
Abstract
This present study discusses the effects of adding moringa gum powder to Cissus quadrangularis fiber–reinforced polyester resin composites on their mechanical, wear, and drop load impact properties. The moringa gum powder was synthesized from the moringa tree, whereas the Cissus quadrangularis fiber was as-received. The composite laminates were manufactured by hand layup process using 40 vol.% of fiber along with 0.5, 1, and 2 vol.% of moringa gum powder. The results revealed that the load bearing properties such as tensile, flexural strength and tensile, flexural modulus were better for composites containing 1 vol.% of moringa gum particle with 40 vol.% of fiber. The Izod impact test reveals that composite designation (moringa gum particles of 1 vol.%) PE3 has the highest impact-absorbing capacity up to 3.75 J. The maximum microhardness value for composite designation PE4 (moringa gum particles of 2 vol.%) is about 84 Shore-D. It is observed that moringa gum toughening with an increase in particles vol.% improves wear characteristics. As well as drop load impact toughness increased by 96% for 1 vol.% of particles. However, further increment up to 2 vol.% of particle decreases the drop load impact toughness. According to SEM (scanning electron microscopy) fractography, and overall performances of composites, adding 1.0 vol.% of moringa gum particle is the better inclusion for producing highly performing composites. These enhanced features of composites, which contain 40 vol.% of fiber and 1 vol.% of particle named as PE3, could be utilized in the automotive and industrial sectors, and they may even be utilized for home decoration purposes.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Due to the huge increase in the cost of wood resources, the introduction of alternative sources of fibers, technical innovation, competitiveness, low switching costs, and environmental concerns, the necessity for biocomposites has become essential [1]. Two types of polymers can be found in general: thermoplastics and thermosets. Polypropylene, polyethylene, and polyvinyl chloride are the most widely utilized thermoplastics, whereas phenolic, epoxy, and polyester resins are the most commonly utilized thermosetting matrices. Polyester is a thermosetting polymer that is commonly used in natural fiber–reinforced composites as a polymer matrix [2]. Natural fibers are used because of their features of being renewable, biodegradable, ecologically friendly, cost-effective, and mechanically competitive. Natural fibers like flax, ramie, hemp, and jute have mechanical qualities that are equivalent to synthetic fibers, making them appropriate for usage as a glass fiber substitute in structural composites for automotive components and building materials [3]. Natural fibers can be classified into three main categories based on their sources: seed hair, bast fibers, and leaf fibers [4]. Though many research was carried out on commercially available fibers, the research based on novel newly developed fiber is less. With this, Cissus quadrangularis, tamarind, Spinifex littoreus, and Caryota urens fiber are notable.
Ganesh et al. [5] performed investigation on the mechanical properties of ramie/kenaf fibers under various parameters using GRA and TOPSIS methods. The authors observed that 10 wt.% ramie (R)/10 wt.% kenaf (K) with 5 wt.% benzoyl chloride treatment (T)–based epoxy composites exhibited good mechanical properties with ultimate tensile strength of 37.39 MPa, ultimate flexural strength of 63.53 MPa, and impact strength of 70.36 J/m because of hybridization and the reduction in hydrophilic nature by the surface treatment method. Veeranna et al. [6] studied the mechanical properties of Cissus quadrangularis stem fiber–reinforced isophthalic polyester composites. The result shows improved mechanical properties with increase in Cissus quadrangularis stem fiber content up 25 wt.%. Cissus quadrangularis is a perennial plant belonging to the Vitaceae (grape) family. It comes under the category of bast fiber that has captured the attention of researchers and manufacturers in polymer composite industry. Even in the most unfavorable weather circumstances, they grow quickly. Cissus quadrangularis has long been recognized for its pharmacological properties, and it is commonly used to strengthen bones and repair ligament tears [7]. The anatomical, mechanical, thermal, chemical, and physical properties of Cissus quadrangularis fiber have all been widely studied previously by various researchers.
