
Abstract
This study included the preparation and tribo-characterization of Calotropis gigantea (CG) fiber reinforced CNT modified phenolic resin composites. Composites were prepared with varying contents (0.25, 0.5, 1 and 2 wt%) of multi-walled carbon nanotube (MWCNT) in phenolic resin, which was reinforced with CG fiber. The prepared composites were tested for their adhesive wear and frictional behavior at different applied loads (up to 100 N) against EN-31 steel disk on a standard pin-on-disk tribometer. The results revealed that addition of MWCNT enhanced the pressure–velocity (PV) limit significantly and reduced the value of friction coefficient of CG-fiber-reinforced phenolic resin composite. The friction coefficient decreases with increasing applied load. The wear rate significantly depends on MWCNT contents. The contact temperature of sliding surfaces increased with increasing applied load. The worn surfaces were analyzed and discussed to understand the wear mechanism involved with the help of SEM micrographs.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Natural fibers have been becoming attention-grabbing for scientist and technologist due to their various advantages over conventional fibers e.g., low density, low cost, environmental friendly, biodegradable and high specific mechanical performance. The interest in natural fiber-reinforced polymer composite material is expeditiously increasing in both areas of their industrial application and fundamental research. These composites are used in automobiles, aerospace, railway coaches, military application, building and construction industries (ceiling, paneling, and partition board), packaging, consumer product, etc. [1,2,3,4,5,6,7,8,9]. The composite materials are used for manufacturing of storage devices, electrical devices, house hold furniture, transport sector and toys [6]. Mohammed et.al. [10] presented a detailed review on natural fiber-reinforced composite applications in various industries. Bio-fibers have recently become eye catching for the researchers due to their excellent properties. One of the biodegradable fibers Calotropis gigantea (also known as madar/mudar) was used for making composite material, which was extracted by the manual process [5]. Ashori et al. proved that the composites using seed and bark fibers have enough potential for replacing or supplementing other fibrous raw materials as reinforcing agent [6]. Babu et al. focused on wear and tensile properties of Calotropis gigantea fiber-reinforced polyester resin composites. The composites were fabricated to maximum volume fraction of 0.35. The tensile strength shows increasing trend as the fiber content increases in the sample. The wear behavior of mudar composites has also been studied [7]. Velusamy et al. studied that raw fibers and fibers treated with various concentrations of NaOH has modified their physical, mechanical, thermal and chemical properties. The fibers treated with NaOH had better tensile strength and maximum cellulose and minimum wax content, so they had superior chemical stability. Further, the thermal properties showed that the temperature peak shifts to a higher region in the treated fiber compared with raw fiber [8]. The mechanical and machining characteristics of the Calotropis gigantea Fruit Fiber composites were determined and reported [9]. The red mud-filled madar fiber-reinforced polymer composites were studied in terms of the mechanical properties. The addition of red mud in madar fiber polymer composites increases the mechanical properties of the madar fiber polyester composite [11]. Mudar fibers have been characterized for their physical, chemical, and tensile properties. These fibers possess good length, uniformity, fineness, tensile strength, and excellent absorption of moisture. The problem in spinning of 100% Mudar yarn has been reported. Hence, a combination of mudar / cotton (75/25) could have then spun successfully into a cotton spinning machine, and the results have been analyzed. On treatment with 5% NaOH, smooth Mudar fibers developed convolutions that can make spinning possible with fibers treated in such a way [12]. The yarns had enough potential in natural fiber-reinforced composites and other industrial textile applications. The study [13] reported a comparison in the properties of Calotropis gigantea, kapok and cotton fibers. They have calculated and compared the mechanical properties and water absorption capabilities. Both fibers (CG fiber and kapok fiber) showed a high degree of hollowness (80–90%), and there was no natural twist. CG fibers showed 42.54% crystallinity and their crystallinity orientation index have been quoted to be 85.40%. CG fibers possessed lowest tenacity but the highest water content in all three