
Abstract
This study aimed to investigate the mechanical, fatigue, dynamic mechanical and creep properties of vinyl based composites reinforced using Amaranthus viridis root hair cellulose and pineapple fibe. The cellulose was produced via thermo-chemical route and the composites were manufactured using pineapple fibe mat. The composites were prepared via hand layup method and tested using ASTM standards. Results revealed that among various composite designations, the composite contains fibe and 2 vol% of cellulose showcasing a tensile strength of 175 MPa, flexural strength of 205 MPa, compression strength of 188 MPa, interlaminar shear strength of 24.7 MPa and Izod impact strength of 6.03 J. Moreover, the composite demonstrated exceptional fatigue resistance, with fatigue life counts of 39,749, 34,411 and 28,260 cycles for 25%, 50%, and 75% of ultimate tensile strength. Nevertheless, an increase in the volume percentage of cellulose up to 4 vol% resulted in a decline in both mechanical and fatigue life counts. However the dynamic mechanical analysis of composite contains 4 vol% of cellulose revealed an improved storage modulus of 5.61 GPa with a loss factor of 0.37. Additionally, the composite demonstrated diminished creep strain values of 0.0007, 0.0022, and 0.0057 for time durations of 5000 s, 10000 s, and 15000 s, respectively. Finally, the scanning electron microscopy images revealed highly reached phases of cellulose within the matrix and effective reinforcement effect. Thus it is clear that the addition of cellulose along with natural fibe improved the load bearing properties and overall structural integrity.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
A composite material usually consisting of high-strength fibers and a polymer matrix is called fiber reinforced polymer, or FRP. Among the polymer matrix composites the vinyl polymers have significant role and are made from vinyl monomers, which feature a double bond between carbon atoms [1]. Because of its high resistance to corrosion and capacity to tolerate water absorption, this resin is frequently used in the marine industry [2]. However the addition of reinforcement may determine the overall outcome of the composite, thus the selection of reinforcement is very important. When the reinforcement is synthetic, then the entire composite become non-degradable, whereas if the reinforcement is bio-degradable as full or partial, then the composite may comes under the category of bio-degrdable composite. Thus majority of scientists these days are focused on developing new raw materials that are degradable, low density, inexpensive and have good mechanical properties [3]. They are quite stiff and contribute to the safety of industrial workplaces. By thinking bio-degradable factors usually natural fibe and fillers are used in composites since they are light in weight, reasonable strength and eco-friendly. Natural fibers including coir, sisal, kenaf, banana, bamboo, hemp, aleovera, pineapple leaf fiber, areca, and jute are the major fibe reinforcements as of now in the composite market. Since these fibers are covered with more cellulose, they could acts as effective primary reinforcement in composites [4].
Ramakrishnan et al. [5] evaluated physical, mechanical, water absorption and tribological behavior of pineapple leaf fiber/roselle fiber reinforced vinylester hybrid composite. The composite prepared in this study was under the wt% of 24 and 16 for pineapple and roselle respectively. Based on result, author concluded that the inclusion of natural fiber into the composite shows enhanced tensile strength of 103.9%, flexural strength of 109.7%, compression of 26.2%, impact strength of 56.9% and hardness strength of 113.5%, when compared to plain vinyl composite. Similarly, Praveena et al. [6] studied the mechanical properties and water absorption behavior of pineapple leaf fiber reinforced polymer composites. The study noted that the tensile, and impact strength of the material increased up to 2490 MPa and 41 kJ/m2 respectively, when adding 40 wt% of pineapple fiber. Like this there is much more similar group research available and they all proved that the cellulosic natural fibers could improve the strength of composite with low environmental impacts [7].
Similarly, fillers are acts as secondary reinforcements, usually to just fill the void caps of polymer or some time for specific reasons. There are various filler particles are employed in composite materials to enhance their thermal, mechanical, damping, wear, and fatigue properties. However there is a growing trend toward utilizing innovative bio-based particles like biosilica, biochar, lignin, cellulose, and chitosan [8]. Interestingly, cellulose has been observed to provide increased stiffness, resilience, and durability to fibers. In contrast, when used as reinforcement in composites, it not only imparts biocompatibility but also contributes to the development of materials with robust and suitable properties [9]. For instance, the effects of amino silane grafted cellulose and kenaf fibers in mechanical, impact toughness and drilling characteristics of epoxy resin composite were studied by Kaliappan et al. [9]. The study has reported that the inclusion of silane treated cellulose and kenaf fiber promote 60% increment in tensile strength and 53%, 18% increment in flexural strength and ILSS property of the material. Further, it is also increasing the impact strength of the material up to 7.22 J. Moreover, Prasanthi et al. [10] conducted a study on influence of cellulosic particle fillers on mechanical properties of hemp fiber-reinforced composite. Author concluded that the 5 wt% of pistachio shell powder showed a 9.28% of increment in tensile strength and 50.96% increment in flexural strength; further 5 wt% of teak powder shows improved tensile and flexural strength of about 31.56% and 35.97% respectively. Similarly the study revealed that the 5 wt% of groundnut shell powder shows maximum tensile and flexural strength of 42.99%, and 83.99% respectively.
