
Abstract
Friction stir processing was used to fabricate metal matrix composites on the surface of low carbon steel. In this research for making 2 mm surface MMC, the groove method was applied to fabricate TiB2 nanocomposite via cylindrical tool made of tungsten carbide. Microstructural properties of FSPed samples were studied by optical microscopy and scanning electron microscopy. To evaluate mechanical properties, the micro hardness and tensile properties of MMC were measured. The results indicated that the surface nanocomposite produced by this method had excellent properties. The microstructure of surface MMCs became fine (ferrite grain size became about 1–2 µm) with no defect and porosity. Moreover by adding TiB2 nanoparticles to the low carbon steel matrix alloy, mechanical properties were improved. Micro hardness can become 200HV higher than that of the base metal. The surface nanocomposite also exhibited better tensile strength when sample yield stress increased to about 28 %.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Steel may be the most common and important material used in industries. Low carbon steel is a cheap group of steels, which have just ordinary applications. It seems that by improving mechanical properties of low carbon steel like hardness and tensile strength, there is an enhanced possibility to increase the applications of this kind of alloy in industries. Surface modification is one way for ferruginous products to improve their mechanical properties [1]. Friction stir processing (FSP) is a new technique that has recently been used for surface modification [2–4]. The FSP is developed based on friction stir welding (FSW) [5]. In this process, a rotating tool, with a shoulder and special pin, penetrates a piece of material and traverses down the surface. The friction between the rotating tool and the work piece increases the temperature and produces a highly plastically deformed zone [6–8].
More over, the FSP has been used to fabricate metal matrix composite (MMC) and surface metal matrix composite (SMMC) [9, 10]. MMCs are important classes of material, which have become very popular in the past three decades and have wide engineering applications [3, 11, 12]. The MMCs and SMMCs produced by FSP have special advantages rather than other production methods. The process does not reach the melting point. So unwanted interfacial reaction between particles and matrix is avoided. Also, fine grains can be obtained by dynamic recrystallization in stir zone [10, 12, 13]. In this case, the surface of metal plates is modified by the dispersion of ceramic particles [10].
A large number of studies have been carried out on the effect of FSP on nanostructure and other properties of Al alloys [14], Mg alloys [15–17], and some studies were conducted on other metals such as Cu, Ni, etc. [17–21]. A few investigations have also been conducted on the FSP of different steels [13]. In spite of the fact that there are plenty of studies on FSP technology, the effects of FSP on various mechanical and microstructural properties are still in need of further investigations.
In this study, titanium diboride (TiB2) has been used as reinforcing particles. This ceramic has some special properties including high refractoriness, and high hardness. So it may be suitable to fabricate composite layers on low carbon steel, which does not have any special properties in comparison with other steels. Therefore, the aim of this research is to study the fabrication of nanocomposite layers on the surface of low carbon steel by FSP technique and investigate the effect of this process on mechanical and microstructural properties on it.
2 Experimental Procedure
Rolled plates of low carbon steel were used in this study for producing nanocomposite layers. Table 1 shows the chemical composition of low carbon steel plate.
TiB2 particles with 99.9 % purity and about a 200 nm average size used in this study are shown in Fig. 1. The sample plates were sized in 200 mm × 75 mm × 5.6 mm (length, width, and thickness, respectively) by cutting operation.

SEM micrograph of TiB2 particles that were used
The composite materials were synthesized by encasing the TiB2 nanoparticles powder in a 1 mm (width) × 2 mm (depth) groove in the plate. The groove was closed by a tool that had only a shoulder to prevent sputtering off particles from the grooves during FSP process. Cylindrical tool made of tungsten carbide was prepared. The tool pin was 5 mm in diameter and 2 mm in height from the surface of the shoulder. The shoulder diameter was 16 mm. The FSP machine used in this research work was a modified vertical milling machine. The process was carried out under specific spindle rotating rate of 1000 rpm and varying traversing speeds of 4 and 8 mm/min. The angle between spindle axis and work piece was chosen 3°. All processed specimens were fabricated at room temperature. At the end of the process, the specimens had enough time to cool down at room temperature. Figure 2 shows the picture of the processed plate.