fiber types. The dyeing test has indicated that the fabric of CG fiber exhibits the lowest absorption of dye [13]. Athijayamani et al. [14] have reported mechanical properties of randomly oriented CG fiber-reinforced Phenol Formaldehyde (PF) biocomposites with different fiber loadings (10, 20, 30, 40, and 50 vol%) and different fiber lengths (3, 9, and 15 mm). They found that the addition of CG fibers improved the mechanical properties of the PF composite. The critical fiber length and the optimum fiber loading to obtain the maximum mechanical properties were identified as 9 mm and 40 vol%, respectively. The study [15] reported the preparation of hybrid composites using CG with Glass Fibers (GFs). The GFs were hybridized for comparative study with the CG and Areca fine fiber (AFF) fibers in PF composites. Hybrid composite having 35 wt% showed the better mechanical properties as compared with the other (25 and 45 wt%) hybrid composites. Authors [16] recently studied the tribological behavior of hybrid composite having 5 wt% Calotropis procera and 15 wt% Glass fiber in epoxy matrix and has shown less wear in hybrid composites both in sliding wear test as well as in abrasive wear test.
Although Calotropis gigantea fiber has enough potential as reinforcement, only a few papers mentioned above are available on Calotropis gigantea fiber-reinforced composite out of which tribological studies [7, 16] are rarely reported. Indeed, the study of tribo-behavior is an important characterization to explore any developed composite for different possible applications. This paper attempts the development of Calotropis gigantea fiber-reinforced phenolic composites. The different amount of CNT was incorporated in phenolic resin to modify the tribo-behavior of the prepared composites and compared with pure phenolic resin. Adhesive wear and friction study were carried out at different applied loads followed by worn surface analysis to understand the dominating mechanism.
Material and methods
A Novolac type phenolic formaldehyde (PF) resin (Grade PH-4055) supplied by Chemovate, (Banglore, India) was used as matrix, and Calotropis gigantea (madar) fibers collected from local farms were used as reinforcement for the composite. The extraction of fibers from Calotropis gigantea fruits was done manually, and the fibers were stripped from the stalks followed by drying in the sun for two days. If any extraneous matter that may still be adhering to them was removed manually. The extracted fibers were then used for composite making. The MWCNT obtained from Nanoshel Ltd, (Hyderabad, India) was used in the study.
For the preparation of the composites, MWCNT was mixed with resin in 0, 0.25, 0.5, 1, and 2 wt% by using magnetic stirrer and then ultrasonicated for 30 min for uniform dispersion. After that, the accurately weighted madar fibers were mixed mechanically with modified phenolic resin by using a glass rod. This ratio of CG fiber to phenolic resin was found suitable for preparation of test specimen as per scheme given in Table 1. It also ensured complete wetting of CG fibers with resin and a bubble free casting of specimen pin. Cylindrical-shaped mold of diameter 8 mm was used for making composite pins. Silicon grease was coated in the inner surface of mold for smooth release of composite. The mixture was poured in the grease-coated cylindrical mold and formation of air bubbles was avoided by applying load on the upper side of the mold. The sample was allowed to cure for 24 h. After then the samples were removed from the mold and used for testing. The compositions of different prepared samples are shown in Table 1.
Adhesive (Sliding) wear and friction test
A pin-on- disk sliding wear and friction tester, model TR-201 CL-M2 (Ducom, India), was used to measure the friction and wear behavior. A stainless steel disk (EN-31) of 100 mm diameter and 8 mm thickness was used as counterface. Operating parameters were sliding distance 2.6 km, sliding velocity 2.22 m/s, diameter of composite pin 8 mm and applied load vary upto 100 N as per bearing capacity of samples.
Wear rate was calculated using following formula reported elsewhere [17]
where, V is the volume loss and d is sliding distance.
FESEM studies
Worn surface of the samples were observed using a field emission scanning electron microscope (FESEM) model M/s Nova NanoSEM. The surfaces were observed after gold coating.
Results and discussion
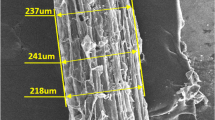
The SEM image of Calotropis gigantea fiber at different magnifications are shown in Fig. 1a, b. The diameter of fiber is around 10–20 µm. Hollowness in structure of Calotropis gigantea fiber is clearly visible in image. These fibers were reinforced with CNT modified phenolic resin to fabricate the composites.