Despite of many research studies, there is a notable gap in research, as no investigator has explored the synthesis of cellulose from discarded Amaranthus viridis root hair and its application as filler in polymer composites. Amaranthus viridis is an edible plant and it is mostly cultivated across globe. Typically growing to a height ranging from 70 to 130 cm, this invasive plant species commonly flourishes in proximity to roads or in environmentally disrupted areas. The plant’s roots and its hair contain a rich amount of cellulose, which is closer to 43.6% in its total mass. Although the stems of this plant are commonly used in cooking because of their widespread availability and phenotypic adaptability, the roots have historically been discarded. In an effort to minimize waste and explore the potential of creating innovative compounds from these roots, and their use in composites, this research focuses on utilizing A. viridis root hair for cellulose extraction [11, 12].
Thus the primary objective of the current research is to showcase the process of developing cellulose from A. viridis root hair and incorporating it into the composites with pineapple fiber and vinylester. Further, the research placed emphasis on assessing the impact of the silane surface treatment on both the fiber and particle and various characteristics of the composites. Utilizing the hand layup process, the composites were prepared and subject to testing in accordance with ASTM standards. These novel cellulose from waste reinforced vinyl based composites, designed for easy decomposition, hold potential for the creation of functional products in the fields of automobiles, households, aviation and sports.
Experimental methods and materials
Raw materials
The commercial vinylester with a viscosity of 8400 cps was sourced from Sakthi Polymers, Chennai, India. The curing process initiation involved the use of Co naphthenate, N-dimethylaniline, and Methyl Ethyl Ketone Peroxide, were also procured from the same country. Similarly, 3-Aminopropyltrimethoxysilane (APTMS) with a density of 0.9 g/cc from Sigma Aldrich was obtained for the surface treatment process. The plain weaved pineapple fiber woven mats of thickness 0.5 mm and density of 1.35 g/cm3 was supplied by Metro Composite Research and Training Institute (MCRTI), Chennai, India. Moreover for extracting the cellulose the A. viridis plants were purchased from Queen’s Farm, Chennai, Tamil Nadu, India.
Amaranthus viridis root hair extraction
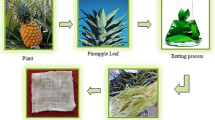
Generally, the outer epidermal part of any plant species consists of cell wall, which contains cellulose on it gives strength and protection from outer barrier [13]. Therefore, because of presence of rich cellulose part in the plant root system, the present study aimed to extract the crystalline cellulose from root hair part of A. viridis (AV) plant. Firstly the purchased AV plant is cleaned for dirt free stems and leafs. Then the root part of the plant is bisected and washed under distilled water in order to remove the waste dust contaminants from it. After that, the root hair is separated from the plant species. The photographic images and microscopic images of A. viridis root hair is represented in Fig. 1.

a Preparation of root hair from A. viridis, b microscopic image of prepared root hair
Cellulose preparation
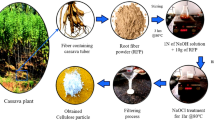
The cleaned root hair from the A. viridis plant are typically air-dried before being finely ground into powder using a grinder. In a magnetic stirrer arrangement, 4 g of powdered A. viridis root hair is combined with 12 ml of 1 mol NaOH and 88 ml of distilled water. The mixture is stirred for 2 h at 85 °C. After the delignification process, the resulting blend is filtered using a strainer and Whatman filter paper, followed by a 24 h drying period [14]. Afterward, the particles undergo sterilization in a solution comprising 50 ml of Sodium hypo chlorite and 50 ml of distilled water. The mixture is stirred at 80 °C using a magnetic stirrer for one hour before undergoing natural cooling. Subsequently, the resulting slurry is transferred to a suitable beaker using filter paper, where the minute particles are extracted. For achieving neutrality in pH the crystalline cellulose is cleaned under purified water. Finally, the residue is placed in a hot air oven for three hours to produce crystalline cellulose of size 1–3 µm [15]. In this study, the produced cellulose exhibited a density ranging from 1.3 to 1.5 g/cm3, with a particle size falling within the range of 1–3 µm. The synthesis process of cellulose is graphically represented in Fig. 2.

