
Abstract
The influences of fibres originating from different waste materials on the fresh and hardened properties of self-compacting concrete (SCC) were investigated in this study. For this purpose, a total number of 13 mixes of wood (WF), polyvinyl chloride (PF), aluminium (AF), and iron filing (IF) fibres, with volume fractions (Vf) of 0.5%, 1.0%, and 1.5% were prepared. The investigated fresh properties of the prepared mixes were slump flow, T500, V-funnel as well as L-box tests, while the hardened properties were compressive strength, flexural strength, and ultrasonic pulse velocity (UPV). The findings indicated that although the majority of the prepared SCC mixes met the required self-compacting criteria, the inclusion of the waste fibres negatively affected the mix workability, particularly when Vf of 1.5% was used. Regarding the hardened properties, SCC mixes-containing IF exhibited a slight increase in both compressive and flexural strength compared with the reference mix without fibres, whereas mixes with AF fibres demonstrated a noticeable decrease in compressive strength, but with a comparable level of flexural strength. However, the flexural strength of WF and PF decreased as their Vf increased in the SCC mixes, although a slight increase in compressive strength was noted in the mixes with PF. Furthermore, there was no reliable relationship to be constructed between the compressive strength and UPV tests for all fibres used.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The increasing demand for reinforced concrete structures in modern cities and the consequential requirements of aspirational structural design ideas have posed the need for revolutionary innovation in concrete construction. For this reason, the concrete industry has successfully developed an immense improvement with the introduction of self-compacting concrete (SCC). It is a suspension of liquid particles that consolidates itself by means of its own weight and has excellent applicability for structural members, even with the presence of geometrically complicated and highly congested reinforcement [1, 2]. SCC, which has gained tremendous interest since the beginning of its production, offers an improvement in concrete construction methods by ensuring good structural performance, improving working conditions and shortening construction time. Nevertheless, because it requires a comparatively large quantity of cement paste and fine material with a low volume of coarse aggregate, SCC has relatively low strain capacity when subjected to tensile stresses. This feature raises significant concern among researchers that requires to be considered [3]. In this respect, the addition of fibres could be a promising aid in improving SCC performance regarding its brittleness and poor resistance to crack growth [4]. This comes from the viewpoint of controlling or preventing crack initiation and propagation and/or coalescence of cracks in concrete members when discrete fibres are used [5]. Numerous studies have thoroughly highlighted the fresh and hardened properties of fibre-reinforced concrete in SCC and normal vibrated concrete (NVC) [6,7,8,9,10,11,12,13]. In these studies, considerable attention has been paid to the use of artificial fibre (e.g. steel and carbon fibres) which is the most common type of fibre used in cement-based products. Based on their volume fraction, type, and shape, fibres can generally enhance the overall hardened properties of concrete, on one hand, and affect negatively the mix workability on the other [4, 5]. The negative effect on the latter property can be attributed to the generation of internal friction between the fibres and the concrete matrix [14]. As reported by Behnood et. al. [13], the role of steel fibre in concrete was found to significantly enhance its tensile strength, but slightly decrease the compressive strength. A similar tendency was also reported by other researchers [9, 10]. It is worth noting that the inclusion of fibre in different types and volume fractions improves the SCC hardened performance in much the same manner as in NVC [4]. However, due to its large surface area and elongated shape, fibre significantly reduces the flowability of fresh fibre-reinforced SCC (FRSCC) mixes. Owing to its functional requirements (flowability, stability, and passing ability), the volume fractions in SCC have to be limited in order to attain minimum workability [4]. This depends highly on the fibre type and amount used and the SCC mix ingredients [5].
