
Abstract
Process control and optimization is a critical aspect of process analytical technology (PAT), quality by design (QbD), and the implementation of continuous manufacturing procedures. While process control and optimization techniques have been utilized in other manufacturing industries for decades, the pharmaceutical industry has only recently begun to adopt these procedures. Micronization, particularly milling, is a generally low-yield, high-energy consumption process that is well suited for a process optimization mindset. This review discusses optimization of the pharmaceutical milling process through design space development, theoretical and empirical modeling, and monitoring of critical quality attributes.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
A manufacturing process can be considered a black box, in which the inputs must be understood and controlled to create a product with the desired quality attributes. Process optimization involves the identification of the constraints of a system and adjustment of input variables within the system to reach the desired quantitative performance attributes of the operation, which may be defined by cost, yield, or certain material characteristics of the final product. The goal of process optimization is to develop an understanding of the fundamental behavior of the system, which is achieved through statistical design of experiments, modeling based on first process, and empirical approaches, and monitoring of the product quality attributes in response to variations in input through off-line, at-line, and in-line techniques [1]. The end result is creation of a predictive model that details the relationship between controllable factors and process responses, and how these may be manipulated to reach certain quality characteristics.
While heavily utilized in other manufacturing industries such as chemical engineering, the incorporation and deployment of process optimization has been somewhat delayed in the pharmaceutical industry. However, the quality by design (QbD) approach that is now recommended by regulatory agencies such as the Food and Drug Administration (FDA) [2] and International Center for Harmonization (ICH) [3,4,5] has rendered process optimization a critical component of pharmaceutical product development. Two of the primary objectives of the QbD approach are to increase process capability and efficiency and to reduce process variability through enhanced understanding and control of the process [6, 7]. In this way, critical quality attributes of the product are ensured by building quality into the design of the process, rather than through testing of the final product [3]. The QbD approach requires the design of robust processes that can tolerate known or expected variability in inputs without compromise in the system performance or product quality. One method of ensuring a robust process is outlined by the FDA’s Process Analytical Technology (PAT) guidance [2], which provides a framework for the design, analysis, and control of manufacturing processes through real-time, in-process measurements of critical attributes to ensure final product quality [2]. Initiatives outlined in this guidance document focus on the development of a mechanistic understanding of formulation and process factors in order to design effective and efficient manufacturing processes that ensure pre-defined product quality and performance. Process optimization is also a critical component of pharmaceutical process scale-up [8] and implementation of a continuous manufacturing setup [9]. In both cases, a detailed understanding of the constraints and interactions of critical process parameters coupled with the application of various control systems is needed to ensure a final product with the desired quality.
Micronization is an example of a pharmaceutical process that can greatly benefit from a process optimization approach. Micronization is a particle engineering technique that involves the transformation of coarse active pharmaceutical ingredients and excipients into micron-sized particles, typically in the submicron to tens of microns range. Micronization allows for user control over critical drug powder parameters such as particle size distribution, particle morphology, and surface area, and is critical for the improving the dissolution and bioavailability of poorly water-soluble drugs [10,11,12,13], the generation of respirable particles for pulmonary delivery [14,15,16], and ensuring manufacturing reproducibility and content uniformity in blending and tableting [17, 18]. As such, it is likely to be included at some point in the manufacturing process of a pharmaceutical product. Micronization techniques are further classified as either bottom-up or top-down process. Bottom-up micronization refers to constructive particle formation processes and includes spray-drying and anti-solvent precipitation approaches. Top-down micronization refers to the particle size reduction of large particles into smaller particles through the application of compression, shear, or impact forces [19] which leads to fracture of the particles. Examples of top-down micronization include milling and high-pressure homogenization.
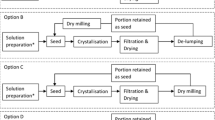
The scope of this review will focus on milling, as it is widely used in the pharmaceutical industry for a variety of applications, and is ideally suited for a process optimization approach (Fig. 1), as milling is generally a high-energy, low-efficiency process [20, 21] which may be improved through enhanced understanding of the systems involved. Furthermore, while various reviews have been published on equipment selection and predictive modeling for milling, the scientific literature lacks a comprehensive review that describes and links the various components of a process optimization approach as applied to milling. The milling process involves many interacting variables derived from raw material and equipment parameters, deviations in which could result in both manufacturing inconsistences and sub-optimal therapeutic effects. Certain quality standards must be evaluated and met in the milled product, including powder flow, stability of crystalline form, particle shape, particle size distribution (PSD), surface area, and surface energy [22,23,24]. Selection of milling conditions tends to be highly empirical [25], and development of in silico models to describe breakage mechanics coupled with a statistical design of experiments approach could increase the overall understanding of this micronization process and increase the robustness of proposed operation. This review will present a guide for a stepwise approach to achieve pharmaceutical milling optimization (Fig. 1).

Schematic approach to process optimization of milling
Technology overview of milling
Particle size reduction in milling is achieved by subjecting particles to collisions with the equipment or each other, resulting in particle fracture. The milling process may utilize a gaseous continuous medium (dry milling) or liquid continuous medium (wet milling). Three potential fracture mechanisms are possible: impaction, in which force is rapidly applied normal to particle surface; compression, in which force is slowly applied; and attrition, in which force is applied parallel to the solid surface [20]. Additionally, shear and cavitation forces act upon particles if liquid medium is used [25]. The type of stress applied to a particle and the resultant size distribution of the product is dependent upon the type of mill used and the mill operating conditions such as solid feed rate, milling duration, temperature, air flow rate, and revolution rate, while the particle response to the stress is dependent upon the innate properties of the material [20, 25,26,27]. Fluid energy mills (also known as air jet mills) and media mills (also known as ball mills) are commonly used in the pharmaceutical industry [28], as they are capable of producing very fine, under 5 μm material [20, 29, 30]. This review will therefore focus on these technologies.
Fluid energy mills are a type of dry mill in which fracture of particles occurs through the application of high-velocity air jets, which results in turbulence and inter-particle collisions. Fluid energy mills include spiral jet mills (also known as pancake mills) and fluidized jet mills. In general, spiral jet mills are better suited for soft raw materials (Mohs hardness less than 3), while fluidized jet mills are better for harder materials [19, 31]. Fluid energy mills are beneficial in that they contain no moving metal parts, which results in a reduced risk of contamination and less heat generation, an advantage in the processing of heat-sensitive materials. These mills can also be easily sterilized and operated with sterile air. Fluid energy mills contain an internal classifier [32] which helps ensure a narrow PSD. However, a disadvantage of fluid energy mills is that powder build-up and caking within the mill can impact performance, and this is more likely to occur if a high solids concentration is present. Critical process parameters of fluid energy mills include grinding pressure, number of grinding nozzles, feed pressure, and feed rate [7].