Process involved in preparation of crystalline cellulose
Development of composites
The fabrication process of the vinylester composite in this study has two steps. Initially at the first step the cellulose and fibe is silane treated using an aminosilane via aqueous solution method. In this process a 95% of ethanol is blended with 5% of water to dilute the concentration of ethanol–water mix. The silane substance of 3 wt% is mixed with the ethanol–water max as a drop by drop and the solution was stirred gently. After mixing of silane the acetic acid is added into the ethanol–water-silane mix to set up the blend’s pH as 4.5 for better hydrolysis. Finally the cellulose and fibe is immersed into the solution for 10 min and dried using a hot air oven at 110 °C for 2 h. In the second step the composite fabrication is taken place (Fig. 3). A predetermined quantity of resin was blended with cellulose particles at 0.5, 1, and 2 volume percentages in a glass beaker. The mixture was stirred continuously until it attained uniformity. The pre-prepared mixture of the matrix and crystalline cellulose particles was subsequently mixed with 1.5% accelerator, 1.5% catalyst, and 1.5% promoter. The resultant solution was poured into a silicon rubber mold coated with wax [16]. Following this, successive 3 layers of pineapple fiber woven mats (40 vol%) were applied, on the laminate. Subsequently, the composites were subjected to post-curing in a heated oven at 120 °C for 12 h, following an initial curing period at ambient temperature of 30 °C for 24 h [17]. The various designation of fabricated composite is mentioned in Table 1. Figure 4 illustrates fabricated vinylester composite.

Fabricated vinylester VPC2 composite

Testing specimen of fiber and filler reinforced polymer composite
Testing specimen and machine specification
The fabricated materials are undergo further cutting for evaluating their performance using a Maxiem water jet 1515, KENT, USA abrasive water jet machine. The fabricated laminate is precisely machined following ASTM standards [18, 19]. Table 2 provides details on the various tests and ASTM standards utilized in this study and Fig. 5 provides testing specimen of vinylester composite.

a X-ray diffraction (XRD) and b FTIR plots of A. viridis root hair extracted cellulose
Results and discussion
XRD and FTIR analysis
Figure 5 displays (a) X-ray diffraction (XRD) and (b) FTIR graphs of the prepared cellulose. The XRD plot reveals three separate reflections of maxima at approximately 2θ 17.4° (110), 21.44° (002) and 34.3° (004). The most prominent peak, observed between 20° to 23°, corresponds to the 002 plane lattice, indicating that the produced cellulose is in semi-crystalline structure. Similarly, Fig. 5b shows the FTIR spectra of cellulose prepared. A peak at 3568.59 and 1532.35 cm−1 indicates the OH group in the cellulose structure. There are no peaks for lignin between 2850 and 2900 cm−1 and for wax between 1300 and 1450 cm−1 are found, indicating that the lignin and wax content is effectively removed during the base treatment process using NaOH.
Mechanical characteristics
The mechanical characteristics of various composite formulations, incorporating crystalline cellulose derived from A. viridis root hair, pineapple fibers, and a vinylester resin matrix, are depicted in Fig. 6. The baseline values for pure vinylester composite were observed to be 59 MPa, 95 MPa, 74 MPa, 0.41 J and 76 Shore D for tensile strength, flexural strength, compression strength, Izod impact and hardness respectively. The inherent brittleness of pure vinylester resulted in the dominance of microcrack initiation and propagation under load, leading to premature failure at relatively low loads. The absence of reinforcement in the vinylester matrix was also a primary factor contributing to the diminished mechanical properties [20]. Besides, the introduction of a natural fiber mat at 40 vol% into the resin (VP) significantly increased mechanical properties. The tensile strength, flexural strength, compression strength, interlaminar shear strength (ILSS), Izod impact resistance, and hardness increased to 131 MPa, 153 MPa, 139 MPa, 17.1 MPa, 3.84 J and 77 Shore D, respectively. Pineapple fibers acted as effective reinforcement in the matrix, resisting applied loads, delaying deformations, and improving adhesion at the interface due to a silane-surface treatment process. The fibrillar nature of pineapple fibers facilitated load transfer across the composite in an isotropic manner, reducing the likelihood of excess microcrack development and improving overall strength [21].