Rather than using conventional fibres, the use of waste fibres in concrete could contribute to successful solutions for the environment-friendly disposal of these waste materials and to reducing demand for and dependence on conventional fibres. Although several researchers have reported the influences of using fibres from waste materials on the properties of NVC in its fresh and hardened states, knowledge of such influences on SCC properties is still limited. The fresh properties of SCC-containing fibres from waste plastic bottles, rubber tires, and alloy cans were investigated by As’ad et al. [15]. The results stated that the presence of fibre affects negatively the SCC flowability for all produced mixes. These negative effects could be aggravated when fibres are sourced from stiff materials such as alloy cans compared to rubber tire fibres. This indicates that the type and amount of fibres influence the fresh characteristics of SCC considerably. Similar results were observed by Al-Hadithi and Hilal [16] who used plastic bottles as waste fibres with a wide range of volume fractions. They also found that adding such fibres enhances the compressive and tensile strength of concrete mixes. However, Ghernouti et al. [17] proved experimentally that fibres from waste plastic bags showed no significant effect on the characteristics of SCC. This has led to the conclusion that the original materials of the fibres might have played a substantial role in SCC performance. The inclusion of recycled glass fibre in SCC was studied by Mastali et al. [18]. The results showed that there was an enhancement in the impact resistance of SCC compared with the control mix. Following on from these, further investigations are needed into the role of fibres from other sources of waste materials on the fresh and hardened properties of SCC, since this issue is still an open field of research.
The goal of this research is to explore the impact of incorporating fibres from four different locally available waste materials, namely wood, polyvinyl chloride, aluminium, and iron filings on the characteristics of SCC. Three different fibre volume fractions were used at 0.5%, 1.0%, and 1.5% by mix volume. An average 28-day compressive strength of concrete was chosen as 50 MPa. In this experimental work, thirteen different SCC mixes (1 control + 12 fibre reinforced) were prepared. Fresh properties including slump flow, T500, L–box, and V–funnel tests were comprehensively investigated. For hardened properties, compressive strength, flexural strength as well as ultrasonic pulse velocity of the prepared SCC specimens were determined in this study.
2 Experimental Program
2.1 Materials
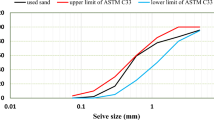
Locally produced type I Portland cement following the requirements of ASTMC150/C150M-15 [19] was used. The coarse aggregate used was rounded gravel of 10 mm maximum size and 2.64 specific gravity. Natural sand of 2.60 specific gravity was used. Both the fine and coarse aggregates were performed in accordance with ASTMC136M-14 [20]. Limestone powder having 2.52 specific gravity was also used in the preparing of SCC mixes. Admixture, commercially known as RHEOBUILD®600 was added as a superplasticiser (high-range water reducer (HRWR) meeting the requirements of ASTMC494-13 type D and G [21]. Four types of fibres from different waste materials were used. These are as follows: wood (WF), polyvinyl chloride (PF), aluminium fibre (AF), and iron fillings (IF). The specifications of the fibres used are given in Table 1. To achieve the goal of this study, thirteen different SCC mixes (including the reference mix, RM, with zero fibre content) were cast. The prepared mixes incorporated different fibre ratios of 0.5%, 1.0%, and 1.5% by volume of the total mix. This range of fibre volume fractions was also recommended by Yazıcı et. al.[22]. In general, the most appropriate fibre volume fraction for NVC mixes is between 0.5 and 2.5% by mix volume [23, 24]. However, the volume fraction of fibre in SCC needs to be limited as much as possible since its fresh state is characterised by high deformability, particularly in areas with complex shapes and congested reinforcement [4].
2.2 Mix Proportioning
The SCC ingredients of the control mix (RM), given in Table 2, have been selected following the simple and rational mix design method proposed in [25, 26]. This method is valid for wide ranges of strengths (i.e. w/c) and mix viscosities. To simplify the SCC mix design, practical guidelines in the form of design charts were constructed in this method. It bears mentioning that several mix design methods have been proposed based on various principles (e.g. packing, statistical, empirical) [1]. Although these methods can be used to design many SCC mixes and reduce the number of trial mixes needed, they do not provide design charts to aid in the selection of the most suitable mix ingredients. In addition, they do not explicitly impose the compressive strength (i.e. w/c) as a design parameter. The mix design method adopted in this research was constructed based on two parameters, the mix water to cement (w/c) ratio and its viscosity. For the control mix (RM), the w/c was chosen to be 0.37, whereas the viscosity was selected to be about 11 Pa s in order to give a T500 of about 2 s.[25]. Here, EFNARC [27] can help the designer to select the appropriate T500. With respect to EFNARC [27], Assaad [28] has also established a good relationship between the T500 and mix viscosity. The selected value of the control mix viscosity (11 Pa s, which is considered relatively low and gives more flowable fresh concrete) could be a good starting value. In this regard, it is essential to mention that the base mix (i.e. reference SCC mix without fibres) has to be more fluid since the addition of fibres increases its viscosity, leading to a thickened SCC mix [4]. In such a mix, too much frictional contact would be generated between cement matrix and fibres, resulting in extremely limited deformability and passing ability [14].