a, b SEM images of Calotropis gigantea fiber at different magnifications
The variation in friction coefficients with respect to sliding time at 20 N applied load for different prepared samples (i.e., pure phenolic resin, CG reinforced phenolic resin and CG-reinforced CNT modified phenolic resin composites) is depicted in Fig. 2. It was observed from Fig. 2 that pure phenolic resin sample shows maximum value of friction coefficient. The friction coefficient decreases on inclusion of CG fiber in phenolic resin matrix. This may be attributed to the lubricating effect of CG fiber. The result has also found in the literature [7, 16]. The graph also revealed that CG-reinforced-CNT modified phenolic resin composites having different amount of CNT also modified the frictional characteristics. On CNT modification, composite reduced the friction coefficient as compared with pure phenolic resin, whereas exhibiting more friction coefficient when compared with unmodified one. It has been clearly observed that the sample having 0 wt% CNT (CG reinforced unmodified phenolic composite) shows the minimum value of friction coefficient.

Variation of friction coefficients with respect to sliding time at 20 N applied load for different prepared samples (i.e., pure phenolic resin, CG reinforced unmodified phenolic resin (0 wt%) and CNT- modified (0.25, 0.5, 1, 2 wt%) phenolic resin composites
Figure 3a, b exhibits the effect of different applied loads on coefficients of friction with respect to the sliding time for unmodified (0 wt% CNT) and modified CG-reinforced phenolic resin composites (1 wt% CNT). It has been observed in figures that friction coefficient is decreased with increasing applied load. This may have two reasons, (1) at higher loads more frictional heat is generated, which soften the material near contact region and aligned the CG fibers in the sliding direction, (2) at higher applied load more wear debris generated and make lubricating transfer film in between the interfaces [17]. This mechanism is also being confirmed in SEM micrographs of worn surfaces, which is discussed further in SEM discussion.

a, b Effect of different applied loads on friction coefficients with respect to the sliding time for (a) unmodified and (b) CNT-modified (1 wt%) CG-reinforced phenolic resin-composites
Variation of wear rate with respect to applied loads for different prepared samples is represented in Fig. 4. It has been observed from the figure that the CG reinforced-CNT modified phenolic resin samples depicted significant improvement in wear properties at different applied loads. In addition with better wear properties, CG-reinforced-CNT modified phenolic resin samples show the increased pressure–velocity (PV) limit, as they could be tested at higher applied loads. In other words, pure phenolic resin sample exhibited least PV limit amongst all reported samples herein and could not be tested beyond 60 N applied load. However, the CG-reinforced unmodified phenolic resin sample enhanced the PV limit or withstanding capability but reflecting more wear rate as compared with pure phenolic resin sample. The similar finding with Calotropis gigeantea fiber is reported in the literature [7]. This may be attributed to the less adhesion between CG fiber and phenolic resin matrix. The CG-reinforced-CNT modified phenolic resin samples have lower wear rate as compared with unmodified one and pure phenolic resin. This increased continuously as the CNT content was increased upto 1 wt%. However, the wear rate again decreased beyond 1 wt% CNT content. This above result is almost reversed, when compared with the result obtained by author [18] where 1wt % MWCNT in epoxy is the optimum amount for getting least wear. The reason for the optimum value was usually embrittlement of the composites that promoted susceptibility to surface fatigue [18]. But here, reverse trend might be due to the presence of three constituents (CG fiber, MWCNT, phenolic resin) which affected the effective contact surface of individual hence alter the optimum weight percent.

Variation of wear rate with respect to applied loads for different samples
Variation in temperature increased at interface with respect to applied load for different studied samples is represented in Fig. 5. The increased temperature at interface mainly depends upon frictional heat generated during sliding and heat dissipation through conduction over the sample pin. The value of temperature at interface increased with applied load which is attributed to the generation of more frictional heat. Pure phenolic resin sample showed higher friction coefficient as well as higher temperature of sliding surfaces. More frictional force (tangential force), which is depicted in Fig. 6 (randomly for 1 wt% CG-reinforced-CNT modified phenolic resin samples), produced higher frictional heat, when surfaces are slid against the motion at higher load. Figure 6 shows the variation of frictional force (tangential force) with respect to applied loads for 1 wt% CG-reinforced-CNT modified phenolic resin sample. As applied load increased the corresponding frictional force also increased.

Variation in increased temperature with respect to the applied load for different studied samples

Variation of frictional force (tangential force) with respect to applied loads for 1 wt% CG reinforced-CNT modified phenolic resin sample
The SEM images of worn surfaces are shown in Fig. 7. Worn surfaces when observed under scanning electron microscope (SEM) revealed morphological changes of studied materials subjected to adhesive wear. The worn surface of pure phenolic resin sample (Fig. 7a) shows the destruction of material surface under sheared force that may be attributed to the thermo-mechanical deformation exceeding the elastic limit of material. Pure phenolic resin sample was failed under sliding shear beyond 60 N applied load and could not be tested further. The worn surfaces of Calotropis gigantea fiber reinforced polymer shows that the composite was damaged under sliding action. Transfer film can be seen in the Fig. 7b, which reduces the friction at the interface. At higher applied load, the cavities were formed due to the material removal, which can be seen in Fig. 7c. A lump removal was observed in this case because Calotropis gigantea fiber may not allow small debris to be removed easily due to reinforcing effect. CNT-modified samples show the smoothened surface (Fig. 7d) having less destruction, which is due to the more integration under thermo-mechanical stress. Figure 7e (CNT modified composite) reflects the softening of the material owing to the frictional heat generated against sliding resulting CG fibers got aligned (Fig. 7f) in the sliding direction at higher load, however, at higher applied load more wear debris generated and make lubricating transfer film in between the interfaces.