Media or ball milling can be performed in dry or wet conditions, though wet grinding generally results in a finer product due to the reduction in particle strength and the dispersing effect of the liquid medium [27]. Wet media mills are especially useful for the micronization of particles into the submicron range [13, 33, 34]. The starting material is placed inside a cylinder with one or more spherical particles (referred to as grinding media) and either gaseous or liquid continuous medium. In the case of liquid medium, stabilizing agents may be included to improve particle dispersion. The grinding media are typically constructed of metal, glass, plastic, or ceramic and can vary in size from 0.2 to 130 mm. The cylinder may be rotated, mechanically stirred, or agitated by vibration. Micronization results from the compression and attrition of particles between the tumbling grinding media, as well as through generation of high-energy shear forces [33]. Liquid nitrogen can be additionally included to cool the material and lessen degradation by heat, as well as increase brittleness of material and improve fracture capability by decreasing plastic deformation of the material [29]. Critical process parameters include the speed of the grinding media, the amount of grinding media present, the solids concentration, the size of the starting material, the milling time (ranging from hours to days for nanosize formulations), and the nature of the continuous media. Importantly, the grinding media in the ball mill must not exceed the critical speed, which is the point at which the media undergo centrifugal motion, as this will result in the media being held against the wall of the cylinder and prevents impacts between the grinding media and the particles. The critical speed is inversely related to the cylinder size [20]. Additionally, the contamination risk secondary to wear of the grinding media as well as degradation of the drug secondary to long milling times and heat generation must be considered when developing the range for these process parameters [20, 33]. Though outside the scope of this review, formulation parameters also play an important role in determining the characteristics and quality of the final product in wet media milling [33].
Theory and mechanisms of particle breakage in milling
After initial equipment selection is performed, understanding the mechanisms and underlying theory of particle breakage (Fig. 2) represents the first key step in the control and optimization of the milling procedure. Data from single-particle fracture studies, much of which has been derived from the mining industry [35,36,37], has improved the fundamental understanding of particle breakage events. The insights gained from these studies regarding material and operational influences on particle breakage could be applied to the optimized milling of pharmaceutical powders.

Schematic illustration of particle breakage process in milling
When a particle is stressed by forces applied in milling, the energy is stored as strain energy and the particle undergoes reversible deformation. The applied forces propagate along existing flaws and micro-cracks in the material. If the applied force exceeds the elastic limit of the material, fracture occurs, resulting in the formation of progeny particles. For semi-brittle materials, plastic deformation may precede crack propagation and breakage [38]. Due to the imperfect nature of solid materials and subsequent uneven distribution of applied forces through the solid structure, particle fracture results in a non-uniform size distribution of progeny particles, the size and number of which is dependent upon the nature of the milling process as well the properties of the material [20, 35]. From a thermodynamics perspective, the work to fracture a particle is dependent upon surface energy, while the yield stress or strength of the material is dependent upon the rate of strain and temperature at which deformation occurs [20].
Overall, particle breakage is dependent upon the rates and types of collisions and the resulting distribution of energy, as well as the damage sustained to the material in different collision scenarios and the residence time of the material in the mill [39]. Energy is not evenly applied to all particles within the mill. The result of this is that some particles fracture through excessively forceful impactions while other particles undergo insufficient, less forceful impacts [20]. Depending on the force of the collision as well as the properties of the material, collisions may result in body breakage, in which major damage or fracture of the particle or surface damage occurs, in which only the surface layer of the particle is damaged or removed, resulting in a subsequently smoother surface [35, 39]. Lower-energy impacts result in incremental surface damage rather than breakage from a single impact, and it has been experimentally confirmed that milling processes are dominated by these low-energy, incremental damage events which leads to the overall energy inefficiency of the process [39]. Mechanical energy that is not utilized in the new surface area during particle fracture is dissipated through friction, heat, vibration, sound, and elastic deformation of the solid materials [20, 21].
The energy required for particle fracture is inversely proportional to the size of the starting particles [20]. As milling proceeds and particle size reduces, a depletion in the number of cracks in the particles occurs and greater stress is required to cause fracture. The reduction in flaws leads to a greater tendency for the particles to deform plastically rather than elastically, as the tensile stresses are not of sufficient magnitude to produce a brittle fracture without the presence of the cracks [21]. At a certain point, increases in energy expenditure do not result in further size reduction. This is known as the milling limit and is dependent upon material characteristics, the type of mill used, and the operating conditions of the mill [20, 40]. Increasing aggregation also results as particles decrease in size due to the increase in inter-particle interactions and can be considered as a competing phenomenon to particle breakage [33, 41], especially with prolonged milling duration [38].
In addition to equipment and operating parameters, material properties are a critical factor in the breakage behavior of particles. Fracture strength and deformation behavior (elastic or inelastic) of the material influence particle breakage [35]. Primary properties responsible for breakage of solid particles are Young’s modulus, which represents resistance to elastic deformation; hardness, which represents resistance to plastic deformation; and fracture toughness (known also as critical stress intensity factor), which represents resistance to crack propagation [38, 42]. Kwan et al. [43] utilized a single-particle impact test to determine the mechanical properties of the material, which could then be used to predict the size reduction behavior based upon the strain rate exerted on particles and the impact stresses that occur in milling. They concluded that usage of low strain rates to deduce mechanical properties resulted in overestimation of milling size limit; however, in general, breakage propensity data gathered from single-particle impact testing could be used to predict particle reduction behavior in bulk milling.
Design space development and design of experiments for process optimization of milling
A key aspect of process optimization is the identification and exploration of the design space. The design space of a process is defined by the parametric boundaries within which the product can be produced without alteration of critical quality attributes. The benefit of this from a risk analysis standpoint is that it is possible to determine in what manner the process can compensate for the presence of disturbances in the environment, equipment settings, or raw material. Rather than the designation of a single operating point for each variable, the result of design space definition is the development of an operating range for each processing variable in which operation of the process under all possible combination of conditions results in acceptable product [44]. When coupled with in-process monitoring and real-time adjustment of variables, this enables creation of a robust process.