2.3 Mixing and Testing Method
2.3.1 Fresh Properties
The mixing guidelines given by Tviksta [29] were adopted to produce SCC using a laboratory mixer. The sand with a third of the total water quantity was mixed firstly for about 1 min. Then, the binder (cement + limestone) were added with another 1/3 of the water plus 1/3 of HRWR and mixed for 30 s. Following that, half of the coarse aggregate and the last third of water with 1/3 of HRWR were poured and mixed for another 30 s. After that, the remaining half of the coarse aggregate with the remaining part of HRWR quantity were poured to the mix and the process took about 1 min. In the last step, the fibres were added gradually to the mix and mixed for 2 min. After conducting trial mixes, the HRWR dosage of the control mix was selected to be 3% by cement weight in order to maintain the slump flow at 660–750 mm, which satisfies class SF2 requirements, as per EFNARC [27]. Consequently, HRWR was then kept constant for all fibre-reinforced SCC mixes.
The fresh properties of FRSCC mixes using slump cone flow, T500, V-funnel, and L-box were tested immediately after completing mixing process (Fig. 1), following the EFNARC guidelines [27]. For the flow spread and T500 tests, an Abram’s cone was placed on the smooth steel plate. After the cone was filled with SCC mix, it was lifted and the time for the mix to reach a 500 mm diameter was recorded. The flow spread diameter value when the flow stopped was registered. It was represented by the average of the maximum two perpendicular diameters of the mix circle. To check the filling ability of FRSCC mixes, the V-funnel apparatus was used. A slide gate at the funnel bottom was provided allowing SCC to be released after filling. The time (s) required for the fresh SCC to discharge from the V-funnel was recorded. To evaluate the ability of FRSCC to fill formwork with reinforcing bars without compaction, an L- shape box with adjustable bars (2ɸ12) was used [27]. The vertical leg of the L-box was poured with fresh SCC. Thereafter, the gate situated at the bottom of the apparatus leg was lifted allowing the concrete to flow into the horizontal portion of the box. The ratio of the depth of concrete in the horizontal section of the box to the depth of concrete in the vertical section (behind the gate) was determined.

Fresh SCC tests: a slump flow and T500, b V-Funnel, c L-Box
2.3.2 Hardened Properties
In this study, the hardened concrete properties investigated were compressive strength, flexural strength, and ultrasonic pulse velocity (UPV). From an engineering perspective, compressive and tensile strength remain the most vital parameters in the design of hardened concrete structures [13]. As stated by Behnood et. al. [13], normally, concrete members are not designed to resist tensile forces, and nevertheless, this material property cannot be overlooked since it gives an overall level of failure load under which crack initiation takes place. On the other hand, the UPV test, in certain applications, is an important test that provides an estimation of the quality of the concrete structure. To perform tests on these properties as part of the current research, thirteen FRSCC mixes were prepared. For each mix, 150 mm cubes were used to investigate the compressive strength and UPV (direct method) tests. Furthermore, the flexural strength test was conducted on 100 × 100 × 500 mm prisms. The specimens were placed in water tank for 28 days. B.S.1881: Part 116 [30] was followed for the compressive strength test, while flexural strength tests were performed according to ASTMC293-02 [31]. The mean of three specimens of each mix was recorded.