Natural fibers, on the other hand, have high a cellulose content on their surface. Thus, their bonding between polymers is diplomatic; hence, their contact interfaces with polymer resins are always stronger. Polyester is usually selected as a matrix for high-performance composite making, since it is chemically and thermally stable and due to its abrasion and flammability resistances [8]. Moreover, polyester resin is brittle by nature, which has limited its use in long-term applications. As a result, there has been a lot of interest in finding a way to enhance the toughness of polyester resin. To improve the toughness of this matrix system, a variety of techniques have been used, including the addition of filler particles and natural toughening agents [9]. Glass, ceramics, metals, and other materials are usually employed as fillers in composites. Among various fillers and tougheners, the natural resin gum has gotten a lot of attention because of its low cost, excellent properties, and structural diversity as green “bio-based” renewable material [10]. Ravikumar et al. [11] researched on Moringa oleifera gum composite a novel material for heavy metal removal. The clay-polymer composite made of bentonite clay and gum from Moringa oleifera exhibited significant cadmium, chromium, and lead removal properties in each case. The findings show that clay-polymer composites consisting of MO gum and bentonite clay have a stronger capacity for eliminating metal ions (up to a 100% reduction). The electrical, thermal, and mechanical properties of Phaseolus vulgaris fiber/unsaturated polyester resin composite filled with nanosilica were investigated by Gurukarthik et al. [12]. The authors observed that the composite made of 6vol.% PVF and 1vol.% SiO2 shows better electrical, thermal, and mechanical properties. Mehetre et al. [13] examined the isolation and characterization of bionanofibers from Moringa oleifera gum as a platform for drug delivery. Fourier transform infrared spectroscopy (FTIR) was used to show the hydrolysis reaction of Moringa oleifera and glycosidic bonds. According to the authors, increase in acid content from 20 to 60 wt.% promotes molecular breaking, resulting in narrower and fewer poly-disperse nanofibers.
Thus, based on the previous literatures, a few number of investigations were performed on the Cissus quadrangularis fiber and its composites. Moreover, the combined effect of Cissus quadrangularis fiber and moringa gum powder reinforcements in polyester composite is also not researched previously. Moreover, the mechanical, wear, and drop load impact behavior was also not studied yet for this composite. Hence, the present study was aimed to develop a polyester composite reinforced with Cissus quadrangularis fiber and moringa gum powder for technological applications. Moreover, characterization on mechanical, wear, and drop load impact properties is also done on the composite in order to evaluate the properties. Such mechanically strengthened, wear resistance improved, and highly toughened natural fiber particulate composites could be used in automotive, sports components, domestic appliances, and structural body applications.
2 Experimental procedures
2.1 Material
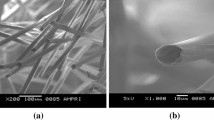
From Huntsman India Ltd., a polyester resin (maleic anhydride) with a molecular weight of 2400 g/mol, a viscosity of 600 cps, and a density of 1.13 g/cm3 was purchased. Merck India Ltd. produces methyl ethyl ketone peroxide (MEKP) under the brand name Butanox M-50. This catalyst has a density of 1.17 g/cm3, a molar mass of 210.1 g/mol, and a density of 0.95 g/cm3. It also has a molar mass of 401.2 g/mol and a density of 0.95 g/cm3. Cissus quadrangularis fiber was provided by Metro Composites Chennai, India. Fibers with a diameter of 230–270 μm and a length of 60–70 mm were used in this study (Fig. 1). This fiber has a density of about 0.7 g/cm3. It is explained in detail further how moringa gum powder particles are obtained using the ball milling process.

SEM image of Cissus quadrangularis fiber used
2.2 Moringa gum particle preparation
The gum was collected from buds and damaged sites of Moringa oleifera trees as shown Fig. 2a. This gum is shown in Fig. 2b. This gum was then added in distilled water and stirred for 6–8 h at room temperature as shown in Fig. 2c. This cleaned moringa gum was then dried in an oven for 2h to remove moisture content [14]. The dried gum stones were crushed to a fine form and dried off again in the oven for 1 h to remove the inbound moisture and be ready for ball mill as shown in Fig. 2d. The ball milling process was carried out in a planetary ball mill of brand RETSCH PM100 which is made in Germany according to the work reported by Arun et al. [15]. The powder to ball ratio maintained was 1:15 and the milling speed of 300 RPM was maintained throughout the process. The ball material used here was WC and the number of balls used is 10. The photographic view of ball milling process is illustrated in Fig. 2e whereas the outcome from the ball-milled moringa gum powder is shown in Fig. 2f and g as SEM particle morphology and particle size distribution density. The particle size ranged from 1 to 3 μm and the true density of particle is measured as 1.1 g/cm3.

