
Abstract
The variability and magnitude of interactions for food components and physicochemical properties of flour produced from five cultivars of cowpea (Glenda, Vegetable Cowpea 2, Vegetable Cowpea 3, Makathini, Embu Buff) were analysed using chemometrical techniques, for effective application as legume-based ingredients across different food product applications. Cowpea flour produced was defatted by extraction with n-hexane for 90 min (flour/solvent ratio of 1:3 w/v). Principle component analysis showed variation in chemical composition and physicochemical properties amongst cowpea flour studied. Flour produced are important sources of protein (24.30–26.33%), starch (50.99–51.33%), fiber (9.36–12.86%) and mineral elements. Pearson correlation analysis showed significant correlations amongst starch, mineral elements and physicochemical properties. Starch was found positively correlated with mineral elements sodium and calcium. Vegetable Cowpea 3 (50.55%) was found suitable for use in food products that are thawed for consumption. Mineral elements manganese, magnesium, phosphorous and sodium were found to significantly influence the pasting parameters (peak, trough, breakdown viscosity) studied. Understanding the magnitude of interactions between food components and physicochemical properties of cowpea flour would enable decisiveness over ingredient selection, improvement and management of quality for various legume-based food products. Furthermore, findings have the potential to assist in the development of improved cowpea cultivars.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Food legumes (family: Fabaceae) have been identified as the second most valuable plant source for human nutrition. Among those, cowpea (Vigna unguiculata) an indigenous edible leguminous crop to Africa is widely distributed in regions of tropical and temperate climates. Cowpea crops have been well documented for its immense potential in contributing to food security forming part of daily staple diets in most developing countries. It is referred to as a poor man’s meat due it being major sources of dietary proteins and essential nutrients (Bhat and Karim 2009).
Food legumes provide multiple benefits for agricultural and food systems by delivering several services in line with sustainability principles. However, the acreages (million ha) and yield (t ha−1) of cowpea have declined worldwide with significant differences noted between world regions. This is mainly attributed to food legumes occupying minimal parts of arable land mostly dominated by cereal crops. In Southern Africa, cowpea crops are predominantly grown for its seed with the leaves and growth points used as leafy vegetables, however it has received minimal research attention for its potential to broaden the food base (Stagnari et al. 2017).
The utilisation of food legumes in different food systems are dependent on their functional properties. These may include foaming, emulsification, texture, gelation, water/oil absorption capacities, viscosity which are influenced by proteins, carbohydrates and other components to various extents. Cowpea flours are predominantly composed of starch (35.0–52.0%) which has unique properties (i.e. low gelatinisation temperature, freeze thaw stability) and serves as an important energy source for human nutrition (Tinus et al. 2012; Kerr et al. 2001).
Thus, it is expected that starch is too significantly influence physicochemical properties for cultivars of cowpea flour produced. Non-starch components and polysaccharides are also likely to influence properties of flour, whereby protein has hydrophilic parts observed to influence water holding capacity and fiber has been documented to increase viscosity of flour gels respectively. Other reported factors that are known to influence the functionality of cowpea flour include processing treatments, cowpea variety, particle size and distribution (Li and Zhu 2017).
The application of legume flours as ingredients in various food products such as breads, biscuits, pasta, tortillas, and doughnuts have been mentioned by several authors (Du et al. 2014). Moutaleb et al. (2017) investigated the physicochemical and sensory properties of different cowpea-sweet potato flour blends as functional ingredients for the development of akara. Overall, it was found that composite blends containing higher ratios of cowpea to sweet potato improved functional properties, in addition to the sensory properties of akara.
Numerous studies have been conducted on the physicochemical characterisation of legume flour for ingredient application. However, minimal work has been reported for analysing the extent at which food components influence the physicochemical interactions of legume flour. A comprehensive understanding of the magnitude for interactions between food components and functional properties of legume flour are fundamental for its continual development, management and improvement for use in various food products. Therefore, the purpose of this study conducted was to determine the variability and magnitude of interactions between food components and physicochemical properties of flour produced from five cowpea cultivars of Southern African origin.