3 Results and Discussions
3.1 Fresh Properties
To be classified as SCC, concrete must have certain vital features: filling ability, or excellent deformability, and ability to pass through reinforcement without blocking. In this regard, the slump flow test was adopted to evaluate the filling ability of SCC with the absence of any obstacles. A higher diameter of slump flow in concrete mix indicates a greater ability to fill the formworks. Figure 2 illustrates the results of slump tests on all prepared FRSCC mixes. The inclusion of fibres in the SCC mixes resulted in lower slump flow than in the control mix. With a constant HRWR dosage, increasing the percentage of fibres decreased the slump flow diameter, irrespective of the fibre type used. Among all the types of fibres used, mixes with PF fibres were the most affected by increased fibres percentages. As shown in Fig. 2, when Vf increased from 0.5 to 1.5%, the slump flow spread decreased from 702 to 675 mm for IF, 660 to 602 mm for AF, 700 to 590 mm for PF, and 711 to 688 mm for WF. A similar tendency has also been observed by other researchers [15,16,17]. This behaviour was perhaps due to the higher internal friction between the fibres added and the SCC matrix [14].

Slump flow test results
The T500 was performed throughout the slump test. It is the time required for the mix to spread to a 500 mm diameter. It gives an indication of the filling ability, stability, and viscosity of the concrete. A lower T500, time refers to a greater flowability. Figure 3 illustrates the T500 test results for the tested SCC mixes, which were in the range of 4–11 s. These values seems to be dominated by the fibre types and their volume fractions in the mix. Increasing the percentage of fibre led to an increase in T500. Such behaviour could be related to more interlocking and friction occurring, which in turn increases the mix viscosity [27]. These observations are in agreement with other studies [15, 16].

T500 test results
The V-funnel test was adopted to evaluate the flowability, stability, and viscosity of concrete through a narrow opening. It is the time needed for concrete to drift out of the funnel. A shorter time indicates good flowability of a fresh mix. The results of the V-funnel tests are illustrated in Fig. 4. As expected, the V-funnel value increases as fibres are included and it further increases as more fibre is used, irrespective of the fibre type, although greater V-Funnel times were more obvious in SCC with PF fibres. The reason behind this behaviour is due to the influence of fibres on the workability of SCC: they influence (increase) the viscosity of mix, because they interlock with the aggregates. The test results show that V-funnel times were 7–12 s, 10–12 s, 6–14, and 7–13 s for mixes with IF, AF, PF, and WF fibres, respectively.

V-Funnel test results
The relationship between T500 and V-funnel test results for the investigated fresh SCC is shown in Fig. 5. As per ENFARC guidelines [27], SCC can be considered as VS1/VF1 class when T500 and V-funnel times are not more than 2 and 8 s, respectively. However, when T500 becomes more than 2 s and V-funnel times are 9 to 25 s, SCC can be classified as VS2/VF2. It is clear from Fig. 5 that the majority of the mixes produced (9 of 12 mixes) lie in the VS2/VF2 class, which is appropriate for constructing walls, columns, and ramps [27]. However, mixes with 0.5% of IF, PF, and WF, demonstrating V-funnel times of 6 s, 7 s, and 6 s respectively, were out of this class.

T500 versus V-funnel time test results
Figure 6 demonstrates the blocking ratio of L-box test results performed in this investigation. It can be seen that the largest ratios were registered for mixes with 0.5% fibres among all the types used. The blocking ratio reduced when the fibres content of the mixes was increased (Fig. 6). This trend has been confirmed previously for other types of fibres in SCC [15,16,17,18] and in NVC [6,7,8]. Taking into account that the acceptance limit of SCC blocking ratio is no less than 0.8 [27], it is clear (Fig. 5) that most of the tested mixes are acceptable for SCC. However, mixes with 1.0% and 1.5% WF and the mix with 1.5% AF did not satisfy the blocking ratio acceptance limit. As mentioned earlier, interlocking and friction occurring with the addition of more fibre could be the reason for such unsatisfactorily blocking ratios.

