Kaliappan S, Natrayan L, Patil PP (2022) Polym Compos 43(8):4899–4908
Venkatesh B, Gandhimathi G, Nagabhooshanam N, Raghu Babu G, Sd DB, Kishore KL, Vijay KM, Soudagar MEM (2024) Effect of submicron pore sized waste coffee emesis biochar on glass–epoxy composite thermal interface material. Biomass Conv Bioref. https://doi.org/10.1007/s13399-024-05558-6
Suresh N, Sivakumar P, Malathi ACJ, Veeramalini JB (2023) Dielectric, magnetic, microwave shielding, and mechanical behavior of flexible NiFe2O4 and black gram pod biocarbon PVA composites in E, F, I, and J band frequencies. Biomass Convers Biorefin pp 1–9. https://doi.org/10.1007/s13399-023-04338-y
Padmanaban MRA, Sambath S, Jayabalakrishnan D et al (2024). Polym Bull. https://doi.org/10.1007/s00289-024-05268-z
Prakash VA, Jaisingh SJ (2018) Mechanical strength behaviour of silane treated E-glass fibre/Al 6061 & SS-304 wire mesh reinforced epoxy resin hybrid composite. Silicon 10:2279–2286
Malakar C, Ravivarman R, Tripathi VK et al (2024) Biomass Conv Bioref. https://doi.org/10.1007/s13399-024-05678-z
Karagöz İ, Mutlu D, Çavuşoğlu A et al (2024). Biomass Conv Bioref. https://doi.org/10.1007/s13399-024-05660-9
Latif S, Alanazi KD, Alshammari BH et al (2024). Biomass Conv Bioref. https://doi.org/10.1007/s13399-024-05741-9
Natrayan L, Kaliappan S, Okla MK et al (2024). Waste Biomass Valor. https://doi.org/10.1007/s12649-024-02556-7
Antor MMH, Anik MTI, Al Faisal SM et al (2024) Biomass Conv Bioref. https://doi.org/10.1007/s13399-024-05728-6
Purushothaman R, Balaji A, Swaminathan J (2024). Biomass Conv Bioref. https://doi.org/10.1007/s13399-024-05740-w
Asyraf MRM, Sheng DDCV, Mas’ood NN et al (2024) Biomass Conv Bioref. https://doi.org/10.1007/s13399-024-05659-2
Sundarakannan R, Shanmugam V, Arumugaprabu V, Manikandan V, Sivaranjana P (2021) Mech Dyn Properties Biocompos: 255–264. https://doi.org/10.1002/9783527822331.ch13
Ng LF, Yahya MY, Leong HY, Parameswaranpillai J, Muthukumar C, Syed Hamzah SMSA, Dhar Malingam S (2023) Polym Compos 44(10):6275–6303. https://doi.org/10.1002/pc.27593
Hassan M, Mohanty AK, Misra M (2023) Mater Design: 112558. https://doi.org/10.1016/j.matdes.2023.112558
Chinnusamy TR, Muralidharan K, Raja VL, Kathan A (2024) Silicon: 1–13. https://doi.org/10.1007/s12633-024-02866-4
Wang H, Yang K, Guan Z, Gao S (2023) Fibers Polym 24(6):2173–2193
Bhowmik S, Kumar S, Mahakur VK (2024) Iran Polym J 33:249–271. https://doi.org/10.1007/s13726-023-01243-z
Mandala R, Hegde G, Kodali D, Kode VR (2023) J Compos Sci 7(8): 307. https://doi.org/10.3390/jcs7080307
Chen F, Sun L, Luo H, Yu P, Lin J (2023) J Appl Biomater Funct Mater 21: 22808000231193524. https://doi.org/10.1177/22808000231193524
Li X, Han M, Liu M, Le L, Meng L, Lin Y, Yu J, Meng L, Li C (2023) Polym Compos 44(9):5539–5552
Xi F, Zhao L, Wei Y, Yi J, Zhao K (2023) Effect of temperature on the bending and creep properties of wood plastic composites. Polym Compos 44(8):4612–4622