Chemometrical techniques will be used to analyse variations and correlations existing between different food components and physicochemical properties for cultivars of cowpea flour produced. Furthermore, findings could also assist cowpea development programmes for developing improved cultivars for targeted applications.
Materials and methods
Seed materials
All analyses conducted were based on dry weight basis (dwb.) and reagents used were of analytical grade. Seeds for five cowpea cultivars (Glenda, Makathini, Vegetable Cowpea 2, Vegetable Cowpea 3, Embu Buff) were supplied by the Agricultural Research Council-Vegetable and Ornamental Plant Institute (ARC—VOPI) Pretoria, South Africa.
Preparation of flour
The respective cultivars of cowpea flour were prepared by methods described by Rui et al. (2011) with minor modifications. Seeds were inspected for foreign matter and soaked for 24 h in a sodium hydrogen carbonate solution (5% m/v). Dehulled cowpea seeds were dried at 88.70 °C for 4–5 h and thereafter milled into flour. The resultant flour was screened through a 250 μM sieve and defatted by extraction with n-hexane for 90 min (flour: solvent, 1:3 m/v).
Chemical composition
The chemical composition of flour samples were determined using methods of AOAC (1990), moisture (925.10), protein (960.10), fat (920.85), ash (923.03), mineral analysis (984.27). Total starch content was determined using methods described by Goñi et al. (1996). Briefly, samples (35 mg) dispersed in 6 mL of 2 M KOH were shaken at room temperature for 30 min. Thereafter, the suspension was incubated for 45 min at 60 °C with 0.40 M sodium acetate buffer pH 4.75, amyloglucosidase (Sigma A-7420), and α-amylase (Sigma A-3176). A glucose oxidase and peroxidase (GOD-POD) kit was used to quantify the glucose concentration (%) for flour suspensions against standard d-Glucose. Factor conversion from glucose to starch content was 0.90. The total dietary fiber content was estimated as the difference between total flour weight and moisture, protein, fat, ash, starch contents.
Apparent amylose content (%) was determined using a standard curve developed from amylose blends (Williams et al. 1970). Flour suspensions were prepared using 0.50 M KOH and distilled water. An aliquot of suspension was then treated using 0.10 M aqueous HCl followed by 0.50 mL iodine reagent and the absorbance measured at 625 nm (UV Spectrophotometer, U-2900).
Physicochemical properties
Swelling and solubility index
Swelling and solubility indices were determined using a method by Wani et al. (2015). Flour samples (2% m/v) were incubated for 1 h in a water bath at 60, 70, 80 and 90 °C and then centrifuged (Eppendorf 5810 R) at 5000×g for 15 min. Gain in mass of tubes was expressed as swelling index (g/g). The gain in weight of the respective supernatants were dried in pre-weighed petri dishes at 110 °C for 12 h and was expressed as the solubility index (g/g).
Pasting characteristics
Pasting characteristics for flour samples were determined using a Rapid Viscosity analyser according to a method described by Muyonga et al. (2014). Flour suspensions were prepared (6.72 g in 25.28 mL H2O) and corrected to 14% humidity base by exposure to a time/temperature sequence: 50 °C/min, heating from 50 to 95 °C at 12.16 °C/min, maintained at 95 °C for 2.5 min, and cooled from 95 to 50 °C at 11.84 °C/min rate. The apparent viscosity was expressed in rapid visco units.
Colour analysis
Colour parameters of cowpea flours produced were measured using a Hunter lab spectrocolorimeter, L* (for lightness), a* (red to green) and, b* (yellow to blue).
Syneresis
Syneresis was determined over a 4-day period (120 h). Suspensions were heated at 90 °C for 30 min, thereafter incubated at 4 °C. Syneresis (%) was measured after each day as the amount of water released after centrifugation at 3000×g for 10 min (Hamid et al. 2015).
