
Abstract
Finding supplements to wood and curbing environmental effects of waste disposal have become global topical issues. We investigated density, dimensional stability and bending properties of particleboards from mixed-wood sawdust and Cocos nucifera (coconut) husk fibres in respective mix ratios of 100%: 0; 70%: 30%; 50%: 50%; and 0%:100% using cassava starch and urea-formaldehyde (UF) binders. 1993 BS EN protocols 310 (for density and bending properties) and 317 (for water absorption and thickness swelling) were employed. Particle sizes were 1– ≤ 3 mm based on sieving with 3 mm mesh. Density was low to medium range (≈ 397–≈ 666 kg/m3) though UF bonded boards were relatively and continuously higher with increased coconut fibres proportions compared to CS bonded ones. Also, UF bonded boards absorbed less water and exhibited dimensional stability relative to CS bonded boards. Bending strength of UF bonded boards was higher (MOEs ranging from ≈ 40%. to 1097%., and MORs being ≈125–652% higher) compared to the CS bonded counterparts. Materials mix ratio, binder type and their interactions had significant effect (p < 0.01) on density, MOE, and MOR. In conclusion, producing particleboard from coconut fibre and mixed-wood sawdust is possible with CS and UF as binders, but 0%W:100%C mixed ratio exhibited better MOE and MOR. Hence, efforts should be made to convert Cocos nucifera husks and sawdust into particleboard production to make available more alternative/supplementary materials/products to wood to reduce deforestation rate and curtail the environmental problems associated with the residues’ disposal.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Globally, the strive for economic development and its associated expansion in the building, construction, farming and other industrial sectors has led to astronomical demand for materials/products and the generation of substantial quantities of residues. The wood products sector appears to be one worst affected area leading to continuous deforestation and other environmental consequences including CO2 emissions. Meanwhile, reducing deforestation to a lower level is found to be the surest way of reducing CO2 emissions and also the least costly method of mitigating climate change- a big environmental issue of global concern (Millennium Ecosystem Assessment 2005; Gorte and Sheikh 2010). Thus, it is evident that some of the steps to mitigate this global environmental problem of climate change, which include efficient utilization of harvested wood, recycling residues/waste into energy and other product explorations and finding alternative/supplementary products/materials to wood have all continuously engaged the attention of world leaders and researchers in recent years (Gorte and Sheik 2010; Charis et al. 2019).
Particleboard, as one of the manufactured products/materials in the wood products subsector that makes use of residues/waste and therefore, offers significant contribution towards efficient use of harvested wood and agricultural products (due to their ability of adapting to the use of a large proportion of what otherwise would have been residue/waste) (Shmulsky and Jones 2011; Ahmed et al. 2016). Interestingly, it is reported that demand for such manufactured boards as glued-wood or composite products like particleboards, hardboards, veneer boards, oriented strand board (OSB), medium-density fibreboards and plywood is high and continue to rise significantly in recent years around the globe (Youngquist 1999; Sellers 2000; Ahmed 2016). For instance, demand for particle board in 1998 stood at 56.2 Mm3 and continues to rise, possibly due to its applications in light structures particularly in the building and construction industry (especially for bracing walls, flooring, cladding, wall partitioning, wall sheathing, ceiling panels and furniture production) (Youngquist and Hamilton 2000; EST 2006; Fiorelli et al. 2013; Bertolini et al. 2013; Santos et al. 2014; Ahmed et al. 2016).
In the past, particleboard was mainly produced from wood particles but in recent years, several reasons spanning from the attention on efficient wood utilisation, environmental issues through to health and economic consequences of agricultural and wood residues/waste, have necessitated the need for converting residues/waste into value-added products especially particleboard. This has led to series of research including some recent ones of Fuwape (2001); Erakhrumen et al (2008); Zheng et al. (2006); Bamisaye (2007); Olorunnisola (2007); Ahmed et al. (2016) who have conducted research on the possible utilisation of varied wastes/residues for particleboard production.
Mixed wood sawdust is wood waste/residue that is abundant in Ghana. It is reported that in 2008 about 142,080.00 m3 of sawdust was generated in Ghana (Duku et al. 2011; Mitchual et al. 2014) and the quantum continuous to rise due to the use of obsolete wood processing machines among others. What is most worrying is that about 20–70% of the sawdust generated in developing countries such as Ghana, Nigeria etc. end up in various dumping sites, river bodies, streams etc. (Erakhrumen 2008; Charis et al. 2019). Similarly, agricultural residues/wastes, especially Cocos nucifera (Coconut) husks are also disposed off almost indiscriminately, with just a small proportion being used by some few kenkey producers as fuel in developing countries such as Ghana (BusinessGhana 2017; Zafar 2019). This apparent indiscriminate disposal of residues like sawdust and coconut husks, among others ends up affecting the environment greatly by chocking gutters and leading to flooding during rains as well as becoming breeding places for mosquitoes thereby posing health challenges such as the spread of malaria almost on continuous basis annually (Zafar 2019; BusinessGhana 2017).