The definition of a design space, which continuously evolves as new information and technology becomes available, involves developing knowledge of the process based upon literature and experience, and application of experimental data and in silico modeling to fully understand the behavior of the process [7, 45, 46]. A critical step in development of a design space is a statistical design of experiments (DoE), in which levels of different input variables are manipulated at the same time to assess for interactions between variables and determine optimal operating conditions. Utilization of multivariate mathematical approaches found in DoE is preferred over traditional one-factor-at-a-time approaches due to the necessity of understanding the multi-factorial relationships that exist between product and process, and the manner in which these relationships influence quality attributes. One-factor-at-a-time approaches are not able to address the potentially significant interactions that occur between product and process variables [2].
A successful experimental design requires the knowledge-based exclusion of variables based upon risk analysis and previous knowledge and experience that defines the range in which the experiments should be performed [47]. DoE typically begins with a set of screening experiments to provide an overview of the system under investigation, the results of which determine which variables should be investigated further, and the levels at which they should be investigated. This will determine the final number of experiments performed. While a full factorial design (2k, for two levels) enables the investigation of both main and interaction effects, it can greatly increase the number and cost of experiments. The number of experiments can be reduced by applying fractional factorial design (2k-p, where 1/p is size of fraction). Replication of experiments can be incorporated to further explore variability.
In general, size reduction in milling is influenced by both material properties and equipment parameters, which vary with the type of mill used. The DoE approach has been widely used for the optimization of both fluid energy and media milling based upon the critical parameters in each respective process. In fluid energy milling, a DoE is typically built using grinding pressure, pushing pressure, and feed rate as input variables, and the size distribution of the product as the response. Generally, for fluid energy milling, a finer particle size is obtained by reducing the feed rate of material into the mill and by using higher pressures [20]. To avoid fluctuations in end PSD, these parameters should be kept constant in the milling process.
Vatsaraj et al. [30] optimized a lab-scale fluid energy mill using the DoE approach and two solids with varying hardness (sucrose and lactose). Setting the grinding pressure at 110 psi and the pushing pressure at 65 psi, or vice versa, resulted in the smallest particle size. Though a small particle size could be achieved if both grinding and pushing pressures were set at 110 psi, the process consumed more nitrogen and was thus less efficient. Very low pushing pressure in response to grinding pressure resulted in material kick back from the mill and less yield. In contrast, using the same mill, Yazdi and Smyth [48] implemented a circumscribed central composited design to establish the optimal settings for grinding and pushing nozzle pressures within the mill for high-dose nonsteroidal anti-inflammatory drugs (NSAIDs) for pulmonary delivery. A close agreement between grinding pressure and pushing pressure (75 and 65 psi, respectively) resulted in the highest product yield and lowest D50 and D90 of the two NSAIDs assessed. This is in agreement with results found by Midoux [31, 49] for a spiral jet mill, in which optimal results were obtained when the injector pressure was fixed higher than nozzle pressure to avoid back flow, but only slightly higher (+ 0.5 bar or 7 psi) so as not to disturb the grinding circle. Saleem and Smyth [29] incorporated a full factorial design for the optimized air jet milling of a soft material, Pluronic® F-68, and also compared the results to micronization with a cryogenic ball mill. Grinding and pushing nozzle pressures were varied between 50 and 100 psi. Response factors were PSD and yield. The most significant impact on geometrical size reduction was the feed rate. A high pusher pressure and low grinding pressure also helped achieve a smaller particle size. Overall, particle size reduction was modest with the air jet mill, with an inability to reduce the D50 particle size to less than 24 μm. The main parameter influencing PSD in the cryogenic media mill was duration of milling, with all samples reduced to less than 10 μm after 15 min of milling, from a starting D50 of 70 μm. The inclusion of liquid nitrogen in the media milling process was hypothesized to decrease the elasticity of Pluronic® F-68, resulting in a lower energy requirement for fracture. These varying results demonstrate the importance of the input material characteristics in the optimization of equipment parameters, as what works for one material may not necessarily work for another.
DoE has also been extensively utilized in the optimization of media milling, with a focus on size and number of grinding media, input energy (i.e., stir frequency), and feed size. Cho et al. [50] utilized a full factorial design to determine the optimum mixture of ball sizes to be used in a media milling process. Response in the experiment was mill production rate. A binary mix of large- and small-diameter balls was deemed most optimal. The optimal ratio of large to small was determined by 1) feed size, in which a larger feed size required a greater proportion of large-diameter balls; 2) product size distribution, in that if a finer product size was needed, a greater proportion of small balls was required; and 3) mill diameter, in which a larger mill required a greater ratio of small balls. Based upon the results of an initial screening study, Singh et al. [34] found that milling time and milling speed were the main equipment process parameters contributing the endpoints of particle size and zeta potential in a glyburide nanosuspension. Milling speed, coupled with ratio of polymer to drug, contributed significantly to zeta potential, while milling time and milling speed contributed significantly to particle size distribution. Zeta potential increased at high milling speed, while mean particle size (represented by D90) decreased as milling time and speed increased, likely due to the larger shear forces generated. Milling speed did not appear to influence crystallinity, as assessed by X-ray diffraction (XRD).
In silico modeling of milling
Utilization of in silico models improves understanding, efficiency, and scale-up of processes. The goal of modeling is not to necessarily provide an accurate description of a process, but to gain understanding on the effect of parameters on system behavior and thereby improve the fundamental scientific understanding of the process [47]. Simulations are advantageous because they can be used to predict the effect of operational parameters and material variability without performing extensive and expensive experiments.
Models may be based upon first principles, experimental data, or a combination of both. While first principle modeling is based upon the fundamental thermodynamic and rate processes, empirical and semi-empirical modeling, in contrast, is based upon large amount of experimental data that is typically obtained through DoE. These types of models are useful in the case of processing methods in which first principles are not yet available, and are also beneficial for process monitoring and control for the design space in which experimental data was collected. Caution must be taken, however, in application of these models to other formulations or equipment outside of that used to obtain experimental data, due to the lack of underlying physics understanding. Examples of empirical and semi-empirical modeling include artificial neural network, multivariate analysis, Monte Carlo, Kriging methodology, and response surface methodology (RSM) [46]. Frequently utilized empirical and semi-empirical modeling techniques for particle breakage and material interaction in milling include discrete element method (DEM), population-based method (PBM), computational fluid dynamics (CFD), or combinations of these. In all cases, models should be verified with experimental data to eliminate ambiguity.