Mechanical characteristics a tensile strength, b flexural strength, c compression strength, d interlaminar shear strength, e impact energy, d hardness, of different composite designations
Additionally, the incorporation of crystalline cellulose in volumes of 0.5, 1.0, 2.0, and 4.0 vol% resulted in enhanced mechanical strength of composite designations VPC1, VPC2, VPC3, and VPC4, respectively. The highest values were observed with the VPC3 composite, reaching 175 MPa, 205 MPa, 188 MPa, 24.7 MPa, and 6.03 J for tensile strength, flexural strength, compression strength, ILSS, and Izod impact, respectively. The improvement in tensile, flexural, ILSS strength characteristics was attributed to the rigid structure provided by crystalline cellulose, resisting deformation and enhancing the load-carrying capacity of the composite [22]. The increase in stiffness and modulus of elasticity, attributed to the ordered arrangement of cellulose chains in the crystalline structure, contributed to improved resistance to deformation under applied loads.
However, further addition of crystalline cellulose up to 4.0 vol% resulted in a slight decrease in mechanical strength of composite VPC4. The tensile and flexural strength, compression strength, ILSS, and Izod impact were recorded at 165 MPa, 194 MPa, 179 MPa, 21.8 MPa, and 5.57 J, respectively. The clustering of cellulose at higher volume promotes stress concentration points in the composite and decreased the uniform load sharing effect. Thus increased stress in particular domain increased the brittleness via super saturated interpenetrating polymer networks and high cross linking density. This phenomenon caused early (fewer load) fracture in composites when tensile and bending load is applied [23].
Nevertheless, hardness values demonstrated an improved with 4.0 vol% of filler particle inclusion, reaching 84 Shore-D, attributed to enhanced the strength of the resin, preventing easy stretching of polymer molecules and limiting penetration in hardness tests. A comparable study conducted by Padmanaban et al. [24] revealed significant improvement in mechanical properties with the inclusion of cellulose. The highest mechanical properties observed were 164 MPa for tensile strength, 192 MPa for flexural strength, 176 MPa for compression strength, 23.2 MPa for ILSS, and 5.64 J for impact energy. In comparison, the utilization of crystalline cellulose in this study resulted in superior mechanical properties compared to normal cellulose content. Crystalline cellulose inclusion exhibited an improved performance, with a 6.2% increase in tensile strength, 6.3% in flexural strength, 13.9% in compression strength, 6.4% in ILSS, and 6.28% in impact, showcasing its superior mechanical benefits over normal cellulose particles.
Figure 7a, b, scanning electron microscope images reveal fractured tensile samples of composite materials designated as VP, VPC1, VPC2, VPC3 and VPC4, respectively. Figure 7a displays pineapple fiber within the matrix, as well as small voids situated between the fibers, suggesting a limited bonding strength [25]. But Fig. 7b, c demonstrates an evident of enhancement in toughness due to the incorporation of cellulose particles into the matrix. The wavy matrix phase along with shear cups is the evidence of toughness improvement. This improved toughness is the reason for the inception of large IPN structures as well as improved hydrogen bonding [26]. Since the cellulose is rich in hydrogen and oxygen content it effectively reacts with epoxy and form covalent bonds [27]. This makes the composite more agile toward high load bearing effect. Similarly, Fig. 7d illustrates improved bonding between the fibers and the matrix, as well as effective dispersion of cellulose. However, in Fig. 7e, an excessive concentration of cellulose forms clusters within the matrix, leading to stress concentration points that ultimately results in abrupt plastic deformation [28].

SEM images of tensile fractured samples a VP, b VPC1, c VPC2, d VPC3 & e VPC4, composite designations
Fatigue characteristics
Figure 8 illustrates the fatigue behavior of vinylester composites toughened with A. viridis roots hair crystalline cellulose particles and reinforced with pineapple fiber. Composite designation exhibited low counts in terms of fatigue life for V (3727, 2471, 1014 for 25%, 50%, and 75% of UTS, respectively) due to the inherent brittleness of pure vinylester resin and the absence of reinforcement [29]. The fragile features of the vinylester and the lack of reinforcement led to microcrack development and plastic fracture under increased applied stress. The inclusion of 40 vol% of pineapple fiber mats significantly increased fatigue property (29,696, 24,753, and 19,300 for 25%, 50%, and 75% of UTS in the VP composite configuration). The fibrillar nature of the fibers enhanced fatigue properties by reducing the factor representing stress intensity in the vinylester resin [30]. Effective bonding of the fiber helped distribute load uniformly, preventing the creation of microcracks in the composite morphology. Furthermore, the incorporation of 0.5, 1, 2, and 4 vol% of A. viridis roots hair crystalline cellulose in composites VPC1, VPC2, VPC3, and VPC4 improved fatigue life counts.