Meanwhile, Cocos nucifera (coconut) husks are reported to be 40% of the entire coconut fruit (Zafar 2019) and comprise averagely 30 wt.% coir fibers and 70 wt.% pith and can contain about 24.1% lignin that can be used as meltable binder acting as a strong and stable resin-like adhesive and therefore, these husks can be converted to particleboards even alone without the incorporation of any synthetic binder (van Dam et al. 2004, and van Dam et al. 2003 in Ahmed et al. 2016). The husks also contain chemicals such as cellulose, tar, tannins and potassium which make it resistant to bacteria and fungi (Zafar 2019). Such attributes of coconut husk could contribute to better bonding in particleboard production even when synthetic resins are less or not used at all (Ahmed et al. 2016).
The similarities in the chemical compositions of wood and coconut (especially the presence of cellulose, lignin tannins etc.) offer the two materials better compatibility to be mixed together for value-added products such as particleboard manufacturing. Also, compared to particleboards from massive wood, those manufactured from waste/residues have other advantages that include: the elimination of anisotropy effects (since the particleboards have similar resistance across the width and length); elimination of resistance reducing factors; control of physical and mechanical properties (resulting from the variables of the process such as adhesive, particle geometry); and improved durability (Czarnecki et al. 2003).
In particleboard production, formaldehyde-based adhesive including Urea Formaldehyde (UF), Phenol-Formaldehyde (PF) and Melamine Urea Formaldehyde (MUF) are the most commonly used binders due to their bonding strengths (Moubarik et al. 2010). However, the formaldehyde in these resins is considered to be pollutant whose emissions into the environment and its implications upon exposure to workers continue to generate major safety and health concerns (Myers 1990). Cassava starch, however, is one of the most abundant natural polymers and such adhesives are reported to spread uniformly in a thin film which wet the polar surface of cellulose, penetrate cervices and pores and thereby forms strong adhesive bonds (Imam et al. 1999). It is reported that the edible cassava in Ghana has 20–30% starch, 2–3% protein, 75–80% water, 1% fat and 1–1.5% ash (Kochar 1986, in Sekyere et al. 2014). Other major advantages of using starch-based resin for particleboard production are that; it has excellent affinity for polar materials such as cellulosic materials, and also it has little or no effect on workers’ health and the environment (Moubarik 2010).
Research works that have assessed starch-based adhesives in plywood and particleboard production include Sekyere et al. (2014), Valarelli (2014), Sellah et al. (2014). Papadopoulos et al. (2002) have also evaluated particleboard from coconut fibres but using isocyanate resins. However, information on particleboard produced from coconut and wood sawdust either separately or in varied mix ratios either with UF or cassava starch (CS) is either limited or unavailable in the literature. It is for these reasons that this study was conducted to ascertain whether or not the physical and mechanical properties of particleboards produced from the two residues/waste (sawdust and coconut husk) using urea formaldehyde and cassava starch are comparable. Specifically, we sought to compare the density, dimensional stability (using water absorption and thickness swelling), modulus of elasticity (MOE), and modulus of rupture (MOR) of particleboard produced from the two lignocellulosic residues/waste and bonded with the two adhesives as a contribution towards providing more alternative/supplementary materials to wood towards reducing deforestation rate and also curtailing the environmental problems posed by the residues’ disposal.
Materials and methods
Materials collection site (Sefwi-Bibiani)
Except for the Urea Formaldehyde (UF) adhesive, all materials used (i.e. sawdust, coconut fibres, cassava for the cassava flour), were sourced from Sefwi-Bibiani -Ghana (District area map as in Fig. 1). This is one area/district in Ghana where over 70% of solid waste including sawdust and coconut husks are indiscriminately dumped in open spaces to lead to environmental challenges (Ghana Statistical Service – GSS 2014). Detailed descriptions of the study site are presented in Table 1.

Area map of Bibiani-Ahwiaso-Bekwa District and as situated in Ghana. https://docplayer.net/docs-images/49/25914722/images/52-0.png
Preparation of materials
The Cocos nucifera (coconut) husk fibres were obtained from coconut fruits from matured trees (average age = 23 years) from local coconut plantation farms. Mixed-wood sawdust (i.e. sawdust from different wood species) was also obtained from wood sawmills in the study area. The coconut husks were air-dried to 15 ± 3% MC (Fig. 2a) before milling in a corn mill machine to obtain the fibres. After milling, coconut husk chips (fibres) and sawdust particles were all screened/sieved with 4 mm sieve to obtain particle sizes of 1 mm to ≤ 3 mm upon sieving with 3 mm mesh for the panel boards’ production (Fig. 2b). On account of the objectives of this research, there were no separations of different particle sizes of either the sawdust or the coconut fibres. Hence, for each of the two residues, all sizes that passed through the 4 mm sieve were all together. It was rather the proportions (mix ratios) of the prepared mixed particles of the two residues to be used to produce a particular board that were varied and bonded with either of the 2 binders. These final materials (i.e., the mixed particle sizes of each residue) were further dried to 6 ± 2%MC separately before formulating them into the various mix ratios after which the adhesives were applied to them.