Water and oil absorption capacities
Flour samples (2.50 g) were massed into 25 mL centrifuge tubes and thereafter stirred with distilled water/canola oil respectively. Slurries were centrifuged at 3000×g for 10 min and the water or oil released after centrifugation was massed and expressed as (%) WAC/OAC capacities respectively (Sofi et al. 2013).
Emulsifying properties
Emulsifying properties were determined using a method by Sridaran et al. (2012) with minor modifications. The heights of the emulsified layer and total contents of the tube were recorded to calculate emulsion capacity (%):
For emulsion stability, the emulsion was heated at 80 °C for 30 min followed by centrifugation at 1100×g for a time of 5 min:
Foaming properties
Foam volume was calculated using a method described by Seena and Sridhar (2005) with minor modifications. Flour samples (2% m/v) was homogenised for 2 min and the volume of solution was recorded before and after shear respectively:
Foam stability was calculated by allowing the contents to stand for a period of 60 min at room temperature:
Bulk density
Bulk densities for flour samples were determined as a ratio of mass to volume and expressed as the weight of sample per unit volume (g/mL).
Statistical analysis
Means of replicate data (n = 3) were analysed using IBM SPSS software (IBM Corporation, New York, USA). Data reported were subjected to analysis of variance (ANOVA) to determine significant differences (p < 0.05) amongst flour samples. Principle component analysis was used to visualize similarities and differences among different samples. Pearson correlation analysis was used to analyse the relationship of food components and the physicochemical properties of flour.
Results and discussion
Chemical composition
Flour from five cowpea cultivars showed significant differences (p < 0.05) in chemical composition (Tables 1 and 2). The flours were important sources of protein (24.30–26.33%), ash (2.71–3.64%), fiber (9.36–12.86%), and starch (50.99–51.33%) were amylose was found in the range of (16.72–19.15%). Similar findings were reported by Ghavidel and Prakash (2007) for flour produced from green gram, cowpea, lentil, and chickpea.
The moisture (7.35–9.29%) and fat (1.12–1.94%) contents found varied compared to findings reported using Nhyira, Tona, and Adom cultivars of cowpea flour (Appiah et al. 2011). This could be attributed to locational and extrinsic factors (i.e. temperature, relative humidity, storage conditions, handling). Other contributing factors may include processing methods, whereby defatting was used to prepare cowpea flours in the current study whereas this step was excluded in the previous study mentioned.
The flour of five cultivars were important sources of macromineral elements (Table 2), potassium (580.67–899.00 mg/100 g), magnesium (453.83–496.33 mg/100 g), manganese (1.09–1.53 mg/100 g), sodium (405.30–474.00 mg/100 g), phosphorous (498.67–575.00 mg/100 g), and calcium (71.20–86.90 mg/100 g). Therefore, they would be suitable for use in infant food formulations as per recommended dietary allowances declared by the Institute of Medicine Standing Committee on the scientific evaluation of dietary reference intakes (National Academic Press 1997).
Pearson correlation analysis showed several significant correlations exist amongst the food components evaluated for flours of cowpea cultivars. Genetic factors and crop physiological conditions may have been major contributing factors for correlations observed amongst food components. They have been reported to influence the nutritional characteristics of leguminous crop materials to various extents (Hall 2004). In the present study, sodium (r = 0.808, p < 0.01) and calcium (r = 0.725, p < 0.01) were found significantly positively correlated to starch. Moisture was found significantly negatively correlated with manganese (r = − 0.909, p < 0.01), phosphorous (r = − 0.851, p < 0.01) and magnesium (r = − 0.797, p < 0.01).
The correlations observed amongst food components suggest an inherent association. Therefore, this implies that cowpea flours with high starch content are associated with high concentrations of sodium and calcium. However, cowpea flours with high moisture content maybe associated with low concentrations of manganese, phosphorous, and magnesium. Variations in chemical composition amongst the five cultivars of cowpea flour are further explained by principle component analysis.