Fatigue counts of different composite designations
The highest values were observed for VPC3 (39,749, 34,411, and 28,260 for 25%, 50%, and 75% of UTS). The stiffness and strength of crystalline cellulose reinforced the matrix along with pineapple fibers, improving structural integrity. Crystalline cellulose acted as a barrier to crack propagation, working synergistically with pineapple fibers to distribute stress evenly and limit microcrack growth during repeated loading [31]. However, an increase in crystalline cellulose vol% up to 4.0 vol% resulted in reduced fatigue life counts (34,832, 29,764, and 25,018 for 25%, 50%, and 75% of UTS). This reduction was attributed to increased brittleness due to particle agglomeration in a denser matrix, leading to the formation of microcracks. Additionally, these agglomerated particles created stress points, contributing to crack formation during fatigue testing [32].
Dynamic mechanical analysis
Figure 9 displays the storage modulus (E′) and loss factor values for various vinylester composite configurations. The pure vinylester matrix exhibits a relatively lower storage modulus of 2.18 GPa and a high loss factor of 0.78. These characteristics are attributed to the inherent brittleness of the vinylester matrix, causing the specimen to deform plastically rather than elastically [33]. The inflexibility of the polymer chains further contributes to this behavior, leading to weaker intermolecular interactions and a reduction in overall stiffness. The introduction of pineapple fiber woven mats in the composite designated as “VP” significantly improves the dynamic mechanical analysis (DMA) values. With 40 vol% of pineapple fibers, VP demonstrates an enhanced storage modulus of 3.64 GPa and a reduced loss factor of 0.69. The silane treatment of pineapple fibers plays a crucial role in enhancing adhesion within the matrix, thereby improving the load-bearing capacity [34]. This treatment minimizes interfacial debonding between fibers and the matrix, ensuring a stronger interphase that reduces the likelihood of slippage or separation at the interface. Consequently, this improved interfacial bonding contributes to a more effective load transfer, resulting in higher storage modulus values and reduced loss factors [35].

DMA characteristics of different composite designations
Further improvements in storage modulus are observed with the inclusion of crystalline cellulose in VPC1, VPC2, VPC3, and VPC4 composite designations. These composites exhibit storage modulus values of 3.97 GPa, 4.59 GPa, 4.99 GPa, and 5.61 GPa, along with corresponding loss factors of 0.63, 0.57, 0.48, and 0.37, respectively. The rigid and ordered molecular structure of crystalline cellulose acts as a reinforcing filler in the vinylester matrix, increasing overall stiffness and enhancing the material’s ability to store elastic energy [36]. This combined with the effects of pineapple fibers and silane treatment results in a composite material with superior mechanical properties, making it well-suited for applications where enhanced performance is crucial.
Creep behavior
Figure 10 illustrates the creep behavior of a vinylester matrix reinforced with pineapple fibers and crystalline cellulose extracted from A. viridis root hair. Initially, the pure vinylester resin (designated as V) exhibits high creep strain values of 0.0082, 0.014, and 0.062 at 5000 s, 10000 s, and 15000 s, respectively. This high strain is attributed to the brittleness of the vinylester resin and the absence of reinforcement, rendering it unable to handle the applied load at a specific temperature.The introduction of pineapple fibers in the VP composite (40 vol%) fills the reinforcement gap in plain vinylester. Consequently, the VP designation displays reduced creep strain values of 0.0029, 0.006, and 0.0091 at 5000 s, 10000 s, and 15000 s. The incorporation of pineapple fibers enhances the load-bearing capacity of the composite, allowing it to endure applied loads for extended periods without significant deformation [37].

Creep strain of different composite designations
Furthermore, the addition of crystalline cellulose from A. viridis root hair (at concentrations of 0.5, 1, 2, and 4 vol%) along with pineapple fibers (40 vol%) in the vinylester matrix results in further reductions in creep strain. Notably, the VPC3 designation exhibits the lowest creep strain among the composite designs. VPC4, with a creep strain of 0.0007, 0.0022, and 0.0057 at 5000 s, 10000 s, and 15000 s, respectively, stands out with significantly reduced creep.The crystalline structure of cellulose acts as a physical barrier, restricting polymer chain mobility in the vinylester matrix and impeding long-term deformation. Additionally, crystalline cellulose enhances bonding, filling micro voids in the matrix, and resisting deformation over time [38]. The synergistic action of silane-treated pineapple fibers and crystalline cellulose improves adhesion in the matrix, thereby enhancing the overall structural integrity of the specimens [27].
Conclusions
In conclusion, this study focused on the development and characterization of vinylester composites toughened with A. viridis roots hair crystalline cellulose and pineapple fiber. The following are the precise finding of this present study.