Preparation of Coconut Fibres for the Study; a = Dried Coconut husk, b = Sieving of milled Coconut husks, and sawdust to obtain mixed sized of the fibres
Preparation and formulation of adhesives
In producing the Cassava Starch (CS), the Cassava flour was sieved with 0.1 mm sieve mesh to reduce impurities as much as possible. Water was then poured on the flour to produce the cassava starch as described in Sekyere et al. (2014). The Urea Formaldehyde (UF) adhesive was prepared by mixing the powder with water and hardener in the required proportions in accordance with manufacturer’s instructions. For uniformity and fair comparison of results, similar hardener and water proportions as used for the UF were also used for the Cassava Starch (Table 2). The cassava flour produced had starch/solid content of 88.4%, pH of 6.88 and Titratable acidity of 0.38%, 2.8% Protein, 1.3% Fat, 1.2% Ash content which was within the ranges found by (Apea-Bah et al. 2009; Sekyere et al. 2014). The viscosity of the cassava starch formulated was 2806.5 centipoise (cP). The UF had 65% solid content with pH of 7.68 and obtained viscosity of 2490 cP. The relatively high viscosity of the CS could be understood in the context of the solid content differentials as opined by Derkyi et al. (2008) and Osemeahon et al. (2013) that high solid content of adhesive influences viscosity positively as resulting effect of the relatively higher surface interactions among the solid particles.
Composite panels’ production
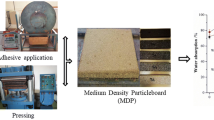
The prepared wood sawdust (W) and coconut husk fibres (C) were used for the experiment in respective proportions of 100%W + 0%C; 70%W + 30%C; 50%W + 50%C; and 0%W + 100%C (by weight) to produce the various one-layer particleboards of same thickness of 20 mm and measured with electronic digital vernier calipers with precision of 0.01 mm. The boards were designed to have a target density of 600 kg/m3 (within the medium density category of particleboard made under industrial conditions – Tsoumis 1991). The resins were applied to the single-mat configuration at a 9% wt (usually used for surface layers of 3- and 5-layer boards- Tsoumis 1991). The masses of the various board formulations and the resins contents were estimated using steps 1–6 (Shmulsky and Jones, 2011; Cosereanu and Cerbu 2019; Tawasil et al. 2021) and presented in Table 3.
-
1.
Board Volume (cm3) = L x B x T
-
2.
Wet Mass of Board = Target Density x Board Volume
-
3.
Dry Mass of Board = Wet Mass x [(1 + (%MC ÷ 100)]
-
4.
Resin Content Mass = [(Design Content ÷ Resin Solid Content) x Dry mass of Board] + 2% (wastage)
-
5.
Mass of Sawdust = % Sawdust in mix design x Dry Mass
-
6.
Mass of Coconut fibre = % Coconut in mix design x Dry Mass
The various materials proportions were thoroughly mixed into uniform mixture before adding adhesive solutions to form the mats. Each type of adhesives formulation was used to produce four panels of 400 mm × 300 mm × 20 mm in size using FAMA hot press at 110 °C and 300 MPa constant pressing pressure with 30 min pressing time as prescribed in the EN 310 -1993 protocol used, which was also to allow for better curing of the adhesives as intimated by Viswanathan and Gothandapani (1999). The obtained composite panels were cut according to the standard test dimensions and conditioned in a room at 20 °C and 65% relative humidity for 3 days before testing.
Testing and statistical analysis
Physical properties (density, thickness swelling-TS, and water absorption-WA) were evaluated using BS EN 317 protocol of 1993. These parameters were measured each day after twenty-four hours of soaking in cold water for 7, 14, 21 and 28 consecutive days, and the values after each period were calculated using Eqs. 1 and 2 (Fiorelli et al. 2012, 2016).
where:
W1 = Initial weight of sample before immersion in water.
W2 = Sample new weight obtained after specific periods of immersion (i.e. 7 days, 14 days, 21 days and 28 days).
where:
T1 = Initial sample thickness.
T2 = Final thickness after specific period of immersion (i.e., 7 days, 14 days, 21 days and 28 days).
Mechanical properties, specifically bending modulus of elasticity-MOE and modulus of rupture –MOR of the particleboards so produced were estimated using BS protocol EN 310 of 1993. The values were recorded by the testing machine set at a span of 254 mm with crosshead sped of 6 mm/min. Ten (10) replicates of each sample group were prepared for testing. In similar particleboard studies by Papadopoulos et al. (2002), Moubarik et al. (2010), Salleh et al. (2014) and Valarelli (2014), 3 replicates, 8 replicates, 5 replicates and 10 replicates were, respectively, used. All the obtained results in respect of whether or not material mix ratio in a board and the adhesive type used affect particleboard density, MOE, MOR, TS and WA were statistically analysed using SPSS 17.0 version. Specifically, One-Way Analysis of Variance (ANOVA) and Duncan multiple comparison test with 5% level of significance (p = 0.05) was performed to evaluate differences in physicomechanical characteristics of the particleboards produced from the varied mix ratios of the residues, and also the influence of the two different adhesives on the estimated properties.