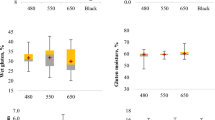
The first two principle components accounted for 72.5% of the total variation. The first principle component accounted for 43.8% of the total variation, whereby moisture, manganese, phosphorous, and magnesium were important contributors to variation. The second principle component accounted for 28.6% of total variation and was largely associated with protein, fiber and potassium. The five cultivars of cowpea flour formed a cluster around the origin of the biplot suggesting similarities in some of the food components evaluated (Fig. 1a).

Principal component analysis score plot of first and second principle components showing overall variation in a chemical composition and b physicochemical properties for cultivars of cowpea flour
The cultivars of cowpea studied were grown under similar ecological conditions, therefore variations in chemical composition maybe attributed to genetic and not locational reasons. Gerrano et al. (2015) showed wide genetic variability in the concentrations of protein and mineral elements in young leaves of cowpea cultivars. Data collected would be potentially significant for the selection of suitable parents for developing cowpea cultivars with improved nutritional attributes.
Physicochemical properties
There was significant variation present in the physicochemical properties amongst the flour of five cultivars. Principle component analysis showed a total variation of 69.044%. Around the origin, Embu Buff was separated from the remaining cultivars of cowpea on the biplot (Fig. 1b). The first principle component contributed to 39.8% of total variation and was largely influenced by pasting characteristics (pasting temperature, peak, trough, breakdown and final viscosities). Second principle component accounted for 29.1% of total variation whereby swelling and solubility indices, set back viscosity and oil absorption capacity were found as the main contributing factors.
Swelling and solubility indices
Swelling and solubility indices were found directly proportional to temperature (60–90 °C) for the flour of different cultivars (Table 3). Swelling patterns differed significantly (p < 0.05) amongst cowpea flours at lower (60–70 °C) and higher (80–90 °C) temperatures, Vegetable Cowpea 2 showed significant differences in swelling patterns observed between 60–70 °C (3.82 and 4.18 g/g) and 80–90 °C (6.22–8.64 g/g). This event of swelling indicates that high water penetration can be achieved at elevated temperatures for the cultivars of cowpea flour.
Significant differences in swelling could be attributed to the amylose content of flour. Pearson correlation analysis showed significant negative correlations between amylose, swelling (r = − 0.648, p < 0.01) and solubility (r = − 0.684, p < 0.01) indices. Therefore, greater swelling and solubility indices for cowpea flours maybe attributed to the reduction of amylose during the disintegration of starch granules at higher temperatures. The improved solubility indices observed at elevated temperatures could be attributed to the leaching out of soluble components (e.g. soluble sugars and amino acids) because of the disruption of starch granules.
Other factors that may have contributed to variations in swelling and solubility indices are differences in starch granule crystallinity, viscosity patterns, bound lipid content, weak internal organization of starch because of negatively charged phosphate groups and complexes that may form between amylose, protein and lipids during starch gelatinization. V-type inclusion complex formation between amylose and polar lipids are said to influence starch properties (i.e. gelatinization and retrogradation) to various extents (Ali et al. 2016; Maaran et al. 2014).
Pasting characteristics
There was great variation present between the pasting profiles of Embu Buff and the remaining cowpea cultivars (Table 4). The moisture content of cowpea flour samples was found significantly positively correlated to the various pasting characteristics. The pasting temperature of starches provides an indication of the minimum temperature at which the viscosity begins to increase during heating. This characteristic is fundamental for the potential application of cowpea flour in the production of various soups, gravies etc.
