
Abstract
Lycopene is a highly potent antioxidant that is prevalent among dietary carotenoids. However, its use in food formulations is restricted due to its poor water-solubility and proneness to oxidation. The aim of this research was to encapsulate lycopene in yogurt using emulsion technology for improving its stability during processing and storage, in order to diversify a widely consumed food product and enhance its nutritional value. Confocal laser microscopy data showed that the incorporation of oil droplets with emulsification did not have a negative effect on the formation and microstructure of yogurt. Syneresis of lycopene-fortified yogurt samples was approximately twice as high compared with plain yogurt at day 7; the ability to retain water was significantly improved with storage time for all emulsified samples. Additionally, storage reduced the Turbiscan Stability Indices (TSI) for all yogurt samples, which suggests that physical stability improved at 4 °C. Emulsification resulted in increased oxidation levels due to increased oil content. This effect was ameliorated by lycopene encapsulation, which effectively protected corn oil from oxidation and prevented degradation. This study indicates that emulsification is a promising method for lycopene encapsulation and can be used for developing yogurt with desirable nutritional properties.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Lycopene is an apolar and acyclic carotenoid pigment that is ubiquitous among red colored fruits and vegetables like tomatoes, papaya, carrots, pink grapefruit, pink guava and watermelon (Siwach et al. 2018). It has very strong antioxidant potency because of the large number of unsaturated double bonds, which can effectively quench singlet oxygen and trap peroxyl radicals (Omoni and Aluko 2005). Humans are unable to synthesize lycopene and consequently it has to be obtained from dietary sources. Lycopene is considered beneficial for human health and particularly for the prevention of chronic diseases and therefore is a desirable micronutrient in human diet. It can decrease the risk of cardiovascular disease by protecting cells against oxidative damage and is also known to act as anti-carcinogen, by inducing cell to cell communication and regulating growth factor signaling (Story et al. 2010). In addition, lycopene can also reduce the risk of skeletal system and neurodegenerative disease (Meroni and Raikos 2018; Przybylska 2020). Therefore, lycopene has attracted increasing attention for applications in functional food product development.
Lycopene due to its highly unsaturated hydrocarbon structure is susceptible to oxidative degradation by physical and chemical factors such as light, oxygen, pH, and temperature (Meroni and Raikos 2018). In addition, food structure and composition may also have an impact on the bioavailability of lycopene and can affect its release from the food matrix. Multiple reports suggest that processing tomato into products like tomato paste, ketchup and sauces isomerizes lycopene from trans- to cis- structure, thereby increasing its bioavailability (Shi 2000). Lycopene absorption and bioavailability can also be enhanced by mixing with dietary fat due to its hydrophobic nature (Kong et al. 2010). Previous research showed that emulsification is a promising processing method for lycopene encapsulation, protection, and delivery. Previous research showed that corn oil and tocopherols enhance the stability of lycopene in emulsion by altering the physical properties of the droplet interface (Boon et al. 2008). By optimizing the properties of a lycopene-fortified nano-emulsion beverage, lycopene degradation is effectively inhibited at both 4 and 20 °C (Sang et al. 2014). Lycopene incorporated in nano-emulsion demonstrated increased bioaccessibility and inhibited the growth of colon cancer cells (Huang et al. 2020).
Yogurt is a popular dairy product, with documented health benefits when consumed on a regular basis. It is produced by fermenting milk with lactic acid bacteria. In recent years, the dairy industry is interested in product reformulation in order to improve consumer liking and the nutritional profile of yogurt (Estrada et al. 2011). Previous studies have shown that yogurt emulsion systems show potential for the encapsulation and delivery of bioactives such as phytosterol, essential oils and fish oil (Valoppi et al. 2019; Zhong et al. 2018).
In previous work, an oil-in-water yogurt emulsion containing corn oil as the dispersed phase was developed and its properties were monitored during the fermentation process (Ni and Raikos 2019). In this research, lycopene was encapsulated in the oil droplets of the yogurt emulsion and the physicochemical properties of the lycopene-fortified yogurt emulsion were investigated. The overall objective of this work was to improve the nutritional profile of yogurt with lycopene fortification using emulsion as a means of encapsulation. Findings of this work can use from the dairy industry to diversify yogurt manufacture and respond to consumer demands for alternative, healthier food options.