Results and discussion
Physical properties
Density
Densities exhibited by the boards from all the material mix ratios and binder types (i.e., from ≈397 kg/m3 for the 100%W + 0%C to ≈666 kg/m3 for the 0%W + 100%C) could be described as low to medium (Leng et al. 2017). However, urea-formaldehyde (UF) bonded particleboards of all the material mix ratios generally exhibited higher density comparative to the cassava starch (CS) bonded ones, except for the 0%W:100%C which behaved opposite to this trend (Fig. 3). The CS bonded boards, however, showed consistent increases in density as the proportion of Cocos nucifera (coconut) fibre increases. This corroborates the findings of Akinyemi et al. (2016). It also appears that boards from wood sawdust alone (i.e., 100%W + 0%C) had the least density for both CS (521.67 kg/m3) and UF (396.50 kg/m3) resins—an indication that coconut fibres in the mix appear to contribute largely to the observed increases in the density of the boards (the only exception is the 50%W + 500%C mix ratio boards). Again, the density trends appear to suggest a possibility of the boards exhibiting similar density close to 550 kg/m3 irrespective of the binder type, should the materials mix ratio be a little lower than 50% W + a little greater than 50%C (as indicated by the imaginary point ‘T’ in Fig. 3).

Mean densities at 10%MC of the composite boards produced from Wood sawdust and Coconut fibres using two different binders. N = 30; Error bars are standard deviations; W = Wood sawdust, C = Coconut fibre; UF = Urea-formaldehyde and CS = Cassava starch
The high density of UF bonded boards could be attributable to the high reactivity and fast curing of UF resin and the accompanying high bonding strength that ensures relatively much-compacted boards with low porosity compared to the CS bonded boards (Zhang et al. 2013). Also, CS can contain some impurities (i.e., 2–3% protein, 75–80% water, 1% fat and 1–1.5% ash) all of which could affect density and other properties of boards bonded with the resin. Meanwhile, the lower density registered by boards with materials ratio of 0%W + 100%C and bonded with UF relative to its CS bonded one appears consistent with findings of Salleh et al. (2014).
This study’s density range (396.50–665.75 kg/m3) is higher than ones reported by Loh et al. (2010)–394–511 kg/m3 and Adjovi et al. (2013)–319–586 kg/m3. Our range, however, was lower than 497–897 kg/m3 reported by Tomas (2013), and 731–761 kg/m3 reported by Papadopoulos et al. (2002) who used EMD isocyanate resin for coconut fibres. It is however worth mentioning that density range found in this study is positive pointer towards achieving the objective of finding supplementary materials/products to massive wood particleboards since the range (396.50–665.75 kg/m3) is within the standard range (350–800 kg/m3) specified in BS 1142 (1989) for medium density boards as was targeted.
The foregoing discussions, however, appear to suggest that resin type and materials mix ratio in particleboard production could have significant influence on board densities. Two-Way ANOVA (Table 3) affirmed this, and that Mix ratio and binder type explained about 69% of the variation in the densities among the boards produced (as indicated by the R2 values beneath Table 4).
Water absorption (WA)
The particleboards of all material mix ratios bonded with cassava starch (CS) absorbed relatively higher moisture (ranging from 16.62–29.5 g indicating a resultant in 47.36% and 94.02% weight increase due to water uptake) and indicating low resistant to moisture compared to the 16.34–22.81 g which indicate a resultant 15.85% and 61.14% weight increase due to water absorbed by UF bonded boards over periods of 7–28 days (Fig. 4). This could be attributable to the impurities existing in cassava starch that contributed to the low resistance of CS bonded ones to water penetration and uptake (Sekyere et al. 2004; Salleh et al. 2014). Similar trends were reported by Valarelli et al. (2014)–physical and mechanical properties of bamboo waste particleboard bonded with UF and castor oil-based adhesive; Papadopoulos and Hague (2003)–using flax (Linum usitatissimum L.) shiv as a lignocellulosic raw material for particleboard and Salleh et al. (2014)–evaluating particleboard properties using starch-based adhesives.

Average water absorption of composite panels made of Cassava Starch and Urea Formaldehyde after 7, 14, 21 and 28 days of immersion. N = 10; Error bars = standard deviation; W = Wood sawdust; C = Coconut fibre
Except for the boards made with 0%W + 100%C material mix ratio, many of the CS bonded boards could not survive beyond 14 days in water as against other material mix ratio boards bonded with UF which survived for the entire 28 days in water with the 0%W + 100%C boards being the most resistant to moisture uptake. Similar findings on 0%W + 100%C specimens have been reported in the literature (Tawasils et al. 2021). It could be deduced therefore that WA depends largely on the binder type and some other factors rather than the material mix ratio.
Thus far, Iwakiri et al. (2005) have reported that higher WA could be caused by particles geometry for their responsibility in creating larger or smaller superficial areas for adhesion. Thus, since individual particle sizes of the materials were beyond this study, it could be possible that relatively larger sizes of coconut fibers might have provided larger superficial sites that created bigger contact surface area for adhesion. In such instances, there appears to be relatively lower availability of adhesive per particle which subsequently allowed for relatively higher absorption of water. Rahman et al. (2013), Abdul Khalil et al. (2006), Clemons (2002) and Tsoumis (1996) also argue that WA and resin bonding strength could be mainly attributed to the chemical and anatomical composition of the materials that determine their hydrophilic nature. Cellulose and lignin are, respectively, about 44.2% and 33% in coconut which can be higher than 31–64%, and 14–34% in some wood species (Abdul Khalil et al. 2006). Such dynamics could be responsible for the relatively enhanced bonding strength and the consequent water-resistant capability of the boards produced with coconut fibre only (especially for those bonded with CS) compared to those boards produced with wood. In the case of mixtures of both materials (wood and coconut), it could be argued that the combinations could have increased the cellulose content (which is responsible for hygroscopicity) than the lignin content (which is responsible for enhancing bonding and reduces WA) (Sellers et al. 1988; Khedari et al. 2004).
