
Abstract
Oil palm empty fruit bunch (OPEFB) is one of the wastes that has high hemicellulose composition and potentially processed into xylitol via biotransformation route. This study explores the effectiveness of ultrafiltration (UF) and nanofiltration (NF) in purifying and concentrating xylitol from OPEFB hydrolysate-fermentation broth. Various UF membranes, including UF1 (MWCO 150 kDa), UF2-Psf (MWCO 20 kDa), and UF2-PVDF (MWCO 50 kDa), were used, along with NF (MWCO 150 Da). Pre-treating the broth before UF was crucial to remove foulants such as microorganisms and macromolecules. While microfiltration (MF) achieved 100% microorganism rejection, its flux declined rapidly, necessitating feed centrifugation before MF. The choice of UF membrane MWCO significantly influenced xylitol retention, with UF2-PSf leading to substantial xylitol loss and UF2-PVDF showed promising results. NF has shown its applicability in concentrating xylitol in the UF permeate as much as 4 times higher, while permeating 90% of the acetic adic in the solution.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Xylitol, a class of sweetener known as sugar alcohol, has been widely used as a substitute of sucrose due to its less calories and lower glycemic index. One of the potential and sustainable sources for xylitol production is the oil palm empty fruit bunch (OPEFB) (Harahap and Kresnowati 2018; Desiriani et al. 2017). There are two most investigated production routes of xylitol from OPEFB: (1) biotransformation route by fermentation and (2) chemical route by acid hydrolysis (Baek and Kwon 2007; Rahman et al. 2006). Xylitol production through the conventional chemical route, however, requires high energy consumption and high cost for the following downstream processes. In addition, harmful chemicals are used and raises great concern for the environment (Dasgupta et al. 2017). Therefore, the biotransformation process for xylitol production arises an attractive alternative. The biotransformation process is commonly started by the selection of empty fruit bunch waste to be used. The OPEFB hydrolysis process is then carried out to produced the OPEFB hydrolysate. Fermentation process can be performed by using yeasts (Debaromyces hansenii, Candida parapsilosis and Candida tropicalis) to produce xylitol (Misra et al. 2013; López-Linares et al. 2018). The composition of the fermentation broth is complex and consists of other componds, such as lignin, xylose, metabolite products, microorganism cells, acetic acid, pigment, and other by-product, in addition to the xylitol (Mardawati et al. 2022).
To obtain high purity xylitol crystals, separation of other compounds from the fermentation broth prior to the crystallization stage is of importance. Methods such as liquid-liquid extraction (Mussatto et al. 2005), chromatographic, active charcoal treatment (Wei et al. 2010) and cation exchange resin columns (Misra et al. 2011; Martínez et al. 2008), have been utilized to obtain high purity xylitol solutions. However, the cost of the process and energy consumption are the main concerns. In addition to the separation process, the concentration of xylitol in the solution is also of interest. Then concentration process is commonly conducted by evaporation (Misra et al. 2011). The evaporation process is considered as an inefficient process due to the extensive energy requirement that lead to high production costs. Furthermore, the evaporation process is carried out in atmospheric condition and resulted in brownish xylitol crystals (Beeram and Morapakala 2021).
In the last decade, membrane-based separation has gain much attention in the food and bioprocess industries for purification, fractionation, and separation. In particular, ultrafiltration (UF) and nanofiltration (NF) have been used for clarification and separation of protein, metabolite products (virus, bacteria, and pathogen), and another macromolecule (Ren et al. 2019; Ma et al. 2014). NF has also been studied in the purification (Li et al. 2021) and concentration of d-xylose (Murthy et al. 2005) with promising performances. In the previous study on downstream processing of microbial xylitol production, it was evident that 99% of biomass can be removed by ultrafiltration. The separation performance of ultrafiltration was better than centrifugation. Further treatment by NF was also able to partly remove the acetic acid from the broth and concentrated the xylitol up to 1.9 times (Desiriani et al. 2017). However, the acetic acid concentration in the final xylitol solution was still high. Further removal of acetic acid and another charged material was conducted by using electrodeionization (EDI). However, while the removal of ionic impurities including acetic acid was up to 90%, more than 30% of xylitol was lost during the process (Kresnowati et al. 2019). Modification of NF by the addition of Pluronic 127 into polyethersulfone polymer has also been conducted and indicated increase xylitol separation factor from a mixture containing xylitol, arabinose, and xylose (Faneer et al. 2018). Despite the promising performance of UF and NF, the feed solution used in the previous tests were either the synthetic solution or model fermentation solution, which used xylose as the fermentation substrate.