Steps followed in ball milling process to obtain moringa gum powder and their size distribution with morphology
2.3 Fabrication of composites
The hand layup procedure was used to make composite laminates in this investigation. First, the wax was liberally applied on the mold. The required amount of moringa gum powder with chopped Cissus quadrangularis fiber and curing catalyst was combined in a beaker with a significant amount of resin, and stirred using a sonicator for 20 min. After obtaining the homogeneous resin-moringa gum powder, the admixture was poured into a wax-coated rubber mold. By this method, thin 3-mm flat sheet plates were produced. A cotton roller was used to remove trapped air bubbles in the composite when doing the process, and the excess resin was wiped-off manually. The composites were cured at room temperature for 24 h outside the mold [16]. Figure 3a shows the steps followed for composite preparation and finally cured laminates of 3-mm thickness, while Fig. 3b represents the FTIR spectra which show the polyester-moringa gum particle interaction in the composite. A peak at 1736 cm−1 confirms the presences of C=O stretch, which is eliminated as acetic acid by the reaction between the acetoxy group in moringa and the hydroxyl group in polyester resin. Similarly, peaks of 2962, 1504, and 1292 cm−1 indicate the presences of O-H, C-H, and C-O bonds of eliminated acetic acid. Thus, the FTIR spectra confirm the production of acetic acid by the reaction of the acetyl group of moringa gum and resin. The various designations and compositions of composites are presented in Table 1.

Composite laminate preparation processes
2.4 Specimen preparation
The moringa gum powder–toughened chopped Cissus quadrangularis fiber–reinforced polyester composite was removed from the mold and cleaned. Prior to the specimen-making procedure, all composites were visually scrutinized for surface flaws and machined [17]. An abrasive water jet cutting machine (Maxiem water jets 1515, KENT, USA) was used to cut specimens of proper dimensions according to ASTM standards (mentioned in Section 3). The cutting of samples was done using the process variables such as garnet size of 80 mesh, an abrasive flow rate of 0.32 kg/min, and a maximum pressure of 225 MPa with a nozzle diameter of 1.1 mm.
3 Characterizations
The tensile and flexural properties of natural fiber particle composites were examined using a universal testing machine with a 20-ton loading capacity (FIE, India) with a crosshead speed of 2.5 mm/min, according to ASTM D638, ASTM D3039, and ASTM D790, respectively [18, 19]. The Young modulus was calculated as a ratio of stress vs. strain whereas the flexural modulus was measured using a formula of deflection of simply supported beams. Similarly, the hardness of composites was tested using a durometer (Shore-D) as per ASTM D2240 [20]. A mini-impact tester with a maximum load capacity of 20 J (Krystal Equipment Ltd. India) was used to test the impact behavior of composites according to ASTM D256 [21]. The drop weight impact test was performed in accordance with ASTM D 7136 [22], using a hemi circular-shaped impactor with a diameter of 2.5 cm, a mass of 5 kg, a velocity of 0.58 m/s, and an impact kinetic energy of 0.65 J as testing conditions. For each composite designation, five uniformly shaped specimens were evaluated, and average values were determined. Similarly, a field-emission CARL ZEISS Supra-55 scanning electron microscope was utilized to examine the surface morphology of composites. Before scanning, the broken surfaces of the samples were gold-sputtered. The prepared sample for this study is represented in Fig. 4.