Materials and methods
Materials
Dried skimmed milk powder, corn oil, lycopene (~ 80% purity) were purchased from Yuanye Biotechnology Co. (Shanghai, China). YO-MIX yogurt culture containing L. bulgaricus, S. thermophilus, and L. acidophilus was purchased from Danisco A/S (Copenhagen, Denmark). HPLC solvents were purchased from Burdick & Jackson Inc. (Muskegon, MI, USA). Other solvents and reagents were of analytical or food grade and were purchased from local suppliers.
Preparation of yogurt emulsion
Oil phase containing 1.5 mg/g lycopene was prepared by dissolving lycopene into corn oil by stirring at 5000 rpm for 5 min using an Ultra-turrax T18 blender (IKA, Staufen, Germany). Yogurt emulsion sample (YOL) was prepared using the following weight recipe (15% milk powder, 5% oil phase containing 1.5 mg/g lycopene, 79.6% distilled water and 0.4% dried yogurt starter powder). Plain yogurt (Y) without oil phase and yogurt emulsion without lycopene (YO) were also prepared to examine the lycopene-mediated regulation of physicochemical properties of yogurt emulsion. The recipe of Y is 15% milk powder, 84.6% distilled water and 0.4% dried yogurt starter powder. The recipe of YO is 15% milk powder, 5% oil phase, 79.6% distilled water and 0.4% dried yogurt starter powder. 15% milk powder was fully mixed with distilled water, and heated to 80 °C for 10 min and then immediately cooled down to a temperature of approximately 45 °C to construct water phase. Coarse emulsions were formed by mixing the water phase and oil using an Ultra-turrax T18 blender (IKA, Staufen, Germany) for 2 min at 10,000 rpm. Emulsions were then passed through a high-pressure homogenizer (ATS AH-100D, BVI, Canada) using 25 MPa pressure for 3 min. 4 g/L yogurt culture were added into emulsion samples and water phase in Y sample, and then were mixed thoroughly, before pouring into a sterile glass container and incubated at about 42 °C in a yogurt fermenter (Bear SNJ-530, Guangzhou, China) for fermentation until a pH of 4.5 was reached. Then all samples were maintained at 4 °C for 3 weeks in a refrigerator (Qingdao Haier Refrigerator Company Ltd.).
Syneresis of yogurt samples
Syneresis of yogurt samples was determined as described previously by Ghorbanzade et al. (2017) with slight modifications. 20 g of yogurt was placed in tubes before centrifugation at 500 rpm for 5 min at 4 °C. The supernatant was transferred to a graduated cylinder. Syneresis percentage was computed using the following equation:
Turbiscan stability analysis
The emulsion stability was characterized by a Turbiscan MA2000 (Formulaction, Ramonville St. Agne, France) based on the principle of dynamic light scattering. The sample underwent scanning once every min for 30 min at 42 °C, and the alterations in backscattered light (ΔBS) intensity in unit time were considered as a measurement of emulsions stability. The Turbiscan Stability Index (TSI) was computed from ΔBS that represent particles aggregation and migration by Turbisoft 2.0 (Vassilios Raikos et al. 2020).
Microstructure of yogurt emulsion
Yogurt microstructure was analyzed using a confocal laser scanning microscope (CLSM, 63 × /1.4 objective) (Leica, Germany) as described previously by Raikos et al. (2020) with slight modifications. Nile Red dye was employed for staining the fat globules, and Fast Green for staining the protein fractions. The staining was observed at excitation wavelength of 543 nm for Nile Red dye and 633 nm for Fast Green dye.
Rheological characterization
The rheological measurements were conducted at 25 °C with an Anton-Paar MCR502 Rheometer (Anton-Paar, Austria). The rheological properties of yogurt were analysed using a parallel stainless-steel plate with a diameter of 25 mm. Emulsion (1 mL) was placed on the rheometer plateau before equilibration for 5 min, followed by measurement. Continuous flow measurements were done via augmentation of the shear rate from 10 to 1000 s−1, and rheological parameters like shear stress, shear rate, and apparent viscosity were retrieved from rSpace software (Zhang et al. 2016).