L-Box test results
3.2 Hardened Properties
3.2.1 Statistical Analysis
The compressive and flexural strengths results in concrete tests depend on many factors such as material features and mixing and casting processes. When fibre is used in concrete, it is difficult to control the quantity and the distribution of fibres in an individual specimen. Therefore, it is essential to use statistical methods for proper analysis to evaluate the variance of the data for each mix before analysing the test results. The statistical analysis gives a measure of how the data distributes itself about the mean, and the difference between the prepared mixes, as well as showing the significance of the parameters affecting compressive and flexural strength. For this purpose, ANOVA single factor (with confidence interval equal to 95%) was performed. This analysis adopted null hypothesis which suggested that there is no variance between the means (the effect of fibres is not significant). The results of this analysis are presented in Table 3. It is shown that the calculated F value is higher than the critical value (Fc) of this function for all mixes, which means that the hypothesis must be rejected, i.e. when using fibre in all mixes, there is a significant effect on strengths.
3.2.2 Compressive Strength
The test results of SCC hardened properties are illustrated in Table 4. Each of the four fibre types, WF, PF, AF, and IF, was designated for Vf of 0.5%, 1.0%, and 1.5% by volume, so wood fibre, for instance is listed as WF0.5, WF1.0, and WF1.5. Compared with the control mix (RM), a slight gain in compressive strength was observed when IF was increased to 1% Vf. When Vf is 1.5%, compressive strength decreased by about 6%. This tendency is likely to be due to the concrete matrix including voids and micro-cracks in different shapes and sizes adjacent to the coarse aggregate in the transition zone. With the inclusion of fibres in this kind of material, the failure mode under compression is very complicated and varies with the content and the shape of fibres used. For PF, an increase in compressive strength of 13% and 6% was noted with Vf of 0.5% and 1%, respectively. However, a reduction of about 7% in compressive strength occurred when Vf of 1.5% was used. Likewise, with conventional fibres, there is an optimum Vf of waste fibres in which a highest strength can be achieved. As reported previously [16,17,18, 32, 33], the optimum Vf varies depending on the type of fibre, its shape, and the aspect ratio. Up to a certain fibre volume fraction (i.e. the optimum), the strength increases because of the capability of fibre to restrain tensile cracks when they develop in concrete. Beyond the optimum Vf, the strength reduction might have been related to a lake of homogeneity in the fibre spread or the formation of weak zones, as a high quantity of fibre is used [34].
With the addition of AF, the compressive strength reduced for all Vf used compared with the reference mixes. This reduction was approximately 25%, 29%, and 31% for Vf of 0.5%, 1%, and 1.5%, respectively. This inferior compressive strength might be justified by the fact that the AF has the ability to react chemically with calcium hydroxyl (produced due to the hydration process of cement), and this reaction (equation below) induces gas formation, thus, negatively affecting the strength of the tested specimens [35, 36].
Figure 7 shows the observation of gas formation (stated above) within a few minutes after placing the SCC mixes with AF in the moulds. The findings also showed that in spite of no significant effect when 0.5% Vf was added to SCC, incorporating 1% and 1.5% of WF adversely affected compressive strength by about 6% and 13% respectively, compared with the RM mix

Gas formation in AF mix
3.2.3 Flexural Strength
The results presented in Table 4 reveal the effect of different fibres used in a range of Vf on the 28-day flexural strength of SCC. Among the four fibre types examined, the best type was IF as flexural strength increased when its Vf was increased, up to 1%, in the SCC mixes. The optimum Vf was 1% at which strength improved by 15% compared with the control mix. This improvement could be explained by the capability of the fibre to arrest crack propagation in the SCC matrix. However, increasing Vf above 1% led to a reduction in flexural strength. This might be due to more blocking and interactions between the fibres and coarse aggregate with the cement matrix leading to the more voids and inhomogeneity in the concrete microstructure to occur. Similar results were also recorded with different waste and conventional fibres [16, 34, 37].