Test samples as per the respective ASTM standards
4 Results and discussion
4.1 Mechanical properties
The mechanical properties such as tensile strength, flexural strength, impact toughness, and hardness are presented in Table 2. From the results shown, it is clearly seen that the composite designation PE shows a lower value for all tests because it is a pure matrix; there is lack of reinforcements. Pure matrix always shows brittle nature and also not able to transfer the load evenly [23]; hence, it gives values around 41 MPa, 0.73 GPa, 76 MPa, and 0.90 GPa for tensile strength, tensile modulus and flexural strength, flexural modulus. However, with the addition of Cissus quadrangularis fiber into the matrix, the increment in load bearing properties is observed for composite designation PE1. This increase in results is about 54% and 74% for tensile strength and modulus respectively. Similarly, the increase in values is also observed for flexural strength and flexural modulus, about 20% and 73% respectively. This increment in tensile and flexural properties is the reason of fiber addition, which improves the load bearing capacity of the composite material [24]. However, inclusion of moringa gum particle in natural fiber–reinforced composites increased the tensile and flexural properties for particle vol.% 0.5 and 1.0. The enhancement in values is due to the increase in bonding between the fiber and matrix by addition of particles as it contains hydroxyl groups to the side chain which are able to interact with polyester resin [25]. But further increment by 2 vol.% shows clustering effect in the matrix material which decreases the values for tensile and flexural properties [26]. Moreover, the Izod impact test shows lesser values for composite designation PE of 0.32 J as it is made up of pure polyester matrix, which possesses brittle nature. Further incorporation of Cissus quadrangularis fiber increased the impact resistances by 89% for composite designation PE1. Inclusion of fiber enhances the bonding and reinforces the load transfer ability of the matrix [27]. Moreover, the addition of moringa gum particle increases the impact resistances of composite by 90% and by 91% for particle vol.% 0.5 and 1.0. The improvements in results are due to the acetyl group of moringa gum particle reaction with resin, which enhances the adhesion and load transfer. However, increase in particle vol.% up to 2 decreased the impact strength. The reason behind this decrement is particle amalgamation, which reduces the interlocking mechanism of the matrix material. Similarly, microhardness for Cissus quadrangularis fiber– and moringa gum–reinforced polyester composites is shown in Table 2. The hardness values for composite designations PE and PE1 were shown as 76 and 78 Shore-D which is significant.
However, with further increment in particle volume up to 2 vol.%, the hardness value increased by 9% for composite designation PE4. The particle inclusion improved the interlocking mechanism of the matrix and reduces the voids, thus increased the hardness of the composite. Veeranna et al. [6] reported the mechanical properties of composites with Cissus quadrangularis natural fiber. It is noted that the present study provided near 8% of improvement in mechanical properties than the previous work reported. Moreover, Ganesh et al. [5] reported an ultimate tensile strength of 37.39 MPa, ultimate flexural strength of 63.53 MPa, and impact strength of 70.36 J/m for their composite made using hybrid form of ramie/kenaf fibers. In comparison with the present study, it is clear that the present investigation reported improved mechanical properties than the work reported by authors. Similarly, Ramasamy et al. [28] experimented on the use of different volume percentages of Cissus quadrangularis natural fiber constituted in epoxy matrix composite. The authors noted that the maximum observed tensile strength and modulus as well as flexural strength are about 21.97 MPa, 0.52 GPa, and 3.47 MPa. Finally, Siva et al. [29] investigated the surface-modified and untreated Cissus quadrangularis–reinforced polylactic composite. The treated reinforced composite (51.92 and 6.13 MPa) shows a 16.53% higher tensile strength than the untreated composite (44.56 and 7.46 MPa). The lower values for tensile and flexural properties are due to the different vol.% of reinforcement as well as lack of moringa gum particles in Cissus quadrangularis fiber composites.
4.2 Wear properties
The coefficient of friction for Cissus quadrangularis fiber– and moringa gum–reinforced polyester composites is illustrated in Fig. 5. The composite designation PE shows COF values of 0.82 due to the brittle nature of polyester resin and lack of reinforcements. Thus, the 3-body abrasion wear loss mechanism is getting increased, which eventually improved the wear loss in the material. However, with the addition of Cissus quadrangularis fiber, the wear resistance is increased to 0.74. The Cissus quadrangularis fiber in the matrix reduces the effective direct contact of pure polyester resin to abrasion disk, thus lowering the chances of getting wear of pure resin material and also reduces the heat during the abrasion process; thus, the erosion and adhesion wear loss is reduced [30]. Additionally, when moringa gum particle was added, the strong chemical bonds formed between acetyl groups of particle and dicarboxylic acid from the resin (Fig. 4). This reduced the COF of about 0.71, 0.62, and 0.60 for composite designations PE2, PE3, and PE4. The reason behind this is because of effective surface area of moringa gum particles, which could decrease the void content of matrix and as a result reduce the abrasion wear phenomenon (adhesion and erosion).