Friction stir processed sample
To distinguish the grain boundaries and differences in composition, the specimens were ground, polished and etched, so in this way the microstructure of processed specimens could be obtained. Then specimens were observed under optical microscopy (OM), and scanning electron microscopy (SEM) on Cambridge type equipment in University of Shiraz, Iran. In addition, for identifying the different phases in the specimens, X-ray diffraction (XRD) was utilized. X-ray diffraction (XRD) analysis was performed on a Philips X’Pert Pro diffractometer using Cu Kα radiation at 40 kV and 30 mA.
Also, the mechanical properties of fabricated surface nanocomposites were examined. Tensile tests were also carried out. The micro-hardness of surface composite layers were measured on the cross section, across the stirred zone, and about 190 µm lower than the top side of the specimens. For this matter, the micro hardness measurement was conducted precisely at the middle line on both sides of stir zone by using a Vickers micro-hardness tester which utilized a 100 g load for 15 s. Tensile specimens were designed according to ASTM E8 standard in sub-size dimension and fabricated by electric discharge machining (EDM). The specimens were sectioned from as-received low carbon steel and Friction Stir Processed specimens with TiB2 nanoparticles in the traverse direction of the processed line. All of the specimens were inspected visually and by radiography test in order to ensure that there were no defects in them.
3 Results and Discussion
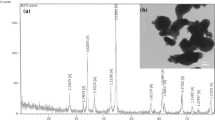
XRD is used to identify the different phases present in the specimens. Figure 3 shows the XRD pattern of friction stir processed area. In addition to the peaks that belong to steel, there are three new peaks visible in the XRD pattern at 2θ ~ 27°, 34°, 56° and 61°. By considering the structure factor of the TiB2 intermetallic phase and referring to ICDD (JCPDS no. 35-0741), it is found that all 2θ angles observed in the XRD pattern of FSPed product are consistent with the diffraction lines of the TiB2 phase, whose crystal structure is HCP. This new phase is added during friction stir processing to produce surface nanocomposite of Steel-TiB2. Low intensity of TiB2’s phase indicates low concentration of reinforcement phase in steel matrix.

XRD pattern of friction stir processed area in SZ
Optical microstructures of samples before and after FSP are shown in Fig. 4. These Figures are taken from the cross section in the stir zone (SZ). Figure 4a shows OM micrograph in base metal while Fig. 4b illustrates the specimen processed by 4 mm/min traversing speed and in Fig. 4c the traversing speed is 8 mm/min in the stir zone. Base metal consists of only coarse ferrite grain microstructure. White particles in Fig. 4b, c are TiB2 nanoparticles distributed mostly in fine ferrite metal matrix. These two figures clearly show that there are no defects and porosities in both the specimens which have been processed. More over in Fig. 4c, no discernible agglomeration is observed, while in Fig. 4b some slight agglomeration appears. Optical micrograph shows that by increasing traversing speed, heat input decreases, and so particles cannot find enough time to grow well in the matrix.

OM micrograph a in base metal, b in SZ fabricated by traversing speeds of 8 mm/min, c in SZ traversing speed was 4 mm/min
The microstructure of stir zone is also studied by SEM. Both OM and SEM micrographs show that ferrite grain microstructure become fine. The grain sizes are refined and their sizes are about 1–2 µm and quite homogenous. While other researchers indicate that the grain refinement achieved during the FSP is due to dynamic recrystallization [22]. Figure 5 shows the SEM micrograph with traversing speed of 4 mm/min. It is shown that no change in TiB2 particle size happens and the average diameters are still <200 nm, so no discernible agglomeration appears.