For PF and AF fibres, the flexural strength values decreased by 24% and 10%, respectively, when fibre of 0.5% Vf was used. For Vf of 1.0% and 1.5%, the flexural strength values of SCC mixes with PF decreased less but were still lower than the reference mix (0% Vf). On the other hand, the flexural strength values of SCC mixes with 1.0% and 1.5% AF were somewhat comparable to that of the reference mix. Observing the influence of WF on SCC flexural strength, it was found that it decreased for all Vf ratios used and that decrease was more pronounced in the mix with 1.5% compared to the reference mix. The brittle nature of WF plays a major role in the deterioration of flexural strength of SCC mixes for all Vf added.
It is interesting to note that the utilisation of the investigated waste fibres in NVC as well as in SCC mixes could be an option for an effective and sustainable solution regarding the disposal of these wastes. In SCC mixes, which possess inferior fracture energy, and consequently different cracking behaviour compared to NVC [3, 38], promising results, at least in terms of flexural strength, were expected when these types of fibres were incorporated. However, it is unfortunate that in light of the findings of this study, this seems not to be the case generally with the fibres we investigated, and the exception being SCC mixes with IF. The reason for that might be due to the following two factors. Firstly, the aspect ratio of the prepared fibres was between 2.5 and 5. These values may not provide sufficient bridging to arrest crack initiation and propagation in the concrete matrix. This issue might have been tackled if the waste fibres were prepared with higher aspect ratios than those used in the present study. However, that might aggravate the mix workability and so HRWR dosages would have to be added accordingly. Consequently, the addition of more than 1% Vf of waste fibres could not be recommended as the fresh properties may not satisfy the SCC requirements. For instance, T500 and V- Funnel times might increase far beyond VS2/FS2 class that is recommended by EFNARC [27], even with the addition of a higher HRWR dosage. Secondly, the HRWR dosage for all prepared mixes was kept constant in the present study. Although the majority of the investigated SCC mixes satisfied the SF2 class (i.e. slump flow range of 660–750 mm), the presence of fibres negatively affected their fresh workability, particularly when more than 1% Vf was used (see Fig. 2), and therefore, less homogenous and more inconsistent fibres distribution could occur in the mix. This may have negative consequences on the hardened properties of the tested mixes. The latter conclusion can be ascertained by (1) increases in the coefficient of variation (COV) in both compressive and tensile strength when Vf was increased, irrespective of the type of fibre used (Table 4), and (2) inconsistent results in terms of flexural strength with increasing Vf in some SCC mixes, as clearly seen in Table 4.
3.2.4 Ultrasonic Pulse Velocity
The results of UPV indicated that all mixes with waste fibre, except the 1% WF mix, had slightly lower UPV compared to the control mix (Fig. 8). The UPV values dropped as the fibre content increased, as they were mainly affected by the voids and Vf in the mix. When comparing the compressive strength test results and UPV, it can be noticed that there is no clear correlation between them, which has been concluded previously by Al-Hadithi and Hila [16]. In fibre-reinforced concrete, UPV could be affected not only by the amount of the existing voids but also by the properties of the raw materials of the fibre used.

UPV versus type of fibre
4 Conclusions
Based on the results achieved from the experimental work, the following conclusions can be drawn.
- 1.
The slump flow of the fresh SCC mixes, at a constant SP dosage, dropped with increases in the fibre content, regardless of the fibre type used, although mixes with polyvinyl chloride fibres were the most affected when fibres contents increased.
- 2.
The T500 and V-funnel times lengthened as amounts of waste fibre used increased. The majority of the mixes produced can be classified as VS2/VF2 class.
- 3.
SCC mixes with iron fibres showed a slight increase in their compressive and flexural strengths, compared with the control mix, whereas mixes with aluminium fibres revealed a noticeable decrease in their compressive strengths, but comparable flexural strengths.
- 4.
Based on the adopted fibre properties (e.g. fibre shape and aspect ratio) in this study, there was no advantage to be gained using WF and PF, as far as the flexural strength test results are concerned.
- 5.
Regarding the ultrasonic pulse velocity test, there was no reliable relationship to be drawn with either compressive or flexural strength of the tested specimens.
- 6.
It would be advisable to investigate other fibre properties such as shape, aspect ratio, and volume fraction to provide a clearer picture about the role of the investigated waste fibres in the fresh and hardened properties of SCC.