Modeling based on energy laws (Rittinger, Kick, and Bond)
Historically, there exists three different empirical models by Rittinger [51, 52], Kick [52], and Bond [52, 53] that describe the grinding process. In all three models, the energy required for the milling process is dependent upon the size of the particles, but the models differ in their assumptions regarding how energy is utilized in the breakage process. Rittinger’s model [21, 51, 52, 54] is based upon the assumption that energy required for breaking a particle is proportional the new surface area generated per unit mass of the particle, and does not consider energy absorbed during elastic deformation of the particles. Kick’s model [52, 54], in contrast, assumes that particle fracture occurs when particles are deformed beyond their elastic limit. Kick’s equation describes the energy required for plastic deformation before fracture occurs. It therefore considers energy absorbed in elastic deformation, but disregards energy absorbed by the fractured particles. Bond’s model [52,53,54] is a compromise between Rittinger’s and Kick’s models in that it incorporates energy absorbed by fractured particles as well as energy absorbed during elastic deformation. Chen et al. [54] applied these three models to the vibrational, single-ball milling of alpha-lactose to determine which best fit the experimental data. It was found that best-fitting theoretical model varied according to the process parameters. Rittinger’s model was most suitable for milling with the lower powder loads, or milling at high frequencies, as in these cases, most of the energy in the system was used in particle fracture rather than elastic deformation, due to the increased opportunities for direct impact of the milling ball on individual particles. For the higher powder loads or milling at low frequencies, Kick’s model was most suitable, as in these cases the ball was more likely to be in the rolling mode across the powder bed, resulting in energy dissipation through the powder bed and deformation, rather than individual particle breakage. In both cases, Bond’s model had an intermediate fit. These results make it apparent that the best choice of energy model is highly dependent upon the mechanism of particle breakage.
Population-based method approaches
For brittle materials, it has been experimentally determined that milling follows a first-order law [20, 55, 56]. Therefore, milling can be modeled as rate process. This is the basis for population-based method (PBM) modeling approaches, which simulate the time and space evolution of the PSD during the milling process by considering the breakage rate, defined as the rate at which the particles fragment, as well as the breakage distribution, which is defined as the resultant mass-based PSD of the broken particles. The breakage rate may be modified to enable the incorporation of equipment-specific inputs, such as feed rate or operating parameters [39]. The benefit of this is that if the characteristics of a material as well as the mill are inputted into the model, it was possible to determine the resultant PSD without running multiple experiments. The limitations of PBM models are that they are developed for specific comminution devices under specific operating conditions and therefore cannot be applied to parameters outside of those operating conditions, or in cases where there are changes or additions to equipment, for instance, in a continuous processing procedure [39].
PBM may incorporate a linear or non-linear model. In the time-continuous linear PBM (TCL-PBM) model, time is used as a continuous variable. This model assumes first-order breakage kinetics, meaning that the breakage rate function Si is independent from the population mass density distribution. The disappearance of particles from any given size class will therefore be proportional to the mass fraction of that time class [57]. Annapragada et al. [41] developed a linear PBM model for the micronization of dextrose in a wet media mill which was verified experimentally. This model was based upon collision rate of particles in a dilute system and assumed a rate of particle break-up that was proportional to the rate of collisions in the mill. Experimental data showed good agreement with the simulation for particles between 10 and 20 μm. However, this was not the case for particles below 4 μm, which was hypothesized to be due to use of the Fraunhofer diffraction method, which could under-predict mass fraction of small particles, or the fact that more energy is required to fragment smaller particles, which is not accounted for in the simulation. Though TCL-PBM models are widely used, the assumptions of first-order breakage kinetics may not hold in the dense-phase systems typical of milling operations [58]. In the case of dense-phase milling, the breakage rate and breakage probability of particles of a given size are not solely dependent upon the particle size, as the increase in number fines will lead to redistribution of collision forces and a cushioning effect [57, 59, 60]. Therefore, there is a dependency of the breakage rate on the continually evolving particle population. Time-continuous non-linear PBM (TCNL-PBM) expands upon the linear model by considering the weighted interactions of particles into the breakage rate function [57, 61] and is experimentally demonstrated to provide a better prediction of dense-phase milling systems [62].
Discrete element method approaches
Discrete element method (DEM) is a Lagrangian model, and therefore, it tracks the positions, velocities, and accelerations of each particle individually. This is achieved by solving Newton’s equations of motion to determine particle motion and by using a contact law to account for particle-particle collision forces and subsequent integration of these forces to determine the material response. All particles are given a defined position and velocity, and the algorithm determines all particle-particle and particle-wall contacts and the forces derived from these. The resultant translational and rotational accelerations are calculated by Newton’s second law. Accelerations are integrated according to a time step to find the new particle positions. The entire process is then repeated. Advancements in computing powder have also allowed for the consideration of attractive forces, such as Van der Waal (VdW) forces in the model, which can affect milling efficiency and yield.
Numerous sub-types of DEM are used, a review of which is provided by Weerasekara et al. [39]. In short, a hard-particle or soft-particle approach may be used for DEM. The hard-particle approach, in which it is assumed that collisions between rigid particles are instantaneous and binary, is best suited for dilute flows, whereas the soft-particle approach, which does not assume instantaneous contact and therefore allows for multiple and long-lasting contacts as well particle deformation (modeled as particle overlap), is better suited for dense models [47, 63].
The advantage of DEM is that it provides more detailed description of the particle-level behavior such as agglomeration or segregation and allows for the modeling of particle distributions. Material properties, such as PSD, friction coefficient, density, and mass, as well as equipment properties, can be used as inputs into the model. However, DEM simulations generate a significant amount of data, which must be extracted, analyzed, and summarized to provide useful information and generate a predictive model. The handling of these datasets is an area of continued research [39]. Additionally, the computational power required by DEM limits the number of particles that can be included in the model, though this is become less of an issue as technology expands.
Computational fluid dynamics approaches
Computational fluid dynamics (CFD) is based on a Eulerian method in which the material is treated as a continuum, and the mass, momentum, and energy balances are solved. In a Eulerian-Eulerian CFD approach to modeling of milling, solids are assumed to be a second continuous phase. However, in a Eulerian-Lagrangian CFD approach, the solids are modeled discretely using DEM and coupled with the CFD model for the fluid flow, which allows for the determination of fluid effects on particle behavior.