In this research, the downstream processing of xylitol production from OPEFB hydrolysate fermentation broth by using integrated membrane technology is investigated. The purification of the fermentation broth was conducted by utilizing UF at varied pore size. Further clarification and xylitol concentration by using NF was studied. The performance of UF and NF in treating feed of different composition were also explored to investigate the effect of feed complexity on the membrane’s performance.
Methodology
Materials
The OPEFB for the hydrolysis process was obtained from PT. Perkebunan Nusantara VIII, Bogor, West Java, Indonesia and the size was reduced to form powders. Xylanase enzyme (22,072 U/gr) and citric acid buffer solution (pH 5, 0.1 M) for the hydrolysis process were purchased from Sigma-Aldrich (St. Louis, USA) and Bratachem Indonesia, respectively. The media for growing the inoculum culture were consisted of yeast extract, peptone, xylose and demineralized water. The fermentation media were consisted of Debaryomyces hansenii, (NH4)2SO4, KH2PO4, MgSO4, xylose, and demineralized water. The chemicals were purchased from Sigma-Aldrich (St. Louis, USA), and the D. hansenii ITB CCR85 was provided by the Microbiology and Bioprocess Technology Laboratory of Chemical Engineering ITB. Microfiltration (MF) membrane used in this study was provided by 3M, Germany, (Q3/2) with pore size of 0.2 µm. There were three types of UF membranes used in this study. The first-stage UF (UF1) was hollow fiber membrane made of polysulfone (PSf) with MWCO of 150 kDa. The second-stage UF was varied between flat sheet membrane made of modified PSf with MWCO of 20 kDa (UF2-PSf) and the hollow fiber membrane made of polyvinylidene fluoride (PVDF) with MWCO of 50 kDa (UF2-PVDF). The PSf membranes were supplied by GDP Filter, Indonesia. The NF membrane was made of polyamide (PA) in spiral wound configuration with MWCO of 150 Da.
Preparation of feed solutions
In this reseach, two feed solutions with varied complexity and concentration were prepared and used accordingly to study the effect of feed composition on the UF and NF separation performance. The first feed solution was the actual fermentation broth made from the OPEFB hydrolysate (Desiriani et al. 2017; Mardawati et al. 2015). To produce the fermentation broth, the powdered OPEFB was mixed with demineralized water, citric acid, NaNO3 and the mixture was sterilized in an autoclave at temperature of 121 °C for 15 min. Xylanase enzyme was then added to the sterilized mixture and hydrolysis was conducted for 48 h in an incubator shaker at temperature of 50 °C and rotational speed of 150 rpm. Xylose was added to the hydrolysate and further sterilized in an autoclave at temperature of 121 °C for 15 min. The yeast extract was then added to the mixture and aseptically inoculated with the aid of D hansenii. The incubation period was 48 h at pH of 5 and was conducted in incubator shaker at temperature of 30 °C and rotational speed of 150 rpm. The fermentation process was conducted by mixing of the inoculum solution and the sterilized fermentation media in incubator shaker at temperature of 30 °C, rotational speed of 170 rpm, and pH of 5 for 48 h.
The second feed solution was the synthetic media fermentation broth. To produce the model fermentation broth, xylose was used as the substrat for fermentation instead of the OPEFB hydrolysate. The second feed will be further regarded as xylose substrate—fermentation broth. The composition of the xylose substrate—fermentation broth was much simpler than the OPEFB hydrolysate fermentation broth. The concentration of xylitol, xylose, acetic acid, and cells in each feed solution is indicated in Table 1.