Alshahrani H, Pathinettampadian G, Gujba AK, Prakash Vincent Rethnam A (2022) Effect of palmyra sprout fiber and biosilica on mechanical, wear, thermal and hydrophobic behavior of epoxy resin composite. J Ind Textiles 52:15280837221137382
Arun Prakash VR, Xavier JF, Ramesh G, Maridurai T, Kumar KS, Raj RBS (2022) Mechanical, thermal and fatigue behaviour of surface-treated novel Caryota urens fibre–reinforced epoxy composite. Biomass Convers Biorefin 12(12):5451–5461
NagarajaGanesh B, Rekha B, Kailasanathan C et al (2024). Biomass Conv Biorefin. https://doi.org/10.1007/s13399-024-05480-x
Sumesh KR, Saikrishnan G, Pandiyan P, Prabhu L, Gokulkumar S, Priya AK, ... Krishna S (2022) J Ind Textiles 51(5_suppl): 8626S-8644S. https://doi.org/10.1177/1528083721102261
Jayabalakrishnan D, Jayaseelan V, Patil PP, Ramesh B, Bhaskar K (2022) Biomass Convers Biorefin: 1–11. https://doi.org/10.1007/s13399-022-03555-1
Vaičiukynienė D, Alaburdaitė R, Nizevičienė D et al (2024). Biomass Conv Biorefin. https://doi.org/10.1007/s13399-024-05434-3
Alshahrani H, Prakash VA (2024) Biomass Convers Biorefin 14(6):8081–8089
Yang S, Fang H, Shu B, Liu Z, Zhou M, Chen X, ... Yang Z (2023) Prog Org Coat 180: 107564. https://doi.org/10.1016/j.porgcoat.2023.107564
Marrot L, Zouari M, Schwarzkopf M, DeVallance DB (2023) Prog Org Coat 177 107428. https://doi.org/10.1016/j.porgcoat.2023.107428
Mohammed M, Rahman R, Mohammed AM, Betar BO, Osman AF, Adam T, Dahham OS, Gopinath SC (2022) Improving hydrophobicity and compatibility between kenaf fiber and polymer composite by surface treatment with inorganic nanoparticles. Arab J Chem 15(11):104233
Prakash VA, Viswanthan R (2019) Compos A Appl Sci Manuf 118:317–326
Muralidaran VM, Natrayan L, Kaliappan S, Patil PP (2023) Grape stalk cellulose toughened plain weaved bamboo fiber-reinforced epoxy composite: load bearing and time-dependent behavior. Biomass Convers Biorefin pp 1–8. https://doi.org/10.1007/s13399-022-03702-8
Hachem H, Hfaith Y, Mihoubi D (2024). Emergent Mater. https://doi.org/10.1007/s42247-024-00649-6
Kusumkar VV, İnan S, Galamboš M et al (2024) Water Air Soil Pollut 235:212. https://doi.org/10.1007/s11270-024-07026-3
Arun Prakash VR, Rajadurai A (2016) Appl Surf Sci 384(Complete): 99–106 https://doi.org/10.1016/j.apsusc.2016.04.185
Author information
Authors and Affiliations
Contributions
A. Mani: research work and drafting; G.R. Jinu: research work; M. Shunmuga Priyan: testing.
Corresponding author
Ethics declarations
Ethics approval
NA.
Consent to participate
NA.
Consent for publication
The authors grant permission for publication.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Mani, A., Jinu, G.R. & Priyan, M.S. Enhancing vinyl ester composites with biocarbon from pineapple leaf fiber and dragon fruit peel waste: a characterization study. Biomass Conv. Bioref. (2024). https://doi.org/10.1007/s13399-024-05827-4
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13399-024-05827-4