(a–f) SEM micrographs of the worn surfaces. a Pure phenolic resin, b CG-reinforced unmodified phenolic resin (0 wt% CNT). c CG reinforced unmodified phenolic resin (0wt % CNT). d CNT-modified composites (0.25 wt% CNT). e CNT- modified composite (1 wt% CNT). f CNT- modified composites (1 wt% CNT)
The dominating wear mechanism is formation of transfer thin film of Calotropis gigantea phenolic resin composites. The sliding against steel counterface abstracted fine debris, which are entrapped and accumulated on the counterface. Subsequently, temperature increment due to frictional heat softened the debris on counterface and being spread over the counterface under the increased temperature and pressure due to the applied normal load. This sticky film being transferred owing to adhesion between interfaces, hence material removal occurred.
Conclusions
The tribological study shows that Calotropis gigantea fiber has enough potential to use as tribomaterial. MWCNT played significant role in reducing the wear of composites. The value of pure phenolic resin reflected highest friction coefficient at different applied load. Inclusion of CG fiber in phenolic resin matrix enhanced the PV limit i.e., withstanding capability significantly. The CG fibers facilitate lower friction against EN-31 steel counterface in phenolic resin sample. The friction coefficient decreases with increasing applied load. The decrement in the wear rate could be achieved with the MWCNT modification. The adhesive wear occurs due to the transfer of film mechanism.
References
Chand N, Dwivedi UK (2006) Effect of coupling agent on abrasive wear behavior of chopped jute fiber-reinforced polypropylene composites. Wear 261(10):1057–1063
Dwivedi U, Ghosh A, Chand N (2007) Abrasive wear behavior of bamboo powder filled polyester composites. BioResources 2(4):693–698
Dwivedi UK, Hashmi SAR, Naik A, Joshi R, Chand N (2013) Development and physico-mechanical behaviour of LDPE–sisal prepreg-based composites. Polym Compos 34(5):650–655
Dwivedi UK, Trihotri M, Gupta SC, Khan FH, Malik MM, Qureshi MS (2017) Compos Interfaces 24(2):111–123
Kandeepan C, Raja K, Ganeshan P (2016) Investigation on the mechanical properties of madar fiber reinforced in polymer matrix composites. ICCREST
Ashori A, Bahreini Z (2009) Evaluation of Calotropis gigantea as a Promising raw material for fiber-reinforced composite. J Compos Mater 43(11):1297–1304
Babu GD, Babu KS, Kishore PN (2014) Study on tensile and wear behavior of Calotropis gigantea fruit fiber reinforced polyester composites. Procedia Eng 97:531–535
Velusamy K, Navaneethakrishnan P, Vendan S, Kumar SK (2014) Study on experimental investigations to evaluate the mechanical properties and behavior of raw and alkali treated King’s Crown (Calotropis gigantea) fiber to be employed for fabricating fiber composite. Appl Mech Mater 598:73–77
Srinivas CA, Babu GD (2013) Study on mechanical and machining characteristics of Calotropis gigantea fruit fiber reinforced plastics. IJERT 2(6):1524–1530
Mohammed L, Ansari M, Pua G, Jawaid M, Islam MS (2015) A review on natural fiber reinforced polymer composite and its applications. Int J Polym Sci 2015:243947
Ganeshan P, Raja K (2016) Study on Improvement on the Mechanical Properties Madar Fiber Reinforced Polyester Composites. Int J Adv Eng Technol VII(II):261–264
Sakthivel JC, Mukhopadhyay S, Palanisamy NK (2005) Some studies on madar fibers. J Ind Text 35(1):63–76
Chen Q, Zhao T, Wanga M, Wanga J (2013) Studies of the fiber structure and dyeing properties of Calotropis gigantea, kapok and cotton fibers. Color Technol 129:448–453
Athijayamani A, Sadagopan S, Ramanathan K (2017) Mechanical properties of randomly oriented Calotropis gigantea fiber-reinforced phenol formaldehyde biocomposites. J Adv Chem 13(11):6043–6050
Venkatarajan S, Bhuvaneswari BV, Sekar S (2019) Effect of addition of areca fine fibers on the mechanical properties of Calotropis gigantea fiber/phenol formaldehyde biocomposites. Vacuum 166:6–10
Raghu MJ, Goud G (2019) Tribological properties of Calotropis Procera natural fiber reinforced hybrid epoxy composites. Appl Mech Mater 895:45–51
Chand N, Dwivedi UK (2008) Sliding wear and friction characteristics of sisal fiber-reinforced polyester composites: effect of silane coupling agent and applied load. Polym Compos 29(3):280–284
Jacobs O, Xu W, Schadel B, Wu W (2006) Wear behaviour of carbon nanotube reinforced epoxy resin composites. Tribol Lett 23(1):65–75
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Dwivedi, U.K., Singh, S., Shukla, S.C. et al. Investigation on tribo-characteristics of Calotropis gigantea fiber-reinforced-CNT modified polymer composites. Polym. Bull. 79, 697–707 (2022). https://doi.org/10.1007/s00289-020-03532-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-020-03532-6