Pretreatment of the feed solutions were conducted to remove the suspended solids, by either MF at transmembrane pressure (TMP) of 1 bar or sentrifugation at 6000 rpm for 10 min.
Experimental set-up
The UF test was conducted to analyse the separation performance when exposed to complex feed solutions. When OPEFB hydrolysate—fermentation broth was used as the feed solution, the experiment stages were pretreatment, first-stage UF, second-stage UF, and NF. The first-stage UF was conducted at TMP of 1 bar. The second-stage UF was conducted by using either UF2-PSf or UF2-PVDF at TMP of 1 bar. The permeate of the second-stage UF was then stored to be purified further by NF. In all UF tests, the permeate flux was measured periodically during the tests and bacterial rejections were measured at the end of the tests. UF test was also conducted with xylose substrate—fermentation broth as the feed. Due to the limited impurities in the xylose substrate—fermentation broth, first-tage UF only was sufficient for broth clarification.
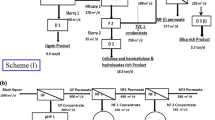
The NF tests were conducted by using a PA spiral wound membrane at TMP of 7.5 bar. The feed solutions for the NF tests were the UF permeates from the previous tests. The time to collect every 100 mL of the NF permeate were periodically recorded and the tests were terminated once the NF permeate reached 700 mL. In all NF tests, the permeate flux and the rejection of the major components in the NF feed were measured. The experimental set-up is shown in Fig. 1.

Experimental set-up using a OPEFB hydrolysate—fermentation broth and b xylose substrate—fermentation broth as the feed
Analysis
High Performance Liquid Chromatography (HPLC) with Refractive Index Detector (RID) was used to determine the composition of xylitol, xylose and acetic acid in UF and NF permeate and retentate. HPX-87X column was used with mobile phase 0.005M H2SO4 at flow rate 0.6–0.8 mL/min, column temperature 55–56 °C, and detector temperature 40–45 °C (Mardawati et al. 2015). Samples were filtered using 0.2 µm syringe filter before injection. Bacteria cells were observed using methylene blue test staining to verity cell viability by microscopical observation (Olympus CH20) (Desiriani et al. 2017). Spectrofotometer UV–Vis (Spectronic 20D, ThermoFisher Scientific, USA) was used to quantify the color of OPEFB hydrolysate fermentation broth at 196 nm wavelength. The feed and permeate concentration during MD operation was measured by refractometer and reported as degree Brix.
The permeate flux (J) for all membrane tests was calculated as follow:
where V is the volume of permeate (L), t and A are the membrane surface (m2) and observation time, respectively. The rejection of the solute were calculated as follow:
where Cp and Cf are the concentration (g/L) in the permeate stream and in the feed tank, respectively.
Result and discussion
Effect of feed composition and pretreatment on the performance of first-stage UF
Ultrafiltration was aimed to remove the impurities in the fermentation broth, such as microorganism cells, which conventionally is performed by centrifugation. In the test using pre-centrifuged xylose substrate-fermentation broth as the feed, high initial UF flux of 93 L/m2h was achieved. However, 70% flux decline occurred due to the presence of cells that had not been completely removed by centrifugation. In UF test using OPEFB hydrolysate—fermentation broth without pretreatment as the feed, the initial flux was 30 L/m2h and rapidly decline by 77% during the filtration (Fig. 2a). This emphasized the impact of various components presented in the feed, both suspended and dissolved. It is worth to note that the OPEFB hydrolysate—fermentation broth contains lignin-derived components, such as coumaryl, coniferyl and synapsil (Cardoso and Forte 2021), making the separation process became more challenging. It is widely known that high concentration of solids in the feed may lead to (1) concentration polarization, which relates to the concentration build up in the boundary layer near membrane surface and lead to reduce driving force for mass transfer, and (2) fouling, which refers to the solutes deposition on the membrane surface, blocking the mass transfer through the pores. This specific UF operation cannot be implemented due to poor performance and extensive membrane cleaning efforts need to be done.