-
i.
The incorporation of 40 vol% of pineapple fiber woven mats led to notable improvements in mechanical, fatigue, dynamic mechanical analysis (DMA) and creep strain properties. Among the various composite designations, the VPC3 demonstrated the highest mechanical values, with a tensile, flexural, compression properties of 175 MPa, 205 MPa, 188 MPa, interlaminar shear strength (ILSS) of 24.7 MPa, and Izod impact strength of 6.03 J. This indicated that the composites could replace the synthetic composites in load bearing zones.
-
ii.
The fractography results revealed that the addition of pineapple fibe and cellulose improved the toughness, whereas larger dose of cellulose not favor in load bearing effect.
-
iii.
Furthermore, VPC3 exhibited superior fatigue performance, with fatigue life counts of 39,749, 34,411, and 28,260 cycles for 25%, 50%, and 75% of UTS. This indicates the composites have an durable life span when they are subject to deploy in engineering applications.
-
iv.
However, an increase in cellulose volume percentage up to 4 vol% led to a decrease in mechanical and fatigue values, except for hardness. VPC4, in particular, demonstrated an elevated Shore-D hardness of 84. This means the composites are improved in hardness when larger cellulose is included which eventually reduced the load bearing effect.
-
v.
The dynamic mechanical analysis revealed that VPC4 delivered a storage modulus of 5.61 GPa and a reduced loss factor of 0.37. This indicated the improved viscoelastic properties (storage modulus) in composite after the addition of cellulose.
-
vi.
Additionally, the composite VPC4 exhibited lower creep strain of 0.0007, 0.0022, and 0.0057 for time durations of 5000 s, 10000 s, and 15000 s, respectively. This reduction in creep strain is attributed to the improved stiffness in the matrix introduced by the presence of crystalline cellulose.
-
vii.
This finding underscored the suitability of these eco-friendly composites for various engineering applications, where strength, durability, as well as exposure of thermal energy for long time.
Data availability
All data available in manuscript.
References
Nourbakhsh A, Ashori A, Ziaei Tabari H, Rezaei F (2010) Mechanical and thermo-chemical properties of wood-flour/polypropylene blends. Polym Bull 65:691–700. https://doi.org/10.1007/s00289-010-0288-8
Ashori A, Sheshmani S, Farhani F (2013) Preparation and characterization of bagasse/HDPE composites using multi-walled carbon nanotubes. Carbohyd Polym 92(1):865–871. https://doi.org/10.1016/j.carbpol.2012.10.010
Bourchak M, Ajaj R, Khalid M, Juhany KA, VR AP, Alshahrani H (2023) Development of light weight sustainable pineapple/kevlar hybridized fiber and peanut husk cellulose toughened vinyl ester biocomposite for unmanned aerial vehicle applications. J Vinyl Addit Technol 29(3):448–457. https://doi.org/10.1002/vnl.21990
Sanjay MR, Madhu P, Jawaid M, Senthamaraikannan P, Senthil S, Pradeep S (2018) Characterization and properties of natural fiber polymer composites: a comprehensive review. J Clean Prod 172:566–581. https://doi.org/10.1016/j.jclepro.2017.10.101
Ramakrishnan M, Ramasubramanian S, Raman S, Chinnapalanichamy J (2023) Evaluation of the physical, mechanical, water absorption, and tribological behavior of pineapple leaf fiber/roselle fiber reinforced vinyl ester hybrid composites for non-structural applications. Polym Compos 44(8):5284–5295. https://doi.org/10.1002/pc.27491
Praveena BA, Shetty BP, Vinayaka N, Srikanth HV, Singh Yadav SP (2022) Mechanical properties and water absorption behavior of pineapple leaf fibe reinforced polymer composites. Adv Mater Process Technol 8(2):1336–1351. https://doi.org/10.1080/2374068X.2020.1860354
Repon R, Motaleb KZMA, Islam MT, Al Mamun R, Mithu MMR (2017) Tensile and water absorption properties of jute and pineapple fabric reinforced polyester composite. Int J Compos Mater 7(2):72–76. https://doi.org/10.5923/j.cmaterials.20170702.04
Madhu P, Sanjay MR, Senthamaraikannan P, Pradeep S, Saravanakumar SS, Yogesha B (2018) A review on synthesis and characterization of commercially available natural fibers: Part-I. J Nat Fibers. https://doi.org/10.1080/15440478.2018.1453433