Coefficient of friction for various composite designations
Similarly, the specific wear rate of Cissus quadrangularis fiber– and moringa gum–reinforced polyester composites shows improved resistance in Fig. 6. The pure polyester resin measures sp. wear rate of 0.028 mm3/Nm, whereas composite designation PE1 gives much improved wear resistance of 0.017 mm3/Nm. This is near 58% of improvement. Moreover, the incorporation of moringa gum particle shows the fine dispersion in the matrix material and enhanced bonding of reinforcements, which increases the wear resistances for composite designations PE2, PE3, and PE4 of about 0.014, 0.012, and 0.009 mm3/Nm respectively. This improved wear resistance is because of the presence of moringa gum particle in resin, which increases the cross-linking of molecules and reduces the direct contact of resin to abrasive wheel. Due to high surface area of particle were meets the abrasion disk instead of pure resin. This phenomenon improves the wear resistance by lowering specific wear rate. Jenish et al. [31] studied sustainable development of Cissus quadrangularis stem fiber/epoxy composite on abrasive wear rate. For its optimal input parameters, the experimental and proposed specific wear rates were 5.36 10–3 and 5.17 10–3 mm3/Nm, respectively. Madeva et al. [32] investigated tribological properties of Cissus quadrangularis stem fiber–reinforced isophthalic polyester composites. The specific wear rate gradually decreased when the applied load is increased. STR2 composite gives low specific wear rate of 1.6 × 10–14 mm3/Nm. Overall, the addition of Cissus quadrangularis fiber played a decent role in the composite.

Wear rate for various composite designations
4.3 Drop load impact behavior
Figure 7 shows drop impact energy absorption by various composite designations. The composite designation PE shows the lowest energy absorption due to the brittle nature of polyester resin. It shows about 0.32 J because of the pure matrix material in it. As further fibers were introduced, the load absorption capacity of the composites also increased drastically. The inclusion of Cissus quadrangularis fiber improves the load bearing capacity of composite designation PE1 by enhancing bonding between the matrix material and reinforcements [33]. However, further addition of moringa gum particles increased the drop load impact energy absorption for composite designations PE2 and PE3 but decreased in values for composite designation PE4. When drop load is impacted, the largest amount of energy is observed within specimens for 0.5 and 1.0 vol.% of moringa gum particle. The reason behind this outcome is the particles were evenly distributed and enhanced the interlocking mechanism of fiber matrix material which shows increment by 96% for composite designations PE2 and PE3 [34]. However, 2.0 vol.% particle creates clustering effect in composite designation PE4. Thus, the load absorbing capacity goes on decreasing by 6% as compare to composite designation PE3.

Drop load impact energy absorption by various composite designations
The time to plastic deformation of composites is shown in Fig. 8. For composite designation PE, the plastic deformation time is very less (2.8 μs). This is due to the brittle nature of polyester resin and lack of reinforcements in composite designation PE. Furthermore, by introducing Cissus quadrangularis fiber by 40 vol.%, the increment in time to plastic deformation up to 4.4 μs is observed. This is about 36% of improvement compared to the plain resin. The reason behind this outcome is the fiber reinforces with matrix and enhances the load bearing capacity of the composite [35]. However, when moringa gum particles were included by 0.5 and 1.0 vol.%, a drastic increment in results is seen but an increase in further vol.% leads to amalgamation of particle and shows decreed time to plastic deformation. This increment in time to plastic deformation is about 50% and 54% for composite designations PE2 and PE3, respectively, as compared to composite designation PE. But composite designation PE4 shows again decreased in deformation time due to the particle clustering effect, which reduced the bonding mechanism of the reinforcement and matrix material [36].