a Flux profile of first-stage UF at varied feed composition and pretreatment method, b Bacteria removal in the pretreatment of OPEFB hydrolysate—fermentation broth, and c flux profile of MF as pretreatment method
Pretreatment of the OPEFB hydrolysate—fermentation broth by centrifugation resulted in higher initial UF flux of 60 L/m2h, which was twice of the test without pretreatment. The flux declined by 60% in 120 min of operation. Similar trend was observed in test using OPEFB hydrolysate—fermentation broth pretreated by MF, however, the initial flux was slightly higher at 67 L/m2h. This indicates that stand-alone MF was able to remove more impurities than that of centrifuge. More rigorous pretreatment was conducted by centrifuge the OPEFB hydrolysate—fermentation broth, followed by consecutive MF. The initial flux was 78 L/m2h and the declined by 48% during the test. The integration of centrifuge and MF as pretreatment methods showed promising results, at which the first-stage UF can be operated at stable pH of 40 L/m2h after 20 min of operation. The final operation flux of test using OPEFB hydrolysate—fermentation broth pretreated by centrifuge and MF was higher than that of the test using xylose substrate-fermentation broth with centrifuge as the pretreatment, despite more complex and high concentration of impurities in OPEFB hydrolysate—fermentation broth.
The microbial removal during pretreatment of OPEFB hydrolysate—fermentation broth is presented in Fig. 2b. In test applying feed centrifugation as the pretreatment, the microorganism was removed by 98%, while in test involving MF, 100% microorganism removal was achieved. The MF membrane used in this study has a pore size of 0.2 µm, which is much smaller than the size of D. hansenii used in this study. The microorganism removal during pretreatment directly related to the UF flux profile, that indicated higher initial flux and delayed flux decline with better microorganism removal. While stand-alone MF showed superior microorganism removal, the flux profile should be carefully assessed. In test utilizing stand alone MF as the pretreatment, the MF flux rapidly declined by almost 80% in 45 min and led to challenging long-term operation (Fig. 2c). Centrifugation of the OPEFB hydrolysate—fermentation broth prior to MF resulted in better flux profile due to the removal of most cells during centrifugation stage.
Purification and concentration of xylitol solution by second-stage UF and NF
Further purification and concentration of xylitol solution from OPEFB hydrolysate—fermentation broth was conducted by second-stage UF and NF. The performance of second-stage UF and NF was assessed by the flux profile during the separation process and the rejection of impurities of interest, such as xylose and acetic acid.The second-stage UF was conducted to further purified UF1 permeate by using either UF2-PSf (MWCO of 20 kDa) and UF2-PVDF (MWCO of 50 kDa). The flux profile of the second-stage UF tests was presented in Fig. 3a. The tests was conducted using first-stage UF permeate originated from OPEFB fermentation broth that had been pretreated by centrifuge and MF. The flux declined more rapidly in test using UF2-PSf due to the smaller MWCO than that of UF2-PVDF.

a Flux profile of second-stage UF tests using first-stage UF permeate originated from OPEFB fermentation broth that had been pretreated by centrifuge and MF, b Flux profile of NF tests
Nanofiltration was applied to further remove the impurities in the fermentation broth. This is of importance to promote the crystallization of xylitol from the fermentation broth. The NF tests was conducted at feed pressure of 7.5 bar and the flux profile is shown in Fig. 3b. To investigate the effect of feed solution’s complexity on the NF performance, two types of solution were applied as the feed: (1) permeate of first-stage UF using xylose substrate—fermentation broth as the feed and (2) permeate of second-stage UF2-PSf using pretreated OPEFB hydrolysate—fermentation broth as the feed. The flux decline was observed with the increasing permeate volume for all feed solutions. The flux reduction was more severe at test using UF2-Psf permeate of OPEFB hydrolysate-fermentation broth than that using other feed solution. This was due to the complex impurities in OPEFB hydrolysate-fermentation broth, such as HMF, furfural, and organic acids (Weng et al. 2010; Rahman et al. 2007). At higher solutes concentration, the concentration polarization was more severe and led to lower flux and reduced mass transfer. In addition, the impurities may rapidly deposit as foulants at the membrane surface and on the pores, hence reducing the mass transfer area.