Brosh et al. [64] utilized a DEM-CFD-coupled simulation to model micronization in a jet mill. This model incorporated both breakage and attraction forces, such as Van der Waal forces, to determine the efficiency of the milling process as particles became smaller and more prone to caking on the jet mill components. DEM particle motion component of model was built by considering particle mass and all the forces acting the particle that stem from contact interaction (such as particle-wall and particle-particle interactions), fluid-solid interactions, and VdW forces and how these influenced translation and rotational movement on the particle. Particle comminution events were modeled by considering the strength of the particle in each collision event, the breakage of particles into fragments if the particle was not strong enough to withstand breakage, and fatigue of the particle if it was strong enough. Comminution functions were empirical. Agglomeration and caking were also considered in the simulation by determining when particle-particle collisions resulted in a constant contact point, determined by lack of sliding, torsion, or rolling. Experimental validation showed good agreement with the simulation.
Other approaches
Afolabi et al. [65] determined optimized parameters for creation of nanosuspension using wet stirred media mill by applying a microhydrodynamic model, in which the impact of stirrer speed, bead concentration, and drug loading on breakage kinetics was assessed by describing the fluctuating motion of beads in suspension. They determined that as milling time progressed, the particle breakage rate decreased. This is because finer particles were produced overtime, which were harder to capture between the beads and harder to break. The particle breakage rate increased with stirrer speed. This is due to increasing fluctuating motion of the beads, which led to more frequent collisions with drug particles. With higher bead loading, the number of stress events (i.e., particle collisions) increased, but intensity decreased due to greater energy dissipation and subsequently reductions in the fluctuating motion of the beads. Breakage rate slightly decreased with increased drug loading, due to an increase in number of drug particles captured between beads and a decrease in the compressive forces applied on each particle (energy dissipation). Based upon these results, if the material is not thermally degraded in the process, it is most optimal to set the mill at the highest stir speed with the highest bead lower, though rapid breakage still occurs if lower stir speeds and bead loads are used. As drug loading concentrations increase, duration of milling should also be increased.
Process monitoring of milling
Monitoring of critical quality attributes is a key aspect to implementation of continuous manufacturing methods, as well as adherence to a PAT or QbD approach. Particle size distribution, which may be measured through laser diffraction or image analysis techniques [66], is commonly used as an endpoint, along with measurements of powder flow [22, 67]. Additional powder and particle analysis techniques are listed in Table 1.
In particular, monitoring of the surface energy and crystallinity is important as these can affect the physical and chemical stability of the product [68]. The high-energy inputs generated through friction and particle fraction in milling can result in mechanical activation of powders [69] and subsequent structural changes to the crystal lattice, leading to creation of amorphous regions or crystalline lattice defects [70]. The magnitude of disorder is dependent upon the starting material characteristics and the milling conditions [33, 69, 71]. X-ray diffraction (XRD) and differential scanning calorimetry (DSC) are used to determine changes in crystalline structure. Amorphous regions are associated with a diffuse halo pattern on XRD, while DSC shows evidence of a glass transition temperature. Inverse gas chromatography (IGC) may also be used to determine changes in surface energy associated with crystalline disorder. Not all cases of crystalline disorder result in amorphous regions, but may instead correspond to rearrangements or defects in the crystalline lattice that still retain the anisotropy of the crystal lattice [70]. The degree of disorder may be influenced by the crystalline habit of the starting material as well as the type of mill [72]. Chamarthy et al. [71] utilized the techniques of XRD, DSC, IGC, and thermally stimulated polarization current (TSPC) to determine if disorder in two cryomilled materials, felodipine and griseofulvin, was due to generation of amorphous regions or the result of defects in the crystal lattice. Based upon a combination of the generated data, which was compared against unmilled crystalline material and amorphous material, they found that properties of the milled material were consistent with defects in the crystal lattice, rather than amorphous regions. Furthermore, the crystal lattice could be restored through heating of the cryomilled samples or exposure of the samples to humidity.
In-process monitoring, which enables the real-time or near real-time adjustment of critical process parameters, is a critical aspect of the FDA’s PAT approach [2, 47] and should be considered for the process optimization of milling. In-process measurements are subdivided into off-line, at-line, on-line, and in-line depending on if the measurement probe is directly placed within the manufacturing equipment, and if the sample is returned to the process stream after measurement [47]. At-line measurement describes the removal of the sample from the process stream, and analysis near the process stream. On-line measurement refers to the diversion and subsequent return of the sample from the process stream. In-line measurement refers to the analysis of the sample without removal from the process stream [2]. In-line measurement can be problematic due to fouling of the measurement probe, which may be prevented by application of compressed air or utilization of scraping systems [73]. Additionally, as with any powder sampling technique, segregation of the powder is a concern, and the probe must be placed appropriately to avoid this [47].
Much focus has been placed on the development of in-process techniques for the measurement of particle size and shape, which include focused beam reflectance measurement (FBRM) [73, 74], Raman and NIR spectroscopy [75], image analysis [73, 76, 77], and acoustic attenuation spectroscopy [78]. However, work remains to be done in the transition from off-line to in-process monitoring of critical quality attributes. Silva et al. [73] compared the traditional offline particle analysis techniques of laser diffraction and sieve analysis to the in-process techniques of FBRMs, spatial filtering velocimetry (SFV), photometric stereo imaging, and the Eyecon® technology for the measurement of spherical granules and pellets, and found significant differences in the PSD measurements obtained with each technique, likely due to the theoretical differences behind each technique. These differences must be carefully considered when reporting the results obtained with in-line versus off-line techniques.