Chemical stability testing
Chemical stability of yogurt emulsions was assessed based on the alterations in primary lipid oxidation products. Lipid hydroperoxide (primary products) content of yogurt emulsions (presented as peroxide value), was measured as described previously by Zhong et al. (2018) with slight modifications. Briefly, each yogurt sample (1 g) was dissolved in 4 mL of isooctane/2-propanol (3:1, v/v) before vortexing 4X for 10 s each, and centrifuging at 8000 rpm for 10 min. The upper layer was then mixed with 5 mL of methanol/butanol (2:1, v/v), then with 45 µL of 3.94 mol/L ammonium thiocyanate and 45 µL of Fe2+ solution (fresh made). Following 10 s of vortexing and 20 min incubation at room temperature without light, absorbance was read at 510 nm. A 1.6 mL of isooctane/2-propanol (3:1, v/v) was used as negative control.
Determination of lycopene content
Lycopene content in yogurt samples was determined according to the method of Ribeiro et al. (2010). Briefly, 1 g yogurt sample was mixed with 1 mL acetone thoroughly, then centrifuged at 8000 rpm for 2 min, the acetone layer was collected. Lycopene in the yogurt samples was extracted three times, and the total lycopene content was measured at 472 nm spectrophotometrically based on the standard curve of lycopene.
Statistical analysis
All experiments in this study were repeated at least three times. The results presented are the averages of three independent repeats ± standard errors (SE) of at least three replicates (each replicate corresponds to a different batch). Data analyses were done with the SPSS 18.0 statistical analysis software (Demo version; Armonk, NY, USA). Inter-group differences were analyzed via analysis of variance (ANOVA) and p < 0.05 was set as significance threshold.
Results and discussion
Physicochemical properties
As expected for a typical fermented dairy product, the pH value of yogurt was gradually decreased to approximately 4.5 thanks to lactic acid production during fermentation by starter culture bacteria. Figure 1 shows the change of pH during the process of fermentation. As depicted in Fig. 1, the addition of corn oil and the fortification of yogurt with lycopene did not have any noticeable effect on the process of yogurt acidification, and pH of all yogurt samples reached 4.5 after fermentation for 5 h. A similar trend was observed in previous work, in which a yogurt emulsion containing corn oil was formed (Ni and Raikos 2019).

pH changes during yogurt fermentation. Y: Plain yogurt; YO: yogurt supplemented with corn oil; YOL: yogurt supplemented with lycopene encapsulated in corn oil
After fermentation, three yogurt samples were stored at 4 °C for 21 days, in an attempt to investigate the storage stability of yogurt emulsion fortified with lycopene during shelf life. Syneresis, which is typically manifested as whey separation and is attributed to the shrinkage of the gel formed during the acidification process, is one of the most important quality parameters of yogurt affecting consumer’s acceptance (Yangilar and Yildiz 2018). Figure 2 shows the changes of syneresis in yogurt samples after 21 days at 4 °C. Syneresis decreased significantly for the two yogurt emulsion samples (YO and YOL), while the plain yogurt had consistently better ability to retain water within the gel matrix during and after 21 days of storage. Previous studies have reported similar findings, which are attributed to storage effects (Izadi et al. 2015; Zhong et al. 2018). During chilled storage, caseins may rearrange their spatial arrangements within the gel matrix, which results in enhanced protein–protein interactions and decreased syneresis (Sahan et al. 2008). Compared to plain yogurt (control), syneresis was higher for the fortified yogurt samples, which was probably due to the hydrophobic effect of emulsion oil droplets on the formation of the gel network structure. However, as mentioned syneresis decreased significantly with storage time particularly for the samples containing oil. This effect may be attributed to the highest fat content for the fortified samples (increased total solids and reduced free water) which results in decreased rates of wheying off and increased water holding capacity during storage (Ghorbanzade et al. 2017).