The concentration of xylose, acetic acid, and xylitol in first-stage UF permeate were 1.24, 1.83 and 5.57 g/L, respectively. The solution was fed to both UF2-PSf and UF2-PVDF. The concentration of xylose and acetic acid in the permeate of UF2-PSf reduced by 25% and 35%, respectively, compared to those in the UF2-PSf feed. However, the xylitol concentration severely reduced by 77%, highlighting the significant loss of xylitol. The application of UF2-PVDF with higher MWCO as the second-stage UF showed more promising results. While the xylose and acetic acid concentration reduced by 8% and 28%, respectively, the retention of xylitol by UF2-PVDF was only 17% (Fig. 4).

The concentration of xylitol, xylose and acetic acid in OPEFB hydrolysate—fermentation broth during the purification and concentration process
The NF test was conducted using UF2-PSf permeate as the feed to evaluate the ability of NF to concentrate the xylitol. The xylitol concentration in NF feed was 1.27 g/L, which was considered as low due to the rejection of xylitol during the purification process using UF2-PSf. However, the xylitol concentration after NF operation increased to up to four times, achieving 5.28 g/L (Fig. 4). Xylose was also concentrated after the NF test, even though the enhancement was not as significant as the xylitol. In opposite, the concentration of acetic acid after NF test reduced by 90%, implying the permeation of acetic acid through the NF membrane. The results in this study were in agreement with that in the literature. In a study to concentrate monosaccharide and oligosaccharide sugars using NF DK polyamide membranes, the concentration of sugar increased from 48 to 227 g/L, while 80—90% of acetic acid was permeated (Ahsan et al. 2014). In NF, one of the separation mechanisms is the size exclusion mechanism. The molecular weight cut off (MWCO) of NF membranes used in this study is 150 Da, while the molecular weight of xylose, xylitol, and acetic acid are 150.13, 152.15, and 60 gr/mol, respectively. Therefore, the xylose and xylitol were retained by the NF, while the acetic acid was passed through the membrane pores.
Quality analysis of the treated xylitol solution
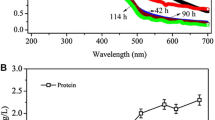
Impurities, such as bacteria cell, biomass, macromolecule, nutrients and lignin, were found in OPEFB fermentation broth. These impurities led to the brownish color and high turbidity of the OPEFB fermentation broth. Purification systems comprising the application of first-stage and second-stage UF1 were performed to remove microorganisms and lignin, the major contributors of the turbidity and brownish substances. The dynamics of absorbance, which suggests the color quality of the solution is shown in Fig. 5. The first-stage UF permeate was visually has better clarity compared to the feed solution and the lower absorbance was indicated for the first-stage UF permeate. The result indicated significant removal of the microorganism cells, biomass, and macromolecule. Further purification of first-stage UF permeate by second-stage UF (both UF2-PSf and UF2-PVDF) led to the 32.6% reduction of absorbance, indicating that both second-stage UF showed comparable ability to purify the solution. However, it is important to note that the permeate of UF2-PSf and UF2-PVDF had extremely differ xylitol concentration. The application of NF as the final purification stage showed excellent removal of the acetic acid, while increasing the xylitol concentration in the UF2-PSf permeate from 1.27 to 5.28 g/L. The absorbance of the NF retentate was slighltly increased due to the concentration of the remaining impurities existed in the second-stage UF permeate.