The pasting temperature for cowpea flours ranged between (83.31–88.90 °C) and was found higher compared to a study conducted on adzuki bean accessions (75.02–78.27 °C). This may indicate the presence of starch granules in cowpea flour that is more resistant to swelling and rupture compared to granules present in adzuki bean flour (Yadav et al. 2018). Furthermore, Singh et al. (2008) related the lower proportion of amylose and higher proportion of short and long side chains of amylopectin in blackgram and pigeon pea starches to have an influence on starch crystallinity, gelatinization temperature and enthalpy of gelatinization.
Peak and trough viscosity were found in the range (104.13–237.29 RVU) and (103.63–219.71 RVU) respectively, whereby peak viscosity refers to the ability of starch granules present to freely swell upon heating leading to a rise in paste viscosity prior to the dissolution of amylose. A decrease in viscosity was observed after trough viscosity, known as breakdown viscosity (0.50–17.58 RVU). Breakdown viscosity is said to provide the measure of vulnerability for cooked starch to disintegrate, whereby greater the breakdown viscosity the lower starch can withstand disintegration during cooking. Embu Buff showed greater breakdown viscosity in comparison to the remaining cultivars of cowpea flour studied.
Set back viscosity of cooked starch occurs has a result of temperature fall leading to amylose leaching and amylopectin molecules reassociating. It serves as an index of starch retrogradation and is associated to amylose content. This parameter is a useful index in the prediction of storage life for products prepared from flour. Embu Buff (107.33 RVU) recorded greater set back values, therefore has a faster retrogradation tendency compared to other cultivars. This characteristic would potentially be suitable for application in food products such as gluten free oriental noodles (Falade et al. 2014).
The quality and stability of cooked starch are defined by its final viscosity, also known as cold paste viscosity. The increase in viscosity across all cultivars of cowpea flour investigated could be attributed to the aggregation of amylose molecules during cooling. Final viscosity (183.83–327.04 RVU) was found significantly different between Makathini and Embu Buff. Differences in final viscosities are associated with amylose content of cowpea flour, whereby high amylose starches have been found to reassociate more readily than high amylopectin starches. This occurs due to the linear chains of amylose molecules having the ability to orient parallel to each other, thus moving close enough to form bonds.
Mineral elements manganese, magnesium, phosphorous and sodium were found significantly negatively correlated to peak, trough and breakdown viscosity. These correlations are in accordance to pasting studies conducted on potato starch, whereby high phosphorous, sodium, and magnesium contents showed inverse relationships with pasting parameters (peak, break down viscosity and pasting temperature). Similarly, low peak and breakdown viscosity were found in calcium and magnesium fortified potato starches (Noda et al. 2014). Correlations shown amongst pasting parameters and mineral elements in the present study would be beneficial for predicting the effects of starch composition and minerals on the pasting behaviour for flour. Thus, this would offer opportunities for the development of fortified cowpea starch which would appear to be important sources of the related mineral elements.
Colour and functional properties
The significant differences between colour parameters and various functional properties for flours from different cowpea cultivars were observed (Table 5). The flour samples produced were predominantly light in colour, L* (85.10–87.60), a* (0.76–1.49), b* (11.35–13.10) and their bulk densities were found in the range (0.60–0.74 g/mL). The differences in colour parameters and bulk density recorded maybe attributed to the presence of several types of colour constituents (i.e. phenolic compounds) and interrelated factors such as particle size and number of contact points respectively.
Syneresis is an undesired property in both food and non-food product applications. Starch retrogradation serves as an index for syneresis, whereby the pattern in which starch molecules reassociate contributes to the freeze thaw stability of flour. The retrogradation of starch is reported to be influenced by their botanical source, molecular composition and structure, temperature fluctuation and concentration of starch. The results recorded showed an increase in syneresis as storage time progressed.
This may be attributed to the reassociation of leached amylose and amylopectin molecules into a partially crystalline and ordered structure. This causes starch gels formed during storage to develop a firmer texture resulting in starch precipitation or expelling of water from the gel matrix (Copeland et al. 2009). Vegetable Cowpea 3 showed lowest syneresis at 120 h (50.55%) compared to the remaining cultivars of flour. Huang et al. (2007) associated flours with a low syneresis rate for ingredient application in products that are frozen and thawed for consumption (i.e. pastry food products).