Kaliappan S, Arunadevi B, Sateesh N, Nookaraju BC (2023) Effect of amino silane grafted cellulose and kenaf fibers in mechanical, impact toughness and drilling characteristics of epoxy resin composite. SILICON 15(7):3149–3158. https://doi.org/10.1007/s12633-022-02245-x
Prasanthi P, SivajiBabu K, Niranjan Kumar MSR (2023) Influence of cellulosic particle fillers on mechanical properties of hemp fibe-reinforced composites. Adv Mater Process Technol. https://doi.org/10.1080/2374068X.2023.2215593
Naguib HM, Hou G (2023) Exploitation of natural and recycled biomass resources to get eco-friendly polymer. J Polym Environ 31(2):533–540. https://doi.org/10.1007/s10924-022-02631-x
Abo-Shanab ZL, Ragab AA, Naguib HM (2021) Improved dynamic mechanical properties of sustainable bio-modified asphalt using agriculture waste. Int J Pavement Eng 22(7):905–911. https://doi.org/10.1080/10298436.2019.1652301
Zhang W, Zhang X, Liang M, Lu C (2008) Mechanochemical preparation of surface-acetylated cellulose powder to enhance mechanical properties of cellulose-filler-reinforced NR vulcanizates. Compos Sci Technol 68(12):2479–2484. https://doi.org/10.1016/j.compscitech.2008.05.005
Kriger O, Budenkova E, Babich O, Suhih S, Patyukov N, Masyutin Y, Chupakhin E (2020) The process of producing bioethanol from delignified cellulose isolated from plants of the Miscanthus genus. Bioengineering 7(2):61. https://doi.org/10.3390/bioengineering7020061
Stalin A, Mothilal S, Vignesh V, Sanjay MR, Siengchin S (2022) Mechanical properties of hybrid vetiver/banana fiber mat reinforced vinyl ester composites. J Ind Text 51(4_suppl):5869S-5886S. https://doi.org/10.1177/1528083720938161
Rajadurai A (2016) Thermo-mechanical characterization of siliconized E-glass fiber/hematite particles reinforced epoxy resin hybrid composite. Appl Surf Sci 384:99–106. https://doi.org/10.1016/j.apsusc.2016.04.185
Arun Prakash VR, Xavier JF, Ramesh G, Maridurai T, Kumar KS, Raj RBS (2022) Mechanical, thermal and fatigue behavior of surface-treated novel Caryota urens fibe–reinforced epoxy composite. Biomass Convers Biorefinery 12(12):5451–5461. https://doi.org/10.1007/s13399-020-00938-0
Jayabalakrishnan D, Prabhu P, Iqbal MS, Mugendiran V, Ravi S, Prakash AV (2021) Mechanical, dielectric, and hydrophobicity behavior of coconut shell biochar toughened Caryota urens natural fiber reinforced epoxy composite. Polym Compos 43(1):493–502. https://doi.org/10.1002/pc.26393
Manikandan G, Jaiganesh V, Malarvannan RR, Prakash AV (2021) Mechanical and delamination studies on siliconized chitosan and morinda-citrifolia natural fiber-reinforced epoxy composite in drilling. Polym Compos 42(1):181–190
Alshahrani H, Arun Prakash VR (2024) Load bearing investigations on novel acrylonitrile butadiene styrene-carbon quantum dots 3D printed core/bamboo fiber polyester sandwich composite for structural applications. Polym Compos 45(4):3081–3093. https://doi.org/10.1002/pc.27972
Ben Samuel J, Julyes Jaisingh S, Sivakumar K, Mayakannan AV, Arunprakash VR (2021) Visco-elastic, thermal, antimicrobial and dielectric behavior of areca fibe-reinforced nano-silica and neem oil-toughened epoxy resin bio composite. SILICON 13(6):1703–1712. https://doi.org/10.1007/s12633-020-00569-0
Sahin D, Aksoy P, Ucpinar Durmaz B, Aytac A (2023) Improvement of polyvinyl alcohol/casein blend film properties by adding cellulose nanocrystals. J Vinyl Add Tech 29(6):1002–1014. https://doi.org/10.1002/vnl.21979
Alshahrani H, Vr AP (2024) Mechanical, wear, and fatigue behavior of alkali-silane-treated areca fiber, RHA biochar, and cardanol oil-toughened epoxy biocomposite. Biomass Convers Biorefinery 14(5):6609–6620. https://doi.org/10.1007/s13399-022-02691-y
Mostafavi Esfahani M, Koupaei N, Hassanzadeh-Tabrizi SA (2023) Synthesis and characterization of polyvinyl alcohol/dextran/zataria wound dressing with superior antibacterial and antioxidant properties. J Vinyl Add Tech 29(2):380–394. https://doi.org/10.1002/vnl.21992
Prabhu P, Jayabalakrishnan D, Balaji V, Bhaskar K, Maridurai T, Prakash VA (2024) Mechanical, tribology, dielectric, thermal conductivity, and water absorption behavior of Caryota urens woven fibe-reinforced coconut husk biochar toughened wood-plastic composite. Biomass Convers Biorefinery 14(1):109–116. https://doi.org/10.1007/s13399-021-02177-3