Absorbance and visual characterization of the OPEFB hydrolysate—fermentation broth treated by UF and NF
Conclusion
This study investigates the performance of UF and NF for the purification and concentration of xylitol from OPEFB hydrolysate-fermentation broth. The purification and concentration were performed by UF1 (MWCO of 150 kDa), UF2-Psf (MWCO of 20 kDa), UF2-PVDF (MWCO of 50 kDa), and NF (MWCO of 150 Da). Pretreratment of OPEFB hydrolysate-fermentation broth prior to UF was necessary to remove the microorganism and macromolecules that acts as the main foulants in UF. MF showed 100% microorganism rejection, however, MF flux declined rapidly. MF performance could be benefit from feed centrifugation prior to MF. The flux of first-stage UF was significantly affected by the characteristics and composition of the feed solution. The use of pretreated feed resulted in better flux profile, as indicated in high final operation flux of test using OPEFB hydrolysate—fermentation broth pretreated by centrifuge and MF, despite its complex and high concentration of impurities. Further purification by second-stage UF indicated further removal of other impurities, such as lignin-derived compounds, which indicated by higher clarity of the second-stage UF. The choice UF MWCO was essential in the purification stage, particularly as low MWCO UF2-PSf showed high retention of xylitol that led to significant loss of xylitol as the main product. UF2-PVDF with MWCO 50 kDa rejected 8% and 28% of xylose and acetic acid, while passed through 83% of xylitol. Further xylitol concentration can be attained by NF, which successfully increase the xylitol concentration by four times. Beside acted as a concentration method, NF was also further increase the composition of xylitol in the solution by removing the acetic acid. As the acetic acid has lower molecular weight than the MWCO of the NF, 90% of acetic acid permeated through the NF. All in all, promising results were observed in the application of UF and NF in the purification and concentration of xylitol from OPEFB hydrolysate—fermentation broth.
Data availability
All data generated or analysed during this study are included in this published article.
References
Ahsan L, Jahan MS, Ni Y (2014) Recovering/concentrating of hemicellulosic sugars and acetic acid by nanofiltration and reverse osmosis from prehydrolysis liquor of kraft based hardwood dissolving pulp process. Bioresour Technol 155:111–115. https://doi.org/10.1016/j.biortech.2013.12.096
Baek S-C, Kwon Y-J (2007) Optimization of the pretreatment of rice straw hemicellulosic hydrolyzates for microbial production of xylitol. Biotechnol Bioprocess Eng 12(4):404–409. https://doi.org/10.1007/BF02931063
Beeram S, Morapakala S (2021) Sustainable juice evaporation unit selection for noncentrifugal sugar production by multicriteria evaluation methods. J Food Process Eng 44(12):e13906
Cardoso BS, Forte MBS (2021) Purification of biotechnological xylitol from Candida tropicalis fermentation using activated carbon in fixed-bed adsorption columns with continuous feed. Food Bioprod Process 126:73–80
Dasgupta D, Bandhu S, Adhikari DK, Ghosh D (2017) Challenges and prospects of xylitol production with whole cell bio-catalysis: a review. Microbiol Res 197:9–21. https://doi.org/10.1016/J.MICRES.2016.12.012
Desiriani R, Made Tri Ari Penia Kresnowati MTAPK, Gede Wenten IGWI (2017) Membrane-based downstream processing of microbial xylitol production. Int J Technol 8(8):1393. https://doi.org/10.14716/ijtech.v8i8.726
Faneer KA, Rohani R, Mohammad AW (2018) Influence of pluronic addition on polyethersulfone membrane for xylitol recovery from biomass fermentation solution. J Clean Prod 171:995–1005. https://doi.org/10.1016/J.JCLEPRO.2017.10.075
Harahap BM, Kresnowati MTAP (2018) Moderate pretreatment of oil palm empty fruit bunches for optimal production of xylitol via enzymatic hydrolysis and fermentation. Biomass Convers Biorefinery 8(2):255–263. https://doi.org/10.1007/s13399-017-0299-x
Kresnowati MTAP, Regina D, Bella C, Wardani AK, Wenten IG (2019) Combined ultrafiltration and electrodeionization techniques for microbial xylitol purification. Food Bioprod Process 114:245–252. https://doi.org/10.1016/J.FBP.2019.01.005