Water absorption capacities (WAC) were found significantly different among the flour samples and ranged between (0.98–1.37 g/g). This maybe attributed to differing protein (p < 0.05, r = 0.520) and starch (p < 0.01, r = 0.641) contents that were found significantly positively correlated with WAC. Protein and starch are said to enhance WAC of flours since they contain hydrophilic parts such as polar or charged side chains. Fleming et al. (1974) provided evidence for a positive relationship between protein content and water absorption capacity in soy products (i.e. flour, concentrate, isolate).
Therefore, the flours studied have potential to be functionally used in food products such as sausages, custards and dough because these are said to absorb water without dissolution of proteins, thereby attaining body thickening and viscosity. Oil absorption capacities (OAC) were found in the range of (0.71–0.84 g/g). Chinma et al. (2008) reported similar findings for Nigerian cowpea cultivars in the range of (0.35–0.54 g/g). OAC makes the flours suitable for application in meat formulations (i.e. meat replacers and extenders) and the extension of shelf life for the development of baked processed products (e.g. doughnuts, pancakes).
The cultivars of cowpea flour induced acceptable foam capacity (90.33–98.46%) and stability (84.17–92.77%). This would make the flours best suited for potential application in foam-type desserts, such as meringues, soufflés, and cakes. Positive and negative correlations (p < 0.05, p < 0.01) existed between foam properties, starch and fat contents. Foam capacity (r = 0.734) and stability (r = 0.623) were found significantly positively correlated with fat, whilst foam capacity (r = − 0.730) and stability (r = 0.553) were found significantly negatively, and positively correlated with starch contents respectively.
Foam capacity and stability are characterised by the ability of proteins to undergo conformational change and rearrangement at the air–water interface resulting in cohesive viscoelastic film formation through intermolecular interactions. The viscoelastic film formed is said to stabilize the resultant foam structure as time progresses. Foaming properties have been associated to protein solubility whereby high protein solubility would allow proteins to be more flexible by unfolding/refolding at the air and water interface enhancing their ability to encapsulate air particles and foam. Lipid-water phases, high hydrophobicity, viscosity and moderate dispersibility have all been associated with foam formation (Townsend and Nakai 1983).
Correlations found between starch contents and foam properties are in accordance to Damodaran et al. (2008). Starch-protein solutions containing sucrose, lactose and other sugars have been found to impair foam formation but improves foam stability. Improved foam stability is due to the addition of sugars that increases bulk phase viscosity, consequently reducing the rate of drainage of the lamella fluid.
Therefore, it has been recommended in the production of foam-type dessert products that sugars (i.e. lactose, sucrose) should be added after shearing which will improve foam stability by increasing the thickness of the lamella fluid. Mineral elements calcium and sodium were found significantly negatively correlated to foam capacity for cowpea flours. Zhu and Damodaran (1994) provided evidence of the interactions between divalent cation salts to foamability and stability of whey protein isolate.
The flour of five cowpea cultivars showed significantly different emulsion capacities (34.06–35.05%) and stabilities (73.81–96.04%). Protein specificity may be associated to the differences in emulsion properties. This is controlled by interactions between adsorbed protein molecules such as the formation of disulphide, hydrogen and hydrophobic bonds, thus are strongly protein specific. Other contributing factors may include the solubility of protein whereby for emulsification to occur proteins present should be soluble in the aqueous phase for rapid adsorption at the oil–water interface prior to the formation of an interfacial film. Formation and stabilization of emulsions using cowpea flours will be significant in product applications like baking, whiteners and frozen desserts (Shevkani et al. 2015).