SEM micrograph of processed sample in SZ
Figure 6 shows the variation of hardness in specimens that have been prepared by FSP with different traversing speeds. These results reveal that, FSP generally increases the hardness of low carbon steel in the stir zone, where most nanocomposites are produced. So it is the same as most materials, such as Al and Mg alloys, in which FSP decreases the grain size and increases the hardness of processed material [23–25].

Micro hardness graph a traversing speed was 4 mm/min, b traversing speed was 8 mm/min
In general, FSP increases the hardness value of the as-received substrate. The average micro hardness of the FSPed nanocomposite layer at 4 mm/min traversing speed has been found to be ~340 HV. This is more than twice the range of micro hardness value (140–150 HV) of a low carbon steel stir zone reported by Lienert et al. using friction stir welding [26]. However, the measured micro hardness values of the nanocomposite layer shows discrepancy and inhomogeneity that increases with increasing the travelling speed to 8 mm/min. According to the graphs shown in Fig. 6, in the specimens produced by 8 mm/min traversing speed, the hardness increases in stir zone, but hardness is not steady and homogenous, while in some spots, hardness increases near to 600 Vickers. It should be noted that hardness suddenly decreases in thermo-mechanically affected zone (TMAZ). On the other hand hardness will be quite homogenous if the specimens are prepared by traversing speed of 4 mm/min; so in this state, hardness increases steadily near to 200 Vickers in stir zone. This is attributed to better dispersion of TiB2 particles and fewer regions related to particle clustering in lower travelling speed. Increase in the micro hardness value of the surface nanocomposite layer can be attributed to the nearly uniform dispersion of hard nano-sized TiB2 reinforcements in a matrix of fine grains. The grain refinement of the matrix is attributed to severe plastic deformation and the Orwan strengthening is derived from fine dispersion of nano-sized TiB2 particles [27]. Finer grains are associated with greater strength and hardness values according to Hall–Petch equation. TiB2 reinforcements have double effects on hardness value. The first effect goes to its hard nature. The second arises from the role of TiB2 reinforcements on grain boundary pinning [28].
The hardness suddenly decreases in TMAZ and there is no difference between heat affected zone (HAZ) hardness and base metal. This increase can occur due to fabrication of nanocomposites and change in the microstructure in stir zone. Although in TMAZ and HAZ, a large amount of heat is introduced by the specimen because of low carbon content (about 0.055 %), martensitic phases do not appear and hardness is not capable of much change.
Tensile test results from low carbon steel without any FSP zone and nanocomposite specimens with TiB2 nanoparticles fabricated by FSP in two different traversing speeds are shown in Fig. 7. This data exhibits improvement in tensile strength in nanocomposite. The maximum increase in yield stress is 69.6 MPa in one sample. On the other hand, toughness in Friction Stir Processed specimens decreases as compared to low carbon steel. In this regard, it seems that two-phenomenon, such as grain size refinement and addition of nanoparticles causes an increase in the strength. The first phenomenon increases the elongation whereas the second one decreases it. The point to note is that, the tensile test results indicate that decrease in toughness is due to the specimens becoming brittle.