Thickness swelling (TS)
Thickness swelling is a major measure of dimensional stability of particleboard upon exposure to moisture. Similar to what was observed with WA, TS for all material mix ratios were much more for CS bonded boards (i.e., from 25.4 mm in 7 days to 27.64 mm by 28 days representing 25.1% to complete disintegration by the 21st day of immersion in water) compared to their UF bonded counterparts that swelled from 20.34 mm (0%W + 100%C) at 7 days to a maximum of 23.82 mm (70%W + 30%C) at 28 days)–Fig. 5. Thus, it could be said that the UF bonded boards proved to be dimensionally stable compared to the CS bonded ones. The 100%W + 0%C, 70%W + 30%C, 50%W + 50%C and 0%W + 100%C material mixes bonded with CS swelled respectively by 23.3%, 9%, 20% and 33.5% than their UF bonded counterparts upon 7 days immersion in water. Thus, the particleboards manufactured from coconut fibre alone (i.e., 0%W + 100%C) had the highest thickness swelling difference, but interestingly and surprisingly, this same material mix ratio survived throughout the entire 28 days of immersion even with CS adhesive without collapsing totally. This apparently could mean that in panel board manufacturing involving the use of wood sawdust and coconut, CS could be suitable for bonding panels to be produced with coconut only and not for those to be produced from wood sawdust only or mixtures of the two materials. Apparently, these also agree with Wang and Winistorfer (2003) that thickness swelling increases with increasing exposure period, but starch-based adhesive-bonded boards, have higher water sorption capacity and making it absorb much moisture and leading to greater expansion/swelling compared to UF bonded ones (Salleh et al. (2014).

Average thickness swelling of composite panels made of Cassava Starch and Urea Formaldehyde after 7, 14, 21 and 28 days of immersion. N = 10; Error bars = standard deviation; W = Wood sawdust; C = Coconut fibre
Researchers have offered varied reasons for differences in TS of particleboards. Rahman et al. (2013), Nonaka et al. (2013), and Adefisan and Amiandamhen (2012) state that lower TS could be attributable to pressing temperature, particle orientations and sizes, air space and void sizes within materials cells, many of which are responsible for water uptake and subsequently accounting for differences in thickness swelling irrespective of any pre-treatment practice adapted, and higher compatibility of the particles during mat formation; Boquillon et al. (2004) augured that TS could be affected by adhesive properties due to type, formulation and presence or absence of impurities; and Sallers et al. (1988) and Khedari et al. (2004) who posited that lignin is a natural wood binder and therefore thickness swelling values of boards made from high lignin content materials are usually relatively lower because of the improved bond formation between particles during mat-forming process. Coconut has relatively higher lignin content (33%) for better natural bonding than most hardwoods (from 14 to 34%) as well as relatively larger specialised vessels (lacuna) which though can lead to relatively higher WA and TS in coconut but also give it an urge in adhesive uptake and better bonding than for most hardwood (Abdul Khalil et al. 2006). These could be responsible for the relatively better bonding of the boards made with coconut alone (i.e., 0%W + 100%C) which sustained them throughout the 28 days of immersion though such panels swelled relatively higher than the other material mixes, especially for the panels bonded with CS.
Mechanical properties
From static bending test results (Table 5), all the four material mix ratios bonded with UF adhesive recorded higher Modulus of Elasticity (MOE) ranging from 218 to 439 MPa compared to their respective counterparts bonded with CS with MOEs ranging from 50 to 235 MPa. Similar trends occurred for MOR and the UF bonded boards were again higher than their CS counterparts by 456.3%, 652.3%, 220% and 124.6% respectively for 100%W + 0%C, 70%W + 30%C, 50%W + 50%C, and 0%W + 100%C. However, in spite of the findings that MOE and MOR for the four materials mix ratios differed between the two binder types, it appeared that the 0%W + 100%C mix ratio stood out in exhibiting mechanical strength superiority over the other three material mix ratios (with CS, MOE = 234.66 MPa and MOR = 1.75; and with UF, MOR = 3.93 MPa). The only exception to this trend about the 0%W + 100%C mix ratio is the MOE value for the UF bonded type that rather ranked the 3rd highest value (237.56 MPa).
All these apparently indicate that, though binder type can have effect on the bending properties of the particleboards, the 0%W + 100%C material mix ratio appeared to have maintained its mechanical superiority over the other mix ratios regardless of binder type.
Similar patterns of static bending strength properties (MOE and MOR) have been found by some researchers including Valarelli et al. (2014) who studied bamboo waste particleboards bonded with UF and castor oil; Salleh et al. (2014) who found significant differences in MOE and MOR of particleboards bonded with UF, wheat starch and oil palm starch; Ndiwe et al. (2019) who concluded that internal bond (IB) strength of particleboard bonded with UF is higher than with bio-based adhesives. All these apparently point out that binder type could have effect on particleboard MOEs and MORs.