Conclusion
Chemometrical techniques used in the study conducted are a promising approach for better understanding the magnitude of interactions between food components and functionality of various food materials. The flour of cowpea cultivars showed variation in chemical composition and physicochemical properties. Variation present in the physicochemical properties of Embu Buff were largely influenced by pasting characteristics evaluated. Starch, calcium and sodium were the main contributing factors which influenced physicochemical properties (i.e. pasting, foaming etc.) to a significant extent. The results of this study would be useful for cowpea improvement programmes for the development of existing and new cultivars, as well as enabling decisiveness over ingredient selection to produce legume-based food products.
References
Ali A, Wani TA, Wani IA, Masoodi FA (2016) Comparative study of the physico-chemical properties of rice and corn starches grown in Indian temperate climate. J Saudi Soc Agric Sci 15:75–82
AOAC (1990) Official methods of analysis, 15th edn. Association of Official Analytical Chemists Inc, Washington
Appiah F, Asibuo J, Kumah P (2011) Physicochemical and functional properties of bean flours of three cowpea (Vigna unguiculata L. Walp) varieties in Ghana. Afr J Food Sci 5:100–104
Bhat R, Karim AA (2009) Exploring the nutritional potential of wild and underutilized legumes. Compr Rev Food Sci Food Saf 8:305–331
Chinma CE, Emelife IC, Alemede IG (2008) Physicochemical and functional properties of some Nigerian cowpea varieties. Pak J Nutr 7:186–190
Copeland L, Blazek J, Salman H, Tang MC (2009) Form and functionality of starch. Food Hydrocoll 23:1527–1534
Damodaran S, Parkin KL, Fennema OR (2008) Chapter 5: amino acids, peptides, and proteins. Fennema’s food chemistry. CRC Press/Taylor & Francis, Boca Raton, pp 260–291
Du S-K, Jiang H, Yu X, Jane J-L (2014) Physicochemical and functional properties of whole legume flour. LWT Food Sci Technol 55:308–313
Falade KO, Semon M, Fadairo OS, Oladunjoye AO, Orou KK (2014) Functional and physico-chemical properties of flours and starches of African rice cultivars. Food Hydrocoll 39:41–50
Fleming SE, Sosulski FW, Kilara A, Humbert ES (1974) Viscosity and water absorption characteristics of slurries of sunflower and soybean flours, concentrates and isolates. J Food Sci 39:188–192
Gerrano AS, Adebola PO, van Rensburg WSJ, Venter SL (2015) Genetic variability and heritability estimates of nutritional composition in the leaves of selected cowpea genotypes [Vigna unguiculata (L.) Walp.]. HortScience 50:1435–1440
Ghavidel RA, Prakash J (2007) The impact of germination and dehulling on nutrients, antinutrients, in vitro iron and calcium bioavailability and in vitro starch and protein digestibility of some legume seeds. LWT Food Sci Technol 40:1292–1299
Goñi I, García-Diz L, Mañas E, Saura-calixto F (1996) Analysis of resistant starch: a method for foods and food products. Food Chem 56:445–449
Hall AE (2004) Breeding for adaptation to drought and heat in cowpea. Eur J Agron 21:447–454
Hamid S, Muzzafar S, Wani IA, Masoodi FA (2015) Physicochemical and functional properties of two cowpea cultivars grown in temperate Indian climate. Cogent Food Agric 1:1–11
Huang J, Schols HA, Van Soest JJG, Jin Z, Sulmann E, Voragen AGJ (2007) Physicochemical properties and amylopectin chain profiles of cowpea, chickpea and yellow pea starches. Food Chem 101:1338–1345
Institute of Medicine Standing Committee on the Scientific Evaluation of Dietary Reference Intakes (1997) Dietary reference intakes for calcium, phosphorus, magnesium, vitamin D, and fluoride. National Academies Press, Washington
Kerr WL, Ward CDW, McWatters KH, Resurreccion AVA (2001) Milling and particle size of cowpea flour and snack chip quality. Food Res Int 34:39–45