Conclusions and future perspectives
In response to regulatory initiatives such as PAT and QbD, as well as a trend towards the adaptation of continuous manufacturing, process optimization approaches from chemical engineering and mining industries are now being applied to the milling of pharmaceutical powders. Computational models such as PBM and DEM coupled with statistical experimental design are increasing the fundamental understanding of milling operations and the interplay between different process parameters. However, a greater understanding of the effect of starting material characteristics in milling operations, and how these influence final product quality attributes such as crystalline disorder, PSD, and milling efficiency, is still needed. Quantification of these relationships will enhance the overall predictability of models and robustness of the process to variations in input materials and will enable logical adjustments to equipment parameters to increase the overall energy efficiency of the process. As computing capabilities increase, it is anticipated that predictive modeling will play a greater role in process design, scale-up, and alteration. Modeling presents an alternative to costly experimentation and can also lead to a greater understanding of the mechanical fundamentals of particle breakage. Increased computational power will enable creation of more realistic models that incorporate both single-particle and bulk-powder behavior. Already, this has been seen with the development of DEM simulations that consider particle-particle interactions and their effect on the process as a whole. Lastly, it is likely that advent of continuous manufacturing will require implementation of a wide-range of in-process critical quality monitoring systems. In-process monitoring is currently in its early stages, and research is still needed to design systems that are able to accurately and reproducibly measure powder characteristics, while avoiding issues of powder segregation when collecting samples. Overall, milling will continue to remain an integral part of pharmaceutical product development, and as the manufacturing paradigm shifts to favor PAT regulations and continuous manufacturing, the importance of process optimization will continue to grow.
References
Del Castillo E. Process optimization: a statistical approach. Vol Book, Whole. New York: Springer; 2007, https://doi.org/10.1007/978-0-387-71435-6.
FDA. Guidance for Industry PAT: a framework for innovative pharmaceutical development, manufacuring, and quality assurance. FDA official document. 2004:16. http://www.fda.gov/CDER/guidance/6419fnl.pdf.
International Conference on Harmonisation Expert Working G. Pharmaceutical development Q8(R2). ICH Harmonised Tripartite Guideline. 2009;1–24.
International Conference on Harmonisation Expert Working G. Pharmaceutical quality system Q10. ICH Harmonised Tripartite Guideline. 2008;177–81. doi:EMEA/CHMP/ICH/214732/2007.
International Conference on Harmonisation Expert Working G. Quality risk management Q9. ICH Harmonised Tripartite Guideline. 2005; 1–23. https://doi.org/10.1007/s11095-007-9511-1.
Yu LX, et al. Pharm Res. 2008;25(4):781–91. https://doi.org/10.1007/s11095-007-9511-1.
LX Y, Amidon G, Khan MA, Hoag SW, Polli J, Raju GK, et al. Understanding pharmaceutical quality by design. AAPS J. 2014;16(4):771–83. https://doi.org/10.1208/s12248-014-9598-3.
Levin M, Levin M. Pharmaceutical process scale-up. UNKNOWN:Informa Healthcare: New York; 2005.
Myerson AS, Krumme M, Nasr M, Thomas H, Braatz RD. Control systems engineering in continuous pharmaceutical manufacturing May 20–21, 2014 continuous manufacturing symposium. J Pharm Sci. 2015;104(3):832–9. https://doi.org/10.1002/jps.24311.
Chaumeil JC. Micronization: a method of improving the bioavailability of poorly soluble drugs. Methods Find Exp Clin Pharmacol. 1998;20(3):211–5.
Williams RO, Watts AB, Miller DA. Formulating poorly water soluble drugs. 1st ed., Vol Book, Whole. New York, AAPS Press; 2012. https://doi.org/10.1007/978-1-4614-1144-4.
Noyes AA, Whitney WR. The rate of solution of solid substances in their own solutions. J Am Chem Soc. 1897;19(12):930–4. https://doi.org/10.1021/ja02086a003.
Bhakay A, Merwade M, Bilgili E, Dave RN. Novel aspects of wet milling for the production of microsuspensions and nanosuspensions of poorly water-soluble drugs. Drug Dev Ind Pharm. 2011;37(8):963–76. https://doi.org/10.3109/03639045.2010.551775.
Hickey AJ, Martonen TB, Yang Y. Theoretical relationship of lung deposition to the fine particle fraction of inhalation aerosols. Pharm Acta Helv. 1996;71(3):185–90. https://doi.org/10.1016/0031-6865(96)00014-3.
Yang MY, Chan JGY, Chan H-K. Pulmonary drug delivery by powder aerosols. J Control Release. 2014;193:228–40. https://doi.org/10.1016/j.jconrel.2014.04.055.
Patton JS, Byron PR. Inhaling medicines: delivering drugs to the body through the lungs. Nat Rev Drug Discov. 2007;6(1):67–74. https://doi.org/10.1038/nrd2153.
Yalkowsky SH, Bolton S. Particle size and content uniformity. Pharm Res. 1990;7(9):962–6. https://doi.org/10.1023/a:1015958209643.
Huang C-Y, Sherry KM. Prediction of drug particle size and content uniformity in low-dose solid dosage forms. Int J Pharm. 2010;383(1):70–80. https://doi.org/10.1016/j.ijpharm.2009.09.009.
Clement S, Purutyan H. Narrowing down equipment choices for particle-size reduction. Chem Eng Prog. 2002;98:50–4.
Parrott EL. Milling of pharmaceutical solids. J Pharm Sci. 1974;63(6):813–29. https://doi.org/10.1002/jps.2600630603.
Rumpf H. Physical aspects of comminution and new formulation of a law of comminution. Powder Technol. 1973;7(3):145–59. https://doi.org/10.1016/0032-5910(73)80021-X.
Fatah N. Study and comparison of micronic and nanometric powders: analysis of physical, flow and interparticle properties of powders. Powder Technol. 2009;190(1-2):41–7. https://doi.org/10.1016/j.powtec.2008.04.055.
Hickey AJ, Mansour HM, Telko MJ, Xu Z, Smyth HDC, Mulder T, et al. Physical characterization of component particles included in dry powder inhalers. I. Strategy review and static characteristics. J Pharm Sci. 2007;96(5):1282–301. https://doi.org/10.1002/jps.20916.
Hickey AJ, Mansour HM, Telko MJ, Xu Z, Smyth HDC, Mulder T, et al. Physical characterization of component particles included in dry powder inhalers. II. Dynamic characteristics. J Pharm Sci. 2007;96(5):1302–19. https://doi.org/10.1002/jps.20943.
Fisher ES. Milling of active pharmaceutical ingredients. Encyclopedia of pharmaceutical technology, 3rd Edition. Taylor & Francis Online; 2013. p. 2339–51.
Vogel L, Peukert W. Breakage behaviour of different materials—construction of a mastercurve for the breakage probability. Powder Technol. 2003;129(1):101–10. https://doi.org/10.1016/S0032-5910(02)00217-6.
Yokoyama T, Inoue Y. Chapter 10 Selection of fine grinding mills. Handbook of powder technology. 2007; 12:487–508. https://doi.org/10.1016/S0167-3785(07)12013-3.