A number of researchers have provided varied reasons for differentials in MOE and MOR of particleboard produced with different binders and materials. Valarelli et al. (2014), Papadopoulos et al. (2002) and Maloney (1977) posited that the values of MOE and MOR depend much on levels of compaction of the boards, pressing temperature, particle geometry, type and percentage of adhesives, and density of the cellulosic materials used. Again, Hwang et al. (2006) and Bekalo and Reinhardt (2010), further reported that in any approximate specific gravity range of boards produced from residue materials, the resin contents and interfacial adhesion highly and positively correlate with the mechanical properties of the boards so produced.
The foregoing suggests a possibility of the materials mix ratios and binder types having some influence on both MOEs and MORs of the panel boards. A Two-ANOVA to probe further into this apparent finding confirmed that material mix ratio, binder type and their interactions had significant influence (p < 0.01) on both MOE (F-values from 27.841 to 368.79) and MOR (F-values from 16.82 to 462.11)–Table 6.
Conclusion
This study investigated some physical and mechanical properties of particleboard produced from some mix ratios of two lignocellulosic material residues {i.e., wood sawdust and Cocos nucifera (coconut) husk fibers} using two binders (i.e., Cassava starch–CS and Urea-formaldehyde–UF). The rational was to assess the feasibility converting such residues into useable materials/products to contribute to the search for alternative/supplementary materials/products to wood towards reducing deforestation rate as well as the environmental problems associated with the disposal of such residues/waste. From the results, the following conclusions and recommendations were made:
-
1.
It is highly possible to produce particleboards from wood sawdust and coconut fibers using both CS and UF as binders, but UF bonded boards were denser than the CS bonded ones and all density, generally increased with increases in the quantity of coconut fibers in the mixture.
-
2.
UF bonded boards exhibited better dimensional stability by proving strong resistance to water absorption (WA) and thickness swelling (TS) relative to the CS bonded boards, but Cocus Nucifera husk fibres in the mixes appeared to have contributed to relative increases in WA and TS.
-
3.
Cocos nucifera husk fibres alone (i.e., mix ratio of 0%W + 100%C) bonded with both binders exhibited mechanical strength superiority over all the other material mix ratios, though best MOE was exhibited by the 70%W + 30%C bonded with UF resin.
-
4.
We recommend that for better bending strength properties, coconut fibers should either be alone (i.e., 0%W + 100%C) or be the major proportion in the mix (perhaps 20%W + 80%C or 30%W + 70%C or 40%W + 60%C).
-
5.
Particleboards from the two residues/waste, especially if bonded with CS should be used for indoor or interior application to avoid getting into contact with moisture so as to avoid water absorption and associated thickness swelling that may destroy them.
Availability of data and materials
All relevant data have been presented and analyzed in the form of either figures or tables.
References
Abdul Abdul Khalil HPS, Alwani MS, Omar MAK (2006) Chemical composition, anatomy, lignin distribution, and cell wall structure of Malaysian waste fibers. BioResources 1(2):220–232
Adefisan OO and Amiandamhen SO (2012). Strength and sorption properties of some selected paper-cement boards in Ibadan metropolis. In: B.F. Sule, A. A. Adedeji and Y. A. Jimoh (eds). Recycling Wastes for Sustainable Development Proceedings of the 4th Annual and 2nd International Conference of Civil Engineering held in University of Ilorin, Ilorin, Nigeria, 4th – 6th July 2012. pp. 15-22.
Adjovi EC, Olodo ET, Niang F, Guitard D, Foudjet A, kamdem DP, (2013) Wood panels from sawdust and wasted plastic materials: Influence of the composition mixture on density and permeability. Int J Eng Res 4(4):344–347
Ahmed E, Das AK, Hannan MO, Shams MI (2016) Particleboards from coir pith. In Bangladesh J Sci Ind Residues 52(3):239–245
Akinyemi AB, Folayan J, Ohwatobi EO (2016) Some properties of composites corn cob and sawdust Particleboards. Constr Build Mater 127:436–441
Andoh EO (2009). The Potential of Utilising Corn Stalk, Elephant Grass and Sugar Cane Bagasse as Alternative Materials for Particleboard Production. Unpublished Master’s Degree Thesis. Department of Wood Technology, University of Education, Winneba, Ghana.
Apea-Bah FB, Oduro I, Ellis WO, Safo-Kantanka O (2009) Principal components analysis and age at harvest effect on quality of gari from four elite cassava varieties in Ghana. Afr J Biotechnol 8(9):1943–1949
Bamisaye JA (2007) Cement bonded particle board production from rice-husk in southwestern Nigeria. J Eng Appl Sci 2(1):183–185
Bekalo SA, Reinhardt HW (2010) Fibres of coffee husk and hulls for the production of particleboard. Mater Struct 43(8):1049–1060
Bertolini MS, Nascimento MF, Blecha KA, Lahr FAR (2013) Eco-panels on waste from Urban trees and castor oil polyurethane resin. Int J Agric for 3(1):12–15
Boquillon N, Elbez G, Sdhonfeld U (2004) Properties of wheat straw particleboards boned with different types of resin. J Wood Sci 50:230–235
BS 1142 (1989) Specification for fibre building boards, British Standards Institute, 389 Chiswick High Rd., London, W4 4AL United Kingdom.
BusinessGhana (2017) Ghanaians urged to patronise wood gasifier stove, Accessed, May 2018, http://www.businessghana.com/site/news/General/144067/Ghanaians-urged-to-patronise-wood-gasifier-stove.