References
Shi, C.; Wu, Z.; Lv, K.; Wu, L.: A review on mixture design methods for self-compacting concrete. Constr. Build. Mater. 84, 387–398 (2015)
Siad, H.; Mesbah, H.A.; Mouli, M.; Escadeillas, G.; Khelafi, H.: Influence of mineral admixtures on the permeation properties of self-compacting concrete at different ages. Arab. J. Sci. Eng. 39(5), 3641–3649 (2014)
Beygi, M.H.; Kazemi, M.T.; Nikbin, I.M.; Amiri, J.V.; Rabbanifar, S.; Rahmani, E.: The influence of coarse aggregate size and volume on the fracture behavior and brittleness of self-compacting concrete. Cem. Concr. Res. 66, 75–90 (2014)
Deeb, R.; Ghanbari, A.; Karihaloo, B.L.: Development of self-compacting high and ultra high performance concretes with and without steel fibres. Cement Concr. Compos. 34(2), 185–190 (2012)
Karihaloo, B.L.; Ghanbari, A.: Mix proportioning of self-compacting high-and ultra-high-performance concretes with and without steel fibres. Mag. Concr. Res. 64(12), 1089–1100 (2012)
El-Dieb, A.; Taha, M.R.: Flow characteristics and acceptance criteria of fiber-reinforced self-compacted concrete (FR-SCC). Constr. Build. Mater. 27(1), 585–596 (2012)
Grünewald, S.; Walraven, J.C.: Parameter-study on the influence of steel fibers and coarse aggregate content on the fresh properties of self-compacting concrete. Cem. Concr. Res. 31(12), 1793–1798 (2001)
Sahmaran, M.; Yurtseven, A.; Yaman, I.O.: Workability of hybrid fiber reinforced self-compacting concrete. Build. Environ. 40(12), 1672–1677 (2005)
Thomas, J.; Ramaswamy, A.: Mechanical properties of steel fiber-reinforced concrete. J. Mater. Civ. Eng. 19(5), 385–392 (2007)
Nguyen, T.; Toumi, A.; Turatsinze, A.: Mechanical properties of steel fibre reinforced and rubberised cement-based mortars. Mater. Des. 31(1), 641–647 (2010)
Wang, K.; Young, B.; Smith, S.T.: Mechanical properties of pultruded carbon fibre-reinforced polymer (CFRP) plates at elevated temperatures. Eng. Struct. 33(7), 2154–2161 (2011)
Yakhlaf, M.; Safiuddin, M.; Soudki, K.: Properties of freshly mixed carbon fibre reinforced self-consolidating concrete. Constr. Build. Mater. 46, 224–231 (2013)
Behnood, A.; Verian, K.P.; Gharehveran, M.M.: Evaluation of the splitting tensile strength in plain and steel fiber-reinforced concrete based on the compressive strength. Constr. Build. Mater. 98, 519–529 (2015)
Matar, P.; Assaad, J.J.: Concurrent effects of recycled aggregates and polypropylene fibers on workability and key strength properties of self-consolidating concrete. Constr. Build. Mater. 199, 492–500 (2019)
As’ad, S.; Gunawan, P.; Alaydrus, M.S.: Fresh state behavior of self compacting concrete containing waste material fibres. Procedia Eng. 14, 97–804 (2011)
Al-Hadithi, A.I.; Hilal, N.N.: The possibility of enhancing some properties of self-compacting concrete by adding waste plastic fibers. J. Build. Eng. 8, 20–28 (2016)
Ghernouti, Y.; Rabehi, B.; Bouziani, T.; Ghezraoui, H.; Makhloufi, A.: Fresh and hardened properties of self-compacting concrete containing plastic bag waste fibers (WFSCC). Constr. Build. Mater. 82, 89–100 (2015)
Mastali, M.; Dalvand, A.; Sattarifard, A.: The impact resistance and mechanical properties of reinforced self-compacting concrete with recycled glass fibre reinforced polymers. J. Clean. Prod. 124, 312–324 (2016)
ASTMC150/C150M-15: Standard Specification for Portland Cement ASTM International, West Conshohocken, PA, Doi: 10.1520/C0150–15. (2015)