Time to plastic deformation of various composite designations
4.4 Fractography analysis
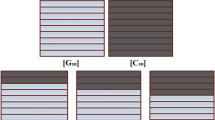
Figure 9 shows the SEM fractograph of various composites tested. Figure 9a shows the SEM image of composite designation PE which totally contains pure polyester resin. The pure matrix shows brittle fracture as shown. The more amount of microcrack inception and propagation of the same across the composite is the reason for this flat and brittle fracture [37]. Moreover, Fig. 9b illustrates the broken fiber surface; it shows strong bonding between the fiber and matrix material. This image is taken for composite designation PE1. This indicates the strong reacted phase of the fiber with resin matrix and reveals high correlation between them. This strong correlation between the fiber and matrix is the reason for the cellulose bonding and mechanical interlocking between the porous cellulosic contents to resin [38]. Similarly, Fig. 9c demonstrates the improved toughness of the matrix after the addition of fiber and moringa gum particles. The particles of 1.0 vol.% give such improved toughness by forming more cross-linking and suppressing the crack propagation in composite designation PE3. Thus, the fractograph shows more waviness and marginal pits and dimples. However, in Fig. 9d it is observed that the fracture occurred due to the presence of 2.0 vol.% of moringa gum particle’s amalgamation at specific points. The reason behind this agglomeration is due to the interfacial attraction between moringa gum and super saturation of it in the matrix phase [39].

SEM fractography of various composite designations
5 Conclusions
The Cissus quadrangularis fiber–reinforced moringa gum powder–toughened polyester composites were fabricated in this study and characterized. The composites are made using hand layup process and cured. The specific conclusions arrived from the present study are as follows.
-
i.
The mechanical properties of the composite show the highest improvement in results for 1.0 vol.% of moringa gum particle of about 64% and 79% for tensile strength and modulus. Similarly, improvements of 39% and 80% were noted for flexural strength and modulus respectively. For the Izod impact test and hardness, the maximum values recorded were 3.75 J for PE3 and 83 Shore-D for PE4.
-
ii.
The lowest wear rate is observed for composite designation PE4, which contains 2.0 vol.% of moringa gum. And also, a lower coefficient of friction is observed for the same as 0.60.
-
iii.
The composite designation PE3 produced the highest impact absorption energy of 10.8J. Time to plastic deformation of composites shows an increment in time to plastic deformation of about 50% and 54% for composite designations PE2 and PE3.
-
iv.
SEM fractography shows the improved bonding of the fiber and matrix. The evidence of toughening improvement was also seen for the moringa gum particle–dispersed polyester composites.
-
v.
Hence, it is suggested that the addition of 1.0 vol.% of moringa gum gives improved load bearing and energy absorption properties. These mechanically toughened, impact load absorbing moringa gum powder–toughened Cissus quadrangularis fiber polyester composites could be used in various industrial applications such as automobile door and window panels, defense products, and sports goods as well as in domestic appliances making and home decoration structural slabs.
Data availability
All data in manuscript.
References
Mahalingam J (2022) Mechanical, thermal, and water absorption properties of hybrid short coconut tree primary flower leaf stalk fiber/glass fiber-reinforced unsaturated polyester composites for biomedical applications. Biomass Convers Biorefin:1–12
Muruganrama T, Mahalingam J, Dharmalingam S, Natarajan S (2022) Investigation of static and dynamic mechanical properties of short Palmyra palm leaf stalk fiber (PPLSF) reinforced polymer composites. J Nat Fibers 19(5):1908–1924
Thirumurugan R, Jayaraj M, Shanmugam D, Ramkumar T (2021) Characterization of new natural cellulosic fiber from coconut tree primary flower leaf stalk fiber (CPFLSF). J Nat Fibers 18(11):1844–1856