Li X, Tan S, Luo J, Pinelo M (2021) Nanofiltration for separation and purification of saccharides from biomass. Front Chem Sci Eng 15(4):837–853
López-Linares JC, Romero I, Cara C, Castro E, Mussatto SI (2018) Xylitol production by debaryomyces hansenii and candida guilliermondii from rapeseed straw hemicellulosic hydrolysate. Bioresour Technol 247:736–743
Ma H, Hsiao BS, Chu B (2014) Functionalized electrospun nanofibrous microfiltration membranes for removal of bacteria and viruses. J Memb Sci 452:446–452. https://doi.org/10.1016/J.MEMSCI.2013.10.047
Mardawati E, Wira DW, Kresnowati M, Purwadi R, Setiadi T (2015) Microbial production of xylitol from oil palm empty fruit bunches hydrolysate: the effect of glucose concentration. J Japan Inst Energy 94(8):769–774. https://doi.org/10.3775/jie.94.769
Mardawati E, Febrianti EA, Fitriana HN, Yuliana T, Putriana NA, Suhartini S (2022) An integrated process for the xylitol and ethanol production from oil palm empty fruit bunch (opefb) using debaryomyces hansenii and saccharomyces cerevisiae. Microorganisms 10(10):2036
Martínez EA, Giulietti M, e Silva JB, Derenzo S (2008) Kinetics of the xylitol crystallization in hydro-alcoholic solution. Chem Eng Process Process Intensif. 47(12):2157–2162. https://doi.org/10.1016/J.CEP.2007.11.004
Misra S, Gupta P, Raghuwanshi S, Dutt K, Saxena RK (2011) Comparative study on different strategies involved for xylitol purification from culture media fermented by Candida tropicalis. Sep Purif Technol 78(3):266–273. https://doi.org/10.1016/J.SEPPUR.2011.02.018
Misra S, Raghuwanshi S, Saxena RK (2013) Evaluation of corncob hemicellulosic hydrolysate for xylitol production by adapted strain of Candida tropicalis. Carbohydr Polym 92(2):1596–1601
Murthy GS, Sridhar S, Sunder MS, Shankaraiah B, Ramakrishna M (2005) Concentration of xylose reaction liquor by nanofiltration for the production of xylitol sugar alcohol. Sep Purif Technol 44(3):221–228
Mussatto SI, Santos JC, Filho WCR, Silva SS (2005) Purification of xylitol from fermented hemicellulosic hydrolyzate using liquid-liquid extraction and precipitation techniques. Biotechnol Lett 27(15):1113–1115. https://doi.org/10.1007/s10529-005-8458-8
Rahman SHA, Choudhury JP, Ahmad AL (2006) Production of xylose from oil palm empty fruit bunch fiber using sulfuric acid. Biochem Eng J 30(1):97–103
Rahman SHA, Choudhury JP, Ahmad AL, Kamaruddin AH (2007) Optimization studies on acid hydrolysis of oil palm empty fruit bunch fiber for production of xylose. Bioresour Technol 98(3):554–559
Ren B, Li C, Zhang X, Zhang Z (2019) Fe(II)-dosed ceramic membrane bioreactor for wastewater treatment: nutrient removal, microbial community and membrane fouling analysis. Sci Total Environ 664:116–126. https://doi.org/10.1016/J.SCITOTENV.2019.02.019
Wei J, Yuan Q, Wang T, Wang L (2010) Purification and crystallization of xylitol from fermentation broth of corncob hydrolysates. Front Chem Eng China 4(1):57–64. https://doi.org/10.1007/s11705-009-0295-1
Weng YH et al (2010) Separation of furans and carboxylic acids from sugars in dilute acid rice straw hydrolyzates by nanofiltration. Bioresour Technol 101(13):4889–4894. https://doi.org/10.1016/j.biortech.2009.11.090
Acknowledgements
This research was funded by Indonesian Ministry of Research and Technology under scheme of World Class Research.
Funding
This research was funded by Indonesian Ministry of Research and Technology under scheme of World Class Research 2020 entitled Purification and Crystallization of Microbial Xylitol from Lignocellulosic Hydrolysate using Membrane Technology.
Author information
Authors and Affiliations
Contributions
RD carried out the experiments and wrote the initial draft of MS; MTAPK search for funding, conceptualization, supervised the work, and edited the MS; HJ edited and finalized the MS; IGW supervised the work; All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors have not disclosed any competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Desiriani, R., Kresnowati, M.T.A.P., Julian, H. et al. Membrane-based processes for xylitol production from oil palm empty fruit bunches hydrolysate fermentation broth. J Food Sci Technol (2024). https://doi.org/10.1007/s13197-024-06044-7
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s13197-024-06044-7