ASTMC136M-14: Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates; West Conshohocken, PA, USA. (2014)
ASTMC494–13: Standard Specification for Chemical Admixtures for Concrete. Book of ASTM Standards, vol. 4 (2013)
Yazıcı, Ş.; İnan, G.; Tabak, V.: Effect of aspect ratio and volume fraction of steel fiber on the mechanical properties of SFRC. Constr. Build. Mater. 21(6), 1250–1253 (2007)
544, A.C.: Guide for Specifying, Proportioning, Mixing, Placing, and Finishing Steel Fiber Reinforced Concrete. American Concrete Institute (1998)
Pierre, P.; Pleau, R.; Pigeon, M.: Mechanical properties of steel microfiber reinforced cement pastes and mortars. J. Mater. Civ. Eng. 11(4), 317–324 (1999)
Abo, D.M.; Al-Rubaye, M.; Alyhya, W.; Karihaloo, B.; Kulasegaram, S.: Proportioning of self–compacting concrete mixes based on target plastic viscosity and compressive strength: part I-mix design procedure. J. Sustain. Cem. Based Mater. 5(4), 199–216 (2016)
Abo, D.M.S.; Al-Rubaye, M.M.; Alyhya, W.S.; Karihaloo, B.L.; Kulasegaram, S.: Proportioning of self-compacting concrete mixes based on target plastic viscosity and compressive strength: Part II-experimental validation. J. Sustain. Cem. Based Mater. 5(4), 217–232 (2016)
EFNARC: The European Guidelines for Self-Compacting Concrete: Specification, Production and Use, The Self-Compacting Concrete European Project Group. (2005).
Assaad, J.J.: Influence of recycled aggregates on dynamic/static stability of self-consolidating concrete. J. Sustain. Cem. Based Mater. 6(6), 345–365 (2017)
Tviksta, L.-G.R.: Task 9 End Product, Guidelines. Swedish Cement and Concrete Research Institute, p. 48. (2000)
British:Standard: BS 1881: Part 116:. Method for Determination of Compressive Strength of Concrete Cubes. (1983)
ASTMC293–02: Standard test method for flexural strength of concrete (Using sample beam with center-point loading). Annual book of ASTM standards, American Society for Testing and Materials (2003)
Khaloo, A.; Raisi, E.M.; Hosseini, P.; Tahsiri, H.: Mechanical performance of self-compacting concrete reinforced with steel fibers. Constr. Build. Mater. 51, 179–186 (2014)
Hesami, S.; Hikouei, I.S.; Emadi, S.A.A.: Mechanical behavior of self-compacting concrete pavements incorporating recycled tire rubber crumb and reinforced with polypropylene fiber. J. Clean. Prod. 133, 228–234 (2016)
Ahmad, S.; Umar, A.: Rheological and Mechanical properties of Self-Compacting Concrete with Glass and Polyvinyl Alcohol Fibres. J. Build. Eng. 17, 65–74 (2018)
Borhan, T.M.; Janna, H.: Thermal properties of cement mortar containing waste aluminium fine aggregate. J. Karbala Univ. 14(2), 193–200 (2016)
Araújo, E. G. D.; Tenório, J. A. S.: Cellular concrete with addition of aluminum recycled foil powders. In: Materials Science Forum. Trans Tech Publ (2005)
Meddah, M.S.; Bencheikh, M.: Properties of concrete reinforced with different kinds of industrial waste fibre materials. Constr. Build. Mater. 23(10), 3196–3205 (2009)
Domone, P.: Self-compacting concrete: An analysis of 11 years of case studies. Cement Concr. Compos. 28(2), 197–208 (2006)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Borhan, T.M., Abo Dhaheer, M.S. & Mahdi, Z.A. Characteristics of Sustainable Self-compacting Concrete Reinforced by Fibres from Waste Materials. Arab J Sci Eng 45, 4359–4367 (2020). https://doi.org/10.1007/s13369-020-04460-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-020-04460-3