Syneresis alterations in yogurt samples after 21 days at 4 °C. Y: Plain yogurt; YO: yogurt supplemented with corn oil; YOL: yogurt supplemented with lycopene encapsulated in corn oil. Lowercase letters represent significant alterations (p < 0.05) for each treatment due to storage time effects
Physical stability of yogurt emulsion
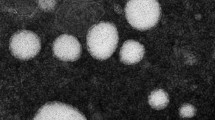
TSI is commonly employed to evaluate the stability of the dispersed phase of an emulsion. This parameter sums all the size and concentration variations detected in a sample and is used to compare and characterize their physical stability (a lower TSI value indicates a more stable emulsion) (Raikos 2017). As shown in Fig. 3, TSI of all three samples increased significantly after fermentation, which indicates the formation of a protein gel network following acidification and the precipitation of the caseins near the isoelectric point (Ni and Raikos 2019). After 21 days at 4 °C, a significant reduction of TSI was observed for all yogurt samples, thereby suggesting that samples were physically stable under the specified environment. The observed reduction in TSI during storage suggests that any destabilization phenomena of the emulsion are inhibited due to the formation of the gel network. CLSM was used to examine the microstructure of yogurt emulsion samples (Fig. 4). Micrographs showed that masses of protein aggregates (gel network) in all samples (red colour), whereas oil globules (green colour) dispersed into large protein aggregates were only observed in yogurt emulsion samples. CLSM images indicate that microstructures of all yogurt samples remained largely unaffected by storage at 4 °C. Serum pores are similar for freshly made yogurts until the end of the storage duration, which is similar to the syneresis data. Oil droplets (with or without lycopene) are well integrated within the protein network, which is expected following the homogenization process.

The TSI changes of different yogurt samples during 21 days of storage at 4 °C. Y: Plain yogurt; YO: yogurt supplemented with corn oil; YOL: yogurt supplemented with lycopene encapsulated in corn oil. Lowercase letters represent significant alterations (p < 0.05) for each treatment due to yogurt type

CLSM micrographs of yogurt emulsions at 4 °C after 1 day and 21 days of storage. Y: Plain yogurt; YO: yogurt supplemented with corn oil; YOL: yogurt supplemented with lycopene encapsulated in corn oil. Colour red represents protein and colour green represents oil globules
Apparent viscosity
Yogurt apparent viscosity is modulated by the strength and quantity of bonds between casein micelles, along with their structure and spatial distribution (Lucey and Singh 1997). Higher viscosity equates to reduced droplet mobility that results in low collision rates, thus providing more resistance to droplet flocculation-led instability. We observed that apparent viscosity decreased with the increase of the implemented shear rate, suggesting that all three yogurt samples demonstrate non-Newtonian behavior which is typical for pseudoplastic foods (Rezaei et al. 2014; Velez-Ruiz et al. 2013). As it is depicted in Fig. 5a, YO sample showed decreased apparent viscosity compared to plain yogurt. This effect may be attributed to the addition of oil which disrupted the gel network of casein micelles and may have resulted to decreased protein–protein interactions (Fig. 4) (Izadi et al. 2015; Zhong et al. 2018). However, the apparent viscosity of YOL is higher than the plain yogurt and YO, suggesting that lycopene improved the stability of yogurt emulsion, which corroborated the results of TSI. Although the apparent viscosity changes of the yogurt samples showed slightly different trends during storage, it seems that at the end of storage period apparent viscosity is higher (samples Y, YOL). This suggests that during storage, casein molecules may effectively rearrange to enhance intermolecular interactions, resulting in the formation of an elastic gel matrix capable to reduce syneresis.