Rasenack N, Müller BW. Micron-size drug particles: common and novel micronization techniques. Pharm Dev Technol. 2004;9(1):1–13. https://doi.org/10.1081/PDT-120027417.
Saleem IY, Smyth HDC. Micronization of a soft material: air-jet and micro-ball milling. AAPS PharmSciTech. 2010;11(4):1642–9. https://doi.org/10.1208/s12249-010-9542-5.
Vatsaraj NB, Gao D, Kowalski DL. Optimization of the operating conditions of a lab scale Aljet mill using lactose and sucrose: a technical note. AAPS PharmSciTech. 2003;4(2):141–6. https://doi.org/10.1208/pt040227.
Chamayou A, Dodds JA. Chapter 8 Air jet milling. Handbook of powder technology 2007;12:421–35. https://doi.org/10.1016/S0167-3785(07)12011-X.
Teng S, Wang P, Zhu L, Young MW, Gogos CG. Experimental and numerical analysis of a lab-scale fluid energy mill. Powder Technol. 2009;195(1):31–9. https://doi.org/10.1016/j.powtec.2009.05.013.
Peltonen L, Hirvonen J. Pharmaceutical nanocrystals by nanomilling: critical process parameters, particle fracturing and stabilization methods. J Pharm Pharmacol. 2010;62(11):1569–79. https://doi.org/10.1111/j.2042-7158.2010.01022.x.
Singh SK, Srinivasan KK, Gowthamarajan K, Singare DS, Prakash D, Gaikwad NB. Investigation of preparation parameters of nanosuspension by top-down media milling to improve the dissolution of poorly water-soluble glyburide. Eur J Pharm Biopharm. 2011;78(3):441–6. https://doi.org/10.1016/j.ejpb.2011.03.014.
Tavares LM. Chapter 1 Breakage of single particles: quasi-static. In: Agba D, Salman MG, Michael JH, editors. Handbook of powder technology. Amsterdam: Elsevier Science B.V.; 2007. p. 3–68.
Tavares LM, King RP. Single-particle fracture under impact loading. Int J Miner Process. 1998;54(1):1–28. https://doi.org/10.1016/S0301-7516(98)00005-2.
Chau KT, Wu S. Chapter 2 Impact breakage of single particles: double impact test. In: Agba D, Salman MG, Michael JH, editors. Handbook of powder technology. Amsterdam: Elsevier Science B.V.; 2007. p. 69–85.
Ghadiri M, Kwan CC, Ding Y. Chapter 14 Analysis of milling and the role of feed properties. In: Agba D, Salman MG, Michael JH, editors. Handbook of powder technology. Amsterdam: Elsevier Science B.V.; 2007. p. 605–34.
Weerasekara NS, Powell MS, Cleary PW, Tavares LM, Evertsson M, Morrison RD, et al. The contribution of DEM to the science of comminution. Powder Technol. 2013;248:3–4. https://doi.org/10.1016/j.powtec.2013.05.032.
Kanda Y, Sano S, Yashima S. A consideration of grinding limit based on fracture mechanics. Powder Technol. 1986;48(3):263–7. https://doi.org/10.1016/0032-5910(86)80051-1.
Annapragada A, Adjei A. Numerical simulation of milling processes as an aid to process design. Int J Pharm. 1996;136(1-2):1–11. https://doi.org/10.1016/0378-5173(96)04465-1.
Ghadiri M, Zhang Z. Impact attrition of particulate solids. Part 1: a theoretical model of chipping. Chem Eng Sci. 2002;57(17):3659–69. https://doi.org/10.1016/S0009-2509(02)00240-3.
Kwan CC, Chen YQ, Ding YL, Papadopoulos DG, Bentham AC, Ghadiri M. Development of a novel approach towards predicting the milling behaviour of pharmaceutical powders. Eur J Pharm Sci. 2004;23(4-5):327–36. https://doi.org/10.1016/j.ejps.2004.08.006.
García-Muñoz S, Dolph S, Ward HW. Handling uncertainty in the establishment of a design space for the manufacture of a pharmaceutical product. Comput Chem Eng. 2010;34(7):1098–107. https://doi.org/10.1016/j.compchemeng.2010.02.027.
Lepore J, Spavins J. PQLI design space. J Pharm Innov. 2008;3(2):79–87. https://doi.org/10.1007/s12247-008-9034-2.
Boukouvala F, Muzzio FJ, Ierapetritou MG. Design space of pharmaceutical processes using data-driven-based methods. J Pharm Innov. 2010;5(3):119–37. https://doi.org/10.1007/s12247-010-9086-y.
Rantanen J, Khinast J. The future of pharmaceutical manufacturing sciences. J Pharm Sci. 2015;104(11):3612–38. https://doi.org/10.1002/jps.24594.
Yazdi AK, Smyth HDC. Implementation of design of experiments approach for the micronization of a drug with a high brittle–ductile transition particle diameter. Drug Dev Ind Pharm. 2017;43(3):364–71. https://doi.org/10.1080/03639045.2016.1253727.
Midoux N, Hošek P, Pailleres L, Authelin J. Micronization of pharmaceutical substances in a spiral jet mill. Powder Technol. 1999;104(2):113–20. https://doi.org/10.1016/S0032-5910(99)00052-2.
Cho H, Kwon J, Kim K, Mun M. Optimum choice of the make-up ball sizes for maximum throughput in tumbling ball mills. Powder Technol. 2013;246:625–34. https://doi.org/10.1016/j.powtec.2013.06.026.
Rittinger PRv. Lehrbuch der Aufbereitungskunde in ihrer neuesten Entwicklung und Ausbindung systematisch dargestellt. vol Book, Whole. Germany; 1867.
Austin LG. A commentary on the Kick, Bond and Rittinger laws of grinding. Powder Technol. 1973;7(6):315–7. https://doi.org/10.1016/0032-5910(73)80042-7.
Bond FC. The third theory of communition. Trans Metall Soc AIME. 1952;193:484–94.
Chen Y, Ding Y, Papadopoulos DG, Ghadiri M. Energy-based analysis of milling alpha-lactose monohydrate. J Pharm Sci. 2004;93(4):886–95. https://doi.org/10.1002/jps.10568.