Ramkumar T, Hariharan K, Selvakumar M, Jayaraj M (2022) Effect of various surface modifications on characterization of new natural cellulosic fiber from coconut tree secondary flower leaf stalk fiber (CSF). J Nat Fibers 19(16):13362–13375
Ganesh S, Keerthiveettil Ramakrishnan S, Palani V, Sundaram M, Sankaranarayanan N, Ganesan SP (2022) Polym Compos 43(1):130. https://doi.org/10.1002/pc.26362
Veeranna M, Arunkumar DT, Vinod PA, Rao PR, Sreenivasulu G (2021) Mechanical properties of Cissus quadrangularis stem fibre reinforced isophthalic polyester composites. Int J Mater Prod Technol 62:96. https://doi.org/10.1504/IJMPT.2021.115215
Indran S, Raj RE, Daniel B, Saravanakumar S (2015) Cellulose powder treatment on Cissus quadrangularis stem fiber-reinforcement in unsaturated polyester matrix composites. J Reinf Plast Compos:0731684415611756. https://doi.org/10.1177/0731684415611756
Yang F (2017) Fire-retardant carbon-fiber-reinforced thermoset composites. In: Novel fire retardant polymers and composite materials. Woodhead Publishing, pp 271–293
Arun Prakash VR, Rajadurai A (2016) Radio frequency shielding behaviour of silane treated Fe 2 O 3/E-glass fibre reinforced epoxy hybrid composite. Appl Phys A 122:1–9
Jayabalakrishnan D, Prabhu P, Iqbal MS, Mugendiran V, Ravi S, Prakash AV (2021) Mechanical, dielectric, and hydrophobicity behavior of coconut shell biochar toughened Caryota urens natural fiber reinforced epoxy composite. Polym Compos 43(1):493–502
Ravikumar K, Udayakumar J et al (2019) Moringa oleifera gum composite a novel material for heavy metals removal. Int J Environ Anal Chem:1–41. https://doi.org/10.1080/03067319.2019.1686142
GurukarthikBabu B, Prince Winston D, AravindBhaskar PV, Baskaran R, Narayanasamy P (2021) Exploration of electrical, thermal, and mechanical properties of Phaseolus vulgaris fiber/unsaturated polyester resin composite filled with nano–SiO2. J Nat Fibers 18(12):2156–2172. https://doi.org/10.1080/15440478.2020.1724231
Mehetre G, Vishal P, Kendre P (2015) Isolation and characterization of bionanofibers from Moringa oleifera gum as a platform for drug delivery. Nanosci. Nanotechnol 3:1–5. https://doi.org/10.12691/nnr-3-1-1
Si S, Swain S, Kanungo SK, Gupta R (2006) Preparation and evaluation of gels from gum of Moringa oleifera. Indian J Pharm Sci 68(6):777
Arun Prakash VR, Viswanathan R (2019) Fabrication and characterization of silanized echinoidea fillers and kenaf fibre-reinforced Azadirachta-indica blended epoxy multi-hybrid biocomposite. Int J PlastTechnol 23:207–217. https://doi.org/10.1007/s12588-019-09251-6
Prakash VA, Viswanthan R (2019) Fabrication and characterization of echinoidea spike particles and kenaf natural fibre-reinforced Azadirachta-indica blended epoxy multi-hybrid bio composite. Compos-A: Appl Sci Manuf 118, 317:–326. https://doi.org/10.1016/j.compositesa.2019.01.008
Ramesh C, Manickam C, Maridurai T, Arun Prakash VR (2017) Dry sliding wear characteristics of heat treated and surface modified hematite particles-epoxy particulate composite. Rom J Mater 47(3):401–405
ASTM, A.M., 2017. ASTM D3039-standard test method for tensile properties of polymer matrix composite materials. Book ASTM D3039-standard test method for tensile properties of polymer matrix composite materials (ASTM International, 2017), 360
ASTM, Standard. Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials. ASTM D790. Annual book of ASTM standards (1997)
ASTM, D., 2005. Standard test method for rubber property—durometer hardness. ASTM D2240
International, A.S.T.M., 2000. ASTM D256-00 Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics
ASTM, D., 2005. 7136. Standard test method for measuring the damage resistance of a fibre-reinforced polymer matrix composite to a drop-weight impact event
Jeemol PA, Mathew S, Nair CPR (2021) Itaconimide telechelics of polyethers, synthesis, and their impact on mechanical properties of unsaturated polyester resins. Polym Adv Technol 32(4):1727–1741. https://doi.org/10.1002/pat.5208
R. Siva and T. N. Valarmathi, Investigation of use of different volume percentages of Cissus quadrangularis natural fiber constitute in epoxy matrix composite, 2019 Fifth International Conference on Science Technology Engineering and Mathematics (ICONSTEM), 2019, 413-417, https://doi.org/10.1109/ICONSTEM.2019.8918740