Charis G, Danha G, Muzenda E (2019) A review of timber waste utilization: challenges and opportunities in Zimbabwe. Procedia Manuf 35:419–429
Clemons C (2002) Wood-plastic composites in the United States: the interfacing of two industries. For Prod J 52(6):10–18
Cosereanu C, Cerbu C (2019) 4 Morphological, physical, and mechanical properties of particleboard made from rape straw and wood particles glued with Urea-formaldehyde resin. BioResources 14(2):2903–2918
Derkyi NSA, Yartey JD (2008) Effects of cassava flour as urea formaldehyde adhesive extender on the bonding strength of plywood. Ghana J for 23(4):25–30
Duku MH, Gu S, Hagan EB (2011) A comprehensive review of biomass resources and biofuels potential in Ghana. Renew Sust Energy Rev 15:3539–3551
BS En 317 1993 Particleboards and fibreboards, determination of swelling in thickness after immersion European Standardization Committee Brussels
Erakhrumen AA, Areghan SE, Ogunleye MB, Larinde SL, and Odeyale OO (2008) Selected physico-mechanical properties of cement-bonded particleboard made from pine (Pinus caribaea M.) sawdust-coir (Cocos nucifera L.) mixture, Sci. Res. Essay 3(5) 197–203.
EST (2006). Wood Products: Processes and Use. Environmental Statistics Team. Published by the Product Development and Publishing business unit of Statistics New Zealand. p.13. www.stats.govt.nz.
Fiorelli J, Curtoo DD, BarreroSavastano Jr.H, Pallone EMA, Johnson R, NG (2012) Particulate composite based on coconut fiber and castor oil polyurethane adhesive: an econ-efficient product. Ind Crops Prod 40:69–75
Fiorelli J, Sartori DL, Cravo JCM, Savastano H Jr, Gossignolo JA, Nascimento MF, Lahr AA (2013) Sugarcane bagasse and castor oil polyurethane adhesive-based particulate composite. Mater Res (são Carlos Impresso) 16:439–446
Fiorelli J, Setori DL, Cravo JCM, Savastano H, Rossignolo JA, Nascimento MF (2016) Sugarcane baggase and castor oil polyurethane adhesive-based composite. Mater Res 16(2):439–446
Fuwape JA (2001) The impacts of forest industries and wood utilization on the environment. J Trop for Res 17(2):78–90
Ghana Statistical Service- GSS (2014) 2010 Population and housing census, district analytical report- Sefwi Bibiani-Ahwiaso-Bekwai district, Ghana Statistical Service, https://www2.statsghana.gov.gh/docfiles/2010_District_Report/Western/Sefwi-%20Bibiani%20Ahwiaso%20Bekwai.pdf (accessed, 16th July, 2019).
Gorte, R.W., and Sheikh, P.A, 2010. Deforestation and Climate Change, CRS Report for Congress. http://www.crs.gov. accessed, 15th May, 2018.
Hwang GS, Wang EIC, Su YC (2006) Preparation of composite board using foil-laminated and plastic-laminated liquid packaging paperboard as raw materials. J Wood Sci 52(3):230–235. https://doi.org/10.1007/s10086-005-0757-0
Iwakiri S, Caprara AC, Saks DCO, Guisa JÁ, Krambeck LBP (2005) Produção de painéis de madeira aglomerada de alta densificação com differences tipos de resinas. Sci for 68:39–43
Khedari J, Nankongnab N, Hirunlab HJ, Teekasap S (2004) New low-cost insulation particleboards from mixture of durian peel and coconut coir. Build Environ 39:59–65
Kochar (1986). In: Sekyere D, DeGraft-Yartey J, Derkyi NSA, Darkwa NA (2014). Optimization of industrial trial: the use of cassava flour as extender in plywood adhesive mix for plywood manufacture, Forestry Research Institute of Ghana (FORIG), Kumasi, Ghana. pp. 12.
Loh YW, H`ng PS, Lee SH, Lum WC and Tan CK (2010) Properties of particleboard produced from admixture of rubberwood and mahang species. Asian J Appl Sci 3:310–316
Maloney T (1977) Modern particleboard and dry-process fiberboard manufacturing, Miller Freeman Publications, 672 pp.
Maubarik A, Allal A, Pezzi A, Charrier F, Charrier B (2010) Preparation and mechanical characterization of particleboard made from maritime pine and glued with Bio-adhesives based on cornstarch and tannins. Maderas -Cienc Y Tecnol 12(3):189–197
Millennium Ecosystem Assessment (2005) Ecosystems and human well-being: desertification synthesis. World resources institute, Washington, DC., p 36
Mitchual SJ, Frimpong-Mensah K, Darkwa NA (2014) Evaluation of fuel properties of six tropical hardwood timber species for briquettes. J Sustain Bioenergy Syst 4:1–9
Myers GE (1990) Formaldehyde liberation and cure behaviour of urea-formaldehyde resins. Holzforschung 44(2):117–126
Ndiwe B, Pizzi A, Danwe R, Tibi B, Konai N, Amirou S (2019) Particleboard bonded with bio-hardners of tannin adhesives. Eur J Wood Wood Prod. https://doi.org/10.1007/s00107-019-01460-5
Nonaka S, Umemura K, Kawai S (2013) Charachterization of bagsse binderless particleboard manufactured in high-temperture range. J Wood Sci 59(1):50–56
Olorunnisola AO (2007) Effects of particle geometry and chemical accelerator on strength properties of rattan-cement composites. Afr J Sci & Tech 8(1):22–27
Papadopoulos AN, Hague JRB (2003) The potential for using flax (Linum usiatissimum L.) shiv as a lignocellulosic raw material for particleboard. Ind Crops Prod 17:143–147
Papadopoulos AA, Traboulay EA, Hill CAS (2002) One-layer experimental particleboard from coconut chips- (Cocos nucefera L.). Holz Als Roh-Und Werkstoff 60:394–396
Rahman KS, Islam MN, Rahman MM, Hannan MO, Dungani R and Abdul Khalil A (2013) Flat-pressed wood plastic composites from sawdust and recycled polyethylene terephthalate (PET): physical and mechanical properties Springerplus 2:629 -https://www.springerplus.com/content/2/1/629.