Austin LG, Bhatia VK. Experimental methods for grinding studies in laboratory mills. Powder Technol. 1972;5(5):261–6. https://doi.org/10.1016/0032-5910(72)80029-9.
Austin LG. Introduction to the mathematical description of grinding as a rate process. Powder Technol. 1971;5(1):1–17. https://doi.org/10.1016/0032-5910(71)80064-5.
Capece M, Dave R, Bilgili E. A rational function approximation to the effectiveness factor for multi-particle interactions in dense-phase dry milling. Powder Technol. 2012;230:67–76. https://doi.org/10.1016/j.powtec.2012.06.054.
Capece M, Bilgili E, Dave RN. Emergence of falsified kinetics as a consequence of multi-particle interactions in dense-phase comminution processes. Chem Eng Sci. 2011;66(22):5672–83. https://doi.org/10.1016/j.ces.2011.08.001.
Austin LG, Bagga P. An analysis of fine dry grinding in ball mills. Powder Technol. 1981;28(1):83–90. https://doi.org/10.1016/0032-5910(81)87014-3.
Gutsche O, Fuerstenau DW. Fracture kinetics of particle bed comminution—ramifications for fines production and mill optimization. Powder Technol. 1999;105(1):113–8. https://doi.org/10.1016/S0032-5910(99)00125-4.
Bilgili E, Yepes J, Scarlett B. Formulation of a non-linear framework for population balance modeling of batch grinding: beyond first-order kinetics. Chem Eng Sci. 2006;61(1):33–44. https://doi.org/10.1016/j.ces.2004.11.060.
Capece M, Bilgili E, Dave R. Identification of the breakage rate and distribution parameters in a non-linear population balance model for batch milling. Powder Technol. 2011;208(1):195–204. https://doi.org/10.1016/j.powtec.2010.12.019.
Ketterhagen WR, am Ende MT, Hancock BC. Process modeling in the pharmaceutical industry using the discrete element method. J Pharm Sci. 2009;98(2):442–70. https://doi.org/10.1002/jps.21466.
Brosh T, Kalman H, Levy A, Peyron I, Ricard F. DEM–CFD simulation of particle comminution in jet-mill. Powder Technol. 2014;257:104–12. https://doi.org/10.1016/j.powtec.2014.02.043.
Afolabi A, Akinlabi O, Bilgili E. Impact of process parameters on the breakage kinetics of poorly water-soluble drugs during wet stirred media milling: a microhydrodynamic view. Eur J Pharm Sci. 2014;51:75–86. https://doi.org/10.1016/j.ejps.2013.09.002.
Burgess DJ, Duffy E, Etzler F, Hickey AJ. Particle size analysis: AAPS workshop report, cosponsored by the Food and Drug Administration and the United States Pharmacopeia. AAPS J. 2004;6:e20. https://doi.org/10.1208/aapsj060320.
Yu W, Muteki K, Zhang L, Kim G. Prediction of bulk powder flow performance using comprehensive particle size and particle shape distributions. J Pharm Sci. 2011;100(1):284–93. https://doi.org/10.1002/jps.22254.
Ward G, Schultz R. Process-induced crystallinity changes in albuterol sulfate and its effect on powder physical stability. Pharm Res. 1995;12(5):773–779.
Huttenrauch R, Fricke S, Zielke P. Mechanical activation of pharmaceutical systems. Pharm Res. 1985;2(6):302–6. https://doi.org/10.1023/A:1016397719020.
Saleki-Gerhardt A, Ahlneck C, Zografi G. Assessment of disorder in crystalline solids. Int J Pharm. 1994;101(3):237–47. https://doi.org/10.1016/0378-5173(94)90219-4.
Chamarthy SP, Pinal R. The nature of crystal disorder in milled pharmaceutical materials. Colloids Surf A Physicochem Eng Asp. 2008;331(1):68–75. https://doi.org/10.1016/j.colsurfa.2008.06.040.
Chikhalia V, Forbes RT, Storey RA, Ticehurst M. The effect of crystal morphology and mill type on milling induced crystal disorder. Eur J Pharm Sci. 2006;27(1):19–26. https://doi.org/10.1016/j.ejps.2005.08.013.
Silva AFT, Burggraeve A, Denon Q, Van Der Meeren P, Sandler N, Van Den Kerkhof T, et al. Particle sizing measurements in pharmaceutical applications: comparison of in-process methods versus off-line methods. Eur J Pharm Biopharm. 2013;85(3):1006–18. https://doi.org/10.1016/j.ejpb.2013.03.032.
Kumar V, Taylor MK, Mehrotra A, Stagner WC. Real-time particle size analysis using focused beam reflectance measurement as a process analytical technology tool for a continuous granulation–drying–milling process. AAPS PharmSciTech. 2013;14(2):523–30. https://doi.org/10.1208/s12249-013-9934-4.
De Beer T, Burggraeve A, Fonteyne M, Saerens L, Remon JP, Vervaet C. Near infrared and Raman spectroscopy for the in-process monitoring of pharmaceutical production processes. Int J Pharm. 2011;417(1-2):32–47. https://doi.org/10.1016/j.ijpharm.2010.12.012.
Gamble JF, Tobyn M, Hamey R. Application of image-based particle size and shape characterization systems in the development of small molecule pharmaceuticals. J Pharm Sci. 2015;104(5):1563–74. https://doi.org/10.1002/jps.24382.
Nalluri VR, Schirg P, Gao X, Virdis A, Imanidis G, Kuentz M. Different modes of dynamic image analysis in monitoring of pharmaceutical dry milling process. Int J Pharm. 2010;391(1–2):107–14. https://doi.org/10.1016/j.ijpharm.2010.02.027.
Inam MA, Ouattara S, Frances C. Effects of concentration of dispersions on particle sizing during production of fine particles in wet grinding process. Powder Technol. 2011;208(2):329–36. https://doi.org/10.1016/j.powtec.2010.08.025.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The author (HDCS) of this paper consults for and has equity ownership in Respira Therapeutics and Nob Hill Therapeutics on inhaled product development. The terms of this arrangement have been reviewed and approved by the University of Texas at Austin in accordance with its policy on objectivity in research.
Rights and permissions
About this article

Cite this article
Brunaugh, A., Smyth, H.D.C. Process optimization and particle engineering of micronized drug powders via milling. Drug Deliv. and Transl. Res. 8, 1740–1750 (2018). https://doi.org/10.1007/s13346-017-0444-x
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13346-017-0444-x