Bhat VG, Narasagoudr SS, Masti SP, Chougale RB, Vantamuri AB, Kasai D (2022) Development and evaluation of moringa extract incorporated chitosan/guar gum/poly (vinyl alcohol) active films for food packaging applications. Int J Biol Macromol 200:50–60
Arun Prakash VR, Rajadurai A (2016) Mechanical, thermal and dielectric characterization of iron oxide particles dispersed glass fiber epoxy resin hybrid composite. Dig J NanomaterBiostruct 11(2):373–380
Kenned JJ, Sankaranarayanasamy K, Suresh Kumar C (2021) Chemical, biological, and nanoclay treatments for natural plant fiber-reinforced polymer composites: a review. Polym Polym Compos 29(7):1011–1038
Ramasamy, Siva & Valarmathi, T N. (2019). Investigation of use of different volume percentages of Cissus quadrangularis natural fiber constitute in epoxy matrix composite. 413-417. https://doi.org/10.1109/ICONSTEM.2019.8918740
Alshahrani H, Arun VR, Prakash. (2022) Thermal, mechanical and barrier properties of rice husk ash biosilica toughened epoxy biocomposite coating for structural application. Prog Org Coat 172:107080
Alshahrani H, Pathinettampadian G, Gujba AK, Rethnam PV, A. (2022) Effect of Palmyra sprout fiber and biosilica on mechanical, wear, thermal and hydrophobic behavior of epoxy resin composite. J Ind Text 52:15280837221137382
Iyyadurai J, Gandhi VC, Suyambulingam I, Rajeshkumar G (2022) Sustainable development of Cissus quadrangularis stem fiber/epoxy composite on abrasive wear rate. J Nat Fibers 19(14):9283–9295. https://doi.org/10.1080/15440478.2021.1982819
Siva R et al (2021) Surface-modified and untreated Cissus quadrangularis reinforced polylactic composite. Curr Opin Green Sustain Chem 4:100121. https://doi.org/10.1016/j.crgsc.2021.100121
Alshahrani H, Arun VR, Prakash. (2022) Mechanical, thermal, viscoelastic and hydrophobicity behavior of complex grape stalk lignin and bamboo fiber reinforced polyester composite. Int J Biol Macromol 223:851–859
Dinesh T, Kadirvel A, Vincent A (2018) Effect of silane modified Eglass fibre/iron(III)oxide reinforcements on UP blended epoxy resin hybrid composite. Silicon 11:2487–2498. https://doi.org/10.1007/s12633-018-9886-0
Siva R, Valarmathi TN, Venkatesh S, Sathish Reddy SV, Pandurangan P, Karthikeyan P (2020) Mechanical characterization and microstructure analyses of nano cellulose fiber biodegradable composite. Mater Today Proc:S2214785320384364. https://doi.org/10.1016/j.matpr.2020.10.799
Alshahrani H, Arun VR, Prakash. (2022) Mechanical, fatigue and DMA behaviour of high content cellulosic corn husk fibre and orange peel biochar epoxy biocomposite: a greener material for cleaner production. J Clean Prod 374:133931
Dani MS, Venkateshwaran N (2021) Role of surface functionalized crystalline nano-silica on mechanical, fatigue and drop load impact damage behaviour of effective stacking sequenced e-glass fibre-reinforced epoxy resin composite. Silicon 13(3):757–766
Rajadurai A (2016) Thermo-mechanical characterization of siliconized E-glass fiber/hematite particles reinforced epoxy resin hybrid composite. Appl Surf Sci 384:99–106
Alshahrani H, Arun VR, Prakash. (2023) Development of highly flexible electromagnetic interference shielding composites for electronic applications using cobalt/Hevea brasiliensis seed husk carbon dots/bamboo microfibre-polyvinyl alcohol. Ind Crops Prod 191:115967
Author information
Authors and Affiliations
Contributions
N. Balaji: research, writing, and testing
S. V. Gurupranes: material arrangement and writing
S. Balaguru: testing support
P. Jayaraman: drafting
L. Natrayan: testing support
Ram Subbiah: testing support
S. Kaliappan: testing support
Corresponding author
Ethics declarations
Ethical approval
NA
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Balaji, N., Gurupranes, S.V., Balaguru, S. et al. Mechanical, wear, and drop load impact behavior of Cissus quadrangularis fiber–reinforced moringa gum powder–toughened polyester composite. Biomass Conv. Bioref. 14, 19055–19064 (2024). https://doi.org/10.1007/s13399-023-04491-4
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-023-04491-4