Apparent viscosity changes of different yogurt samples (B: Y, C: YO, D:YOL) after 21 days at 4 °C. A: Apparent viscosity of different yogurt samples on day 21 of storage. Y: Plain yogurt; YO: yogurt supplemented with corn oil; YOL: yogurt supplemented with lycopene encapsulated in corn oil
Peroxide value
Chemical stability of yogurt samples was assessed via alterations in peroxide value after the storage period. As shown in Fig. 6, peroxide values of YO containing corn oil were significantly higher (p < 0.05) compared to those of plain yogurt, since corn oil is rich in unsaturated fatty acids which are relatively prone to oxidation. Meanwhile, YOL had a lower peroxide value than YO, which suggests that lycopene can effectively act as an antioxidant to improve the chemical stability of yogurt emulsion. Interestingly, the peroxide values of the oil-containing yogurt emulsions remained relatively stable, and even reduced slightly (p > 0.05) after 21 days of storage. Previous research has reported that yogurt peptides generated during storage from the ongoing fermentation can demonstrate antioxidant activity, which gradually increases during shelf-life of yogurt (Aloglu and Oner 2011; Raikos et al. 2018). In addition, lycopene content after 21 days of storage was 4.6 ± 0.28 mg/kg, which corresponds to 81% of the initial lycopene content. Compared with other emulsion-based food systems, yogurt showed an enhanced ability to protect lycopene from chemical degradation (Ribeiro et al. 2010; Gupta et al. 2010). Therefore, emulsification is a promising processing method for the encapsulation and protection of lipophilic bioactive ingredients, which can also prevent the deterioration of the polyunsaturated fatty acids of the dispersed phase.

Peroxide value alterations in yogurt samples after 21 days at 4 °C. Y: Plain yogurt; YO: yogurt supplemented with corn oil; YOL: yogurt supplemented with lycopene encapsulated in corn oil. Lowercase letters represent significant alterations (p < 0.05)
Conclusion
Yogurt fortification with lycopene is desirable yet challenging due to its hydrophobic nature and its susceptibility to chemical deterioration during processing. In this paper, the results indicated that the emulsification process did not have any negative impact on the formation and microstruture of yogurt. The physical and chemical stability and rheological property were all improved by fortifying yogurt with lycopene using emulsion technology. The results indicated emulsion method is a promising method to overcome the formulation and processing barriers and can be used for developing fermented foods with enhanced nutritional properties.
References
Aloglu HS, Oner Z (2011) Determination of antioxidant activity of bioactive peptide fractions obtained from yogurt. J Dairy Sci 94(11):5305–5314
Boon CS, Xu Z, Yue X, McClements DJ, Weiss J, Decker EA (2008) Factors affecting lycopene oxidation in oil-in-water emulsions. J Agric Food Chem 56(4):1408–1414
Estrada J, Boeneke C, Bechtel P, Sathivel S (2011) Developing a strawberry yogurt fortified with marine fish oil. J Dairy Sci 94(12):5760–5769
Ghorbanzade T, Jafari SM, Akhavan S, Hadavi R (2017) Nano-encapsulation of fish oil in nano-liposomes and its application in fortification of yogurt. Food Chem 216:146–152
Gupta R, Balasubramaniam VM, Schwartz SJ (2010) Storage stability of lycopene in tomato juice subjected to combined pressure-heat treatments. J Agric Food Chem 58(14):8305–8313
Huang Y, Wang J, Hou Y, Hu SQ (2020) Production of yeast hydrolysates by Bacillus subtilis derived enzymes and antihypertensive activity in spontaneously hypertensive rats. Food Biotechnol 34(3):262–281
Izadi Z, Nasirpour A, Garoosi GA, Tamjidi F (2015) Rheological and physical properties of yogurt enriched with phytosterol during storage. J Food Sci Technol 52(8):5341–5346
Kong K-W, Khoo H-E, Prasad KN, Ismail A, Tan C-P, Rajab NF (2010) Revealing the power of the natural red pigment lycopene. Molecules 15(2):959–987
Lucey JA, Singh H (1997) Formation and physical properties of acid milk gels: a review. Food Res Int 30(7):529–542
Meroni E, Raikos V (2018) Lycopene in beverage emulsions: optimizing formulation design and processing effects for enhanced delivery. Beverages 4(1):14