Salleh MK, Hashim R, Sulaiman O, Hiziroglu S, Nadhari WNAW, Karim NA, Jumhuri N, Ang LZP (2014) Evaluation of properties of starch-based adhesives and particleboard manufactured from them. J Adhes Sci and Technol 29(4):319–336
Santos MFN, Battistelle RAG, Bezerra BS, Varum HSA (2014) Comparative study of the life cycle assessment of particleboards made of residues from sugarcane bagasse (Saccharum spp.) and pine wood shavings (Pinus ellioti). J Clean Prod 64:345–355
Sekyere D, DeGraft-Yartey J, Derkyi NSA, Darkwa NA (2014) Optimization of industrial trial: the use of cassava flour as extender in plywood adhesive mix for plywood manufacture. Forestry Research Institute of Ghana (FORIG), Kumasi, Ghana., p 12
Sellers T (2000). Growing markets for engineered products spurs research Wood Tech. 46 127 (3), 40–43.
Shmulsky R, Jones PD (2011) Forest Products and Wood Science-An Introduction, 6th edn. John Wiley & Sons Ltd., West Sussex, U.K, pp 3–363
Tawasil DN, Aminudin E, Abdul Shukor Lim NH, Nik Soh NMZ, Leng PC, Ling GHT, Ahmad MH (2021) Coconut fibre and sawdust as green building materials: a laboratory assessment on physical and mechanical properties of particleboards. Buildings 11:256–278. https://doi.org/10.3390/buildings11060256
U Tomas G Jr 2013 An investigation of moisture performance of sawdust and banana peels ply board as non-veneer panel Int J u- e-Serv, Sci Technol 6 3 43 54
Tsoumis G (1996) Science and technology of wood; structure, properties, utilization. Verlag Kessel, Thessalomiki, Greece, p 480
Valarelli IDD, Battistelle RAG, Bueno MAP, Bezerra BS, Campos CI, Alves MCS (2014) Physical and mechanical properties of particleboard bamboo waste bonded with urea formaldehyde and castor oil-based adhesive. Rev Mater 19(1):1–6
van Dam JEG, van den Oever MJA, Teunissen W, Keijsers ERP (2003) Process for production of high density/high performance binderless boards from whole coconut husk. Indus Crops Prod 19(3):207–216. https://doi.org/10.1016/j.indcrop.2003.12.017
van Dam JEG, van den Oever MJA, Keijsers ERP (2004) Production process for high density high performance binderless boards from whole coconut husk. Indus Crops Prod 20:97–101
Wang S, Winistorfer PM (2003) An optical technique for determination of layer thickness swell of MDF and OSB. For Prod J 53(9):64–71
Youngquist JA, Hamilton TE (2000) A look at the world’s timber resources and 32 processing facilities. In: Proceedings of the XXI IUFRO World Congress 2000, Sub-plenary sessions Vol. 1, Kuala Lumpur, Malaysia, pp. 183–190.
Youngquist JA (1999) Wood-Based Composites and Panel Products. In: Wood Handbook: Wood as an Engineering Material. General Technical Report FPL-113, USDA, Forest Service, Forest Products Laboratory, Madison, Chapter 10, 1–31.
Zafar S (2019) Coconut Husk—Energy potential of coconut biomass. BioEnergy Consult. https://www.bioenergyconsult.com/tag/coconut-husk/ (accessed on 15th December 2019)
Zhang J, Wang X, Zhang S, Gao Q, Li J (2013) Effects of melamine addition stage on the performance and curing behaviour of melamine-urea-formaldehyde (MUF) resin. BioResources 8(4):5500–5514
Zheng Y, Pan Z, Zhang R, Jenkins BM, Blunk S (2006) Properties of medium-density particleboard from saline Athel wood. Ind Crops Prodt 23(3):318–326. https://doi.org/10.1016/j.indcrop.2005.09.003
Funding
Funding for this research work was by own resources.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, and on my own behalf, I wish to indicate that there is no conflict of interest as far as this article is concerned.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

{kind=link}
Cite this article
Dadzie, P.K., Awotwe-Mensah, M. & Amoah, M. Materials mix ratio and binder type effects on physical and mechanical properties of particleboard from mixed-wood sawdust and Cocos nucifera (Coconut) husks. J Indian Acad Wood Sci 18, 128–140 (2021). https://doi.org/10.1007/s13196-021-00288-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13196-021-00288-y