Kirubakaran G, Senthamaraikannan C (2024) Mechanical, wear, and water absorption behavior of polyester biocomposite using jackfruit seed husk cellulose and pineapple fiber. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-024-05268-z
Sumesh KR, Ajithram A, Anjumol KS, Sai Krishnan G (2024) Influence of natural fiber addition and fiber length in determining the wear resistance of epoxy-based composites. Polym Compos 45(4):3029–3042. https://doi.org/10.1002/pc.27968
Mohanavel V, Singh RP, Kuppusamy S, Raja T, Kathiresan S, Karim MR, Alnaser IA (2024) Effect of incorporation natural fillers with Sterculia foetida fiber on physical, mechanical, and thermal characterization of epoxy polymer composites. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-023-12907-8
Prakash VA, Bourchak M, Alshahrani H, Juhany KA (2023) Synthesis and characterization of lightweight unmanned aerial vehicle composite building material for defense application. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-023-04736-2
Khan MK, Faisal M, Arun Prakash VR (2024) Effect of silane coupling grafted polyethylene terephthalate foam and areca fruit fiber reinforced chitin modified vinyl ester prosthetic composite on thermal and water accelerated aging conditions. Polym Compos. https://doi.org/10.1002/pc.28114
Alshahrani H, Arun Prakash VR (2024) Characterisation of microcrystalline cellulose from waste green pea pod sheath and its sunn hemp fibe-polyester composite: a step toward greener manufacturing. Physiol Plant 176(1):e14166. https://doi.org/10.1111/ppl.14166
Ramachandran A, Mavinkere Rangappa S, Kushvaha V, Khan A, Seingchin S, Dhakal HN (2022) Modification of fibers and matrices in natural fiber reinforced polymer composites: a comprehensive review. Macromol Rapid Commun 43(17):2100862. https://doi.org/10.1002/marc.202100862
Şendil Ö, Samatya Yilmaz S, Yazici Ozcelik E, Uzuner H, Aytac A (2023) Cross-linked electrospun polyvinyl alcohol/sodium caseinate nanofibers for antibacterial applications. J Vinyl Add Tech 29(1):48–65. https://doi.org/10.1002/vnl.21942
Khan MK, Alshahrani H, Arun Prakash VR (2023) Effect of grid pattern and infill ratio on mechanical, wear, fatigue and hydrophobic behavior of abaca bracts biocarbon-ABS biocomposites tailored using 3D printing. Biomass Convers Biorefinery. https://doi.org/10.1007/s13399-023-05196-4
Elhami M, Habibi S (2021) A study on UV-protection property of poly (vinyl alcohol)-montmorillonite composite nanofibers. J Vinyl Add Tech 27(1):89–96. https://doi.org/10.1002/vnl.21786
Tayfun Ü (2023) Application of sustainable treatments to fiber surface for performance improvement of elastomeric polyurethane reinforced with basalt fiber. J Vinyl Add Tech 29(6):1036–1045. https://doi.org/10.1002/vnl.22000
Jagadeesh P, Puttegowda M, Mavinkere Rangappa S, Siengchin S (2021) A review on extraction, chemical treatment, characterization of natural fibers and its composites for potential applications. Polym Compos 42(12):6239–6264. https://doi.org/10.1002/pc.26312
Saran CS, Satapathy A (2024) Epoxy-hemp and epoxy-flax composites filled with glass dust for enhanced thermal insulation: an analytical and experimental study. Polym Compos. https://doi.org/10.1002/pc.28123
Acknowledgements
Nil.
Funding
No funding received.
Author information
Authors and Affiliations
Contributions
M.R. Anantha Padmanaban and S. Sambath—Research, Drafting and proofing. D. Jayabalakrishnan and R. Suthan—Conceptualization.
Corresponding author
Ethics declarations
Conflict of interest
All authors declare that they have no conflict of interest.
Ethical approval
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Padmanaban, M.R.A., Sambath, S., Jayabalakrishnan, D. et al. Isolation and Characterization of cellulose from Amaranthus viridis root hair waste and development of pineapple fiber vinylester composites. Polym. Bull. 81, 12105–12121 (2024). https://doi.org/10.1007/s00289-024-05268-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-024-05268-z