Ni H, Raikos V (2019) Lactic-acid bacteria fermentation-induced effects on microstructure and interfacial properties of oil-in-water emulsions stabilized by goat-milk proteins. LWT 109:70–76
Omoni AO, Aluko RE (2005) The anti-carcinogenic and anti-atherogenic effects of lycopene: a review. Trends Food Sci Technol 16(8):344–350
Przybylska S (2020) Lycopene—a bioactive carotenoid offering multiple health benefits: a review. Int J Food Sci Technol 55(1)
Raikos V (2017) Encapsulation of vitamin E in edible orange oil-in-water emulsion beverages: influence of heating temperature on physicochemical stability during chilled storage. Food Hydrocoll 72:155–162
Raikos V, Ni H, Hayes H, Ranawana V (2018) Antioxidant properties of a yogurt beverage enriched with Salal (Gaultheria shallon) berries and blackcurrant (Ribes nigrum) pomace during cold storage. Beverages 5(1):2
Raikos V, Hayes H, Ni H (2020) Aquafaba from commercially canned chickpeas as potential egg replacer for the development of vegan mayonnaise: recipe optimisation and storage stability. Int J Food Sci Technol 55(5):1935–1942
Rezaei R, Khomeiri M, Aalami M, Kashaninejad M (2014) Effect of inulin on the physicochemical properties, flow behavior and probiotic survival of frozen yogurt. J Food Sci Technol 51(10):2809–2814
Ribeiro HS, Ax K, Schubert H (2010) Stability of lycopene emulsions in food systems. J Food Sci 68(9):2730–2734
Sahan N, Yasar K, Hayaloglu A (2008) Physical, chemical and flavour quality of non-fat yogurt as affected by a β-glucan hydrocolloidal composite during storage. Food Hydrocoll 22(7):1291–1297
Sang OK, Ha TVA, Choi YJ, Ko S (2014) Optimization of homogenization–evaporation process for lycopene nanoemulsion production and its beverage applications. J Food Sci 79(8):1604–1610
Shi J (2000) Lycopene in tomatoes: chemical and physical properties affected by food processing. Crit Rev Biotechnol 20(4):293–334
Siwach R, Tokas J, Seth R (2018) Lycopene: a natural antioxidant for anhydrous buffalo milk fat. Int J Dairy Technol 71(1):164–173
Story EN, Kopec RE, Schwartz SJ, Harris GK (2010) An update on the health effects of tomato lycopene. Annu Rev Food Sci Technol 1(1):189–210
Valoppi F, Maina N, Allén M, Miglioli R, Kilpeläinen PO, Mikkonen KS (2019) Spruce galactoglucomannan-stabilized emulsions as essential fatty acid delivery systems for functionalized drinkable yogurt and oat-based beverage. Eur Food Res Technol 245(7):1387–1398
Velez-Ruiz JF, Hernandez-Carranza P, Sosa-Morales M (2013) Physicochemical and flow properties of low-fat yogurt fortified with calcium and fiber. J Food Process Preserv 37(3):210–221
Yangilar F, Yildiz PO (2018) Effects of using combined essential oils on quality parameters of bio-yogurt. J Food Process Preserv 42(2):e13332
Zhang J, Zhang X, Wang X, Huang Y, Wu C (2016) The influence of maltodextrin on the physicochemical properties and stabilization of beta-carotene emulsions. AAPS PharmSciTech 18(3):1–8
Zhong J, Yang R, Cao X, Liu X, Qin X (2018) Improved physicochemical properties of yogurt fortified with fish oil/γ-oryzanol by nanoemulsion technology. Molecules 23(1):56
Funding
The authors have not disclosed any funding.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Competing interest
The authors have not disclosed any competing interests.
Ethical approval
Ethics approval was not required for this research. (i) This work has not been published before, (ii) it is not under consideration for publication elsewhere, (iii) its submission to JFST publication has been approved by all authors as well as the responsible authorities-tacitly, (iv) if accepted, it will not be published elsewhere in the same form, in English or in any other language, including electronically without the written consent of the copyright holder, and (v) JFST will not be held legally responsible should there be any claims for compensation or dispute on authorship.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chen, J., Yuan, CHY., Li, WC. et al. Physicochemical and nutritional properties of yogurt emulsion with lycopene during chilled storage. J Food Sci Technol 59, 4037–4044 (2022). https://doi.org/10.1007/s13197-022-05449-6
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13197-022-05449-6