Li G, Zhu F (2017) Physicochemical properties of quinoa flour as affected by starch interactions. Food Chem 221:1560–1568
Maaran S, Hoover R, Donner E, Liu Q (2014) Composition, structure, morphology and physicochemical properties of lablab bean, navy bean, rice bean, tepary bean and velvet bean starches. Food Chem 152:491–499
Moutaleb OH, Amadou I, Amza T, Zhang M (2017) Physico-functional and sensory properties of cowpea flour based recipes (Akara) and enriched with sweet potato. J Nutr Health Food Eng 7(4):00243
Muyonga JH, Andabati B, Ssepuuya G (2014) Effect of heat processing on selected grain amaranth physicochemical properties. Food Sci Nutr 2:9–16
Noda T, Takigawa S, Matsuura-endo C, Ishiguro K, Nagasawa K, Jinno M (2014) Preparation of calcium-and magnesium-fortified potato starches with altered pasting properties. Molecules 19:14556–14566
Rui X, Boye JI, Ribereau S, Simpson BK, Prasher SO (2011) Comparative study of the composition and thermal properties of protein isolates prepared from nine Phaseolus vulgaris legume varieties. Food Res Int 44:2497–2504
Seena S, Sridhar KR (2005) Physicochemical, functional and cooking properties of under explored legumes, Canavalia of the southwest coast of India. Food Res Int 38:803–814
Shevkani K, Kaur A, Kumar S, Singh N (2015) Cowpea protein isolates: functional properties and application in gluten-free rice muffins. LWT Food Sci Technol 63:927–933
Singh N, Nakaura Y, Inouchi N, Nishinari K (2008) Structure and viscoelastic properties of starches separated from different legumes. Stärke 60:349–357
Sofi BA, Wani IA, Masoodi FA, Saba I, Muzaffar S (2013) Effect of gamma irradiation on physicochemical properties of broad bean (Vicia faba L.) starch. LWT Food Sci Technol 54:63–72
Sridaran A, Karim AA, Bhat R (2012) Pithecellobium jiringa legume flour for potential food applications: studies on their physico-chemical and functional properties. Food Chem 130:528–535
Stagnari F, Maggio A, Galieni A, Pisante M (2017) Multiple benefits of legumes for agriculture sustainability: an overview. Chem Biol Technol Agric 4(1):2
Tinus T, Damour M, Van Riel V, Sopade PA (2012) Particle size-starch–protein digestibility relationships in cowpea (Vigna unguiculata). J Food Eng 113:254–264
Townsend AA, Nakai S (1983) Relationships between hydrophobicity and foaming characteristics of food proteins. J Food Sci 48:588–594
Wani AA, Wani IA, Hussain PR, Gani A, Wani TA, Masoodi FA (2015) Physicochemical properties of native and γ-irradiated wild arrowhead (Sagittaria sagittifolia L.) tuber starch. Int J Biol Macromol 77:360–368
Williams P, Kuzina F, Hlynka I (1970) Rapid colorimetric procedure for estimating the amylose content of starches and flours. Cereal Chem 47:411–420
Yadav U, Singh N, Kaur A, Thakur S (2018) Physico-chemical, hydration, cooking, textural and pasting properties of different adzuki bean (Vigna angularis) accessions. J Food Sci Technol 55:802–810
Zhu H, Damodaran S (1994) Effects of calcium and magnesium ions on aggregation of whey protein isolate and its effect on foaming properties. J Agric Food Chem 42:856–862
Acknowledgements
This research was supported by the Agricultural Research Council-Vegetable and Ornamental Plant Institute (ARC-VOPI) Pretoria, South Africa and the National Research Foundation (South Africa) (Grant Number 93988).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Naiker, T.S., Gerrano, A. & Mellem, J. Physicochemical properties of flour produced from different cowpea (Vigna unguiculata) cultivars of Southern African origin. J Food Sci Technol 56, 1541–1550 (2019). https://doi.org/10.1007/s13197-019-03649-1
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13197-019-03649-1