Engineering stress/strain graph from a as received material, b specimen fabricated by 4 mm/min traversing speed, c specimen fabricated by 8 mm/min traversing speed
Furthermore, by comparing specimens, fabricated by FSP, it can be concluded that decrease in traversing speeds, improves the mechanical properties. That is because of increased frictional heat and stirs due to increased duration of material exposure to thermo-mechanical treatment by FSP which leads to better refinement in grain size and superior distribution of nanoparticles.
4 Conclusions
From the above discussions, it could be concluded that, friction stir processing could be used successfully to fabricate SMMC on low carbon steel. The surface nanocomposites produced in this way had better tensile strength than low carbon steel. The average size of TiB2 nanoparticles were <200 nm distributed in ferrite matrix with fine grain structure. Optical microscopy micrograph revealed that, friction stir processing produced surface MMC without any defects and porosity. It was also found that when the processes were carried out under constant spindle rotating rate, by decreasing traversing speed, the fabricated specimens with friction stir processing were more desirable due to better distribution of nanoparticles as well as better mechanical properties. By evaluating specimens, it was found that the addition of TiB2 nanoparticles to the matrix alloy improved the mechanical properties. The micro hardness of the surface nanocomposite was improved, more significantly than the base material. Hardness steadily increased by about 200 Vickers in stir zone. The surface nanocomposites also exhibited better tensile strength compared to as-received material.
References
Aldajah S H, Ajayi O O, Fenske G R, and David S, Wear 267 (2009) 350.
Shafiei Zarghani A, Kashani-Bozorg S F, and Zarei-Hanzaki A, Mater Sci Eng A 500 (2009) 84.
Hsu C J, Chang C Y, Kao P W, Ho N J, and Chang C P, Acta Mater 54 (2006) 5241.
Mishra R S, and Ma Z Y, Mater Sci Eng R 50 (2005) 1.
Ma Z Y, Sharma S R, and Mishra R S, Mater Sci Eng A 433 (2006) 269.
Mishra R S, Ma Z Y, and Charit I, Mater Sci Eng A 341 (2003) 307.
Cavaliere P, Compos Part A 36 (2005) 1657.
Morisada Y, Fujii H, Nagaoka T, and Fukusumi M, Mater Sci Eng A 433 (2006) 50.
Ma Z Y, Sharma S R, and Mishra R S, Scr Mater 54 (2006) 1623.
Zahmatkesh B, and Enayati M H, Mater Sci Eng A 527 (2010) 6734.
Ke L, Huang C, Xing L, and Huang K, J Alloys Compd 503 (2010) 494.
Mordyuk B N, Silberschmidt V V, Prokopenko G I, Nesterenko Y V, and Iefimov M O, Mater Charact 61 (2010) 1126.
Wang W, Shi Q, Liu P, Li H, and Li T, J Mater Process Technol 209 (2009) 2099.
Chabok A, and Dehghani K, Mater Sci Eng A 528 (2010)309.
Cavaliere P, and De Marco P P, Mater Sci Eng A 462 (2007) 393.
Faraji G, and Asadi P, Mater Sci Eng A 528 (2011) 2431.
Darras B M, Khraisheh M K, Abu-Farha F K, and Omar M A, J Mater Process Technol 191 (2007) 77.
Barmouz M, Asadi P, Besharati Givi M K, and Taherishargh M, Mater Sci Eng A 528 (2011) 1740.
Fuller M D, Swaminathan S, Zhilyaev A P, and McNelley T R, Mater Sci Eng A 463 (2007) 128.
Mousavizade S M, Malek Ghaini F, Torkamany M J, Sabbaghzadeh J, and Abdollah-zadeh A, Scr Mater 60 (2009) 244.
Hirata T, Tanaka T, Chung S W, Takigawac Y, and Higashi K, Scr Mater 56 (2007) 477.
Ni D R, Xiao B L, Ma Z Y, Qiao Y X, and Zheng Y G, Corros Sci 52 (2010) 1610.
Kurt A, Uygur I, and Cete E, J Mater Process Technol 211 (2011) 313.
Mishra R S, and Mahoney M W, Friction Stir Welding and Processing, ASM International, Materials Park (2007).
Xing-hao D U, and Bao-lin W U, Trans Nonferr Metal Soc China 18 (2008) 562.
Lienert T J, Stellwag W L, Grimmettm B B, and Warke R W, Weld J 1 (2003) 1s.
Lloyd D J, Int Mat er Rev 39 (1994) 1.
Ghasemi-Kahrizsangi A, and Kashani-Bozorg S F, Surf Coating Technol 209 (2012) 15.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Khademi, A.R., Afsari, A. Fabrications of Surface Nanocomposite by Friction Stir Processing to Improve Mechanical and Microstructural Properties of Low Carbon Steel. Trans Indian Inst Met 70, 1193–1198 (2017). https://doi.org/10.1007/s12666-016-0912-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-016-0912-x